JP2014156080A - 軸受の成形方法 - Google Patents
軸受の成形方法 Download PDFInfo
- Publication number
- JP2014156080A JP2014156080A JP2013028762A JP2013028762A JP2014156080A JP 2014156080 A JP2014156080 A JP 2014156080A JP 2013028762 A JP2013028762 A JP 2013028762A JP 2013028762 A JP2013028762 A JP 2013028762A JP 2014156080 A JP2014156080 A JP 2014156080A
- Authority
- JP
- Japan
- Prior art keywords
- bearing
- mold
- metal spiral
- spiral body
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
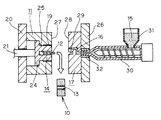
【解決手段】第1成形型11の端面に突設された挿通軸12に金属螺旋体13の内周面を挿通させる第1工程と、前記第1成形型11と、第2成形型14と、溶融樹脂15を射出するランナ16を備えた第3成形型17とを型締めして、前記金属螺旋体13を圧縮密着させ、該金属螺旋体13の外周面が露出するキャビティ空間18を形成する第2工程と、該キャビティ空間18に溶融樹脂15を充填する第3工程と、該溶融樹脂15が固化して金属螺旋体13と一体化した軸受10を、前記各成形型11・14・17を型開きした後、第2成形型14を突き出して挿通軸12から型抜きする第4工程とにより軸受10を成形する。
【選択図】図3
Description
第1成形型の端面に突設された挿通軸に第1金属螺旋体の内周面を挿通させる第1工程と、前記第1成形型と、内周面に第2金属螺旋体を配置した第2成形型と、溶融樹脂を射出するランナを備えた第3成形型とを型締めして、第1金属螺旋体および第2金属螺旋体とを圧縮密着させ、前記第1金属螺旋体の外周面および第2金属螺旋体の内周面が露出するキャビティ空間を形成する第2工程と、該キャビティ空間に溶融樹脂を充填する第3工程と、該溶融樹脂が固化して第1金属螺旋体および第2金属螺旋体と一体化した軸受を、前記各成形型を型開きした後、第2成形型を突き出して挿通軸から型抜きする第4工程とにより成形することを特徴とする軸受の成形方法、
を提供することにより、上記課題を解決した。
第1成形型の先端面に突設された挿通軸に第1金属螺旋体の内周面を挿通させる第1工程と、凹状の内周壁面に第2金属螺旋体を配置した第1成形型と、該第1成形型の凹状の内周壁面より基部側に設けられた、該凹状の内周壁面よりやや径小の摺接内周壁面に摺接して前後動する第2成形型と、溶融樹脂を射出するランナを備えた第3成形型とを型締めして、前記第1・第2金属螺旋体を前記挿通軸および第1成形型の凹状の内周壁面に圧縮密着させ、前記第1金属螺旋体の外周面および第2金属螺旋体の内周面がそれぞれ露出するキャビティ空間を形成する第2工程と、該キャビティ空間に溶融樹脂を充填し、前記挿通軸および第1成形型の凹状の内周壁面に前記第1・第2金属螺旋体を密着させる第3工程と、該溶融樹脂が冷却固化して第1金属螺旋体および第2金属螺旋体と一体化した軸受を、前記各成形型を型開きした後、前記第2成形型を突き出して挿通軸から型抜きする第4工程とにより成形することを特徴とする軸受の成形方法。
を提供することにより、上記課題を解決した。
Claims (2)
- 第1成形型の端面に突設された挿通軸に金属螺旋体の内周面を挿通させる第1工程と、前記第1成形型と、第2成形型と、溶融樹脂を射出するランナを備えた第3成形型とを型締めして、前記金属螺旋体を圧縮密着させ、該金属螺旋体の外周面が露出するキャビティ空間を形成する第2工程と、該キャビティ空間に溶融樹脂を充填する第3工程と、該溶融樹脂が固化して金属螺旋体と一体化した軸受を、前記各成形型を型開きした後、第2成形型を突き出して挿通軸から型抜きする第4工程とにより成形することを特徴とする軸受の成形方法。
- 第1成形型の端面に突設された挿通軸に第1金属螺旋体の内周面を挿通させる第1工程と、前記第1成形型と、内周面に第2金属螺旋体を配置した第2成形型と、溶融樹脂を射出するランナを備えた第3成形型とを型締めして、第1金属螺旋体および第2金属螺旋体とを圧縮密着させ、前記第1金属螺旋体の外周面および第2金属螺旋体の内周面が露出するキャビティ空間を形成する第2工程と、該キャビティ空間に溶融樹脂を充填する第3工程と、該溶融樹脂が固化して第1金属螺旋体および第2金属螺旋体と一体化した軸受を、前記各成形型を型開きした後、第2成形型を突き出して挿通軸から型抜きする第4工程とにより成形することを特徴とする軸受の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013028762A JP5659251B2 (ja) | 2013-02-18 | 2013-02-18 | 軸受の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013028762A JP5659251B2 (ja) | 2013-02-18 | 2013-02-18 | 軸受の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014156080A true JP2014156080A (ja) | 2014-08-28 |
| JP5659251B2 JP5659251B2 (ja) | 2015-01-28 |
Family
ID=51577297
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013028762A Active JP5659251B2 (ja) | 2013-02-18 | 2013-02-18 | 軸受の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5659251B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111844611A (zh) * | 2020-08-01 | 2020-10-30 | 许绝电工股份有限公司 | 一种用于对成品轴承注塑的装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6327226A (ja) * | 1986-07-18 | 1988-02-04 | Aida Eng Ltd | プラスチツク筒体の成形方法および金型 |
