JP2014177681A - 蒸着源坩堝 - Google Patents
蒸着源坩堝 Download PDFInfo
- Publication number
- JP2014177681A JP2014177681A JP2013053125A JP2013053125A JP2014177681A JP 2014177681 A JP2014177681 A JP 2014177681A JP 2013053125 A JP2013053125 A JP 2013053125A JP 2013053125 A JP2013053125 A JP 2013053125A JP 2014177681 A JP2014177681 A JP 2014177681A
- Authority
- JP
- Japan
- Prior art keywords
- crucible
- vapor deposition
- deposition material
- wall surface
- deposition source
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Physical Vapour Deposition (AREA)
Abstract
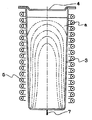
【構成】外側に配置されたヒーターからの熱により内部の蒸着材料を加熱するための蒸着源坩堝であって、一つ又は複数の金属製の棒、細線又は帯状体が、坩堝の内壁面と坩堝内の水平方向における略中央部分とを繋ぐように配置されている蒸着源坩堝である。望ましくは、前記坩堝の内壁面の互いに対向する部分をそれぞれ繋ぐ複数の金属製の棒、細線又は帯状体が、平面視で互いに交差するように、且つ上下方向の高さが互いに異なるように、内壁面に溶接、固定されている。
【選択図】 図1
Description
11a,21a,31a 内壁面
11b,21b,31b 底部
12,13,22,23,32,33 金属棒
14,24,34 放出口
Claims (4)
- 外側に配置されたヒーターからの熱により内部の蒸着材料を加熱するための蒸着源坩堝であって、一つ又は複数の金属製の棒、細線又は帯状体が、坩堝の内壁面と坩堝内の水平方向における略中央部分とを繋ぐように配置されている、ことを特徴とする蒸着源坩堝。
- 請求項1において、
前記坩堝の内壁面の互いに対向する部分をそれぞれ繋ぐ複数の金属製の棒、細線又は帯状体が、平面視で互いに交差するように、且つ上下方向の高さが互いに異なるように配置されている、ことを特徴とする蒸着源坩堝。 - 請求項1又は2において、
前記一つ又は複数の金属製の棒、細線又は帯状体は、坩堝内の上下方向における略中央部分から底部までの領域内においてのみ配置されている、ことを特徴とする蒸着源坩堝。 - 請求項1から3までのいずれかにおいて、
前記一つ又は複数の金属製の棒、細線又は帯状体は、前記坩堝の内壁面に対して固定的に又は着脱自在に配置されている、ことを特徴とする蒸着源坩堝。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013053125A JP6047433B2 (ja) | 2013-03-15 | 2013-03-15 | 蒸着源坩堝 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013053125A JP6047433B2 (ja) | 2013-03-15 | 2013-03-15 | 蒸着源坩堝 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014177681A true JP2014177681A (ja) | 2014-09-25 |
| JP6047433B2 JP6047433B2 (ja) | 2016-12-21 |
Family
ID=51697928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013053125A Active JP6047433B2 (ja) | 2013-03-15 | 2013-03-15 | 蒸着源坩堝 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6047433B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107002232A (zh) * | 2014-11-26 | 2017-08-01 | 应用材料公司 | 用于蒸发目的的坩锅组件 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60149766A (ja) * | 1984-01-11 | 1985-08-07 | Nec Corp | 蒸着用ボ−ト |
| JP2005256036A (ja) * | 2004-03-10 | 2005-09-22 | Yss Co Ltd | 蒸着工程用ノズル蒸発源及び蒸着方法 |
| JP2007500794A (ja) * | 2003-05-16 | 2007-01-18 | エスブイティー アソーシエイツ インコーポレイテッド | 薄膜蒸着エバポレーター |
| JP2008024998A (ja) * | 2006-07-24 | 2008-02-07 | Canon Inc | 真空蒸着源および真空蒸着装置 |
-
2013
- 2013-03-15 JP JP2013053125A patent/JP6047433B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60149766A (ja) * | 1984-01-11 | 1985-08-07 | Nec Corp | 蒸着用ボ−ト |
| JP2007500794A (ja) * | 2003-05-16 | 2007-01-18 | エスブイティー アソーシエイツ インコーポレイテッド | 薄膜蒸着エバポレーター |
| JP2005256036A (ja) * | 2004-03-10 | 2005-09-22 | Yss Co Ltd | 蒸着工程用ノズル蒸発源及び蒸着方法 |
| JP2008024998A (ja) * | 2006-07-24 | 2008-02-07 | Canon Inc | 真空蒸着源および真空蒸着装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107002232A (zh) * | 2014-11-26 | 2017-08-01 | 应用材料公司 | 用于蒸发目的的坩锅组件 |
| JP2017537228A (ja) * | 2014-11-26 | 2017-12-14 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 蒸発を目的としたるつぼアセンブリ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6047433B2 (ja) | 2016-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6250940B2 (ja) | 蒸発源装置 | |
| CN202786404U (zh) | 真空蒸镀装置 | |
| KR20120131947A (ko) | 증발원 및 이를 이용한 증착장치 | |
| WO2016033932A1 (zh) | 蒸镀坩埚和蒸镀装置 | |
| KR20190015993A (ko) | 증발원 장치 및 그 제어 방법 | |
| JP6047433B2 (ja) | 蒸着源坩堝 | |
| KR102080764B1 (ko) | 리니어소스 및 그를 가지는 박막증착장치 | |
| CN108728800A (zh) | 用于真空环境中的多功能处理装置 | |
| KR102694826B1 (ko) | 가열부재가 구비된 도가니가 포함되는 박막 증착장치 | |
| CN205464323U (zh) | 多区控温金属热场烧结炉 | |
| JP6681125B2 (ja) | 材料を収容・加熱する坩堝及び坩堝と加熱器セットを含むシステム | |
| JP2018532544A (ja) | インダクション用均一加熱容器 | |
| KR20170049008A (ko) | 유도 가열 선형 증발 증착 장치 | |
| JP5578345B2 (ja) | 蒸着装置における蒸発源及び蒸着装置 | |
| JP2013067845A (ja) | 蒸着材料加熱装置、蒸着装置、蒸着方法、基板 | |
| JP2019534937A5 (ja) | ||
| KR101582672B1 (ko) | 증발용 도가니와 이를 포함하는 진공 증발원 및 진공 증착 장치 | |
| US20100314246A1 (en) | Sputter-coating apparatus having heating unit | |
| KR102131819B1 (ko) | 기판 열처리용 히터 및 이를 이용한 기판 열처리 장치 | |
| US20200126824A1 (en) | Super thin heating disk | |
| JP2014047382A (ja) | 蒸発源 | |
| JP2007224393A (ja) | 蒸着源セル、薄膜の製造方法、絞り部材、及び蒸着源加熱ヒータ | |
| CN204727990U (zh) | 超高真空分子束外延蒸发装置 | |
| JP2010229444A (ja) | 坩堝 | |
| JP2005200767A (ja) | 昇華性材料のための蒸発装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161121 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6047433 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |