JP2014165486A - パワーデバイスモジュールとその製造方法 - Google Patents
パワーデバイスモジュールとその製造方法 Download PDFInfo
- Publication number
- JP2014165486A JP2014165486A JP2013050983A JP2013050983A JP2014165486A JP 2014165486 A JP2014165486 A JP 2014165486A JP 2013050983 A JP2013050983 A JP 2013050983A JP 2013050983 A JP2013050983 A JP 2013050983A JP 2014165486 A JP2014165486 A JP 2014165486A
- Authority
- JP
- Japan
- Prior art keywords
- power device
- lead frame
- conductor circuit
- device module
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/01—Manufacture or treatment
- H10W70/05—Manufacture or treatment of insulating or insulated package substrates, or of interposers, or of redistribution layers
- H10W70/08—Manufacture or treatment of insulating or insulated package substrates, or of interposers, or of redistribution layers by depositing layers on the chip or wafer, e.g. "chip-first" RDLs
- H10W70/09—Manufacture or treatment of insulating or insulated package substrates, or of interposers, or of redistribution layers by depositing layers on the chip or wafer, e.g. "chip-first" RDLs extending onto an encapsulation that laterally surrounds the chip or wafer, e.g. fan-out wafer level package [FOWLP] RDLs
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/60—Insulating or insulated package substrates; Interposers; Redistribution layers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/90—Bond pads, in general
- H10W72/941—Dispositions of bond pads
- H10W72/9413—Dispositions of bond pads on encapsulations
Landscapes
- Structure Of Printed Boards (AREA)
Abstract
【解決手段】パワーデバイスモジュールは、リードフレームのコアに高耐熱樹脂を充填し、表裏の表層導体回路3と内層導体回路4間を金属結合した3層以上の金属構造体(櫓)と、表層導体回路3に搭載されたパワーデバイスとコンデンサ6、抵抗7等の電子部品を備える。表裏の外層部に大電流導体回路と制御導体回路を同一平面に併設でき、大電流導体回路、放熱導体回路などを構成できる3層構造以上の金属構造体(櫓)を持つ最適なハイパワーデバイスモジュールである。
【選択図】図4
Description
また、発熱部品であるパワーデバイスなどに対して耐熱、部品直下への金属体を通じた高熱伝導、高効率な放熱が十分できていなかった。
本発明は、実施例にあげた高耐熱性の熱硬化性樹脂、又は熱可塑性樹脂をリードフレームの絶縁層として充填し、放熱部、及び大電流回路部は、最も効率を高める金属結合で高い接続信頼性を確保するパワーデバイスモジュールと製造方法を提供する。
また、大電流用導体配線を表裏に金属結合を通して多層化して自由に配置することができ、表裏は同一平面上で制御用配線を併設することも可能である為、接続信頼性高く、小型化でより効率的な高放熱パワーデバイスモジュールを提供することができる。
導体配線は、リードフレームのコア層と基板表裏の3層以上にまたがり各層にはパターン仕様に準じた導体回路を任意に形成することができる。また、内層に形成するリードフレームの金属柱構造の大きさ、高さなども仕様に合わせて自由なサイズと配置構造を提供することができる。
表裏の表層には、集積回路(IC)部品など搭載のファインな導体回路を形成することができる。
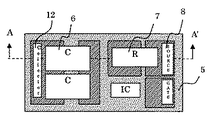
その他に内層に充填する耐熱性絶縁樹脂には小型化のために部品(L:コイル、C:コンデンサ、R:抵抗、IC:集積回路)など内蔵することも可能である。
リードフレーム材として、銅を主体に無酸素銅(記号:C1020)、タフピッチ銅(記号:C1100)とその他の銅合金など選択して使用する。
大電流導体配線と制御用導体配線を3層以上にまたがり任意に設けることが可能であり、実施例としては、導体と高耐熱性絶縁層の構造体の外層部に無電解銅メッキ、及び電解銅メッキを施した後に、感光性液状エッチングレジスト(又は、感光性ドライフィルムエッチングレジスト)の形成、露光、現像、エッチング工程を通して導体回路の配線を形成する。
高耐熱性樹脂としては、熱硬化性樹脂、又は熱可塑性樹脂のどちらでも選択でき、高耐熱性樹脂である上記エポキシ、PEEK、フェノール、LCP、ポリイミド、シアネート、スーパエンプラ系などからなる耐電圧、機械強度高い樹脂などを使用する。
これにより、リードフレームと導体パターンの組合せにより、より高温、及び厳しい温度サイクル環境に耐えられる最適で接続信頼性が最も高い大電流、高耐圧、高放熱の配線モジュールを提供することができる。
さらにエッチングを実施することにより、3層以上の多層構造体を形成することができる。
表裏導体配線のパッドパターン部とリードフレームとの金属結合体(構造体)は、導通、または分離を任意に設定、配置することができ、大電流配線、ファインな制御配線、及び放熱導体路などを設けることができる。上記エッチングにより、任意の金属柱(凸構造体)形状の作成、並びに配線を図4、図5の断面図に示すような多層構造の配線モジュールを作成することができる。
実施例は、核になる櫓部分の金属構造体を中心に先に導体部分を形成し、配線仕様などに準じ表裏導体回路、導体接続(金属結合)等を設計、構成し、その金属構造体層間には、高耐熱性絶縁樹脂を充填、封止などにより、大電流、高放熱に最適化した配線モジュール構造を生産することを特徴とする。
これにより、表裏のパターンへの素子などの部品搭載、金属結合構造での高放熱、大電流の双方に対して最適なパワーデバイスモジュールを提供する事が出来る。
主な概略手順は次の通りとなる。
1)リードフレームの内層にあたる導体回路部(外形パターン)の作成
核になる金属構造体部分を作成する。リードフレームに金型プレス、又はエッチ ングを実施して、導体回路のコア部分を形成する。
また、金属柱凸凹などは、必要に応じさらにエッチングで掘り下げ形成する。
2)リードフレーム構造体の研磨、及び粗化実施
3)リードフレーム構造体に耐熱性樹脂の充填(印刷、または積層熱プレス)
熱硬化性、又は熱可塑性樹脂から選択する。
4)リードフレーム構造体表層部をセラミックバフにて、上下面研磨、粗化工程
5)無電解銅メッキ⇒電解銅メッキ工程による表層全面パネルメッキなど実施
6)外層配線回路形成のため、感光性エッチングレジスト(又は、感光性ドライフィ ルムエッチングレジスト)工程
7)感光性エッチングレジスト、又はドライフィルムへの露光工程
8)現像工程
9)配線回路形成のための銅エッチング工程
10)ソルダーレジスト形成工程
11)ニッケル(Ni)メッキ、及び金(Au)メッキ工程など処理
12)リードフレームをVカット、ルータ、レーザカット又は金型プレスなどで個片化 処理
次世代パワー半導体などに向け、高耐熱性樹脂(180℃以上)が要求され、これらの樹脂選択により、耐衝撃性、耐環境性に優れた最適なパワーデバイスを直接実装できる大電流配線モジュールを提供することができる。
2:大電流、又は放熱用導体回路
3:表層導体回路
4:内層導体回路
5:高耐熱性樹脂(熱可塑、又は熱硬化性)
6:コンデンサ(実装部品)
7:抵抗(実装部品)
8:ソース/ゲート電極
9:ヒートシンク(アルミなど)
10:パワーデバイス(SiC)半導体など
11:金属ブロック
12:コレクタ電極
13:金属プレート(銅)
14:金属柱
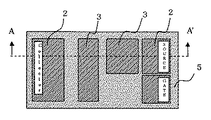
実施例における、図1は、上面から見たパワーデバイスモジュール平面図の一例を表す。
この平面図は、導体回路、及びパッドなどが見られ、導体間は180℃以上に耐える高耐熱性樹脂5による絶縁材にて形成される。この高耐熱性樹脂5は熱硬化、熱可塑性のどちらでも選択でき、主にノボラック型、イミダゾール型エポキシ、フェノール類、PEEK(ポリエーテル・エーテルケトン)、LCP(液晶ポリマー)、ポリイミド、ポリアミドイミド、スーパエンプラ、シアネート、BTレジン他の耐熱高分子材料など選択でき、高耐熱、絶縁、高耐電圧性を持つ材料が使用できる。
配線導体間の距離、パッドの形状(パターン)などはそれぞれのパワーデバイスモジュール仕様、耐電圧に耐えられる沿面距離等を考慮して設計、配置する。通常パワーデバイスが搭載される側は主に高放熱を行うためのヒートシンクなどが配置されるケースが多いが、表裏はリードフレーム(金属構造体)を直接介した金属結合で熱伝導率(約390W/mK)の良好な放熱動作が行われる構造をとることができ、発熱部が高温になることを緩和することができる。
金型プレスの場合は、バリなどが発生しやすいことから、樹脂充填前には機械研磨、若しくは化学研磨工程を実施して、バリを事前に除去し、滑らかに平坦化しておく必要がある。
機械研磨としてはセラミックバフなどを活用し、リードフレームの上下面に沿って移動させ平坦化する事が出来る。研磨後は、高耐熱性樹脂との密着力をあげるために化学研磨などによりリードフレーム構造体を事前に粗化する。
ひとつは熱硬化性樹脂を充填する方法で、インク状樹脂の場合は高温で軟化させ脱泡して、メタルマスク、又はシルクスクリーン印刷法にてスキージなどを使用し真空充填などを実施し、熱硬化させる。
熱硬化性樹脂では、高耐熱性のノボラック型エポキシ樹脂、イミダゾール型エポキシ樹脂、PEEK、シアネート樹脂他など多品種の高耐熱性樹脂から選択し、充填することでパワーデバイス向けに大電流、高放熱で性能の高いデバイスモジュールを提供できる。
もう一方は、熱可塑性樹脂の充填方法で、LCP(液晶ポリマー)などは耐熱性樹脂シートを高温(300℃以上)で積層熱プレスを行ない、リードフレーム間へ絶縁層を積層封入し成形する。樹脂成形方式としては、射出成形やトランスファー成形が一般的に利用されている。
熱プレスによる熱硬化樹脂に対する硬化温度は一例として160℃から180℃範囲で、圧力は2MPaから5MPaが適切であるが、熱可塑性樹脂の温度は300℃以上を必要とする場合が多い。
その後、パネルメッキなど銅メッキを実施するにあたり、密着強度を確保するため樹脂面はあらかじめ機械研磨、化学研磨、光研磨などで樹脂表面を粗化、又は改質を実施する。
モジュールが多面付けの大判サイズのパネルメッキ表面が平坦、平滑になっているかを確認し、その後導体回路形成を実施するために、機械研磨、化学研磨などで表面を平坦化、平滑に仕上げる。
露光された部分はレジストが硬化され配線部分を残すことができるため、エッチングを塩化第二鉄、又は塩化第二銅溶液にて実施し、露光部分以外の金属部を除去する。
エッチング後は残された感光性レジストなどを水酸化ナトリウム水溶液にて剥離し、洗浄、乾燥させることにより導体回路を形成する。
表面処理は金属の導体上に、ニッケル(Ni)メッキ、金(Au)メッキなどパワーデバイス搭載に適した表面処理仕様にて仕上げる。例えば、Au−Sn共晶などで半導体素子など接合実装する場合は、金メッキなどが好ましい表面処理となる。
実施例における図2はパワーデバイスモジュール概略平面説明図1のA−A’断面図の例である。構造図、特徴とその製造法など詳細の説明については以下の通りである。
リードフレーム基板のコアになる金属板に高耐熱性樹脂5が充填され、導体回路の配線、パッドなどが表裏に形成され、放熱金属体2及び導体回路3など前記リードフレームと電気的に接続(導通)されていることを特徴に、表裏と内層に任意に配置することができる。
従って、導体配線は上下の外層面とコアになるやぐら部分を使用して自由に配線する事ができ、放熱金属2も電気回路などと分離絶縁して発熱部から直接直下、もしくは直上に金属結合で配置することもできるため、さらなる高放熱性が得られる構造を容易に設計することができる。
大電流、又は放熱導体回路2と制御導体回路3はリードフレーム部ベースに外層部と銅メッキにて結合され、導体回路4は配線回路として表層部と裏面接合、及び表層部と内層接合など自由に設ける事ができる。
リードフレーム部と充填樹脂は密着強度を高め、表裏に金属結合されている部分は表裏のパッドと内部の導体部より少し広く設定することで絶縁層の耐熱性樹脂と櫓を構成する金属部とをしっかり密着固定することができる。
図4(a)と図4(b)との相違は、コンデンサ6と抵抗7間の導体回路を裏面の導体パターン経由にした場合(b)と、より近く導体回路を配置した場合(a)の断面構造の差を表している。
また、実施例では発熱の高いパワーデバイス部品などはヒートシンク側9に実装し、電子部品のコンデンサ6、抵抗7、集積回路などは反対(裏面)側に分散配置し実装することで、温度サイクル条件などが厳しい環境下においても、実装される部品との間で熱などに伴う半田クラックなどの防止、及び低減することも可能である。
また、外層導体回路部のパッドサイズ、形状など製品仕様に応じて任意に設計、設定することができる特徴がある。
図4(a)、(b)からの進展形として、発熱部品との熱の影響を減少させるため、上側実装部品のコンデンサ6、抵抗7とヒートシンク9間は金属体を柱構造の金属柱14にすることで熱による影響緩和を図る。熱部品が搭載される下側には、熱緩和などを行うため金属柱を形成する場合には、やぐら部分を作成する時にリードフレーム下側を図のようにエッチングする。金属柱の大きさ、配置、数量、高さは製品仕様に応じて任意に設計し、形成することができる。核になる櫓部分のリードフレーム厚みにも影響するが、実施例として、金属柱部分の高さは0.2mmから0.6mmであるが、事前に熱シュミレーションによって設計評価するのが好ましい。
大電流は、ソース電極/ゲート電極8、及びコレクタ電極12を通し、パワーデバイス部が最も高温となるため、接触する部分を金属柱構造14にする。金属柱の高さ、太さ、数量、形状などは任意に設定することができることから、最適な構造での提供が可能である。
また、断面図の上部に当たるコンデンサ6側、抵抗7側の部品実装側にも金属柱の構造を施すことができる。
シート状プリプレグの場合は、リードフレーム基板のベースになる外形パターン化されたリードフレーム材に耐熱性絶縁樹脂のシートをレイアップし、その上下には離型性を有するクッション材を置き、プレス板(SUS板)で挟むことが好ましい。熱プレスの熱盤とSUS板等のプレス板間には、クッション材などの離型紙を置くことにより、打痕の防止とプレスの押圧力が均一になるように配置する。
上記レイアップ後は、樹脂により選択された温度プロファイルに準じて、熱プレスによる積層を実施し、その結果は図4(a)(b)、又は図5(a)(b)に示されるやぐら構造の積層体を得ることができる。
無電解メッキは、銅、ニッケルなどのメッキ液が使用されるが、その後に図4、及び図5は、銅エッチングにて大電流導体回路2、貫通導体回路3、及び導体回路4を形成するため、銅が好ましい。
表面に全面電解銅メッキを施した後に、感光性エッチングレジストなどラミネートし、導体回路2、3、4のパターン形状に応じて露光、現像、エッチングを実施し、形成する。
エッチング後は、残されたドライフィルムエッチングレジストなどを水酸化ナトリウム水溶液にて剥離し、その後洗浄、乾燥させることにより導体回路を形成することができる。
リードフレーム枠の周辺部分は、その後の工程で個片化のため外形加工を実施する。外形加工後は、図1に示す。実施例としては、金型プレス打抜き、Vカット、ルータ、及びレーザカットなどの外形加工で仕上げる。
Claims (6)
- リードフレームのコアに高耐熱性絶縁樹脂を充填し、表裏の導体回路とリードフレームは金属結合を特徴とする大電流、高放熱のパワーデバイスモジュールであり、大電流導体回路と制御用導体回路を表裏同一平面で併設、最適化された3層以上の金属構造体(櫓)を持つパワーデバイスモジュール。
- 前記リードフレームは、タフピッチ銅、無酸素銅、その他の合金を含む銅板など請求項1記載のパワーデバイスモジュール。
- 前記充填される高耐熱性絶縁樹脂は、シート状樹脂、または固形樹脂を軟化させて充填し、熱硬化性、及び熱可塑性を有する絶縁樹脂を含む請求項1記載のパワーデバイスモジュール。
- 前記の導体回路化されたリードフレームに、さらにエッチングすることで金属柱を配した3層以上の構造(櫓)を持つ請求項1記載のパワーデバイスモジュール。
- 請求項1のパワーデバイスモジュールの製造方法
- さらに部品内蔵(L:コイル,C:コンデンサ,R:抵抗,IC:集積回路)を含む請求項1記載のパワーデバイスモジュール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013050983A JP2014165486A (ja) | 2013-02-26 | 2013-02-26 | パワーデバイスモジュールとその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013050983A JP2014165486A (ja) | 2013-02-26 | 2013-02-26 | パワーデバイスモジュールとその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016171260A Division JP2017022393A (ja) | 2016-08-17 | 2016-08-17 | パワーモジュールとその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014165486A true JP2014165486A (ja) | 2014-09-08 |
Family
ID=51615790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013050983A Pending JP2014165486A (ja) | 2013-02-26 | 2013-02-26 | パワーデバイスモジュールとその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014165486A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016080520A1 (ja) * | 2014-11-20 | 2016-05-26 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| WO2016080519A1 (ja) * | 2014-11-20 | 2016-05-26 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| WO2016080521A1 (ja) * | 2014-11-20 | 2016-05-26 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| JP2016174083A (ja) * | 2015-03-17 | 2016-09-29 | 古河電気工業株式会社 | 射出成型基板および射出成型基板の製造方法 |
| DE102016103967A1 (de) | 2015-05-25 | 2016-12-01 | Fuji Electric Co., Ltd. | Halbleitervorrichtung und Herstellungsverfahren hierfür |
| JP2016225629A (ja) * | 2015-06-01 | 2016-12-28 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| WO2017134774A1 (ja) * | 2016-02-03 | 2017-08-10 | 新電元工業株式会社 | 半導体装置及び半導体装置の製造方法 |
| WO2017134776A1 (ja) * | 2016-02-03 | 2017-08-10 | 新電元工業株式会社 | 半導体装置及び半導体装置の製造方法 |
| JP2018195793A (ja) * | 2017-05-18 | 2018-12-06 | 復盛精密工業股▲ふん▼有限公司 | 配線付きリードフレームの製造方法及びその構造 |
| JP2020156184A (ja) * | 2019-03-19 | 2020-09-24 | キヤノン株式会社 | 電源装置および画像形成装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001094026A (ja) * | 1999-09-22 | 2001-04-06 | Toshiba Corp | リードフレーム及びその製造方法 |
| JP2001217382A (ja) * | 2000-12-21 | 2001-08-10 | Ibiden Co Ltd | マルチチップモジュール |
| JP2006332449A (ja) * | 2005-05-27 | 2006-12-07 | Cmk Corp | 多層プリント配線板及びその製造方法 |
| JP2011151069A (ja) * | 2010-01-19 | 2011-08-04 | Dainippon Printing Co Ltd | 樹脂付リードフレーム、リードフレーム、半導体装置および樹脂付リードフレームの製造方法 |
| JP2012182209A (ja) * | 2011-02-28 | 2012-09-20 | Toppan Printing Co Ltd | Led素子用リードフレーム基板の製造方法 |
-
2013
- 2013-02-26 JP JP2013050983A patent/JP2014165486A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001094026A (ja) * | 1999-09-22 | 2001-04-06 | Toshiba Corp | リードフレーム及びその製造方法 |
| JP2001217382A (ja) * | 2000-12-21 | 2001-08-10 | Ibiden Co Ltd | マルチチップモジュール |
| JP2006332449A (ja) * | 2005-05-27 | 2006-12-07 | Cmk Corp | 多層プリント配線板及びその製造方法 |
| JP2011151069A (ja) * | 2010-01-19 | 2011-08-04 | Dainippon Printing Co Ltd | 樹脂付リードフレーム、リードフレーム、半導体装置および樹脂付リードフレームの製造方法 |
| JP2012182209A (ja) * | 2011-02-28 | 2012-09-20 | Toppan Printing Co Ltd | Led素子用リードフレーム基板の製造方法 |
Cited By (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019041110A (ja) * | 2014-11-20 | 2019-03-14 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| US20170309555A1 (en) * | 2014-11-20 | 2017-10-26 | Nsk Ltd. | Electronic part mounting heat-dissipating substrate |
| JP2018152612A (ja) * | 2014-11-20 | 2018-09-27 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| JP2018201020A (ja) * | 2014-11-20 | 2018-12-20 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| CN107004649B (zh) * | 2014-11-20 | 2019-09-03 | 日本精工株式会社 | 电子部件搭载用散热基板 |
| US10388596B2 (en) | 2014-11-20 | 2019-08-20 | Nsk Ltd. | Electronic part mounting heat-dissipating substrate |
| JPWO2016080519A1 (ja) * | 2014-11-20 | 2017-04-27 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| CN107004647A (zh) * | 2014-11-20 | 2017-08-01 | 日本精工株式会社 | 电子部件搭载用散热基板 |
| CN107004648A (zh) * | 2014-11-20 | 2017-08-01 | 日本精工株式会社 | 电子部件搭载用散热基板 |
| CN107004649A (zh) * | 2014-11-20 | 2017-08-01 | 日本精工株式会社 | 电子部件搭载用散热基板 |
| CN107004647B (zh) * | 2014-11-20 | 2019-05-03 | 日本精工株式会社 | 电子部件搭载用散热基板 |
| CN107004648B (zh) * | 2014-11-20 | 2019-04-23 | 日本精工株式会社 | 电子部件搭载用散热基板 |
| JPWO2016080521A1 (ja) * | 2014-11-20 | 2017-08-17 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| JPWO2016080520A1 (ja) * | 2014-11-20 | 2017-09-07 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| US20170294374A1 (en) * | 2014-11-20 | 2017-10-12 | Nsk Ltd. | Electronic part mounting heat-dissipating substrate |
| US10192818B2 (en) | 2014-11-20 | 2019-01-29 | Nsk Ltd. | Electronic part mounting heat-dissipating substrate |
| US20170309556A1 (en) * | 2014-11-20 | 2017-10-26 | Nsk Ltd. | Electronic part mounting heat-dissipating substrate |
| US10249558B2 (en) | 2014-11-20 | 2019-04-02 | Nsk Ltd. | Electronic part mounting heat-dissipating substrate |
| JP2018011062A (ja) * | 2014-11-20 | 2018-01-18 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| JP2017216468A (ja) * | 2014-11-20 | 2017-12-07 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| WO2016080519A1 (ja) * | 2014-11-20 | 2016-05-26 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| JP2018011063A (ja) * | 2014-11-20 | 2018-01-18 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| WO2016080521A1 (ja) * | 2014-11-20 | 2016-05-26 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| JP2018152614A (ja) * | 2014-11-20 | 2018-09-27 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| JP2018152611A (ja) * | 2014-11-20 | 2018-09-27 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| JP2018152613A (ja) * | 2014-11-20 | 2018-09-27 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| JP2018170520A (ja) * | 2014-11-20 | 2018-11-01 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| WO2016080520A1 (ja) * | 2014-11-20 | 2016-05-26 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| JP2016174083A (ja) * | 2015-03-17 | 2016-09-29 | 古河電気工業株式会社 | 射出成型基板および射出成型基板の製造方法 |
| US10236244B2 (en) | 2015-05-25 | 2019-03-19 | Fuji Electric Co., Ltd. | Semiconductor device and production method therefor |
| DE102016103967A1 (de) | 2015-05-25 | 2016-12-01 | Fuji Electric Co., Ltd. | Halbleitervorrichtung und Herstellungsverfahren hierfür |
| DE102016103967B4 (de) | 2015-05-25 | 2024-10-02 | Fuji Electric Co., Ltd. | Halbleitervorrichtung und Herstellungsverfahren hierfür |
| JP2016225629A (ja) * | 2015-06-01 | 2016-12-28 | 日本精工株式会社 | 電子部品搭載用放熱基板 |
| JP6240343B1 (ja) * | 2016-02-03 | 2017-11-29 | 新電元工業株式会社 | 半導体装置及び半導体装置の製造方法 |
| JP6236547B1 (ja) * | 2016-02-03 | 2017-11-22 | 新電元工業株式会社 | 半導体装置及び半導体装置の製造方法 |
| WO2017134776A1 (ja) * | 2016-02-03 | 2017-08-10 | 新電元工業株式会社 | 半導体装置及び半導体装置の製造方法 |
| US10269775B2 (en) | 2016-02-03 | 2019-04-23 | Shindengen Electric Manufacturing Co., Ltd. | Semiconductor device and method for manufacturing semiconductor device |
| WO2017134774A1 (ja) * | 2016-02-03 | 2017-08-10 | 新電元工業株式会社 | 半導体装置及び半導体装置の製造方法 |
| US10461062B2 (en) | 2016-02-03 | 2019-10-29 | Shindengen Electric Manufacturing Co., Ltd. | Semiconductor device and method for manufacturing semiconductor device |
| JP2018195793A (ja) * | 2017-05-18 | 2018-12-06 | 復盛精密工業股▲ふん▼有限公司 | 配線付きリードフレームの製造方法及びその構造 |
| JP2020156184A (ja) * | 2019-03-19 | 2020-09-24 | キヤノン株式会社 | 電源装置および画像形成装置 |
| JP7303646B2 (ja) | 2019-03-19 | 2023-07-05 | キヤノン株式会社 | 電源装置および画像形成装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108882538B (zh) | 电路板及其制备方法 | |
| JP2014165486A (ja) | パワーデバイスモジュールとその製造方法 | |
| TWI569387B (zh) | 具有隔離件之散熱增益型線路板製作方法 | |
| CN100397640C (zh) | 电路元件内置模块及其制造方法 | |
| US10745819B2 (en) | Printed wiring board, semiconductor package and method for manufacturing printed wiring board | |
| JP6031642B2 (ja) | パワーモジュールとその製造方法 | |
| JP2001210761A (ja) | 半導体装置及びその製造方法 | |
| CN109148411B (zh) | 散热基板及其制备方法 | |
| US20070262470A1 (en) | Module With Built-In Semiconductor And Method For Manufacturing The Module | |
| CN111148353B (zh) | 具有铜基散热体的电路板的制备方法 | |
| JP2006332449A (ja) | 多層プリント配線板及びその製造方法 | |
| CN111132476A (zh) | 双面线路散热基板的制备方法 | |
| CN110913593A (zh) | 电路板制备方法 | |
| JP2004104115A (ja) | パワーモジュール及びその製造方法 | |
| JP2007243210A (ja) | 放熱用基板及びその製造方法 | |
| JP2011233915A (ja) | 複合配線基板およびその製造方法、ならびに電子部品の実装体および製造方法 | |
| JP2013239631A (ja) | 回路基板、回路基板の製造方法、電子装置及び電子装置の製造方法 | |
| JP6910630B2 (ja) | 配線基板積層体の製造方法および配線基板積層体 | |
| CN111093320A (zh) | 金属散热双面电路板的制备方法 | |
| JP2014099574A (ja) | リードフレーム放熱基板とその製造方法 | |
| JP2006324542A (ja) | プリント配線板とその製造方法 | |
| JP2017022393A (ja) | パワーモジュールとその製造方法 | |
| JP4348893B2 (ja) | 熱伝導性基板の製造方法 | |
| JP4325329B2 (ja) | 放熱実装体 | |
| JP2017011248A (ja) | パワーデバイスモジュール基板とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150812 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20150821 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20150917 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151006 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20151126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160322 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160517 |