JP2014162013A - 二軸押出機用ベント金物装置 - Google Patents
二軸押出機用ベント金物装置 Download PDFInfo
- Publication number
- JP2014162013A JP2014162013A JP2013031974A JP2013031974A JP2014162013A JP 2014162013 A JP2014162013 A JP 2014162013A JP 2013031974 A JP2013031974 A JP 2013031974A JP 2013031974 A JP2013031974 A JP 2013031974A JP 2014162013 A JP2014162013 A JP 2014162013A
- Authority
- JP
- Japan
- Prior art keywords
- bent metal
- screw
- bent
- piece
- twin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/76—Venting, drying means; Degassing means
- B29C48/763—Vent constructions, e.g. venting means avoiding melt escape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/256—Exchangeable extruder parts
- B29C48/2568—Inserts
- B29C48/25684—Inserts for barrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/402—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders the screws having intermeshing parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/405—Intermeshing co-rotating screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/76—Venting, drying means; Degassing means
- B29C48/765—Venting, drying means; Degassing means in the extruder apparatus
- B29C48/766—Venting, drying means; Degassing means in the extruder apparatus in screw extruders
- B29C48/767—Venting, drying means; Degassing means in the extruder apparatus in screw extruders through a degassing opening of a barrel
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
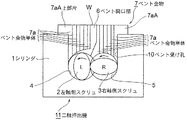
【解決手段】本発明による二軸押出機用ベント金物装置は、ベント金物(7)は複数のベント金物単体(7a)よりなることにより、ベント金物(7)の少なくともベント開口部(6)の大きさの変更が自在とし、1個のベント金物(7)で数種のベント金物(7)を形成できる構成である。
【選択図】図1
Description
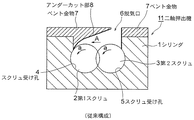
すなわち、図11において符号7で示されるものは、二軸押出機11のシリンダ1上に設けられたベント金物であり、このベント金物7は、脱気口6を有するように全体が一体に形成されている。
すなわち、二軸押出機のベント金物構造は、原料の粘度、流動性、付着度合い、原料から発生する揮発分量により、図12〜図14に示すような様々な種類のベント金物を使い分ける必要がある。例えば、原料中の揮発分や脱揮助剤として利用される揮発分の発生が多い場合は、ベント口でのガス流速を低減することで、弁アップや樹脂片の飛散(エントレイメント)が防止できるため、ベント口の開口部が大きい図12のA型が適切であり、樹脂の粘度が高くスクリュに巻きつかず、スクリュの回転によって樹脂が跳ね上がる原料においては、左軸側に抑えを持っている図14のC型の使用が適切である。
一方、図11のベント金物装置は、ある特定の原料において対応できるベント金物の提案であり、多種少量品種を生産する場合は、原料を変更する度に、原料の粘度、流動性、付着度合い、発生する揮発分量により、最適なベント金物装置を製作し運転確認する必要があった。また、ベントアップに対して微妙な調整が必要な原料の場合は、数多くのベント金物を製作し、各々の原料での最適なベント金物を検討する必要があり、多額の費用が発生していた。また、多種少量品種を生産する場合にも、各々の原料に対して最適化されたベント金物を保有する必要があり、多額の設備費用が発生していた。また、多くの種類のベント金物を用意することは、保管するためのスペース及び保管のコストを必要とし、二軸押出機の管理上からも好適なことではなかった。
すなわち、左軸側スクリュ及び右軸側スクリュを有する二軸押出機のシリンダに設けられベント開口部を有するベント金物を備えた二軸押出機用ベント金物装置において、前記ベント金物は、複数のベント金物単体よりなることにより、前記ベント金物の少なくとも前記ベント開口部の大きさの変更が自在である構成としたことにより、原料の特性が変わっても、組み合せによりベント形状を容易に変更することが可能であり、新たにベント金物を新製する必要がないため、コストが低減できる。
また、原料の特性が変わっても、組み合せによりベント形状を容易に変更することが可能であり、新たにベント金物を新製する必要がないため、時間が低減できる。
原料に含まれる腐食成分による部分的な腐食や、エッジ部等の部分的な摩耗が発生した場合に、不具合箇所のベント金物単体のみ交換することが可能でメンテナンスコストを低減することができる。
従って、本発明によるベント金物を使用することにより、原料の粘度、流動性、付着度合い、発生する揮発分量などの違いにより発生するベントアップ、ベント壁面付着、樹脂片の飛散(エントレイメント)などの不具合の発生を未然に防止することが可能になる。
また、前記左軸側スクリュに対応する前記ベント金物単体は複数個よりなり、前記右軸側スクリュに対応する前記ベント金物単体は複数個よりなると共に、前記ベント金物単体は断面でみて直線形状とL字型形状よりなることにより、ベント金物単体の構成が簡単であり、取扱い及び管理が容易となる。
また、特定原料に対応するための特殊なベント形状が必要な場合、同方向回転の二軸押出機の場合は、特殊形状となるのは概ね左軸側スクリュあるいは右軸側スクリュの一方(噛合い部での回転が下から上になる側)のアンダーカット部の形状であることから、該当スクリュ側のみのベント金物単体を予め複数組用意するか、新たに作成すればよい。
また、前記左軸側スクリュに対応する前記ベント金物単体は1個又は複数個よりなり、前記右軸側スクリュに対応する前記ベント金物単体は1個又は複数個よりなると共に前記ベント金物単体は、横断面でみて直線形状とL字型形状よりなることにより、ベント金物の製作が容易である。
また、前記各ベント金物単体は、前記左軸側スクリュの左軸中心と前記右軸側スクリュの右軸中心とを結ぶ水平線に対して平行となるようにその長手方向が配設された締付ねじによって締付けられていることにより、ベント金物の組立てが容易である。
また、前記各ベント金物単体のうち、前記ベント金物の断面からみてその両側の最も外側に位置する前記ベント金物単体は、断面でみてL字型形状をなすことにより、各ベント金物単体の製作が極めて容易である。
また、前記各ベント金物単体は、断面で全てL字型形状をなし、前記各ベント金物単体の上部に形成された上部片は、水平方向に沿って延設され、前記各上部片には鉛直方向に沿って固定ねじが螺入されていることにより、目的の形状変更に関わらないベント金物単体を二軸押出機に取り付けたままで、増減させるベント金物単体のみを取り付け/取り外すことができ、ベント形状の変更を効率的に行える。
尚、従来例と同一又は同等部分には同一符号を付して説明する。
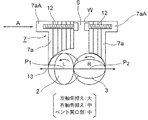
図1において、符号1で示されるものは、全体形状が長手筒状をなすシリンダであり、このシリンダ1内には一対のスクリュ受け孔4,5が形成されており、前記各スクリュ受け孔4,5内には、左軸側スクリュ2及び右軸側スクリュ3が互いに噛み合った状態で矢印で示す同一方向に沿って回転可能に配設されている。
前記ベント金物7は、縦断面として示されており、縦断面でみて複数の直線形状の構成のものと、鍔状をなす水平方向に延設された上部片7aAを有する複数のL字型形状のものからなる二種で構成されている。
前記各ベント金物単体7aは、前記各スクリュ2,3の左軸中心P1と右軸中心P2とを結ぶ水平線13に対して平行となるようにその長手方向Aが配設された締付ねじ12が螺入される状態で締付けられている。
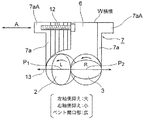
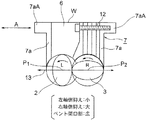
図4は、図3の右軸側スクリュ3に対応する前記ベント金物単体7aの数をL字型形状のもの1個のみとし、左軸側抑えが大、右軸側抑えが小、ベント開口部6が広く大の状態である。
図6は、前述の図4の構成と全く逆の構成で、左軸側スクリュ2に対応する前記ベント金物単体7aは1個で、前記右軸側スクリュ3に対応する前記ベント金物単体7aの数は図2の構成と同一とすることにより、左軸側抑えは小で、右軸側抑えは大で、ベント開口部6の大きさは広く、図4のベント開口部6の位置が左右逆となるように構成されている。
前記固定ねじ15同士の配置を前記ベント金物7の上部から見た平面でみると、図8に示されるように、各上部片7aA毎に千鳥足状としてもよいし、図10のように直線状となるように配してもよい。
尚、前記各固定ねじ15は、図9に図示したように、各上部辺7aAが固定ねじ15の上部に重なる時には、当該上部片7aAにバカ孔からなる貫通孔7Bを形成し、最上部の上部片7aAから下方に位置する上部片7aAの固定ねじ15のねじ締め及び除去ができるように構成されている。
従って、図7および図9の形態の場合、必要に応じて各ベント金物単体7aの数を増減する際にベント金物全体を押出機から取り外すことなしに、対象となるベント金物単体だけを加除することができるので、ベント開口部6の大きさ及び各スクリュ2,3に対応する位置を前述の図2から図6の形態のように自在かつ迅速に変更することができる。
2 左軸側スクリュ
3 右軸側スクリュ
4,5 スクリュ受け孔
6 ベント開口部
7 ベント金物
7a ベント金物単体
7B バカ孔
7aA 上部片
10 ベント受け孔
11 二軸押出機
12 締付ねじ
13 水平線
15 固定ねじ
P1 左軸中心
P2 右軸中心
A 長手方向
すなわち、図11において符号7で示されるものは、二軸押出機11のシリンダ1上に設けられたベント金物であり、このベント金物7は、脱気口6を有するように全体が一体に形成されている。
すなわち、二軸押出機のベント金物構造は、原料の粘度、流動性、付着度合い、原料から発生する揮発分量により、図12〜図14に示すような様々な種類のベント金物を使い分ける必要がある。例えば、原料中の揮発分や脱揮助剤として利用される揮発分の発生が多い場合は、ベント口でのガス流速を低減することで、弁アップや樹脂片の飛散(エントレイメント)が防止できるため、ベント口の開口部が大きい図12のA型が適切であり、樹脂の粘度が高くスクリュに巻きつかず、スクリュの回転によって樹脂が跳ね上がる原料においては、左軸側に抑えを持っている図14のC型の使用が適切である。
一方、図11のベント金物装置は、ある特定の原料において対応できるベント金物の提案であり、多種少量品種を生産する場合は、原料を変更する度に、原料の粘度、流動性、付着度合い、発生する揮発分量により、最適なベント金物装置を製作し運転確認する必要があった。また、ベントアップに対して微妙な調整が必要な原料の場合は、数多くのベント金物を製作し、各々の原料での最適なベント金物を検討する必要があり、多額の費用が発生していた。また、多種少量品種を生産する場合にも、各々の原料に対して最適化されたベント金物を保有する必要があり、多額の設備費用が発生していた。また、多くの種類のベント金物を用意することは、保管するためのスペース及び保管のコストを必要とし、二軸押出機の管理上からも好適なことではなかった。
すなわち、左軸側スクリュ及び右軸側スクリュを有する二軸押出機のシリンダに設けられ1個のベント開口部を有するベント金物を備えた二軸押出機用ベント金物装置において、前記ベント金物は、複数のベント金物単体よりなり、1個の前記ベント開口部に対して複数の前記ベント金物単体があることにより、前記ベント金物の少なくとも前記ベント開口部の大きさの変更が自在である構成としたことにより、原料の特性が変わっても、組み合せによりベント形状を容易に変更することが可能であり、新たにベント金物を新製する必要がないため、コストが低減できる。
また、原料の特性が変わっても、組み合せによりベント形状を容易に変更することが可能であり、新たにベント金物を新製する必要がないため、時間が低減できる。
原料に含まれる腐食成分による部分的な腐食や、エッジ部等の部分的な摩耗が発生した場合に、不具合箇所のベント金物単体のみ交換することが可能でメンテナンスコストを低減することができる。
従って、本発明によるベント金物を使用することにより、原料の粘度、流動性、付着度合い、発生する揮発分量などの違いにより発生するベントアップ、ベント壁面付着、樹脂片の飛散(エントレイメント)などの不具合の発生を未然に防止することが可能になる。
また、前記左軸側スクリュに対応する前記ベント金物単体は複数個よりなり、前記右軸側スクリュに対応する前記ベント金物単体は複数個よりなると共に、前記ベント金物単体は断面でみて直線形状とL字型形状よりなることにより、ベント金物単体の構成が簡単であり、取扱い及び管理が容易となる。
また、特定原料に対応するための特殊なベント形状が必要な場合、同方向回転の二軸押出機の場合は、特殊形状となるのは概ね左軸側スクリュあるいは右軸側スクリュの一方(噛合い部での回転が下から上になる側)のアンダーカット部の形状であることから、該当スクリュ側のみのベント金物単体を予め複数組用意するか、新たに作成すればよい。
また、前記左軸側スクリュに対応する前記ベント金物単体は1個又は複数個よりなり、前記右軸側スクリュに対応する前記ベント金物単体は1個又は複数個よりなると共に前記ベント金物単体は、横断面でみて直線形状とL字型形状よりなることにより、ベント金物の製作が容易である。
また、前記各ベント金物単体は、前記左軸側スクリュの左軸中心と前記右軸側スクリュの右軸中心とを結ぶ水平線に対して平行となるようにその長手方向が配設された締付ねじによって締付けられていることにより、ベント金物の組立てが容易である。
また、前記各ベント金物単体のうち、前記ベント金物の断面からみてその両側の最も外側に位置する前記ベント金物単体は、断面でみてL字型形状をなすことにより、各ベント金物単体の製作が極めて容易である。
また、前記各ベント金物単体は、断面で全てL字型形状をなし、前記各ベント金物単体の上部に形成された上部片は、水平方向に沿って延設され、前記各上部片には鉛直方向に沿って固定ねじが螺入されていることにより、目的の形状変更に関わらないベント金物単体を二軸押出機に取り付けたままで、増減させるベント金物単体のみを取り付け/取り外すことができ、ベント形状の変更を効率的に行える。
尚、従来例と同一又は同等部分には同一符号を付して説明する。
図1において、符号1で示されるものは、全体形状が長手筒状をなすシリンダであり、このシリンダ1内には一対のスクリュ受け孔4,5が形成されており、前記各スクリュ受け孔4,5内には、左軸側スクリュ2及び右軸側スクリュ3が互いに噛み合った状態で矢印で示す同一方向に沿って回転可能に配設されている。
前記ベント金物7は、横断面として示されており、横断面でみて複数の直線形状の構成のものと、鍔状をなす水平方向に延設された上部片7aAを有する複数のL字型形状のものからなる二種で構成されている。
前記各ベント金物単体7aは、前記各スクリュ2,3の左軸中心P1と右軸中心P2とを結ぶ水平線13に対して平行となるようにその長手方向Aが配設された締付ねじ12が螺入される状態で締付けられている。
図4は、図3の右軸側スクリュ3に対応する前記ベント金物単体7aの数をL字型形状のもの1個のみとし、左軸側抑えが大、右軸側抑えが小、ベント開口部6が広く大の状態である。
図6は、前述の図4の構成と全く逆の構成で、左軸側スクリュ2に対応する前記ベント金物単体7aは1個で、前記右軸側スクリュ3に対応する前記ベント金物単体7aの数は図2の構成と同一とすることにより、左軸側抑えは小で、右軸側抑えは大で、ベント開口部6の大きさは広く、図4のベント開口部6の位置が左右逆となるように構成されている。
前記固定ねじ15同士の配置を前記ベント金物7の上部から見た平面でみると、図8に示されるように、各上部片7aA毎に千鳥足状としてもよいし、図10のように直線状となるように配してもよい。
尚、前記各固定ねじ15は、図9に図示したように、各上部辺7aAが固定ねじ15の上部に重なる時には、当該上部片7aAにバカ孔からなる貫通孔7Bを形成し、最上部の上部片7aAから下方に位置する上部片7aAの固定ねじ15のねじ締め及び除去ができるように構成されている。
従って、図7および図9の形態の場合、必要に応じて各ベント金物単体7aの数を増減する際にベント金物全体を押出機から取り外すことなしに、対象となるベント金物単体だけを加除することができるので、ベント開口部6の大きさ及び各スクリュ2,3に対応する位置を前述の図2から図6の形態のように自在かつ迅速に変更することができる。
2 左軸側スクリュ
3 右軸側スクリュ
4,5 スクリュ受け孔
6 ベント開口部
7 ベント金物
7a ベント金物単体
7B バカ孔
7aA 上部片
10 ベント受け孔
11 二軸押出機
12 締付ねじ
13 水平線
15 固定ねじ
P1 左軸中心
P2 右軸中心
A 長手方向
Claims (6)
- 左軸側スクリュ(2)及び右軸側スクリュ(3)を有する二軸押出機(11)のシリンダ(1)に設けられベント開口部(6)を有するベント金物(7)を備えた二軸押出機用ベント金物装置において、
前記ベント金物(7)は、複数のベント金物単体(7a)よりなることにより、前記ベント金物(7)の少なくとも前記ベント開口部(6)の大きさの変更が自在である構成としたことを特徴とする二軸押出機用ベント金物装置。 - 前記左軸側スクリュ(2)に対応する前記ベント金物単体(7a)は複数個よりなり、前記右軸側スクリュ(3)に対応する前記ベント金物単体(7a)は複数個よりなると共に、前記ベント金物単体(7a)は断面でみて直線形状とL字型形状よりなることを特徴とする請求項1記載の二軸押出機用ベント金物装置。
- 前記左軸側スクリュ(2)に対応する前記ベント金物単体(7a)は1個又は複数個よりなり、前記右軸側スクリュ(3)に対応する前記ベント金物単体(7a)は1個又は複数個よりなると共に、前記ベント金物単体(7a)は、断面でみて直線形状とL字型形状よりなることを特徴とする請求項1記載の二軸押出機用ベント金物装置。
- 前記各ベント金物単体(7a)は、前記左軸側スクリュ(2)の左軸中心(P1)と前記右軸側スクリュ(3)の右軸中心(P2)とを結ぶ水平線(13)に対して平行となるようにその長手方向(A)が配設された締付ねじ(12)によって締付けられていることを特徴とする請求項1ないし3の何れかに記載の二軸押出機用ベント金物装置。
- 前記各ベント金物単体(7a)のうち、前記ベント金物(7)の断面からみてその両側の最も外側に位置する前記ベント金物単体(7a)は、断面でみてL字型形状をなすことを特徴とする請求項1ないし4の何れかに記載の二軸押出機用ベント金物装置。
- 前記各ベント金物単体(7a)は、断面で全てL字型形状をなし、前記各ベント金物単体(7a)の上部に形成された上部片(7aA)は、水平方向に沿って延設され、前記各上部片(7aA)には鉛直方向に沿って固定ねじ(15)が螺入されていることを特徴とする請求項1記載の二軸押出機用ベント金物装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013031974A JP5623568B2 (ja) | 2013-02-21 | 2013-02-21 | 二軸押出機用ベント金物装置 |
| EP14754908.3A EP2930004B1 (en) | 2013-02-21 | 2014-02-13 | Vent assembly device for twin-screw extruder |
| PCT/JP2014/053256 WO2014129367A1 (ja) | 2013-02-21 | 2014-02-13 | 二軸押出機用ベント金物装置 |
| US14/651,446 US9731448B2 (en) | 2013-02-21 | 2014-02-13 | Vent assembly device for twin-screw extruder |
| CN201480009359.3A CN104995009B (zh) | 2013-02-21 | 2014-02-13 | 双螺杆挤出机用排气金属件装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013031974A JP5623568B2 (ja) | 2013-02-21 | 2013-02-21 | 二軸押出機用ベント金物装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014162013A true JP2014162013A (ja) | 2014-09-08 |
| JP5623568B2 JP5623568B2 (ja) | 2014-11-12 |
Family
ID=51391162
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013031974A Active JP5623568B2 (ja) | 2013-02-21 | 2013-02-21 | 二軸押出機用ベント金物装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9731448B2 (ja) |
| EP (1) | EP2930004B1 (ja) |
| JP (1) | JP5623568B2 (ja) |
| CN (1) | CN104995009B (ja) |
| WO (1) | WO2014129367A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017128088A (ja) * | 2016-01-22 | 2017-07-27 | 東レ株式会社 | 熱可塑性樹脂組成物の製造方法 |
| JP2021037689A (ja) * | 2019-09-03 | 2021-03-11 | 株式会社日本製鋼所 | 二軸混練押出機及びベントアダプター |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT527972A1 (de) * | 2024-02-09 | 2025-08-15 | 4Next Generation Gmbh | Vorrichtung zum Verarbeiten von Kunststoffmaterial |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04161238A (ja) * | 1990-10-22 | 1992-06-04 | Kobe Steel Ltd | 二軸混練機のベント装置 |
| JPH06155551A (ja) * | 1992-08-27 | 1994-06-03 | Werner & Pfleiderer Gmbh | プラスチックを供給する2軸式のスクリュー機械のためのガス抜き装置 |
| JP2001138381A (ja) * | 1999-11-12 | 2001-05-22 | Japan Steel Works Ltd:The | サイドベント装置 |
| JP2002210805A (ja) * | 2001-01-17 | 2002-07-31 | Japan Steel Works Ltd:The | 微粉原料供給装置 |
| JP2004025669A (ja) * | 2002-06-26 | 2004-01-29 | Japan Steel Works Ltd:The | 押出機用ベント金物装置および押出機 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2078565A (en) * | 1933-10-30 | 1937-04-27 | Durst Emanuel | Vacuum press and the like |
| US3917507A (en) * | 1971-02-22 | 1975-11-04 | Welding Engineers | Countercurrent combined liquid and vapor stripping in screw devolatilizer |
| DE19630383C1 (de) * | 1996-07-29 | 1997-09-18 | Christ Hubert Dr | Entgasungsvorrichtung an Extrudern |
| CN2567025Y (zh) * | 2002-11-23 | 2003-08-20 | 汕头市奇佳机械厂有限公司 | 片材挤出机的排气装置 |
| EP2218568B1 (de) | 2009-02-11 | 2012-01-18 | Coperion GmbH | Schnecken-Maschine |
| JP5467796B2 (ja) | 2009-04-24 | 2014-04-09 | 株式会社三和商会 | 押出機のベント装置、及び押出機による混練方法 |
| CN202129974U (zh) * | 2011-07-25 | 2012-02-01 | 浙江百纳橡塑设备有限公司 | 橡胶挤出机的排气装置 |
-
2013
- 2013-02-21 JP JP2013031974A patent/JP5623568B2/ja active Active
-
2014
- 2014-02-13 US US14/651,446 patent/US9731448B2/en active Active
- 2014-02-13 CN CN201480009359.3A patent/CN104995009B/zh active Active
- 2014-02-13 WO PCT/JP2014/053256 patent/WO2014129367A1/ja not_active Ceased
- 2014-02-13 EP EP14754908.3A patent/EP2930004B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04161238A (ja) * | 1990-10-22 | 1992-06-04 | Kobe Steel Ltd | 二軸混練機のベント装置 |
| JPH06155551A (ja) * | 1992-08-27 | 1994-06-03 | Werner & Pfleiderer Gmbh | プラスチックを供給する2軸式のスクリュー機械のためのガス抜き装置 |
| JP2001138381A (ja) * | 1999-11-12 | 2001-05-22 | Japan Steel Works Ltd:The | サイドベント装置 |
| JP2002210805A (ja) * | 2001-01-17 | 2002-07-31 | Japan Steel Works Ltd:The | 微粉原料供給装置 |
| JP2004025669A (ja) * | 2002-06-26 | 2004-01-29 | Japan Steel Works Ltd:The | 押出機用ベント金物装置および押出機 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017128088A (ja) * | 2016-01-22 | 2017-07-27 | 東レ株式会社 | 熱可塑性樹脂組成物の製造方法 |
| JP2021037689A (ja) * | 2019-09-03 | 2021-03-11 | 株式会社日本製鋼所 | 二軸混練押出機及びベントアダプター |
| JP7307635B2 (ja) | 2019-09-03 | 2023-07-12 | 株式会社日本製鋼所 | 二軸混練押出機及びベントアダプター |
Also Published As
| Publication number | Publication date |
|---|---|
| US9731448B2 (en) | 2017-08-15 |
| EP2930004A4 (en) | 2016-08-31 |
| JP5623568B2 (ja) | 2014-11-12 |
| EP2930004A1 (en) | 2015-10-14 |
| US20150314512A1 (en) | 2015-11-05 |
| EP2930004B1 (en) | 2018-05-02 |
| WO2014129367A1 (ja) | 2014-08-28 |
| CN104995009A (zh) | 2015-10-21 |
| CN104995009B (zh) | 2017-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5623568B2 (ja) | 二軸押出機用ベント金物装置 | |
| JP2018178733A (ja) | 真空ポンプ | |
| JP6562504B2 (ja) | ストレーニング機構及びそのストレーニング機構を備えたスクリュー押出機 | |
| TWI445888B (zh) | 組合螺絲 | |
| US9833936B2 (en) | Mould tool for injection moulding | |
| US10670181B2 (en) | Mounting unit, assembly frame using the same, and method of manufacturing the same | |
| US20120153104A1 (en) | Mounting appratus for slide rail | |
| CN105773130B (zh) | 叶片叶根螺栓预埋工装 | |
| CN108953230A (zh) | 一种离心风机扩压器结构 | |
| JP5923839B2 (ja) | 組合せ式折込ローラモジュール構造 | |
| JP5958482B2 (ja) | 接続部品および接続部品の形成方法 | |
| CN203974026U (zh) | 挤出机模头 | |
| CN204628182U (zh) | 连接杆及其应用的连接组件 | |
| US9498899B2 (en) | Screw pair and co-rotating intermeshing twin-screw extruder provided with screw pair | |
| US9700965B2 (en) | Base for welding type power supply | |
| CN207305992U (zh) | 一种模具组合装置及一种糖果挤出机 | |
| CN204026537U (zh) | 灯板平面度微调装置及其显示设备 | |
| CN221583881U (zh) | 一种便于拆卸的圆刀模具 | |
| CN101818812B (zh) | 一种人字闸 | |
| CN204772250U (zh) | 用于汽车转向器的阀体螺帽安装装置 | |
| CN208483125U (zh) | 金属部品 | |
| CN207509685U (zh) | 一种防止宽幅型材挤出模头型腔变形的成型装置 | |
| CN2784113Y (zh) | 丝锥扳手 | |
| CN201426086Y (zh) | 电源供应器的电源分配板固定结构 | |
| CN202958082U (zh) | 框架结构及框体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140604 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140916 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140924 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5623568 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |