JP2014145367A - 鋼板製クラッシュボックス - Google Patents
鋼板製クラッシュボックス Download PDFInfo
- Publication number
- JP2014145367A JP2014145367A JP2013012477A JP2013012477A JP2014145367A JP 2014145367 A JP2014145367 A JP 2014145367A JP 2013012477 A JP2013012477 A JP 2013012477A JP 2013012477 A JP2013012477 A JP 2013012477A JP 2014145367 A JP2014145367 A JP 2014145367A
- Authority
- JP
- Japan
- Prior art keywords
- crash box
- steel sheet
- steel plate
- cross
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 46
- 239000010959 steel Substances 0.000 title claims abstract description 46
- 238000009864 tensile test Methods 0.000 claims abstract description 6
- 238000010521 absorption reaction Methods 0.000 abstract description 26
- 230000004323 axial length Effects 0.000 abstract description 10
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 239000000463 material Substances 0.000 description 28
- 230000035939 shock Effects 0.000 description 20
- 238000006073 displacement reaction Methods 0.000 description 7
- 239000011324 bead Substances 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
Images





Landscapes
- Vibration Dampers (AREA)
Abstract
【課題】自動車衝突時における衝突初期のピーク荷重が小さく、かつ部材単位質量当りの衝撃吸収能が高く、しかも製造費が安価で簡素な構造の鋼板製クラッシュボックスを提供する。
【解決手段】軸長方向(長手方向)に衝撃荷重を受けて蛇腹状に座屈することで衝撃エネルギーを吸収する鋼板製クラッシュボックスであって、平行して向かい合う二枚の鋼板のフランジ部と、当該フランジ部と直交した鋼板のウェブ部とから構成され、軸長方向と直交する断面形状がH形断面を有するように接合されており、相当塑性ひずみ速度103(/s)の引張試験で得られた鋼板の動的降伏強さ(YS,d)と、H形断面構造の断面積(A)との積である耐座屈強さ(YS,d×A)が220kN以下である鋼板製クラッシュボックス。
【選択図】図1
【解決手段】軸長方向(長手方向)に衝撃荷重を受けて蛇腹状に座屈することで衝撃エネルギーを吸収する鋼板製クラッシュボックスであって、平行して向かい合う二枚の鋼板のフランジ部と、当該フランジ部と直交した鋼板のウェブ部とから構成され、軸長方向と直交する断面形状がH形断面を有するように接合されており、相当塑性ひずみ速度103(/s)の引張試験で得られた鋼板の動的降伏強さ(YS,d)と、H形断面構造の断面積(A)との積である耐座屈強さ(YS,d×A)が220kN以下である鋼板製クラッシュボックス。
【選択図】図1
Description
本発明は、自動車フレーム、特にフロントフレームやリアフレームの先端に配置された、衝突時のエネルギーを安定的に効率良く吸収するための鋼板製クラッシュボックスに関する。
低速での衝突に際しては、クラッシュボックスのみが変形してエネルギーを吸収することにより、車体やその他の車輌部品に損傷を与えず、クラッシュボックスとバンパー補強部材の交換のみで補修が完了して修理費を軽減させることを目的として設置した緩衝部材が、クラッシュボックスである。したがって、クラッシュボックスとしては、それを構成する構造部材で衝撃エネルギーをいかに有効に吸収させるかが重要になる。
クラッシュボックスは、一般にモナカ構造の閉断面を有する鋼板プレス品が主流であり、軸長方向(長手方向)に衝撃荷重を受けたとき、蛇腹状に座屈変形することで衝撃エネルギーを吸収するように設計されている。この際、衝撃吸収特性を高めるため、第一番目の座屈の起りにくさに直結するピーク荷重を下げるとともに、外乱となる変動要因に左右されず、規則正しく蛇腹状に座屈変形を生じさせて衝撃エネルギーを安定的に効率良く吸収することが重要である。
クラッシュボックスは、一般にモナカ構造の閉断面を有する鋼板プレス品が主流であり、軸長方向(長手方向)に衝撃荷重を受けたとき、蛇腹状に座屈変形することで衝撃エネルギーを吸収するように設計されている。この際、衝撃吸収特性を高めるため、第一番目の座屈の起りにくさに直結するピーク荷重を下げるとともに、外乱となる変動要因に左右されず、規則正しく蛇腹状に座屈変形を生じさせて衝撃エネルギーを安定的に効率良く吸収することが重要である。
例えば、自動車の先頭に配置されたクラッシュボックスは基端部をフロントフレームと、また先端部はバンパー補強部材と、ボルト等で固着させた状態でフェンダーパネルと平行して配置されている。衝突事故時に自動車が正面衝突した場合、このクラッシュボックスの先端部に衝撃荷重が加わって軸長方向に座屈変形を起こすが、衝突初期の荷重は比較的大きくなる傾向がある。また正面衝突時は運転手が身の危険性を感じて反射的にハンドルをきるため、衝突角度は斜めになる可能性が高い。
そこで、15km/h以下の軽衝突時には、座屈初期のピーク荷重を下げてフロントフレームを含むキャビン等の後方に配置された別の構造部材が最初に損傷することを防止し(以下、本明細書ではこの要求性能を「ダメージャビリティ」と記す)、さらには±10°以内の衝突角度変動を生じた場合でも、衝突面側からフロントフレーム側に向けて順次に塑性変形が進行するよう規則正しく蛇腹状に座屈変形させ(この性能は「ロバスト性」と呼ばれる)、衝突に伴う衝撃エネルギーのほぼすべてをクラッシュボックスのみで吸収できる(以下、本明細書ではこの要求性能を「衝撃吸収能」と記す)ようにすることが要求される。言い換えれば、クラッシュボックスは、車輌損傷を最小限に抑えるため、変動要因も考慮に入れて緩衝部材として衝突性能が発現できるよう設計する必要がある。
従来、上記課題を解決するため、例えば特許文献1に見られるように、潰れビードと呼ばれる変形の起点を与える窪みを配置する対策が取られてきた。特許文献1で提案された構造部材は、構造面で弱い潰れビードを、部材の軸長方向に対して等間隔に、かつ、その向きが軸長方向に対して直交するよう複数配置することにより、その部位を優先的に塑性変形させ、より低い荷重で対象とする部材の初期座屈を誘発させて、かつ、衝突面側から規則正しく蛇腹状に座屈変形させるように設計されたものである。
また特許文献2にみられるように、衝突面側である前方から後方に向かって肉厚を漸増させることにより衝突初期のピーク荷重の低減を図るとともに、鋼板に比べて比強度(材料の単位密度に対する引張強さの比率)が高い繊維強化樹脂を材料として使用することで、部材単位質量当りの衝撃吸収能の大幅な向上を図ることを可能にした円筒状の構造部材も提案されている。
しかしながら、特許文献1で提案された、いわゆる潰れビードを配置する対策では、座屈変形の再現性や安定化には非常に有効である反面、部材全体で吸収できる衝撃エネルギーを、潰れビードを配置しない場合に比べて大きく低下させてしまう。そのため、所望の衝撃吸収能が得られない場合は、部材板厚を上げて対処する必要があり、部材の質量増加を招くといった欠点がある。また衝撃吸収能を確保するには、高張力普通鋼板への材料置換という手段もあるが、鋼板が高強度化すると材料費の上昇に繋がる。
一方、特許文献2に開示された肉厚を漸増させ、かつ繊維強化樹脂を材料に使用した構造部材は、鋼板の単純な薄肉高強度化では難しい、ダメージャビリティと部材単位質量当りの衝撃吸収能といった二つの衝突性能の向上の両立が比較的容易に達成できる点で非常に優れているが、材料費や製造に要する時間等の面で課題も多く、その適用はスポーツカー等、少量生産の高級車種に限定されるといった点で問題がある。
本発明は、これらの現状に鑑みて発明されたものであり、自動車衝突時における衝突初期のピーク荷重が小さく、かつ部材単位質量当りの衝撃吸収能が高く、しかも製造費が安価で簡素な構造の鋼板製クラッシュボックスを提供することを目的とするものである。
本発明は、これらの現状に鑑みて発明されたものであり、自動車衝突時における衝突初期のピーク荷重が小さく、かつ部材単位質量当りの衝撃吸収能が高く、しかも製造費が安価で簡素な構造の鋼板製クラッシュボックスを提供することを目的とするものである。
本発明の鋼板製クラッシュボックスは、その目的を達成するため、軸長方向(長手方向)に衝撃荷重を受けて蛇腹状に座屈することで衝撃エネルギーを吸収する鋼板製クラッシュボックスであって、平行して向かい合う二枚の鋼板のフランジ部と、当該フランジ部と直交した鋼板のウェブ部とから構成され、軸長方向と直交する断面形状がH形断面を有するように接合されており、相当塑性ひずみ速度103(/s)の引張試験で得られた鋼板の動的降伏強さ(YS,d)と、H形断面構造の断面積(A)との積である耐座屈強さ(YS,d×A)が220kN以下であることを特徴とする。
フランジ部とウェブ部の突合せ部は連続溶接されているものが好ましい。
また、ウェブ部に配置する鋼板としては、フランジ部に配置する鋼板よりも動的降伏強さが大きい鋼板としたものが好ましい。
フランジ部とウェブ部の突合せ部は連続溶接されているものが好ましい。
また、ウェブ部に配置する鋼板としては、フランジ部に配置する鋼板よりも動的降伏強さが大きい鋼板としたものが好ましい。
本発明によれば、素材板厚を薄くすること、或いは強度の低い材料の使用により初期ピーク荷重を低減したクラッシュボックスであっても、二枚のフランジ部と当該フランジ部と直交したウェブ部とを、軸長方向と直交する断面形状がH形断面を有するように接合されたものとすることにより、衝撃エネルギーの吸収性能を大幅に向上させることができる鋼板製クラッシュボックスを低コストで提供できる。
本発明者等は、高い衝撃吸収特性等が要求されるクラッシュボックスの高性能化について種々検討を重ねてきた。その過程で、その断面形状をいわゆるハット型閉断面にするとともに、その断面形状や部分焼入れ方法に工夫を凝らすことにより、軸圧潰強度を高めて衝撃吸収特性を向上させたクラッシュボックスが低コストで得られることがわかった。これらの知見は特開2011−178179号公報で提案している。
ところで、自動車が他の物体に衝突する場合、クラッシュボックスの軸長方向に真っ直ぐに衝撃荷重が加わることは少ない。すなわち、正面衝突して自動車の先頭に配置された両サイドのクラッシュボックスが同時に潰れる場合よりも、部分的に衝突して片方のクラッシュボックスから潰れ始めて、さらにもう片方も時間差をもって順次潰れる場合の方が多い。この場合には、クラッシュボックスは軸長方向に真っ直ぐに衝撃荷重を受けるのではなく、わずかな角度が付加された向きに対して衝撃荷重を受けることになる。このような場合、必ずしもハット型閉断面のクラッシュボックスが有効であるとも限らない。
そこで、ハット型閉断面のクラッシュボックス及びH形断面のクラッシュボックスについて、衝突角度を種々変更して衝撃吸収能を調べてみた。
そこで、ハット型閉断面のクラッシュボックス及びH形断面のクラッシュボックスについて、衝突角度を種々変更して衝撃吸収能を調べてみた。
詳細は後記の実施例に譲るが、軸長方向(長手方向)に衝撃荷重を受けて蛇腹状に座屈することで衝撃エネルギーを吸収する鋼板製クラッシュボックスであっては、平行して向かい合う二枚の鋼板のフランジ部と、当該フランジ部と直交した鋼板のウェブ部とを、軸長方向と直交する断面形状がH形断面となるように接合された形状とすることにより、初期ピーク荷重を低減しつつ、衝撃吸収能が安定的に向上したことがわかり、本発明に到達したものである。すなわち、本発明により、優れたダメージャビリティの他に、高いロバスト性と高い衝撃吸収能を有する鋼板製クラッシュボックスを提供することができたものである。
殊に、フランジ部とウェブ部の突合せ部をレーザー溶接等で連続溶接されているものが衝撃吸収能に優れていた。
断面形状をH形としたクラッシュボックスが衝撃吸収能に優れる理由としては、次のように考えられる。
H形断面の構造部材は、衝撃エネルギーを主に吸収する部位、すなわち大きな塑性変形を生じる部位が、ハット型閉断面の場合に比べると、接合部の軸長方向で一様であり、かつ高レベル状態となる。この特異な現象により、断面形状が衝撃吸収能に大きな影響をおよぼし、H形断面の構造部材の衝撃吸収能を大幅に向上させることに繋がったものと考える。
断面形状をH形としたクラッシュボックスが衝撃吸収能に優れる理由としては、次のように考えられる。
H形断面の構造部材は、衝撃エネルギーを主に吸収する部位、すなわち大きな塑性変形を生じる部位が、ハット型閉断面の場合に比べると、接合部の軸長方向で一様であり、かつ高レベル状態となる。この特異な現象により、断面形状が衝撃吸収能に大きな影響をおよぼし、H形断面の構造部材の衝撃吸収能を大幅に向上させることに繋がったものと考える。
ところで、ダメージャビリティなる性能に直結する座屈の初期ピーク荷重は、クラッシュボックス断面のサイズ・板厚(すなわち断面積)と材料特性によって決まってくる。ダメージャビリティを向上させるためには初期ピーク荷重を低減させることが有効である。すなわち、素材板厚を薄くすること、或いは強度の低い材料の使用が有効である。
しかし、素材板厚を薄くすること、或いは強度の低い材料の使用は衝撃吸収エネルギーを低下させることになる。そこで、本発明では、素材板厚を薄くすること、或いは強度の低い材料の使用により初期ピーク荷重を低減したクラッシュボックスであっても、高い衝撃吸収エネルギーを得るために、前記のように断面形状をH形としたものである。
しかし、素材板厚を薄くすること、或いは強度の低い材料の使用は衝撃吸収エネルギーを低下させることになる。そこで、本発明では、素材板厚を薄くすること、或いは強度の低い材料の使用により初期ピーク荷重を低減したクラッシュボックスであっても、高い衝撃吸収エネルギーを得るために、前記のように断面形状をH形としたものである。
具体的には、相当塑性ひずみ速度103(/s)の引張試験で得られた鋼板の動的降伏強さ(YS,d)と、H形断面構造の断面積(A)との積である耐座屈強さ(YS,d×A)が220kN以下となるように、素材鋼板の板厚、強度とH形断面構造の断面積を調整している。この数値は、後記の実施例で確認したものである。
前記耐座屈強さ(YS,d×A)が220kNを超える程に大きくなると、フロントフレームを含むキャビン等の後方に配置された別の構造部材が最初に損傷してしまうため、事故車輌の補修は、クラッシュボックスとバンパー補強部材の交換のみでは完了せず車体やその他の車輌部品にも及ぶため、修理費の大幅な増大に繋がってしまう。
前記耐座屈強さ(YS,d×A)が220kNを超える程に大きくなると、フロントフレームを含むキャビン等の後方に配置された別の構造部材が最初に損傷してしまうため、事故車輌の補修は、クラッシュボックスとバンパー補強部材の交換のみでは完了せず車体やその他の車輌部品にも及ぶため、修理費の大幅な増大に繋がってしまう。
従来のハット型閉断面(以下、「□形断面」と記す。)のクラッシュボックスとして図1(a)に示す形状のものを、また本発明のH形断面のクラッシュボックスとして図1(b)に示す形状のものを供試材として用い、落錘試験を行うことにより、両者の衝突性能の評価を行った。
なお、□形断面の供試材(a)では、あらかじめハット形状に曲げ加工したハット型部材31とクロージングプレート32との二つの部品を、25mm間隔ごとにスポット溶接でフランジ部を点接合した。また、H形断面の供試材(b)では3枚の鋼板をH断面となるようにあらかじめ組んで、レーザー溶接で連続接合した。
なお、□形断面の供試材(a)では、あらかじめハット形状に曲げ加工したハット型部材31とクロージングプレート32との二つの部品を、25mm間隔ごとにスポット溶接でフランジ部を点接合した。また、H形断面の供試材(b)では3枚の鋼板をH断面となるようにあらかじめ組んで、レーザー溶接で連続接合した。
各供試材を製造した素材鋼板としては、板厚1.0mm、板厚1.4mm、或いは1.8mmであって、440MPa級及び980MPa級の引張強さを有する自動車用加工性冷間圧延高張力鋼板を用いた。前述の素材鋼板を、表1に示す仕様で供試用のクラッシュボックスを作製し、落錘試験を行ってみた。
表1中には高速引張試験機とJIS7号試験片を用いて引張試験を実施して得られた材料の動的降伏強さを示す。引張試験条件は、自動車衝突時のひずみ速度と同等レベルを想定し、試験速度は24.6m/s(相当塑性ひずみ速度≒10−3/s)とした。
表1中には高速引張試験機とJIS7号試験片を用いて引張試験を実施して得られた材料の動的降伏強さを示す。引張試験条件は、自動車衝突時のひずみ速度と同等レベルを想定し、試験速度は24.6m/s(相当塑性ひずみ速度≒10−3/s)とした。
また、落錘試験で得られる初期ピーク荷重の大略の値をあらかじめ把握するため、供試体の動的な耐座屈強さ(BSd)を算出したので、この値も表中に併記する。
先ず初めに、条件1〜条件5のように、同一の引張強さの鋼板のみで供試体が製作された場合、供試体の動的な耐座屈強さ(BSd)は(1)式をもとに算出できる。
BSd=(YSd÷1000)×A=(YSd÷1000)×{W÷(ρ×H)}…(1)
ここで、 YSd:材料の動的降伏強さ(MPa)、A:供試体断面の断面積(mm3)、W:供試体の質量(kg)、ρ:鋼の密度(=7.84×10−6kg/mm3)、H:供試体の軸長方向の長さ(mm)である。
先ず初めに、条件1〜条件5のように、同一の引張強さの鋼板のみで供試体が製作された場合、供試体の動的な耐座屈強さ(BSd)は(1)式をもとに算出できる。
BSd=(YSd÷1000)×A=(YSd÷1000)×{W÷(ρ×H)}…(1)
ここで、 YSd:材料の動的降伏強さ(MPa)、A:供試体断面の断面積(mm3)、W:供試体の質量(kg)、ρ:鋼の密度(=7.84×10−6kg/mm3)、H:供試体の軸長方向の長さ(mm)である。
一方、異強度材を接合したハイブリッドH形断面の条件6と条件7の場合には、供試体の動的な耐座屈強さ(BSd)は(2)式をもとに算出できる。
BSd={(YSd,w÷1000)×AW}+{(YSd,F÷1000)×AF}…(2)
Aw={W×(80/(2×100+80)}÷(ρ×H) …(3)
AF={W×((2×100)/(2×100+80)}÷(ρ×H) …(4)
ここで、 YSd,w:ウェブ部を構成する材料の動的降伏強さ(MPa)、YSd,F:フランジ部を構成する材料の動的降伏強さ(MPa)、AW:供試体断面のウェブ部が占める断面積(mm3)、AF:供試体断面のフランジ部が占める断面積(mm3)である。
BSd={(YSd,w÷1000)×AW}+{(YSd,F÷1000)×AF}…(2)
Aw={W×(80/(2×100+80)}÷(ρ×H) …(3)
AF={W×((2×100)/(2×100+80)}÷(ρ×H) …(4)
ここで、 YSd,w:ウェブ部を構成する材料の動的降伏強さ(MPa)、YSd,F:フランジ部を構成する材料の動的降伏強さ(MPa)、AW:供試体断面のウェブ部が占める断面積(mm3)、AF:供試体断面のフランジ部が占める断面積(mm3)である。

落錘試験は、図2に示すような態様で行った。なお、図2に示す落錘試験方法における、供試体11と上下2個のくさび状当て板14は、アーク溶接により連続接合している。
落錘試験は、角度−10°、0°、+10°で衝突した場合を想定して、頂角を調整したくさび状当て板14を用いて3態様で行った。落錘条件は、錘の質量を640kgとし、供試体への衝突初速度が15km/hとなるように錘の落下高さを調整した。
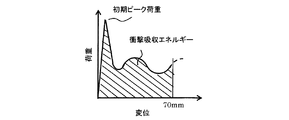
このような落錘試験を行い、各種供試体ごとに、図3に示すような荷重−変位曲線を得るとともに、高速ビデオを用いて座屈の発生状況を観察した。
落錘試験は、角度−10°、0°、+10°で衝突した場合を想定して、頂角を調整したくさび状当て板14を用いて3態様で行った。落錘条件は、錘の質量を640kgとし、供試体への衝突初速度が15km/hとなるように錘の落下高さを調整した。
このような落錘試験を行い、各種供試体ごとに、図3に示すような荷重−変位曲線を得るとともに、高速ビデオを用いて座屈の発生状況を観察した。
荷重−変位曲線をもとに各供試体の初期ピーク値と衝撃吸収エネルギーを算出した。ここで、任意の変位ごとに荷重を積分して得られる図3中に記載の荷重−変位曲線内に囲まれた面積が、70mmまでに圧潰した際に供試体が吸収した衝撃エネルギー(すなわち衝撃吸収能)であると定義した。その結果を表2に示す。
座屈変形に関しては、条件1と条件2(□形断面の供試体(a))の場合、綺麗な蛇腹状の座屈が途中で崩れたり、衝突面とは反対側から座屈し始めたりと安定性に欠ける状況であったが、H形断面の供試体(b)の場合(条件4〜7)には、衝突面側から順次蛇腹状に塑性変形が進行するといったように、再現性をもって蛇腹状の座屈変形が進行していた。
座屈変形に関しては、条件1と条件2(□形断面の供試体(a))の場合、綺麗な蛇腹状の座屈が途中で崩れたり、衝突面とは反対側から座屈し始めたりと安定性に欠ける状況であったが、H形断面の供試体(b)の場合(条件4〜7)には、衝突面側から順次蛇腹状に塑性変形が進行するといったように、再現性をもって蛇腹状の座屈変形が進行していた。
ここで、上記落錘試験の結果である表1,2から、供試体ごとの衝突性能の比較、すなわち供試体の質量、及び材料の動的降伏強さ×供試体閉断面の断面積で表される供試体の動的な座屈強さと、衝撃吸収エネルギー及び初期ピーク荷重の関係をみると、図4,5に示す通りとなっている。
図4(a)からは、H形断面の供試体(条件4&5)は、同一の引張強さの材料で構成される□形断面の供試体(条件1&2)に比べて衝撃吸収能が非常に優れることがわかる。一方、図4(b)中に記載された同一の引張強さの材料のみで構成される供試材(条件1,2,4,5)は、初期ピーク荷重のデータが、断面形状の違いに依存せず、ほぼ一直線上に存在する。すなわち、供試体の断面形状は、衝撃吸収能に大きな影響を与えるが、ダメージャビリティに対しては影響を及ぼさないことがわかる。
図4(a)からは、H形断面の供試体(条件4&5)は、同一の引張強さの材料で構成される□形断面の供試体(条件1&2)に比べて衝撃吸収能が非常に優れることがわかる。一方、図4(b)中に記載された同一の引張強さの材料のみで構成される供試材(条件1,2,4,5)は、初期ピーク荷重のデータが、断面形状の違いに依存せず、ほぼ一直線上に存在する。すなわち、供試体の断面形状は、衝撃吸収能に大きな影響を与えるが、ダメージャビリティに対しては影響を及ぼさないことがわかる。
また図5(b)からは、初期ピーク荷重は、供試体閉断面の動的な耐座屈強さの値(材料の動的降伏強さ×断面積)と概ね一致する。すなわち、初期ピーク荷重は、自動車衝突に相当する速度で供試体を軸圧潰した際、塑性変形を生じさせるために最低必要な力と概ね一致することがわかる。初期ピーク荷重を230kN以下にするには、供試体の動的な耐座屈強さは220kN以下にする必要がある。言い換えれば、条件3の供試体から明らかなように、衝撃吸収能の向上と軽量化の常套手段として多用されてきた材料の単純な薄肉高強度化は、緩衝部材の役割が要求されるクラッシュボックスに対しては、初期ピーク荷重の上昇が避けられないので必ずしも有効な手段ではないことがわかる。
一方、図5(a)から明らかなように、衝撃吸収エネルギーは供試体閉断面の動的な耐座屈強さと断面形状の両方に支配されることもわかる。
一方、図5(a)から明らかなように、衝撃吸収エネルギーは供試体閉断面の動的な耐座屈強さと断面形状の両方に支配されることもわかる。
上述した関係を踏まえて異強度材を接合したハイブリッドH形断面を適用する場合は、条件6と条件7の供試体で得られた試験結果を比較して明らかなように、動的降伏強さが大きい(すなわち引張強さが大きい)鋼板を使用する場合、フランジ部に配置するよりも、断面積に占める割合(本実施例は28%強)が少ないウェブ部に配置する方が好ましい。つまり、条件6は衝撃吸収能やダメージャビリティといった衝突性能と軽量化の両面から最もトータルバランスに優れると言える。
次に、条件1と条件6の供試体について、変位70mm時点の座屈状況と塑性ひずみ分布の様子を把握するためにFEM解析を行った。得られた結果は図6に示す通りである。
H形断面の構造部材は、衝撃エネルギーを主に吸収する部位、すなわち大きな塑性変形を生じる部位が、□形断面の場合に比べると、接合部の軸長方向で一様であり、かつ高レベルな状態となっていることがわかる。
この特異な現象により、断面形状が衝撃吸収能に大きな影響をおよぼし、H形断面の構造部材の衝撃吸収能を大幅に向上させることに繋がったものと考えられる。
H形断面の構造部材は、衝撃エネルギーを主に吸収する部位、すなわち大きな塑性変形を生じる部位が、□形断面の場合に比べると、接合部の軸長方向で一様であり、かつ高レベルな状態となっていることがわかる。
この特異な現象により、断面形状が衝撃吸収能に大きな影響をおよぼし、H形断面の構造部材の衝撃吸収能を大幅に向上させることに繋がったものと考えられる。
Claims (3)
- 軸長方向(長手方向)に衝撃荷重を受けて蛇腹状に座屈することで衝撃エネルギーを吸収する鋼板製クラッシュボックスであって、平行して向かい合う二枚の鋼板のフランジ部と、当該フランジ部と直交した鋼板のウェブ部とから構成され、軸長方向と直交する断面形状がH形断面を有するように接合されており、相当塑性ひずみ速度103(/s)の引張試験で得られた鋼板の動的降伏強さ(YS,d)と、H形断面構造の断面積(A)との積である耐座屈強さ(YS,d×A)が220kN以下であることを特徴とする鋼板製クラッシュボックス。
- フランジ部とウェブ部の突合せ部が連続溶接されている請求項1に記載の鋼板製クラッシュボックス。
- ウェブ部に配置する鋼板として、フランジ部に配置する鋼板よりも動的降伏強さが大きい鋼板が用いられている請求項1または2に記載の鋼板製クラッシュボックス。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013012477A JP2014145367A (ja) | 2013-01-25 | 2013-01-25 | 鋼板製クラッシュボックス |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013012477A JP2014145367A (ja) | 2013-01-25 | 2013-01-25 | 鋼板製クラッシュボックス |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014145367A true JP2014145367A (ja) | 2014-08-14 |
Family
ID=51425785
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013012477A Pending JP2014145367A (ja) | 2013-01-25 | 2013-01-25 | 鋼板製クラッシュボックス |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014145367A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104386011A (zh) * | 2014-12-19 | 2015-03-04 | 中国汽车工程研究院股份有限公司 | 一种高撞击吸能性能的复合型吸能盒 |
| CN111994026A (zh) * | 2020-07-17 | 2020-11-27 | 上海凌云工业科技有限公司凌云汽车技术分公司 | 改善结构强度和吸能效果的改性材料汽车防撞梁 |
| CN116279252A (zh) * | 2023-03-30 | 2023-06-23 | 华侨大学 | 一种分级吸能的组合式汽车吸能盒 |
-
2013
- 2013-01-25 JP JP2013012477A patent/JP2014145367A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104386011A (zh) * | 2014-12-19 | 2015-03-04 | 中国汽车工程研究院股份有限公司 | 一种高撞击吸能性能的复合型吸能盒 |
| CN111994026A (zh) * | 2020-07-17 | 2020-11-27 | 上海凌云工业科技有限公司凌云汽车技术分公司 | 改善结构强度和吸能效果的改性材料汽车防撞梁 |
| CN111994026B (zh) * | 2020-07-17 | 2024-05-17 | 上海凌云工业科技有限公司凌云汽车技术分公司 | 改善结构强度和吸能效果的改性材料汽车防撞梁 |
| CN116279252A (zh) * | 2023-03-30 | 2023-06-23 | 华侨大学 | 一种分级吸能的组合式汽车吸能盒 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4330652B2 (ja) | 車両用金属製アブソーバ、車両用バンパシステム、自動車バンパ用アブソーバ及び自動車バンパシステム | |
| CN106795933B (zh) | 冲击吸收部件 | |
| JP6369550B2 (ja) | 自動車部材 | |
| US8783721B2 (en) | Metallic hollow columnar member | |
| WO2016046582A1 (en) | Bumper-reinforcing system for motor vehicle | |
| Shaharuzaman et al. | Passenger car’s side door impact beam: A review | |
| CN106740621B (zh) | 一种汽车吸能装置 | |
| JP2022547492A (ja) | 電動車両のための後部構造 | |
| JP2014145367A (ja) | 鋼板製クラッシュボックス | |
| JP2009029174A (ja) | 車体の衝撃エネルギー吸収方法、及び衝撃吸収部材ならびに車両 | |
| CN114074624B (zh) | 车辆碰撞缓冲吸能系统及其制造方法 | |
| CN103448803A (zh) | 一种地板后横梁加强结构 | |
| JP5283405B2 (ja) | 自動車用補強部材 | |
| JP6565291B2 (ja) | 衝撃吸収部材、車体および衝撃吸収方法 | |
| JP2014145368A (ja) | 鋼板製クラッシュボックス | |
| JP6787365B2 (ja) | 自動車用衝突エネルギー吸収部品の形状とスポット溶接位置の決定方法 | |
| JP6613712B2 (ja) | 自動車車体の構造部材、その製造方法および自動車車体、ならびに衝撃エネルギー吸収方法 | |
| CN212149016U (zh) | 一种副车架前端结构及车辆 | |
| JP4706656B2 (ja) | バンパステイ | |
| JP6881683B2 (ja) | 自動車用構造部材および車体 | |
| Tekavde et al. | Redesign of crash-box for enhanced energy absorption in low velocity impact | |
| CN210502577U (zh) | 一种应对小偏置碰撞的前端传力结构 | |
| Bade | Performance of Bumper System with Aluminum Alloys AA6061 and AA7003 Materials Using Numerical Methods | |
| JP2011178179A (ja) | 衝撃吸収特性に優れた構造部材 | |
| KR20240158449A (ko) | 철도차량용 알루미늄 충돌 에너지 흡수장치 |