| JPH06285910A (ja) * | 1993-04-02 | 1994-10-11 | Koito Mfg Co Ltd | 熱可塑性樹脂の射出成形方法,射出成形用ノズル及び射出成形用ホットランナ |
| WO2003027521A1 (en) * | 2001-09-21 | 2003-04-03 | Sony Corporation | Bearing unit and motor using the bearing unit |
| JP2005096155A (ja) * | 2003-09-24 | 2005-04-14 | Auto Network Gijutsu Kenkyusho:Kk | 多軸式射出成形機 |
| JP2006226410A (ja) * | 2005-02-17 | 2006-08-31 | Ntn Corp | 流体動圧軸受装置およびこれを備えたモータ |
| JP2009119700A (ja) * | 2007-11-14 | 2009-06-04 | Asmo Co Ltd | 射出成形方法及び射出成形装置 |
| JP2012086420A (ja) * | 2010-10-18 | 2012-05-10 | Plamo Kk | 射出成形装置及び射出成形方法 |
-
2013
- 2013-02-18 JP JP2013028762A patent/JP5659251B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6327226A (ja) * | 1986-07-18 | 1988-02-04 | Aida Eng Ltd | プラスチツク筒体の成形方法および金型 |
| JPH06285910A (ja) * | 1993-04-02 | 1994-10-11 | Koito Mfg Co Ltd | 熱可塑性樹脂の射出成形方法,射出成形用ノズル及び射出成形用ホットランナ |
| WO2003027521A1 (en) * | 2001-09-21 | 2003-04-03 | Sony Corporation | Bearing unit and motor using the bearing unit |
| JP2005096155A (ja) * | 2003-09-24 | 2005-04-14 | Auto Network Gijutsu Kenkyusho:Kk | 多軸式射出成形機 |
| JP2006226410A (ja) * | 2005-02-17 | 2006-08-31 | Ntn Corp | 流体動圧軸受装置およびこれを備えたモータ |
| JP2009119700A (ja) * | 2007-11-14 | 2009-06-04 | Asmo Co Ltd | 射出成形方法及び射出成形装置 |
| JP2012086420A (ja) * | 2010-10-18 | 2012-05-10 | Plamo Kk | 射出成形装置及び射出成形方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111844611A (zh) * | 2020-08-01 | 2020-10-30 | 许绝电工股份有限公司 | 一种用于对成品轴承注塑的装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5659251B2 (ja) | 2015-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101821996B1 (ko) | 헬리컬기어의 사출금형 | |
| JP5659251B2 (ja) | 軸受の成形方法 | |
| JP5307635B2 (ja) | カセット式先抜き型射出成形用金型 | |
| JP5853207B2 (ja) | 筒状成形品の射出成形金型 | |
| CN108367475A (zh) | 叶轮的注塑成形模具及叶轮的注塑成形方法 | |
| CN114269541B (zh) | 双圆环型树脂保持器的制造方法 | |
| JP7057676B2 (ja) | スラストワッシャの射出成形金型 | |
| TW201408474A (zh) | 可改善偏心之塑膠鏡片及其製造方法 | |
| JP2006150675A (ja) | 金型装置 | |
| JP6998187B2 (ja) | 中空円盤状スラストワッシャの製造方法 | |
| JP2020134509A (ja) | 磁石ホルダ、磁石ユニット | |
| US7611655B2 (en) | Molding metal mold and method for producing a molded item | |
| JP2619715B2 (ja) | 円筒形樹脂製品の成型方法及び同樹脂製品の成型用雄金型 | |
| CN108145904B (zh) | 模具装置、嵌入成形品的制造方法以及嵌入成形品 | |
| JP4134180B2 (ja) | 射出成形用金型及び射出成形方法 | |
| US7306759B2 (en) | Apparatus for producing fastener assembly with molded internal helical flutes | |
| JPH05318540A (ja) | 樹脂成形品の射出成形用金型及び射出成形方法 | |
| JP2006305837A (ja) | 整流子の製造装置及び製造方法 | |
| JP2000317997A (ja) | 射出成形用金型 | |
| JP4858475B2 (ja) | 成形品の製造方法並びに成形品 | |
| JP2008179005A (ja) | 光学素子成形型 | |
| JP2019072955A (ja) | 樹脂成形体の製造方法 | |
| JPH04329802A (ja) | 薄肉部品の成形方法 | |
| JPH0883709A (ja) | 射出成形マグネットロールの製造方法及び製造装置 | |
| JP2001047475A (ja) | 筒状物の射出成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141014 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141016 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141125 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5659251 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |