JP2014152193A - 柔軟性を有するポリ乳酸系カレンダー成形フィルムまたはシート - Google Patents
柔軟性を有するポリ乳酸系カレンダー成形フィルムまたはシート Download PDFInfo
- Publication number
- JP2014152193A JP2014152193A JP2013020790A JP2013020790A JP2014152193A JP 2014152193 A JP2014152193 A JP 2014152193A JP 2013020790 A JP2013020790 A JP 2013020790A JP 2013020790 A JP2013020790 A JP 2013020790A JP 2014152193 A JP2014152193 A JP 2014152193A
- Authority
- JP
- Japan
- Prior art keywords
- polylactic acid
- weight
- parts
- sheet
- aliphatic polyester
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Biological Depolymerization Polymers (AREA)
Abstract
【課題】本発明は溶融張力が高く、加工性に優れたポリ乳酸系樹脂組成物からなり、さらに経時でのブリードアウトが少なく柔軟性を有するカレンダー成形フィルムおよびシートを提供することを目的とする。
【解決手段】ポリ乳酸(A)100重量部に対して、アジピン酸エステル系可塑剤(B)15〜40重量部と、脂肪族カルボン酸および鎖状分子ジオールを主成分とする脂肪族ポリエステル(C)10〜100重量部と、コア−シェル型共重合体(D)10〜70重量部と、滑剤(E)0.05〜5重量部とを含有するポリ乳酸系樹脂組成物からなり、前記ポリ乳酸系樹脂組成物がカレンダー成形装置またはロール成形装置で二軸伸長変形され、前記脂肪族ポリエステル(C)が枝状もしくは網目状に連なった三次元構造であるポリ乳酸系軟質シートまたはフィルム。
【選択図】 図1
Description
本発明は溶融張力が高く、加工性に優れたポリ乳酸系樹脂組成物からなる柔軟性を有するカレンダー成形フィルムおよびシートに関する、さらには経時での変化が少なく外観に優れる柔軟性を有するカレンダー成形フィルムおよびシートに関する。
近年、環境保護の観点から、ポリ乳酸樹脂等の生分解性樹脂を用いた樹脂成形体が注目されている。ポリ乳酸樹脂は剛性が大きく、透明性が高いことが特徴である。また、原料となるL−乳酸がトウモロコシや芋等の植物から抽出して生産されるため、汎用ポリマーと比較して総二酸化炭素排出量が少なくなるという利点を有している。
また、最近ではモノマーである乳酸が微生物を利用した発酵法により安価に製造されるようになり、より一層低コストでポリ乳酸を生産できるようになってきた。
そのため、汎用ポリマーとしての利用も検討されるようになり、容器、フィルム等の包装材料、ステッカー、シール、衣料、傘、ポンチョ、フロアマット、自動車用内装材等の繊維材料、及び電気・電子製品の筺体や部品等の多種にわたる成型材料として期待されている。
また、最近ではモノマーである乳酸が微生物を利用した発酵法により安価に製造されるようになり、より一層低コストでポリ乳酸を生産できるようになってきた。
そのため、汎用ポリマーとしての利用も検討されるようになり、容器、フィルム等の包装材料、ステッカー、シール、衣料、傘、ポンチョ、フロアマット、自動車用内装材等の繊維材料、及び電気・電子製品の筺体や部品等の多種にわたる成型材料として期待されている。
しかし、ポリ乳酸樹脂は、剛性が大きいため、その成形品は硬く、柔軟性を必要とする用途に用いるには限界があった。
ポリ乳酸系フィルムおよびシートに柔軟性を付与する目的で、可塑剤を添加する方法が検討されており、特許文献1においては、ポリ乳酸樹脂に、可塑剤としてポリグリセリン酢酸エステルを添加し、柔軟性を付与したフィルムおよびシートが開示されている。
しかし、特許文献1に具体的に記載された樹脂組成物をカレンダー成形法でシート化した場合、樹脂組成物に含まれる大量の可塑剤の影響で、樹脂組成物の溶融張力が低下し、シートを引き取るのが困難となる。加工温度を低くすることで溶融張力を向上することは可能であるが、引き取りが可能な溶融張力とするためには、加工温度を110〜130℃にしなければならなく、ポリ乳酸の融点150〜180℃から大幅に低い温度で加工しなければならない。そのため、加工中のロール上でシートが固まってしまう場合があり、その場合、表面状態が悪いシートしか得られない。このように不安定な加工条件の中での製造となってしまう。
また、ポリ乳酸樹脂とポリグリセリン酢酸エステルとの相溶性が悪いためか、加工後のシートは経時で可塑剤のブリードアウトが発生し、柔軟性が損なわれてしまう場合があった。
そこで上記のような状況に鑑み、本発明は溶融張力が高く、加工性に優れたポリ乳酸系樹脂組成物からなり、さらに経時でのブリードアウトが少なく柔軟性を有するカレンダー成形フィルムおよびシートを提供することを目的とする。
前述の課題を解決するために本発明が用いた手段は、ポリ乳酸(A)100重量部に対して、アジピン酸系可塑剤(B)15〜40重量部と、脂肪族カルボン酸および鎖状分子ジオールを主成分とする脂肪族ポリエステル(C)10〜100重量部と、コア−シェル型共重合体(D)10〜70重量部と、滑剤(E)0.05〜5重量部とを含有するポリ乳酸系樹脂組成物からなり、前記ポリ乳酸系樹脂組成物がカレンダー成形装置またはロール成形装置で二軸伸長変形され、前記脂肪族ポリエステル(C)が枝状もしくは網目状に連なった三次元構造であることを特徴とするポリ乳酸系軟質シートまたはフィルムとすることである。
また、前記滑剤を炭素数19〜40の脂肪酸系滑剤とすることが好ましい。
また、前記ポリ乳酸系樹脂組成物がカレンダー成形装置またはロール成形装置で二軸伸長変形後、直ちに延伸倍率120〜500%で延伸されたポリ乳酸系軟質シートまたはフィルムとしてもよい。
さらに、JIS K7161に準じて測定される引張弾性率が100〜1000MPaであるポリ乳酸系軟質シートまたはフィルムとすることが好ましい。
本発明によれば溶融張力が高く、加工性に優れたポリ乳酸系樹脂組成物からなり、カレンダー成形またはロール成形に優れ、さらに経時でのブリードアウトが少なく柔軟性を有するポリ乳酸系軟質フィルムおよびシートを提供することができる。
以下、本発明について詳述する。
本発明は、ポリ乳酸(A)100重量部に対して、アジピン酸系可塑剤(B)15〜40重量部と、脂肪族カルボン酸および鎖状分子ジオールを主成分とする脂肪族ポリエステル(C)10〜100重量部と、コア−シェル型共重合体(D)10〜70重量部と、滑剤(E)0.05〜5.0重量部とを含有するポリ乳酸系樹脂組成物とし、
前記ポリ乳酸系樹脂組成物がカレンダー成形装置またはロール成形装置で二軸伸長変形され、前記脂肪族ポリエステル(B)が枝状もしくは網目状に連なった三次元構造とするものである。これにより、加工性に優れるとともに柔軟なポリ乳酸系軟質シート等が得られる。
本発明は、ポリ乳酸(A)100重量部に対して、アジピン酸系可塑剤(B)15〜40重量部と、脂肪族カルボン酸および鎖状分子ジオールを主成分とする脂肪族ポリエステル(C)10〜100重量部と、コア−シェル型共重合体(D)10〜70重量部と、滑剤(E)0.05〜5.0重量部とを含有するポリ乳酸系樹脂組成物とし、
前記ポリ乳酸系樹脂組成物がカレンダー成形装置またはロール成形装置で二軸伸長変形され、前記脂肪族ポリエステル(B)が枝状もしくは網目状に連なった三次元構造とするものである。これにより、加工性に優れるとともに柔軟なポリ乳酸系軟質シート等が得られる。
ここで、ポリ乳酸系シートまたはフィルムに柔軟性を付与する目的で単にポリ乳酸に可塑剤を添加した場合、溶融張力が著しく低下するため安定的な加工ができない。このような問題点を解決する方法として、加工温度を下げることで溶融張力を増大させることが考えられる。しかし、この場合ポリ乳酸の融点150〜180℃より大幅に低い加工温度110〜130℃で加工を行うことになり、ポリ乳酸が加工中のロール上で固まってしまい、シート等の表面状態が悪くなるとの不具合があった。
以下、さらにこれについて詳細な説明を行う。
以下、さらにこれについて詳細な説明を行う。
まず、一般的にカレンダー成形には4本または6本のロールが逆L字型に組み合わされたカレンダー成形機が多用される。図1には4本逆L型カレンダー成形機を示したが、第1ロール21から第4ロール24が図1のように逆L字型に配置されている。カレンダー加工は、溶融状態の熱可塑性樹脂1がこれらロール間を通過することで圧延され所望の厚みに成形される加工方法である。すなわち、第1ロール21と第2ロール22の間に投入された熱可塑性樹脂1は、第1ロール21から第4ロール24で形成されるロール間を通過することで圧延される。そして、シート状に圧延された熱可塑性樹脂1はカレンダーの最下部の第4ロール24から剥離されながら引き取りロール51によって引き取れ、その後冷却ロール61で冷却されてシートまたはフィルムが得られる。
したがって、カレンダー加工においては溶融状態の熱可塑性樹脂1を第4ロール24の所定の位置3から安定的に剥離させ、かつ引き取りロール51によって安定的に引き取れることを要する。なお、図1においては第4ロール24から熱可塑性樹脂1を剥離させているが、ロールの構成本数、配置に応じて剥離されるロールは異なる。よって、図1と異なった構成のカレンダーにおける熱可塑性樹脂1を剥離させるロールが図1の第4ロール24に対応することとなる。
したがって、カレンダー加工においては溶融状態の熱可塑性樹脂1を第4ロール24の所定の位置3から安定的に剥離させ、かつ引き取りロール51によって安定的に引き取れることを要する。なお、図1においては第4ロール24から熱可塑性樹脂1を剥離させているが、ロールの構成本数、配置に応じて剥離されるロールは異なる。よって、図1と異なった構成のカレンダーにおける熱可塑性樹脂1を剥離させるロールが図1の第4ロール24に対応することとなる。
一般に軟質なポリ乳酸系シートを得るためにはポリ乳酸に可塑剤が添加され、JIS K7161に準じて測定される引張弾性率を概ね1000MPa以下とするためにはポリ乳酸100重量部に対して、可塑剤15重量部以上が添加される。このようなポリ乳酸と可塑剤から成る樹脂組成物11は、溶融状態においてロール面からの剥離が悪く、また溶融張力も低いものである。したがって、この樹脂組成物11が溶融状態で第1ロール21から第3ロール23を通過し、第4ロール24からの剥離が悪く、安定的に剥離されない。さらに、樹脂組成物11が第4ロール24と引き取りロール51の間の位置4でたるんだりしてシート厚みが変動したりし、場合によっては樹脂組成物11が引き取りの張力に対応できずに位置4において切れてしまうことがある。
ここでポリ乳酸と可塑剤から成る樹脂組成物11の加工温度を下げることで溶融状態のロール面からの剥離を良くしつつ溶融張力を増大させ、第4ロール24から安定的に剥離、引き取られるが期待される。具体的には加工温度を110〜130℃とすることでロール面からの剥離が良くし、溶融張力を増大させることが可能となる。しかし、この加工温度はポリ乳酸の融点150〜180℃と比較して相当程度低い温度範囲であり、このような加工温度ではポリ乳酸は冷却による固化が起こりはじめることとなる。したがって、一部固化が起こった樹脂組成物11がロール間を通過すると、ロール間通過の際に樹脂組成物11の流動が不均一となるために、ロール間で圧延されるシートの表面が不均一となったり、荒れたりするといった外観不良が発生する。さらにカレンダーのロールにおいて樹脂組成部11が固化しロール間を通過できずに圧延出来ない場合がある。
そこで、ポリ乳酸に可塑剤を添加したポリ乳酸系軟質シートをカレンダーで加工するために、本発明においては、ポリ乳酸(A)100重量部に対して、アジピン酸系可塑剤(B)15〜40重量部と、脂肪族カルボン酸および鎖状分子ジオールを主成分とする脂肪族ポリエステル(C)10〜100重量部と、コア−シェル型共重合体(D)10〜70重量部と、滑剤(E)0.05〜5.0重量部とを含有するものである。
これにより、ポリ乳酸が固化し外観不良やロール上での固化が起きない加工温度においてカレンダーから安定的に剥離、引き取りが可能となる。
これにより、ポリ乳酸が固化し外観不良やロール上での固化が起きない加工温度においてカレンダーから安定的に剥離、引き取りが可能となる。
このように、より可塑化効率が良いアジピン酸系可塑剤(B)を用いるとともに柔軟性を付与可能な脂肪族カルボン酸および鎖状分子ジオールを主成分とする脂肪族ポリエステル(C)を添加することで、アジピン酸系可塑剤(B)の添加量の低減が可能となる。さらにコア−シェル型共重合体(D)によって溶融状態の向上を図ることで、溶融張力が高く、加工性に優れたポリ乳酸系樹脂組成物が得られる。
そして、本発明のシートまたはフィルムは、このポリ乳酸系樹脂組成物をカレンダー成形装置またはロール成形装置で二軸伸長変形させて成形することで、脂肪族ポリエステル(C)が枝状もしくは網目状に連なった三次元構造とするものである。
以下、本発明において使用することができる各種配合材料について説明する。ただし、本明細書に記載のない材料等の使用を排除するものではない。
<ポリ乳酸(A)>
ポリ乳酸(A)は、実質的にL−乳酸及び/又はD−乳酸由来のモノマー単位を主たる構成成分とした熱可塑性樹脂である。ここで「実質的に」とは、本発明の効果を損なわない範囲で、他のヒドロキシカルボン酸、脂肪族多価アルコール、脂肪族多塩基酸等を共重合しても構わないという意味である。更に、分子量増大を目的にして、少量の鎖延長剤(例えばジイソシアネート化合物、エポキシ化合物、酸無水物等)を使用してもかまわない。
ポリ乳酸(A)の製造方法としては、既知の任意の重合方法を採用する事ができる。最も代表的に知られているのは、乳酸の無水環状二量体であるラクチドを開環重合する方法(ラクチド法)であるが、乳酸を直接縮合重合しても構わない。
ポリ乳酸系樹脂(A)の分子量や分子量分布については、特に限定しないが通常、重量平均分子量で10,000〜1,000,000であり、好ましくは100,000〜300,000の範囲である。ここでいう重量平均分子量とは、ゲルパーミエーションクロマトグラフィーで測定したポリメチルメタクリレート(PMMA)換算の分子量をいう。また、異なる分子量のポリ乳酸を混合して用いても良い。
また、ポリ乳酸(A)には、望むべき物性や用途に応じて、本発明を逸脱しない範囲でポリ乳酸の中から適宜選択し、使用することができる。また必要に応じて2種類以上のポリ乳酸を組み合わせて用いてもかまわない。
ちなみに、本発明に用いることが可能なポリ乳酸系樹脂(A)としては既に上市されているものがある。具体的には、NatureWorks社よりIngeo(登録商標)やユニチカ社よりテラマック(登録商標)が市販されており、本発明ではこのようなポリ乳酸を好適に用いることができる。
<ポリ乳酸(A)>
ポリ乳酸(A)は、実質的にL−乳酸及び/又はD−乳酸由来のモノマー単位を主たる構成成分とした熱可塑性樹脂である。ここで「実質的に」とは、本発明の効果を損なわない範囲で、他のヒドロキシカルボン酸、脂肪族多価アルコール、脂肪族多塩基酸等を共重合しても構わないという意味である。更に、分子量増大を目的にして、少量の鎖延長剤(例えばジイソシアネート化合物、エポキシ化合物、酸無水物等)を使用してもかまわない。
ポリ乳酸(A)の製造方法としては、既知の任意の重合方法を採用する事ができる。最も代表的に知られているのは、乳酸の無水環状二量体であるラクチドを開環重合する方法(ラクチド法)であるが、乳酸を直接縮合重合しても構わない。
ポリ乳酸系樹脂(A)の分子量や分子量分布については、特に限定しないが通常、重量平均分子量で10,000〜1,000,000であり、好ましくは100,000〜300,000の範囲である。ここでいう重量平均分子量とは、ゲルパーミエーションクロマトグラフィーで測定したポリメチルメタクリレート(PMMA)換算の分子量をいう。また、異なる分子量のポリ乳酸を混合して用いても良い。
また、ポリ乳酸(A)には、望むべき物性や用途に応じて、本発明を逸脱しない範囲でポリ乳酸の中から適宜選択し、使用することができる。また必要に応じて2種類以上のポリ乳酸を組み合わせて用いてもかまわない。
ちなみに、本発明に用いることが可能なポリ乳酸系樹脂(A)としては既に上市されているものがある。具体的には、NatureWorks社よりIngeo(登録商標)やユニチカ社よりテラマック(登録商標)が市販されており、本発明ではこのようなポリ乳酸を好適に用いることができる。
<アジピン酸エステル系可塑剤(B)>
本発明のアジピン酸エステル系可塑剤(B)とはアジピン酸とアルコール及び/又はエーテルアルコールとの縮合反応から得られるエステルのことである。
アジピン酸と反応するアルコールが1種類での場合は、アジピン酸の2塩基部分と同一のアルコールが反応し、単ーアジピン酸エステルが得られる。具体的にはジイソデシルアジペート、ビス(ブチルジグリコール)アジペートなどが挙げられる。
一方、アジピン酸と反応するアルコールが2種類以上の場合、同一分子中に異なるエステル基を有する混基アジピン酸エステルが得られる。具体的にはメチルジグリコールブチルジグリコールアジペート、ベンジルメチルジグリコールアジペート、ベンジルブチルジグリコールアジペートなどが挙げられる。
アジピン酸エステル系可塑剤(B)としては、耐水性や耐ブリード性の面から混基アジピン酸エステルが好ましく、具体的にはメチルジグリコールブチルジグリコールアジペート、ベンジルメチルジグリコールアジペート、ベンジルブチルジグリコールアジペートなどが挙げられる。アジピン酸エステル系可塑剤(B)としては、本発明の範囲を逸脱しない限り、2種類以上を混合して用いることができる。
ちなみに、このようなアジピン酸エステル系可塑剤としては、既に上市されているものがあり、具体的には大八化学工業社より上市されているDAIFATTY(登録商標)などが好適に使用できる。
本発明のアジピン酸エステル系可塑剤(B)とはアジピン酸とアルコール及び/又はエーテルアルコールとの縮合反応から得られるエステルのことである。
アジピン酸と反応するアルコールが1種類での場合は、アジピン酸の2塩基部分と同一のアルコールが反応し、単ーアジピン酸エステルが得られる。具体的にはジイソデシルアジペート、ビス(ブチルジグリコール)アジペートなどが挙げられる。
一方、アジピン酸と反応するアルコールが2種類以上の場合、同一分子中に異なるエステル基を有する混基アジピン酸エステルが得られる。具体的にはメチルジグリコールブチルジグリコールアジペート、ベンジルメチルジグリコールアジペート、ベンジルブチルジグリコールアジペートなどが挙げられる。
アジピン酸エステル系可塑剤(B)としては、耐水性や耐ブリード性の面から混基アジピン酸エステルが好ましく、具体的にはメチルジグリコールブチルジグリコールアジペート、ベンジルメチルジグリコールアジペート、ベンジルブチルジグリコールアジペートなどが挙げられる。アジピン酸エステル系可塑剤(B)としては、本発明の範囲を逸脱しない限り、2種類以上を混合して用いることができる。
ちなみに、このようなアジピン酸エステル系可塑剤としては、既に上市されているものがあり、具体的には大八化学工業社より上市されているDAIFATTY(登録商標)などが好適に使用できる。
アジピン酸エステル系可塑剤(B)は一般的な可塑剤と比較して、より少量の添加でポリ乳酸(A)を柔軟化することが可能であり、すなわち可塑化効率に優れるとの効果を有する。したがって、アジピン酸エステル系可塑剤(B)の添加量を減量することが可能となり、溶融粘度の低下を抑えられ、ロール面からの剥離を良くすることや剥離溶融張力の増大が図られる。
さらに、アジピン酸エステル系可塑剤(B)はポリ乳酸(A)との相溶性に優れるために、加工後のシートにおいて経時で可塑剤のブリードアウトが発生することなく、柔軟性が長期にわたり維持される。また柔軟性を有する脂肪族ポリエステル(C)を添加することにより柔軟性を付与することができるため、ポリ乳酸軟質系シート等を得る場合に、脂肪族ポリエステル(C)の添加により可塑剤の添加量を減量することが可能となり、可塑剤のブリードアウトの発生を抑えることができる。
アジピン酸エステル系可塑剤(B)の含有量は、ポリ乳酸(A)100重量部に対して、15〜40重量部が好ましく、15〜30重量部がより好ましい。15重量部未満では柔軟性に乏しく、40重量部を超えると、ポリ乳酸(A)への添加が困難になると同時に、溶融張力が低下し加工性に劣り、さらにシートまたはフィルムにした際、ブロッキングが発生するようになる。
<脂肪族ポリエステル(C)>
脂肪族ポリエステル(C)としては、実質的に脂肪族ジカルボン酸と鎖状分子ジオールの重縮合により得られるポリマーである。ここで「実質的に」とは、本発明の効果を損なわない範囲で、脂肪族ジカルボン酸または鎖状分子ジオールに由来しない、他のモノマー単位を含んでいても良いという意味である。
脂肪族ポリエステル(C)の融点としては80℃〜200℃が好ましく、特に、結晶性を有し、軟質の脂肪族ポリエステルが好ましい。脂肪族ポリエステルの融点が80℃ より低くなると、得られるポリ乳酸系樹脂組成物やそれから得られるシートまたはフィルムの耐熱性が低下し、逆に200℃ より高くなると得られるポリ乳酸系樹脂組成物の加工が困難になるため好ましくない。
脂肪族ポリエステル(C)としては、実質的に脂肪族ジカルボン酸と鎖状分子ジオールの重縮合により得られるポリマーである。ここで「実質的に」とは、本発明の効果を損なわない範囲で、脂肪族ジカルボン酸または鎖状分子ジオールに由来しない、他のモノマー単位を含んでいても良いという意味である。
脂肪族ポリエステル(C)の融点としては80℃〜200℃が好ましく、特に、結晶性を有し、軟質の脂肪族ポリエステルが好ましい。脂肪族ポリエステルの融点が80℃ より低くなると、得られるポリ乳酸系樹脂組成物やそれから得られるシートまたはフィルムの耐熱性が低下し、逆に200℃ より高くなると得られるポリ乳酸系樹脂組成物の加工が困難になるため好ましくない。
脂肪族ポリエステル(C)の分子量としては、重量平均分子量で20,000〜1,000,000であるが、成型加工性や得られた成形体の物性の点から80,000〜300,000の範囲が好適に使用される。
脂肪族ポリエステル(C)の具体例としては、ポリエチレンアジペート、ポリプロピレンアジペート、ポリブチレンアジペート、ポリヘキセンアジペート、ポリブチレンサクシネート、ポリブチレンサクシネートアジペートなどが挙げることができる。
脂肪族ポリエステル(C)には、望むべき物性や用途に応じて、脂肪族ポリエステルの中から適宜選択し、使用することができる。また必要に応じて2種類以上の脂肪族ポリエステルを組み合わせても構わない。
脂肪族ポリエステル(C)の具体例としては、ポリエチレンアジペート、ポリプロピレンアジペート、ポリブチレンアジペート、ポリヘキセンアジペート、ポリブチレンサクシネート、ポリブチレンサクシネートアジペートなどが挙げることができる。
脂肪族ポリエステル(C)には、望むべき物性や用途に応じて、脂肪族ポリエステルの中から適宜選択し、使用することができる。また必要に応じて2種類以上の脂肪族ポリエステルを組み合わせても構わない。
脂肪族ポリエステル(C)を添加することにより柔軟性を付与することができる。よって、ポリ乳酸軟質系シート等を得る場合に、脂肪族ポリエステル(C)の添加により可塑剤の添加量を減量することが可能となる。ポリ乳酸(A)は可塑剤の添加により柔軟となるが、溶融状態においてロール面への粘着性が増加し、溶融張力が低下する。可塑剤としてアジピン酸エステル系可塑剤(B)を用いる場合においてもそのような傾向に違いはない。したがって、所望の柔軟性を付与する場合において脂肪族ポリエステル(C)を添加し、アジピン酸エステル系可塑剤(B)の添加量を減量することで、ロール面からの剥離が良くし、かつ溶融張力が向上するとの効果が得られる。これにより、よりカレンダーからより安定的に剥離され、安定的に引き取られることとなる。
さらに、アジピン酸エステル系可塑剤(B)は脂肪族ポリエステル(C)との親和性が乏しいために脂肪族ポリエステル(C)には取り込まれにくく、ポリ乳酸(A)に取り込まれやすい。よって脂肪族ポリエステル(C)を添加することにより、より少量のアジピン酸エステル系可塑剤(B)の添加でポリ乳酸(A)が柔軟化され、さらにロール面からの剥離が良くしつつ溶融張力の増大が図られる。
ちなみに、本発明に用いることが可能な脂肪族ポリエステル(C)としては、既に上市されているものがある。日本触媒社より上市されているルナーレSE(商品名)、昭和高分子社より上市されているビオノーレ(商品名)や三菱化学社より上市されているGSPla(商品名)、利来化学社より上市されているEnPol(商品名)として市販されており、本発明では脂肪族ポリエステルを好適に用いることができる。
脂肪族ポリエステル(C)の含有量は、ポリ乳酸(A)100重量部に対して、10〜100重量部が好ましく、20〜70重量部がより好ましく、25〜50重量部がとくに好ましい。脂肪族ポリエステル(C)を添加することでシートまたはフィルムに柔軟性を付与できるため、脂肪族ポリエステル(C)の含有量が10重量部未満では、可塑剤を用いてシートまたはフィルムに柔軟性を付与する方法を用いても、可塑剤が多量に必要となり、その結果、溶融張力の低下により成形が困難な場合が生じ、さらに可塑剤のブリードアウトやフィルム同士のブロッキングが起きる等の問題が生じる。さらに、耐熱性にも乏しくなるためフィルムおよびシートが経時で変形しやすく、この点でも好ましくない。脂肪族ポリエステル(C)の含有量が100重量部を超える場合は、得られたポリ乳酸系軟質フィルムおよびシートの表面状態が悪くなる場合があり、さらに透明性に劣るという問題が生じる。
<コア−シェル型共重合体(D)>
コア−シェル型共重合体(D)としては、一般的に、ゴム弾性を有する重合体から構成されるコア層とそれを覆う1以上のシェル層から構成され、隣接し合った層が異種の重合体から構成されているコア−シェル型共重合体を好適に使用できる。
コア−シェル型共重合体(D)としては、一般的に、ゴム弾性を有する重合体から構成されるコア層とそれを覆う1以上のシェル層から構成され、隣接し合った層が異種の重合体から構成されているコア−シェル型共重合体を好適に使用できる。
コア−シェル型共重合体(D)のコア層としては、ゴム弾性を有する成分から構成される重合体であればよく、例えば、アクリル酸エチル単位やアクリル酸ブチル単位などのアクリル成分、スチレン単位やα−メチルスチレン単位などのスチレン成分、ジメチルシロキサン単位やフェニルメチルシロキサン単位などのシリコーン成分、アクリロニトリル単位やメタクリロニトリル単位などのニトリル成分、ブタジエン単位やイソプレン単位などの共役ジエン成分またはウレタン成分などから構成される重合体が挙げられる。また、これらの成分を2種類以上組み合わせて構成された共重合体も挙げられ、例えば、アクリル酸エチル単位やアクリル酸ブチル単位などのアクリル成分およびジメチルシロキサン単位やフェニルメチルシロキサン単位などのシリコーン成分から構成される共重合体、アクリル酸エチル単位やアクリル酸ブチル単位などのアクリル成分およびα−メチルスチレン単位などのスチレン成分から構成される共重合体、アクリル酸エチル単位やアクリル酸ブチル単位などのアクリル成分およびブタジエン単位やイソプレン単位などの共役ジエン成分から構成される共重合体、アクリル酸エチル単位やアクリル酸ブチル単位などのアクリル成分およびジメチルシロキサン単位やフェニルメチルシロキサン単位などのシリコーン成分およびスチレン単位やα−メチルスチレン単位などのスチレン成分から構成される共重合体などが挙げられる。
コア−シェル型共重合体(D)のシェル層としては、熱可塑性を有する成分から構成され、コア層の重合体よりもガラス転移温度が高い重合体が一般的に使用される。例えば、熱可塑性を有する重合体としては、不飽和カルボン酸アルキルエステル系単位、グリシジル基含有ビニル系単位、脂肪族ビニル系単位、芳香族ビニル系単位、シアン化ビニル系単位、マレイミド系単位、不飽和ジカルボン酸系単位、不飽和ジカルボン酸無水物系単位またはその他のビニル系単位などから得られる重合体が挙げられる。
本発明において、コア−シェル型共重合体(D)のシェル層には上記の重合体を好適に使用することができる。中でも、ポリ乳酸(A)との相溶性の観点から不飽和カルボン酸アルキルエステル系単位、不飽和グリシジル基含有系単位および/または不飽和ジカルボン酸無水物系単位から得られる重合体が好ましく、さらに不飽和カルボン酸アルキルエステル系単位から得られる重合体が好ましい。不飽和カルボン酸アルキルエステル系単位としては、(メタ)アクリル酸アルキルエステルが好ましく、(メタ)アクリル酸メチルがより好ましい。
コア−シェル型共重合体(D)の好ましい例としては、アクリル系コア−シェル型ゴム、スチレン/ブタジエン系コア−シェル型ゴム、シリコーン/アクリル系コア−シェル型ゴムが挙げられ、具体的にはコア層がアクリル酸ブチル重合体でシェル層がメタアクリル酸メチル重合体、コア層がブタジエン/スチレン重合体でシェル層がメタアクリル酸メチル重合体、コア層がアクリル酸ブチル/スチレン共重合体でシェル層がメタアクリル酸メチル重合体、コア層がシリコーン−アクリル重合体でシェル層がメタアクリル酸メチル重合体、コア層がシリコーン/アクリル共重合体でシェル層がメタアクリル酸メチル/メタアクリル酸グリシジル共重合体などが挙げられる。
コア−シェル型共重合体(D)の平均粒子径は、透明性に優れることから0.01〜100μmが好ましく、0.01〜10μmがより好ましく、0.01〜3μmがとくに好ましい。
コア−シェル型共重合体(D)のコア層とシェル層の重量比は、特に限定されるものではないが、コア−シェル型アクリル系共重合体(D)全体に対して、コア層が40〜90重量%であることが好ましく、50〜80重量%であることがさらに好ましい。
コア−シェル型共重合体(D)は溶融状態のポリ乳酸(A)とアジピン酸エステル系可塑剤(B)とを含む樹脂組成物の溶融張力を大きくする効果を有する。したがって、例えば図1において、ポリ乳酸(A)とアジピン酸エステル系可塑剤(B)とを含む樹脂組成物は第4ロール24から剥離され、引き取りロール51で引き取られる際に、コア−シェル型共重合体(D)を添加することで溶融張力が増大し第4ロール24と引き取りロール51との間の位置4で切れたりすることなく安定的に引き取りが可能となる。
コア−シェル型共重合体(D)の添加により溶融状態のポリ乳酸(A)とアジピン酸エステル系可塑剤(B)とを含む樹脂組成物の溶融張力が増大するのはコア−シェル型共重合体(D)のシェル層がポリ乳酸(A)とアジピン酸エステル系可塑剤(B)とを含む樹脂組成物と相溶することで、コア−シェル型共重合体(D)の溶融弾性の高さが樹脂組成物に反映される。
コア−シェル型共重合体(D)の添加により溶融状態のポリ乳酸(A)とアジピン酸エステル系可塑剤(B)とを含む樹脂組成物の溶融張力が増大するのはコア−シェル型共重合体(D)のシェル層がポリ乳酸(A)とアジピン酸エステル系可塑剤(B)とを含む樹脂組成物と相溶することで、コア−シェル型共重合体(D)の溶融弾性の高さが樹脂組成物に反映される。
ちなみに、本発明に用いることが可能なコア−シェル型共重合体(D)としては、既に上市されているものがある。三菱レイヨン社より上市されているメタブレン、カネカ社より上市されているカネエース、クレハ社より上市されているパラロイド、武田薬品工業社より上市されているスタフィロイド、クラレ社より上市されているパラペットとして市販されており、本発明ではこのような、コア−シェル型アクリル系共重合体(D)を好適に用いることができる。
コア−シェル型共重合体(D)の含有量は、ポリ乳酸(A)100重量部に対して、10〜70重量部が好ましくで、20〜50重量部がさらに好ましい。コア−シェル型共重合体(D)が10重量部未満では溶融張力向上の効果が乏しい。コア−シェル型共重合体(D)が70重量部より多くなると著しく透明性が悪くなる。
<滑剤(E)>
滑剤(E)は、金属ロール(カレンダーロール)からの剥離性の向上を目的としており、係る目的を達成できれば滑剤(E)の種類は特に限定されないが、成形加工時、劣化や蒸発により成形加工が困難になる可能性があることから、炭素数19〜40の脂肪酸系滑剤を配合することが好ましい。
滑剤(E)は、金属ロール(カレンダーロール)からの剥離性の向上を目的としており、係る目的を達成できれば滑剤(E)の種類は特に限定されないが、成形加工時、劣化や蒸発により成形加工が困難になる可能性があることから、炭素数19〜40の脂肪酸系滑剤を配合することが好ましい。
ここで脂肪酸系滑剤とは、脂肪酸、脂肪酸エステル、脂肪酸金属塩等のことを指し、具体的には、ベヘン酸、ベヘン酸エステル、ベヘン酸カルシウム、ベヘン酸亜鉛、ベヘン酸マグネシウム、ベヘン酸リチウム、モンタン酸、モンタン酸エステル、モンタン酸ナトリウム、モンタン酸カルシウム、モンタン酸マグネシウムなどが挙げられ、樹脂用の添加剤として安価に提供されている。
滑剤(E)は1種類で用いてもよいし、2種類以上を組み合せて用いてもよい。
また、滑剤の配合量は、ポリ乳酸(A)100重量部に対して、0.05〜5重量部が好ましく、0.1〜3重量部がさらに好ましい。0.05重量部未満では金属剥離性の効果が乏しく、5重量部を超える場合は滑性が高すぎて成形加工が困難になる場合がある。
滑剤(E)は1種類で用いてもよいし、2種類以上を組み合せて用いてもよい。
また、滑剤の配合量は、ポリ乳酸(A)100重量部に対して、0.05〜5重量部が好ましく、0.1〜3重量部がさらに好ましい。0.05重量部未満では金属剥離性の効果が乏しく、5重量部を超える場合は滑性が高すぎて成形加工が困難になる場合がある。
<ポリ乳酸系樹脂組成物>
ポリ乳酸系樹脂組成物は、ポリ乳酸(A)100重量部に対して、アジピン酸系可塑剤(B)15〜40重量部と、脂肪族カルボン酸および鎖状分子ジオールを主成分とする脂肪族ポリエステル(C)10〜100重量部と、コア−シェル型共重合体(D)10〜70重量部と、滑剤(E)0.05〜5.0重量部とを含有する。
ポリ乳酸(A)に柔軟性を付与可能な脂肪族ポリエステル(C)を添加するとともに、ポリ乳酸(A)と相溶性に優れるアジピン酸系可塑剤(B)を添加する。これによりアジピン酸系可塑剤(B)の添加量を減量しつつ柔軟性が得られ、さらに成形後のブリードアウトを防止することが可能となる。このように、ポリ乳酸(A)に対してアジピン酸系可塑剤(B)と脂肪族ポリエステル(C)を組み合わせることで、アジピン酸系可塑剤(B)がポリ乳酸(A)に選択的に取り込まれ、より少量のアジピン酸系可塑剤(B)によってポリ乳酸(A)が柔軟化し、脂肪族ポリエステル(C)によってもポリ乳酸系樹脂組成物が柔軟化する。したがって、目的とする柔軟性を得るのに少量の可塑剤の添加で効果がえられ、ロール面からの剥離を良くしつつ、溶融張力を増大させることができる。
そして、さらにコア−シェル型共重合体(D)を添加することで溶融張力が増大するとの効果が得られ、滑剤(E)の添加によりカレンダーから安定的に剥離される。
ポリ乳酸系樹脂組成物は、ポリ乳酸(A)100重量部に対して、アジピン酸系可塑剤(B)15〜40重量部と、脂肪族カルボン酸および鎖状分子ジオールを主成分とする脂肪族ポリエステル(C)10〜100重量部と、コア−シェル型共重合体(D)10〜70重量部と、滑剤(E)0.05〜5.0重量部とを含有する。
ポリ乳酸(A)に柔軟性を付与可能な脂肪族ポリエステル(C)を添加するとともに、ポリ乳酸(A)と相溶性に優れるアジピン酸系可塑剤(B)を添加する。これによりアジピン酸系可塑剤(B)の添加量を減量しつつ柔軟性が得られ、さらに成形後のブリードアウトを防止することが可能となる。このように、ポリ乳酸(A)に対してアジピン酸系可塑剤(B)と脂肪族ポリエステル(C)を組み合わせることで、アジピン酸系可塑剤(B)がポリ乳酸(A)に選択的に取り込まれ、より少量のアジピン酸系可塑剤(B)によってポリ乳酸(A)が柔軟化し、脂肪族ポリエステル(C)によってもポリ乳酸系樹脂組成物が柔軟化する。したがって、目的とする柔軟性を得るのに少量の可塑剤の添加で効果がえられ、ロール面からの剥離を良くしつつ、溶融張力を増大させることができる。
そして、さらにコア−シェル型共重合体(D)を添加することで溶融張力が増大するとの効果が得られ、滑剤(E)の添加によりカレンダーから安定的に剥離される。
また、熱安定性を向上する目的で、酸化防止剤を配合することができる。
酸化防止剤としてはヒンダードフェノール系化合物、ホスファイト系化合物、チオエーテル系化合物などを挙げることができる。
また、酸化防止剤の配合量は、ポリ乳酸系樹脂100重量部に対して、0.01〜3重量部が好ましく、0.03〜2重量部がさらに好ましい。0.01重量部未満では熱安定性付与の効果が不十分であり、5重量部を超える場合は酸化防止剤添加量に対する効果が得られ難くなる。
酸化防止剤としてはヒンダードフェノール系化合物、ホスファイト系化合物、チオエーテル系化合物などを挙げることができる。
また、酸化防止剤の配合量は、ポリ乳酸系樹脂100重量部に対して、0.01〜3重量部が好ましく、0.03〜2重量部がさらに好ましい。0.01重量部未満では熱安定性付与の効果が不十分であり、5重量部を超える場合は酸化防止剤添加量に対する効果が得られ難くなる。
また、ポリ乳酸は水の存在下で加水分解が発生することから、加工時の粘度低下抑制や成形体への耐久性付与が必要な場合は封鎖剤を配合することが好ましい。
封鎖剤としては、ポリマーのカルボキシル末端基を封鎖することのできる化合物であれば特に制限はなく、ポリマーのカルボキシル末端の封鎖剤として用いられているものを用いることができる。その中でもカルボキシル基反応性末端封鎖剤は、ポリ乳酸樹脂の末端を封鎖するのみではなく、ポリ乳酸樹脂や天然由来の有機充填剤の熱分解や加水分解などで生成する乳酸やギ酸などの酸性低分子化合物のカルボキシル基も封鎖することができることから好ましい。また、上記末端封鎖剤は、熱分解により酸性低分子化合物が生成する水酸基末端も封鎖できる化合物であることがさらに好ましい。このようなカルボキシル基反応性末端封鎖剤としては、エポキシ化合物、オキサゾリン化合物、オキサジン化合物、カルボジイミド化合物から選ばれる少なくとも1 種の化合物を使用することが好ましく、なかでもエポキシ化合物および/ またはカルボジイミド化合物が好ましい。
封鎖剤としては、ポリマーのカルボキシル末端基を封鎖することのできる化合物であれば特に制限はなく、ポリマーのカルボキシル末端の封鎖剤として用いられているものを用いることができる。その中でもカルボキシル基反応性末端封鎖剤は、ポリ乳酸樹脂の末端を封鎖するのみではなく、ポリ乳酸樹脂や天然由来の有機充填剤の熱分解や加水分解などで生成する乳酸やギ酸などの酸性低分子化合物のカルボキシル基も封鎖することができることから好ましい。また、上記末端封鎖剤は、熱分解により酸性低分子化合物が生成する水酸基末端も封鎖できる化合物であることがさらに好ましい。このようなカルボキシル基反応性末端封鎖剤としては、エポキシ化合物、オキサゾリン化合物、オキサジン化合物、カルボジイミド化合物から選ばれる少なくとも1 種の化合物を使用することが好ましく、なかでもエポキシ化合物および/ またはカルボジイミド化合物が好ましい。
ちなみに、このような封鎖剤としては、既に上市されているものがあり、具体的には日清紡ケミカル社よりカルボジライト(登録商標)が市販されている。
カルボキシル基反応性末端封鎖剤の量は、ポリ乳酸樹脂100 重量部に対し、0.01〜5重量部が好ましく、0 .05〜3重量部がさらに好ましい。
また、上記成分以外にも、光安定剤、紫外線吸収剤、衝撃改良剤、帯電防止剤、顔料、着色剤、離型剤、相溶化剤、発泡剤、香料、抗菌抗カビ剤、シラン系、チタン系、アルミニウム系等の各種カップリング剤、その他の各種充填剤等、一般的な合成樹脂の製造時に、通常使用される各種添加剤も併用することができる。
本発明において、ポリ乳酸系樹脂組成物をカレンダー成形装置またはロール成形装置で二軸伸長変形し、脂肪族ポリエステル(C)が枝状もしくは網目状に連なった三次元構造を形成することが重要である。
ここで、二軸伸長変形とは、日本レオロジー協会編「講座・レオロジー」などに記載されている変形様式を言い、例えば、高分子組成物(ブレンド物を含む)の溶融体をロールなどの間隙に溶融樹脂だまり(通常、バンクと称される)を形成させ、その形成されているバンクよりも狭い間隙を通し圧延させる成形方法が挙げられる。具体的にはロール成形装置、カレンダー成形装置、ダイスより押し出された溶融樹脂をロールで圧延する設備を備えた押出成形装置などによる成形、ダイスより押し出された溶融樹脂を流れ方向(MD方向)及び流れ方高と垂直方向(TD方向)に同時に延伸する成形を挙げることができる。カレンダー成形あるいはロール成形においては、溶融樹脂がバンクを通過する過程でロール軸方向(TD方向)および該ロール軸方向と垂直な方向(ロール間隙の進行方向、MD方向)に同時に二次元的に引き伸ばされることにより、溶融体が二軸伸長変形される。
本発明のポリ乳酸系樹脂組成物を二軸伸長変形し、脂肪族ポリエステル(C)が枝状もしくは網目状に連なった三次元構造を形成することで、ポリ乳酸(A)および脂肪族ポリエステル(C)が共に連続相となる構造を形成させたシートまたはフィルムを得ることができ、耐熱性、透明性、外観に優れたシートまたはフィルムとすることが可能である。
ここで、2種類以上の樹脂成分が混合されている組成物おいて、「共に連続相となる構造を形成」している状態とは、一般的に、組成物中に含まれる樹脂成分が、熱的な測定手法(例えば、示差走査熱量計による測定)や粘弾性的な測定手法(例えば、動的粘弾性による測定)、顕微鏡による観察手法(走査型電子顕微鏡や透過型電子顕微鏡による観察)などで均一な状態にはなく、海−島構造を形成している状態でもなく、各々の樹脂成分がシートやフィルム等の成形体中で三次元的に連続した構造を形成している状態を指し、本発明においても本概念が適用される。
本発明でいう「共に連続相となる構造を形成」している状態とは、体積分率が高いポリ乳酸(A)と体積分率が低い脂肪族ポリエステル(C)が、シートまたはフィルム中で共に三次元的に連続した構造を形成している状態を意味する。
本発明でいう「共に連続相となる構造を形成」している状態とは、体積分率が高いポリ乳酸(A)と体積分率が低い脂肪族ポリエステル(C)が、シートまたはフィルム中で共に三次元的に連続した構造を形成している状態を意味する。
ここで、脂肪族ポリエステル(C)が枝状もしくは網目状に連なった三次元構造とは、一般的に、組成物中に含まれる樹脂成分が、熱的な測定手法(例えば、示差走査熱量計による測定)や粘弾性的な測定手法(例えば、動的粘弾性による測定)、顕微鏡による観察手法(走査型電子顕微鏡(SEM)や透過型電子顕微鏡(TEM)による観察)などで均一な状態にはなく、海−島構造を形成している状態でもなく、各々の樹脂成分が成形体中で三次元的に連続した構造を形成している状態を指し、本発明においても本概念が適用される。
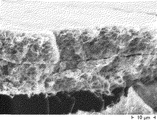
ここで、図2、図3に本発明の実施形態に係るフィルムのSEM画像を示す。これらはクロロホルム/アセトンの50/50(w/w)の溶液にフィルムを浸漬させてエッチングすることで、ポリ乳酸(A)を除去し脂肪族ポリエステル(C)の構造を観察したものである。これらによると、繊維状の脂肪族ポリエステル(C)が複雑に絡み合い、三次元的な網目構造を形成している。その繊維状の脂肪族ポリエステル(C)の太さは概ね0.15μm〜1.0μm程度とみられる。そして、繊維状の脂肪族ポリエステル(C)は網目のように絡み合いながら、密に充填されつつ細かな空隙を有した構造となっており、この細かな空隙にポリ乳酸(A)が存在していたと考えられる。したがって、本発明の実施形態に係るシートにおいて、体積分率の高いポリ乳酸(A)と体積分率の低い脂肪族ポリエステル(C)とは共に連続相を成し、少なくとも脂肪族ポリエステル(C)は繊維状かつ網目状の形態を有し、その網目状の脂肪族ポリエステル(C)にポリ乳酸(A)が連続的に絡み合った三次元構造を成していると考えられる。
なお本願発明は枝状もしくは網目状に連なった三次元構造であればよいので、図2,3のような実施形態に係る構造に限られない。すなわち繊維状体、枝状体、球状粒子が連続して連なることで、枝状もしくは網目状に連なった三次元構造を形成していてもよい。
脂肪族ポリエステル(C)が枝状もしくは網目状に連なった三次元構造となるためには、[脂肪族ポリエステル(C)の溶融粘度]/[脂肪族ポリエステル(C)以外の組成物の溶融粘度]で表される溶融粘度比が0.01〜4.00の範囲が好ましく、より好ましくは0.03〜1.50、さらに好ましくは0.10〜1.00である。[脂肪族ポリエステル(C)の溶融粘度]/[脂肪族ポリエステル(C)以外の組成物の溶融粘度]が0.01未満や4.00を超える場合には、体積分率が低い脂肪族ポリエステル(C)が、シートまたはフィルム中で共に三次元的に連続した構造を形成しにくくなるため、ポリ乳酸(A)と脂肪族ポリエステル(C)を共に連続相とさせたシートまたはフィルムを得られない場合がある。
なお、「脂肪族ポリエステル(C)以外の組成物」とは樹脂成分と可塑剤から成る組成物であって、本願発明においてはポリ乳酸(A)、アジピン酸エステル系可塑剤(B)、コア−シェル型共重合体(D)を含む組成物を意味する。したがって、上記の粘度比は脂肪族ポリエステル(C)とそれ以外の樹脂成分および可塑剤との粘度比が一定の範囲内にあることで、シート等の中において脂肪族ポリエステル(C)が三次元的に連続した構造を形成しやすくなる。また溶融粘度の測定において必要に応じて滑剤や酸化防止剤を添加してもよい。
なお、「脂肪族ポリエステル(C)以外の組成物」とは樹脂成分と可塑剤から成る組成物であって、本願発明においてはポリ乳酸(A)、アジピン酸エステル系可塑剤(B)、コア−シェル型共重合体(D)を含む組成物を意味する。したがって、上記の粘度比は脂肪族ポリエステル(C)とそれ以外の樹脂成分および可塑剤との粘度比が一定の範囲内にあることで、シート等の中において脂肪族ポリエステル(C)が三次元的に連続した構造を形成しやすくなる。また溶融粘度の測定において必要に応じて滑剤や酸化防止剤を添加してもよい。
ここでいう溶融粘度とは、加工温度±50℃の中で、溶融粘度の測定が可能な、任意に決めた特定の温度において、脂肪族ポリエステル(C)および脂肪族ポリエステル(C)以外の組成物それぞれに動的な歪を与えて測定されたゼロせん断粘度を指す。
なお、本発明のゼロせん断粘度とは概ねせん断速度10−4〜10の範囲のせん断粘度のことを指し、具体的にはTAインスツメント社製ARESを用いて、歪10%、せん断速度として角周波数が0.01〜500rad/secの範囲で測定を行うことによって得られる。
なお、本発明のゼロせん断粘度とは概ねせん断速度10−4〜10の範囲のせん断粘度のことを指し、具体的にはTAインスツメント社製ARESを用いて、歪10%、せん断速度として角周波数が0.01〜500rad/secの範囲で測定を行うことによって得られる。
本発明のシートまたはフィルム中における脂肪族ポリエステル(C)が形成する枝状も
しくは網目状に連なった三次元構造について、それらの厚みは特に限定されないが、0.01μm〜10.0μmが好ましく、0.1μm〜6.0μmがさらに好ましく、0.15μm〜3.0μmがさらに好ましい。そして、繊維状体、枝状体、球状粒子が連続して連なることで、枝状もしくは網目状に連なった三次元構造を形成している場合には、これらの繊維状体、枝状体または球状粒子の厚みが、0.01μm〜10.0μmが好ましく、0.1μm〜6.0μmがさらに好ましく、0.15μm〜3.0μmがさらに好ましい。
繊維状体、枝状体または球状粒子の厚みが0.01μm未満である場合には、得られたシートまたはフィルムの耐熱性が劣る場合があり、一方10.0μmを超える場合には透明性が悪くなる場合がある。
しくは網目状に連なった三次元構造について、それらの厚みは特に限定されないが、0.01μm〜10.0μmが好ましく、0.1μm〜6.0μmがさらに好ましく、0.15μm〜3.0μmがさらに好ましい。そして、繊維状体、枝状体、球状粒子が連続して連なることで、枝状もしくは網目状に連なった三次元構造を形成している場合には、これらの繊維状体、枝状体または球状粒子の厚みが、0.01μm〜10.0μmが好ましく、0.1μm〜6.0μmがさらに好ましく、0.15μm〜3.0μmがさらに好ましい。
繊維状体、枝状体または球状粒子の厚みが0.01μm未満である場合には、得られたシートまたはフィルムの耐熱性が劣る場合があり、一方10.0μmを超える場合には透明性が悪くなる場合がある。
本発明のシートまたはフィルムを得るにあたって、予備混練が必要な場合には、通常、熱可塑性樹脂において用いられている公知の装置を利用することができる。例えば、ポリ乳酸(A)と、脂肪族ポリエステル(C)と、コア−シェル型共重合体(D)と、滑剤(E)さらに酸化防止剤を高速攪拌機、低速攪拌機、ヘンシェルミキサーなどで均一に混合し、バッチ式混練ミキサー、バンバリーミキサー、コニーダなどで溶融混合後、アジピン酸エステル系可塑剤(B)を添加し、さらに溶融混合し、直ちに成形してもよい。また、溶融混合した後、一旦ペレット化し、その後成形してもよい。
本発明のシートまたはフィルムをニ軸伸長変形での成形時の装置の設定温度は、140〜200℃が好ましく、さらには160〜190℃が好ましい。設定温度が140℃未満では、加工中にシートが固まりシートが得られないことや、シートが得られたとしてもフローマークやバンクマークが多く外観に劣る可能性がある。一方200℃を超えると、溶融時の粘度が低く流動性が高くなるため加工が困難となる場合があり、さらに熱劣化を起こす可能性がある。
カレンダーロールの回転速度は、10〜60m/分が好ましく、15〜50m/分がさらに好ましい。カレンダーロールの回転速度が10m/分未満では溶融物のエアーが抜けにくく、シートまたはフィルム表面に欠点として出てくる。またカレンダーロールの回転速度が60m/分より速い場合、引き取れなくなる場合がある。
本発明のポリ乳酸系樹脂組成物をカレンダー成形装置またはロール成形装置で二軸伸張変形させた後、次の工程で少なくとも一方向に溶融延伸することで、さらに薄いシートまたはフィルムを効率よく製造することができる。ここでいう溶融延伸とは、ポリ乳酸系樹脂組成物が融解している状態で延伸することを指す。溶融延伸する場合の延伸倍率は、120〜500%が好ましく、より好ましくは130〜400%、さらに好ましくは150〜350%である。延伸倍率が120%未満でシートまたはフィルムを製造した場合には溶融延伸することによる生産効率の改善程度に乏しく、延伸倍率500%以上でシートまたはフィルムを製造した場合には延伸ムラなどが発生し、厚さの均一なシートまたはフィルムを得ることが困難になる可能性がある。ここで、溶融延伸する場合の延伸倍率とは、100×[溶融延伸前のシートまたはフィルムの厚み]/[溶融延伸後のシートまたはフィルムの厚み]のことを指す。
本発明のシートまたはフィルムは、本発明のポリ乳酸系樹脂組成物を二軸伸張変形させ、必要に応じて溶融延伸した後、ドラムなどに接触させて冷却するのが好ましい。冷却するドラムの設定温度は、好ましくは0〜120℃、より好ましくは40〜100℃、さらに好ましくは50〜80℃である。120℃より高い温度では冷却が不十分となり成形後の引き取りが困難となることや、シートまたはフィルムが変形する可能性がある。また0℃より低い温度は冷媒等が必要になるため経済的ではない。
本発明のシートまたはフィルムの厚みは特に限定はされないが、1.0mm未満が好ましく、より好ましくは0.50mm以下、さらに好ましくは0.30mm以下である。シートまたはフィルムの厚みが1mm以上である場合には、シートまたはフィルムの表面平滑性に劣る場合がある。厚さが1.0mm以上のシートまたはフィルムを得る場合には、厚さが1.00mm未満のシートまたはフィルムを複数枚積層することによって製造する方が好ましい。一方、厚みの下限については成形する装置にもよるが、加工性、厚みの均一性を考えると0.03mm以上が好ましく、0.05mm以上がさらに好ましい。
また、印刷性、ラミネート性、コーティング適性を向上させるために一般的に行われる表面処理を施しても良い。表面処理方法としては、コロナ放電処理、プラズマ処理、酸処理などが挙げられる。
次に、実施例より本発明をさらに具体的に説明するが、本発明はこれら実施例に限定されるものではない。
(使用材料)
ポリ乳酸(A)
A−1:融点(Tm)156℃、光学純度:95.75%であるポリL乳酸樹脂
(商品名;レイシアH−440、三井化学社製)
A−2:融点(Tm)166.2℃、光学純度:98.7%であるポリL乳酸樹脂
(商品名;Ingeo4032D、NatureWorks社製)
アジピン酸エステル系可塑剤(B)
B−1:アジピン酸エステル系
(商品名;DAIFATTY101、大八化学工業社製)
B−2:アジピン酸エーテルエステル系
(商品名;PX-948、ADEKA社製)
その他可塑剤(b)
b−1:グリセリン系
(商品名;リケマールPL−019、理研ビタミン社製)
脂肪族ポリエステル(C):
DSC法におけるガラス転移点−32℃および融点115℃
(商品名;GSPlaAZ91T、三菱化学社製)
コア−シェル型共重合体(D)
D−1:アクリル系コア−シェル型ゴム(コア/シェル=8/2)粒径
(商品名;パラペットSA、クラレ社製)
D−2:アクリル系コア−シェル型ゴム(コア/シェル=6/4)粒径
(商品名;パラペットGR−F、クラレ社製)
滑剤(E1):
モンタン酸エステル(炭素数28)
(商品名;Licolub WE−40、クラリアントジャパン社製)
滑剤(E2):
ベヘン酸亜鉛(炭素数22)
(商品名;ZS−7、勝田化工社製)
酸化防止剤:
ヒンダードフェノール系
(商品名;ADEKAスタブAO−60、ADEKA社製)
ポリ乳酸(A)
A−1:融点(Tm)156℃、光学純度:95.75%であるポリL乳酸樹脂
(商品名;レイシアH−440、三井化学社製)
A−2:融点(Tm)166.2℃、光学純度:98.7%であるポリL乳酸樹脂
(商品名;Ingeo4032D、NatureWorks社製)
アジピン酸エステル系可塑剤(B)
B−1:アジピン酸エステル系
(商品名;DAIFATTY101、大八化学工業社製)
B−2:アジピン酸エーテルエステル系
(商品名;PX-948、ADEKA社製)
その他可塑剤(b)
b−1:グリセリン系
(商品名;リケマールPL−019、理研ビタミン社製)
脂肪族ポリエステル(C):
DSC法におけるガラス転移点−32℃および融点115℃
(商品名;GSPlaAZ91T、三菱化学社製)
コア−シェル型共重合体(D)
D−1:アクリル系コア−シェル型ゴム(コア/シェル=8/2)粒径
(商品名;パラペットSA、クラレ社製)
D−2:アクリル系コア−シェル型ゴム(コア/シェル=6/4)粒径
(商品名;パラペットGR−F、クラレ社製)
滑剤(E1):
モンタン酸エステル(炭素数28)
(商品名;Licolub WE−40、クラリアントジャパン社製)
滑剤(E2):
ベヘン酸亜鉛(炭素数22)
(商品名;ZS−7、勝田化工社製)
酸化防止剤:
ヒンダードフェノール系
(商品名;ADEKAスタブAO−60、ADEKA社製)
<実施例1〜8、比較例1〜7>(ロール成形)
表1または2に示したポリ乳酸(A)、アジピン酸エステル系可塑剤(B)、その他可塑剤(b)、脂肪族ポリエステル(C)、コア−シェル型共重合体(D)、滑剤(E)及びその他の添加剤からなる配合物を、容量100cc(0.0001立方メートル)のバッチ式ミキサーで5分間溶融混練した。次に、160℃に設定した10インチ(直径0.254m)の2本ロール成形装置を用いて圧延し、厚さ100μmのフィルムを作製した。
<実施例9〜10、比較例8>(カレンダー成形)
表1または2に示したポリ乳酸(A)、脂肪族ポリエステル(C)、コア−シェル型共重合体(D)、滑剤(E)及びその他の添加剤からなる配合物を、ヘンシェルミキサーで均一に混合した後、アジピン酸エステル系可塑剤(B)を添加し、バンバリーミキサーで樹脂温度が170℃の範囲になるまで混練した。混練された配合物を175℃に設定した逆L型形4本カレンダー成形装置を用いて圧延した後、直ちに溶融延伸しフィルムを作製した。
<比較例9>(プレス成形)
表2に示したポリ乳酸(A)、脂肪族ポリエステル(C)、コア−シェル型共重合体(D)、滑剤(E)及びその他の添加剤からなる配合物を、容量100cc(0.0001立方メートル)のバッチ式ミキサーで5分間溶融混練した。次に、設定温度180℃のプレス成形機にて10分間保持し溶融し、次いで設定温度30℃にて冷却し、厚さ100μmのフィルムを作製した。
<粘度比>
TAインスツメント社製ARESを用いて、温度150℃、歪10%、せん断速度として角周波数が0.01〜500rad/secの範囲で測定を行った。角周波数が0.1rad/secの時のそれぞれの溶融粘度から[脂肪族ポリエステル(C)の溶融粘度]/[脂肪族ポリエステル(C)以外の組成物の溶融粘度]の式で溶融粘度比を算出し、結果については、以下の基準で評価した。
評価基準
0.01未満:×
0.01以上、0.10未満:△
0.10以上、1.00未満:○
1.00以上、4.00未満:△
4.00以上:×
<加工性>
加工温度160℃以上のロール加工において、ロールへの粘着性、溶融張力を以下の基準にて評価した。
評価基準
○:特に問題なく、加工できる
△:ロール面から剥離しにくいが加工できる
×:ロールに粘着し加工できない
<柔軟性>
実施例、比較例で得られたフィルムを用いて、東洋精機製作所製、テンシロン引張試験機にてJIS K−7127に準拠した形にてシート長さ方向(MD方向)の引張弾性率を測定した。比較例9については、長さ方向(MD)と幅方向(TD)の区別がないため、一方向のみ測定を行った以外は、実施例1と同様に評価した。結果については、以下の基準にて評価した。
評価基準
○:500MPa未満
△:500MPa以上、1,000MPa以下
×:1,000MPaを超える
<可塑剤のブリードアウト>
実施例、比較例で得られたフィルムを70℃環境下に4日間静置し、冷却した後に可塑剤のブリードアウトの有無を観察した。結果については、以下の基準にて評価した。
評価基準
○:ブリードアウトがない
×:ブリードアウトがある
<フィルムのブロッキング>
実施例、比較例で得られたフィルムを50mm×100mmの大きさに切り出し、金属板の上で重なり部分が50mm×50mmとなるように2枚を重ね、さらに700gの錘をのせ、温度40℃の恒温恒湿機内に1時間静置した。その後、2枚のフィルムを剥がし、その剥がれるときの状態からブロッキングの有無を評価した。結果については、以下の基準にて評価した。
評価基準
○:ブロッキングなし
△:ブロッキングしているがフィルムの変形がなく剥がせた
×:ブロッキングが強くフィルムが剥がれない若しくはフィルムが剥がれるが変形する
<耐熱性>
実施例、比較例で得られたフィルムを150mm角の大きさに切り出し、このシートを120℃に設定したオーブン中で10分間熱処理した後、取り出して、その熱処理前後でのシート長さ方向(MD方向)の長さの変化から加熱収縮率を求めた。結果については、以下の基準にて評価した。
評価基準
○:5.0%未満
△:5.0%以上10.0%未満
×:10.0%以上
<溶剤浸漬試験>
得られたシート約0.02gを、クロロホルム(関東化学社製 高速液体クロマトグラフィー用)とアセトン(関東化学社製 特級)の50/50(w/w)溶液20g中に浸漬し、24時間後の形態を観察し、結果については、以下の基準にて評価した。
○:溶剤浸漬後にシートの形状が保持され残っていた
×:溶剤浸漬後にシートの形状が保持されず残らなかった
<SEM観察>
溶剤浸漬試験後、容器中にシート状物を残したまま容器内の溶剤をメタノール溶液20gで置換し、メタノール溶液で24時間浸漬した後、次にシート状物を残したまま容器内のメタノール溶液を蒸留水に置換し、蒸留水中で24時間浸漬した後、容器内からシート状物をシャーレに取り出し室温で24時間乾燥させ、走査型電子顕微鏡(SEM)で観察した。
表1または2に示したポリ乳酸(A)、アジピン酸エステル系可塑剤(B)、その他可塑剤(b)、脂肪族ポリエステル(C)、コア−シェル型共重合体(D)、滑剤(E)及びその他の添加剤からなる配合物を、容量100cc(0.0001立方メートル)のバッチ式ミキサーで5分間溶融混練した。次に、160℃に設定した10インチ(直径0.254m)の2本ロール成形装置を用いて圧延し、厚さ100μmのフィルムを作製した。
<実施例9〜10、比較例8>(カレンダー成形)
表1または2に示したポリ乳酸(A)、脂肪族ポリエステル(C)、コア−シェル型共重合体(D)、滑剤(E)及びその他の添加剤からなる配合物を、ヘンシェルミキサーで均一に混合した後、アジピン酸エステル系可塑剤(B)を添加し、バンバリーミキサーで樹脂温度が170℃の範囲になるまで混練した。混練された配合物を175℃に設定した逆L型形4本カレンダー成形装置を用いて圧延した後、直ちに溶融延伸しフィルムを作製した。
<比較例9>(プレス成形)
表2に示したポリ乳酸(A)、脂肪族ポリエステル(C)、コア−シェル型共重合体(D)、滑剤(E)及びその他の添加剤からなる配合物を、容量100cc(0.0001立方メートル)のバッチ式ミキサーで5分間溶融混練した。次に、設定温度180℃のプレス成形機にて10分間保持し溶融し、次いで設定温度30℃にて冷却し、厚さ100μmのフィルムを作製した。
<粘度比>
TAインスツメント社製ARESを用いて、温度150℃、歪10%、せん断速度として角周波数が0.01〜500rad/secの範囲で測定を行った。角周波数が0.1rad/secの時のそれぞれの溶融粘度から[脂肪族ポリエステル(C)の溶融粘度]/[脂肪族ポリエステル(C)以外の組成物の溶融粘度]の式で溶融粘度比を算出し、結果については、以下の基準で評価した。
評価基準
0.01未満:×
0.01以上、0.10未満:△
0.10以上、1.00未満:○
1.00以上、4.00未満:△
4.00以上:×
<加工性>
加工温度160℃以上のロール加工において、ロールへの粘着性、溶融張力を以下の基準にて評価した。
評価基準
○:特に問題なく、加工できる
△:ロール面から剥離しにくいが加工できる
×:ロールに粘着し加工できない
<柔軟性>
実施例、比較例で得られたフィルムを用いて、東洋精機製作所製、テンシロン引張試験機にてJIS K−7127に準拠した形にてシート長さ方向(MD方向)の引張弾性率を測定した。比較例9については、長さ方向(MD)と幅方向(TD)の区別がないため、一方向のみ測定を行った以外は、実施例1と同様に評価した。結果については、以下の基準にて評価した。
評価基準
○:500MPa未満
△:500MPa以上、1,000MPa以下
×:1,000MPaを超える
<可塑剤のブリードアウト>
実施例、比較例で得られたフィルムを70℃環境下に4日間静置し、冷却した後に可塑剤のブリードアウトの有無を観察した。結果については、以下の基準にて評価した。
評価基準
○:ブリードアウトがない
×:ブリードアウトがある
<フィルムのブロッキング>
実施例、比較例で得られたフィルムを50mm×100mmの大きさに切り出し、金属板の上で重なり部分が50mm×50mmとなるように2枚を重ね、さらに700gの錘をのせ、温度40℃の恒温恒湿機内に1時間静置した。その後、2枚のフィルムを剥がし、その剥がれるときの状態からブロッキングの有無を評価した。結果については、以下の基準にて評価した。
評価基準
○:ブロッキングなし
△:ブロッキングしているがフィルムの変形がなく剥がせた
×:ブロッキングが強くフィルムが剥がれない若しくはフィルムが剥がれるが変形する
<耐熱性>
実施例、比較例で得られたフィルムを150mm角の大きさに切り出し、このシートを120℃に設定したオーブン中で10分間熱処理した後、取り出して、その熱処理前後でのシート長さ方向(MD方向)の長さの変化から加熱収縮率を求めた。結果については、以下の基準にて評価した。
評価基準
○:5.0%未満
△:5.0%以上10.0%未満
×:10.0%以上
<溶剤浸漬試験>
得られたシート約0.02gを、クロロホルム(関東化学社製 高速液体クロマトグラフィー用)とアセトン(関東化学社製 特級)の50/50(w/w)溶液20g中に浸漬し、24時間後の形態を観察し、結果については、以下の基準にて評価した。
○:溶剤浸漬後にシートの形状が保持され残っていた
×:溶剤浸漬後にシートの形状が保持されず残らなかった
<SEM観察>
溶剤浸漬試験後、容器中にシート状物を残したまま容器内の溶剤をメタノール溶液20gで置換し、メタノール溶液で24時間浸漬した後、次にシート状物を残したまま容器内のメタノール溶液を蒸留水に置換し、蒸留水中で24時間浸漬した後、容器内からシート状物をシャーレに取り出し室温で24時間乾燥させ、走査型電子顕微鏡(SEM)で観察した。

実施例3と比較例3を比較すると、コア−シェル型共重合体(D)を含有することで加工性が向上しているのがわかる。
また実施例3と比較例6を比較すると、滑剤(E)を含有することで加工性が向上しているのがわかる。
実施例1と比較例1を比較すると、アジピン酸エステル系可塑剤(B)が15重量部以上を含有することで柔軟性が向上しているのがわかる。一方、比較例7ではアジピン酸エステル系可塑剤(B)50重量部含有することでブリードやブロッキングが悪くなっているのがわかる。
実施例3と比較例2を比較するとアジピン酸エステル系可塑剤(B)以外の可塑剤を用いることで柔軟性に乏しくなり、ブリードアウトやブロッキングが発生し易くなっているのがわかる。
実施例3と比較例5を比較すると、脂肪族ポリエステル(C)を含有することで溶剤浸漬試験においてシート状物が確認でき、さらに耐熱性が向上しているのがわかる。
また、実施例3及び実施例8と比較例9を比較すると、脂肪族ポリエステル(C)を含有し、さらにロール加工若しくはカレンダー加工にてフィルムを得ることで溶剤浸漬試験においてシート状物が確認でき、さらに耐熱性が向上しているのがわかる。
また実施例3と比較例6を比較すると、滑剤(E)を含有することで加工性が向上しているのがわかる。
実施例1と比較例1を比較すると、アジピン酸エステル系可塑剤(B)が15重量部以上を含有することで柔軟性が向上しているのがわかる。一方、比較例7ではアジピン酸エステル系可塑剤(B)50重量部含有することでブリードやブロッキングが悪くなっているのがわかる。
実施例3と比較例2を比較するとアジピン酸エステル系可塑剤(B)以外の可塑剤を用いることで柔軟性に乏しくなり、ブリードアウトやブロッキングが発生し易くなっているのがわかる。
実施例3と比較例5を比較すると、脂肪族ポリエステル(C)を含有することで溶剤浸漬試験においてシート状物が確認でき、さらに耐熱性が向上しているのがわかる。
また、実施例3及び実施例8と比較例9を比較すると、脂肪族ポリエステル(C)を含有し、さらにロール加工若しくはカレンダー加工にてフィルムを得ることで溶剤浸漬試験においてシート状物が確認でき、さらに耐熱性が向上しているのがわかる。
実施例3の溶剤浸漬試験後(溶剤エッチング処理)のシート状物のSEM画像が図2及び図3である。図2及び図3からわかるようにシート状物は厚み0.15μm〜3.0μmの繊維状体、枝状体が三次元的に連続して連なった構造となっている。
また、上記の乾燥させたシート状物をパーキン・エルマー社製示差走査熱量計(DSC) 「Pyris1」にて、0℃から200℃まで10℃/分の速度で昇温し、DSC等温結晶化曲線を得た。その結果として、溶剤エッチング処理前後において、溶剤エッチング処理後のシート状物は脂肪族ポリエステル(C)に由来する融解ピークが明確に観察されたが、溶剤エッチング処理前のフィルムに明確に観察されていたポリ乳酸(A)由来のピークは溶剤エッチング処理後には著しく減衰し明確なピークとして観察されなかった。したがってシート状物で観察された繊維状体、枝状体が三次元的に連続して連なった構造は脂肪族ポリエステル(C)が連続的に連なっているものであると考えられる。そして、溶剤浸漬で除去されたポリ乳酸(A)が脂肪族ポリエステル(C)と絡み合うように存在し、溶剤浸漬試験前の実施例3に係るフィルムはポリ乳酸(A)と脂肪族ポリエステル(C)とが共に連続相を形成し、かつ脂肪族ポリエステル(C)にポリ乳酸(A)が網目状に連続的に絡み合った三次元構造を成していると考えられる。
さらに、ポリ乳酸(A)と脂肪族ポリエステル(C)とが共に連続相を形成することで耐熱試験において形状が保持されやすくなり加熱収縮率が小さくなると考えられる。
上記の表1及び2から明らかなように、本発明のポリ乳酸系樹脂組成物とすることで加工性に優れ、さらに経時でのブリードアウトが少なく柔軟性を有するカレンダー成形フィルムが得られていることがわかる。
また、上記の乾燥させたシート状物をパーキン・エルマー社製示差走査熱量計(DSC) 「Pyris1」にて、0℃から200℃まで10℃/分の速度で昇温し、DSC等温結晶化曲線を得た。その結果として、溶剤エッチング処理前後において、溶剤エッチング処理後のシート状物は脂肪族ポリエステル(C)に由来する融解ピークが明確に観察されたが、溶剤エッチング処理前のフィルムに明確に観察されていたポリ乳酸(A)由来のピークは溶剤エッチング処理後には著しく減衰し明確なピークとして観察されなかった。したがってシート状物で観察された繊維状体、枝状体が三次元的に連続して連なった構造は脂肪族ポリエステル(C)が連続的に連なっているものであると考えられる。そして、溶剤浸漬で除去されたポリ乳酸(A)が脂肪族ポリエステル(C)と絡み合うように存在し、溶剤浸漬試験前の実施例3に係るフィルムはポリ乳酸(A)と脂肪族ポリエステル(C)とが共に連続相を形成し、かつ脂肪族ポリエステル(C)にポリ乳酸(A)が網目状に連続的に絡み合った三次元構造を成していると考えられる。
さらに、ポリ乳酸(A)と脂肪族ポリエステル(C)とが共に連続相を形成することで耐熱試験において形状が保持されやすくなり加熱収縮率が小さくなると考えられる。
上記の表1及び2から明らかなように、本発明のポリ乳酸系樹脂組成物とすることで加工性に優れ、さらに経時でのブリードアウトが少なく柔軟性を有するカレンダー成形フィルムが得られていることがわかる。
本発明によると加工性に優れ、さらに経時でのブリードアウトが少なく柔軟性を有するカレンダー成形フィルムを得ることができるため、フィルム等の包装材料、ステッカー、シール、衣料、傘、ポンチョ、フロアマット、及び電気・電子製品の筺体や部品等の多種にわたる成型材料として広く利用することができる。
また、耐熱性にも優れることから耐熱性を必要とする粘着テープ、ステッカー、シール等にも用いることができる。
また、耐熱性にも優れることから耐熱性を必要とする粘着テープ、ステッカー、シール等にも用いることができる。
1 熱可塑性樹脂
2 カレンダー成形機
21〜24 ロール
3 熱可塑性樹脂がロールから剥離する位置
4 カレンダー成形機と引き取りロールの間
51 引き取りロール
61 冷却ロール
2 カレンダー成形機
21〜24 ロール
3 熱可塑性樹脂がロールから剥離する位置
4 カレンダー成形機と引き取りロールの間
51 引き取りロール
61 冷却ロール
Claims (4)
- ポリ乳酸(A)100重量部に対して、
アジピン酸エステル系可塑剤(B)15〜40重量部と、
脂肪族カルボン酸および鎖状分子ジオールを主成分とする脂肪族ポリエステル(C)10〜100重量部と、
コア−シェル型共重合体(D)10〜70重量部と、
滑剤(E)0.05〜5重量部とを含有するポリ乳酸系樹脂組成物からなり、
前記ポリ乳酸系樹脂組成物がカレンダー成形装置またはロール成形装置で二軸伸長変形され、前記脂肪族ポリエステル(C)が枝状もしくは網目状に連なった三次元構造であるポリ乳酸系軟質シートまたはフィルム。 - 前記滑剤が炭素数19〜40の脂肪酸系滑剤である請求項1に記載のポリ乳酸系軟質シートまたはフィルム。
- 前記ポリ乳酸系樹脂組成物が延伸倍率120〜500%で延伸された請求項1または2のいずれかに記載のポリ乳酸系軟質シートまたはフィルム。
- JIS K7161に準じて測定される引張弾性率が100〜1000MPaである請求項1〜3記載のいずれか1項に記載のポリ乳酸系軟質シートまたはフィルム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013020790A JP2014152193A (ja) | 2013-02-05 | 2013-02-05 | 柔軟性を有するポリ乳酸系カレンダー成形フィルムまたはシート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013020790A JP2014152193A (ja) | 2013-02-05 | 2013-02-05 | 柔軟性を有するポリ乳酸系カレンダー成形フィルムまたはシート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014152193A true JP2014152193A (ja) | 2014-08-25 |
Family
ID=51574400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013020790A Pending JP2014152193A (ja) | 2013-02-05 | 2013-02-05 | 柔軟性を有するポリ乳酸系カレンダー成形フィルムまたはシート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014152193A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017026486A1 (ja) * | 2015-08-10 | 2017-02-16 | 日産化学工業株式会社 | アミノトリアジン誘導体及び脂肪酸を含むポリエステル樹脂組成物 |
| CN109963907A (zh) * | 2018-06-13 | 2019-07-02 | 浙江晶通塑胶有限公司 | 一种使用pla树脂的可降解地板及其生产工艺 |
| CN114410090A (zh) * | 2022-01-25 | 2022-04-29 | 高国惠 | 一种包装薄膜的制备方法 |
-
2013
- 2013-02-05 JP JP2013020790A patent/JP2014152193A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017026486A1 (ja) * | 2015-08-10 | 2017-02-16 | 日産化学工業株式会社 | アミノトリアジン誘導体及び脂肪酸を含むポリエステル樹脂組成物 |
| JPWO2017026486A1 (ja) * | 2015-08-10 | 2018-05-31 | 日産化学工業株式会社 | アミノトリアジン誘導体及び脂肪酸を含むポリエステル樹脂組成物 |
| CN109963907A (zh) * | 2018-06-13 | 2019-07-02 | 浙江晶通塑胶有限公司 | 一种使用pla树脂的可降解地板及其生产工艺 |
| CN114410090A (zh) * | 2022-01-25 | 2022-04-29 | 高国惠 | 一种包装薄膜的制备方法 |
| CN114410090B (zh) * | 2022-01-25 | 2023-08-15 | 佛山市顺德区建德包装实业有限公司 | 一种包装薄膜的制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5283390B2 (ja) | ポリ乳酸系シートまたはフィルム、およびその製造方法 | |
| JP4952252B2 (ja) | ポリ乳酸系樹脂積層シートおよびそれからなる成形体 | |
| CN102892817B (zh) | 聚乳酸系膜 | |
| JP5867406B2 (ja) | 生分解性フィルム | |
| CN104105744B (zh) | 隔离膜 | |
| JP5252470B2 (ja) | ポリ乳酸系シートまたはフィルム、およびその製造方法。 | |
| WO2004000939A1 (ja) | ポリ乳酸系重合体組成物、その成形品、および、フィルム | |
| KR20130108277A (ko) | 다공성 필름 | |
| JP5883306B2 (ja) | 剥離ライナー | |
| CN100540603C (zh) | 聚酯树脂用改性剂和使用它的成形品的制造方法 | |
| JP2006016605A (ja) | 乳酸系軟質フィルム | |
| JP2014152193A (ja) | 柔軟性を有するポリ乳酸系カレンダー成形フィルムまたはシート | |
| JP2010189536A (ja) | ポリ乳酸系フィルム | |
| JP5332552B2 (ja) | ポリ乳酸系樹脂組成物からなるチップ状物 | |
| JP2000336256A (ja) | カレンダー成形用樹脂組成物 | |
| JP4605084B2 (ja) | ポリ乳酸系成形品 | |
| JP2011168716A (ja) | ポリ乳酸系樹脂用耐衝撃性付与剤及び該剤を含むポリ乳酸系樹脂組成物 | |
| JP2014105306A (ja) | 生分解性樹脂成形品の製造方法 | |
| CN119708791A (zh) | 一种生物降解淋膜材料及其制备方法 | |
| JP5999686B2 (ja) | 耐熱性ポリ乳酸系成形体、およびその製造方法 | |
| JP2015113442A (ja) | ポリ乳酸系樹脂組成物およびそれからなる成形体 | |
| JP5332221B2 (ja) | ポリ乳酸系樹脂組成物からなるチップ状物 | |
| JP2006131687A (ja) | ポリ乳酸系樹脂組成物及びこれを用いた成形品 | |
| JP5141027B2 (ja) | ポリ乳酸系樹脂加工品 | |
| JP2025047371A (ja) | ポリエステル樹脂組成物の製造方法 |