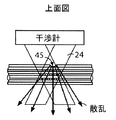
しばしば、化学放射(例えば紫外線(UV)光)の干渉縞に、コアなどの光ファイバの感光領域を露出することによって格子が光ファイバ上に刻印される。図1Bに示すように、光ファイバはしばしば円筒形である。したがって、化学線ビームが、図1Aおよび1Bに示されるような円筒軸を横切る方向から光ファイバを照射するとき、図1Bに示されるように、光ファイバの曲率により、UV光が集束する。レンズ効果として知られるこの現象の結果、光ファイバ内の望ましくない輝度変動が生じる。例えば、図1Bに示されるように、化学線ビーム24が多心ファイバ14を照射するとき、多心ファイバ14内のコアの構成に応じて、化学線ビーム24は、レンズ効果のために、一部のコア18を照射するが、他のコア19を完全に避けることがある。理解できるように、円形断面を有さないファイバではレンズ効果はさらに複雑となる可能性がある。
光ファイバ14が図2Aおよび2Bに示されるような表面欠陥45を有するとき、レンズ効果現象に関連する欠点は悪化する。図2Aおよび2Bに示されるように、表面欠陥45により、化学線ビーム24が欠陥45の地点で散乱し、それによって刻印プロセス中に追加の不完全性が引き起こされる。
レンズ効果および散乱に敏感な応用分野には以下が含まれる。(a)傾斜した平面を有する格子であり、格子がレンズ効果によってひずみ、その結果平面はもはやまっすぐではなくなる。(b)非一様な表面を有するファイバであり、非一様性は、意図的な直径変動、化学エッチングによるファイバ表面のフロスティング(frosting)、非円形ファイバ、および不完全性を有する被覆を含む。(c)内部微細構造を有するファイバであり、微細構造はレンズ効果を悪化させる。(d)オフセット・コアを有するツイスト・ファイバであり、1つまたは複数のオフセット・コアの位置の変動のために刻印強度に固有の変動が存在する。(e)しばしば外径の急激な減少を有するテーパー・ファイバ。(f)大きなコアを有するファイバ(例えば、マルチモードまたは高次モード(HOM)ファイバ)であり、非対称格子プロファイルが存在する可能性がある。(g)ファイバの軸に沿う非ツイスト型とツイスト型の両方の多心ファイバ。(h)他のレンズ効果に敏感なシナリオのホスト。そのような応用分野では、化学線ビームが、非一様性、微細構造、および他のファイバ特性によってひずむ。このひずみの結果、不完全な格子が得られ、ある場合には、全く格子が得られない。したがって、理解できるように、レンズ効果および散乱の緩和により、刻印プロセスを大いに改善することができる。
Lai他、「Micro−channels in conventional single−mode fibers」、Opt. Lett. 31、2559〜2561頁(2006)(「Lai」)は、油の中に浸されるファイバに向けられる、密に集束したビームを開示する。Lai方式は、密な集束の非線形プロセスに依拠する刻印技法に対して適切であるが、Lai方式は、インターフェログラムを使用する刻印方式に対しては適切ではない。具体的には、Lai方式は、(a)線形の非常に感光性の高い媒質を利用する刻印方式、(b)位相マスクを使用する刻印方式、または(c)非常に長い格子(例えば、1000周期超)を書き込むように意図された刻印方式、特に、例えばリールツーリール・ファイバ格子刻印システムによってファイバがインターフェログラムに対して並進するほどに長い格子に対しては不適切である。さらに、集束が密であるとき、Laiのフェムト秒レーザ・パルスがシリカの屈折率変化を刻印する範囲で、Lai刻印プロセスは、(a)点ごとでなければならず、(b)低速であり、(c)書込みレーザの走査を必要とし、それによって格子の長さが限定される。言い換えれば、Lai技法は、刻印プロセス中のファイバの著しい並進を可能にせず、具体的には、ファイバの非常に長い変位(例えば、10センチメートル(cm)を超える変位)を可能にしない。さらに、Laiの屈折率整合装置から来る多くの反射から生じるどんな迷光も、その輝度が低いために、Laiでの屈折率にほとんど影響を及ぼさない。逆に、図3Aから図16に示されるような、インターフェログラムおよび非常に感光性の高い媒質を使用する技法は通常、不適切な露光を低減するために、迷光の管理または除去を必要とする。したがって、図3Aから16に示される実施形態は、単にLai技法では達成不可能な格子の刻印を可能にする。
Putnam他、「Method and apparatus for forming a Bragg grating with high intensity light」、米国特許第6249624号(「Putnam」)は、デュアル高輝度ビームを使用して光ファイバの表面に対する摩耗を回避する格子刻印手法を開示する。具体的には、Putnamは、2つの高輝度ビームの交点で生成される干渉縞に依拠する、位相マスクを使用しない位相刻印を教示する。表面摩耗問題が高輝度ビームの環境内のみで生じる範囲において、位相マスク(または任意の他のタイプの干渉計)をPutnamの屈折率整合界面媒質への一体化は、Putnamのデュアル高輝度ビーム構成に関する動作原理を覆す。言い換えれば、当業者は通常、位相マスクをPutnamのデュアル・ビーム干渉計と一体化することを避ける。これは、デュアル・ビームと同一の干渉縞を生成する位相マスクが、Putnamのデュアル・ビーム構成によって生成される干渉縞を無効にするためである。あるいは、Putnamのデュアル・ビーム構成とは異なる干渉縞を生成する位相マスクを使用する場合、得られる干渉縞は、デュアル・ビーム干渉と位相マスク干渉の複雑な畳み込みとなる。したがって、Putnamのデュアル・ビーム構成を利用するものは、位相マスクを使用しない。
LaiまたはPutnamとは異なり、開示される実施形態は、屈折率整合材料で光ファイバを取り囲むことによってレンズ効果および散乱を緩和するシステムおよび方法を提供し、開示される構成により、屈折率整合材料を保持する容器に一体化されるマスクまたは干渉計の使用が可能となる。言い換えれば、容器の外部で干渉縞が生成されるPutnamとは異なり、開示される干渉計は、容器自体の中で一体化される。
また、LaiおよびPutnamとは異なり、開示される実施形態は、刻印プロセスが展開するときに、屈折率整合材料の劣化または枯渇によるどんな損失も受けることなく、長い長さのファイバを屈折率整合材料の中を通すことを可能にする。さらに、本明細書で示される実施形態は、ファイバが屈折率整合材料内に入れられるとき、またはファイバが屈折率整合材料を出た後、ファイバおよび/またはその被覆に不完全性が導入される可能性を低減する。
本発明の概念の広さは、屈折率の原理の適切な理解がある場合にのみ理解することができる。具体的には、2つの媒質が異なる屈折率を有するとき、2つの媒質の界面で光が屈折するので、レンズ効果現象が生じる。これは、光が異なる媒質を異なる速度で伝播し、伝播速度は各媒質の屈折率に依存するからである。したがって、ファイバの曲率、および空気とファイバとの間の屈折率の違いが与えられたとすると、ファイバに照射する化学線ビームが、空気−ファイバ界面で屈折し、それによってレンズ効果現象が生じる。
さらに、屈折の程度は、2つの接する媒質の間の屈折率の違いの程度に依存する。したがって、両媒質間の屈折率がかなり異なる場合、屈折の程度はより大きい。逆に、両媒質間の屈折率がほぼ同様である場合、屈折は少ない。したがって、2つの接する材料の屈折率を完璧に整合させることができる範囲で、屈折を完全になくすことができる。
「屈折率整合材料」という語句は、文脈に基づいて何らかの異なるものを意味することがある。言い換えれば、屈折率整合材料は、特定の応用分野での屈折に関する所望の公差に基づいて異なることがある。例えば、絶対的に屈折のないことを必要とする応用分野では、屈折率整合材料は、厳密に同一の屈折率を有するものとなる。逆に、ある程度の屈折を許容する応用分野では、屈折率整合材料は単に、その公差レベル未満に屈折を低減するものとなる。ファイバがファイバ・クラッディングまたはコアと同じではない屈折率の被覆を有することも可能である。この場合、屈折率整合材料は、例えば、被覆と整合し、又はクラッディングと整合し、又はその2つの平均と整合し、又はこれらの屈折率の何らかの他の所望の組合せに整合してよい。一般には、ファイバが空気で取り囲まれたとした場合よりもファイバ内部の輝度変動が低くなるように、屈折率整合材料の屈折率を設定されるべきである。この場合、材料を、屈折率整合材料、またはファイバにほぼ屈折率整合され、または単に屈折率整合された、と呼ぶ。異なる屈折率整合材料の例が、図3Aから図16を参照しながら以下で与えられる。特定の応用分野に対して必要な公差の程度を当業者は理解するであろうと言うだけにとどめておく。したがって、本開示は、「屈折率整合材料」を、その対応する応用分野に対して必要な範囲で屈折率の違いを低減するもの、と明白に定義する。
この屈折率の理解と共に、開示されるシステムおよび方法は、屈折率整合材料で光ファイバを取り囲むことによってレンズ効果現象を緩和する。屈折率整合材料は、光ファイバ内の化学放射の輝度変動を低減するのに十分な屈折率を有する。許容できる公差に応じて、輝度変動の低減は、わずかな低減から大幅な低減まで及ぶことがある。屈折率整合材料は、一体化された干渉計と共に容器内に保持される。格子が光ファイバに書き込まれている間、容器が、屈折率整合材料で光ファイバを取り囲むことを可能にし、容器自体に一体化されたマスク(例えば、位相マスク、振幅マスクなど)を有する限り、任意の方式で容器を構成することができる。
この大まかな説明から転じて、次に、レンズ効果および散乱を緩和する様々な実施形態のより細かい説明を与える図3Aから図19を参照する。いくつかの実施形態がこれらの図面と関連して説明されるが、本明細書で開示される実施形態(複数可)に本開示を限定する意図はないことを理解されたい。それどころか、すべての代替実施形態、修正形態、および均等物を包含するものとする。
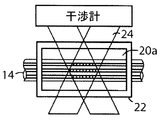
図3Aおよび図3Bは、レンズ効果現象を緩和するシステムの一実施形態を示す模式図である。具体的には、図3Aは、屈折率整合材料20aを保持する容器22の側面図を示し、図3Bは、容器22の断面図を示す。図が見やすいように、化学線ビームの方向は、図3Aと図3Bの間で異なる。しかし、ファイバの方向に対して非平行である任意の角度で化学線ビームを導入できることを理解されたい。
図3Aに示されるように、屈折率整合材料20aを保持する容器22は、ここでは多心ファイバ14として示される光ファイバ14用の通路を備える。この通路により、光ファイバ14が通路内に位置するとき、屈折率整合材料20aで光ファイバ14を取り囲むことが可能となる。したがって、光ファイバ14を通過する任意の化学放射24は、必然的に屈折率整合材料20aを通過する。屈折率整合材料20aが光ファイバ14と同一の屈折率を有する範囲で、化学放射24は、光ファイバ14と屈折率整合材料20aの境界で屈折を受けない。図3Bの多心ファイバ14では、屈折率整合材料20aにより、化学放射24は、レンズ効果なしに多心ファイバ14の断面を通過し、それによって多心ファイバ14内のコアのすべてを一様に照射する。厳密には、被覆を有する光ファイバでは、このことは、任意のガラス−被覆界面で無視できる屈折があることを仮定する。
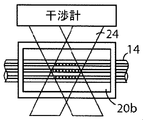
図4Aおよび4Bは、レンズ効果現象を緩和するシステムの別の実施形態を示す模式図である。光ファイバ14の屈折率と厳密に整合し、したがって境界での屈折を解消する屈折率整合材料20aを示す図3Aおよび3Bとは異なり、図4Aおよび4Bの実施形態は、光ファイバ14の屈折率とほぼ整合し、それによって屈折を完全に解消するのではなく、境界での屈折を低減するだけである屈折率整合材料20bを示す。したがって、図4Aおよび4Bの実施形態では、コアは一様な照射を受けない。しかし、いくつかのコア19がレンズ効果のために照射を完全に回避する図1Aおよび1Bのファイバとは異なり、図4Bのコアは、屈折率の違いが低減されるために、化学線ビーム24によって照射される。理解できるように、コアのすべてを単に照射することが目標である場合、屈折率整合材料は、光ファイバの屈折率と完全に整合する必要はなく、コアのすべての照射を達成するのに十分な屈折の低減が必要なだけである。
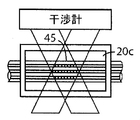
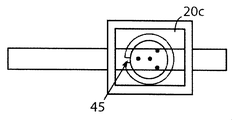
次に図5Aおよび5Bを参照すると、図2Aおよび2Bで示されるような表面欠陥45によって引き起こされる散乱を緩和するシステムの一実施形態に関する模式図が本明細書で示される。図5Aおよび5Bの実施形態では、屈折率整合材料20cは、水、油などの液体であり、或いは、光ファイバとほぼ整合する屈折率を有する他の適切な液体であり、ファイバが被覆を有する場合はファイバの被覆の屈折率とほぼ整合する屈折率を有する他の適切な液体である。したがって、光ファイバが液体屈折率整合材料20cによって取り囲まれるとき、液体屈折率整合材料20cは表面欠陥を充填し、それによって、欠陥45によって引き起こされる可能性のある散乱を改善する。散乱緩和の程度は、屈折率が整合する程度に依存する。したがって、屈折率の厳密な整合の結果、表面欠陥による散乱を解消することができ、実質的な整合の結果、散乱が低減される。
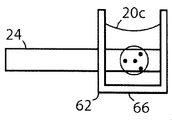
図6Aおよび6Bは、容器62が毛管作用を介して容器62内に液体屈折率整合材料20cを保持するシステムの一実施形態を示す模式図である。具体的には、図6Aは側面図を示し、図6Bは断面図を示す。図6Aに示されるように、容器62は、フロント・プレート64aおよびバック・プレート64bを備え、いくつかの実施形態では、フロント・プレート64aおよびバック・プレート64bは水晶プレートである。2つのプレート64a、64b(総称して64)は、毛管力を介してギャップ内に液体屈折率整合材料20cを維持することが可能となるように十分に小さいギャップで分離される。図6Bに示されるように、2つのプレート64間のギャップはスペーサ66によって維持される。
図7は、リールツーリール・ファイバ・フィード(reel−to−reel fiber−feed)・システムを可能にする屈折率整合システムの別の実施形態を示す模式図である。図6Aおよび6Bを参照しながら論じたように、液体屈折率整合材料20cが毛管作用を介して容器62内に維持される場合、リールツーリール・ファイバ・フィード・システム78を使用して、ギャップを通じて光ファイバ14を導くことができる。このタイプのリールツーリール・システムは、光ファイバ14がギャップを通過するときに複数の格子の刻印を可能にする。想像できるように、図7のシステムは、光ファイバ14がギャップを通過するときに液体屈折率整合材料20cが光ファイバ14に付着する場合、容器62からの液体屈折率整合材料20cの枯渇の影響を受けやすい。液体屈折率整合材料20cの枯渇を緩和する1つの方法は、図15を参照して示されるように、液体屈折率整合材料20cを補充することによるものである。
図15は、光ファイバ1516が容器1502を通過するときに液体屈折率整合材料1560の補充を可能にする容器1502の一実施形態の断面図を示す模式図である。具体的には、容器1502は、Lindholm、「Systems and methods for coating optical fiber」、米国特許第6958096号による被覆容器と同様である。したがって、線引き塔(draw tower)が液体屈折率整合材料を保持する容器を組み込むように、線引き塔上に補充システムを実装できることを理解されよう。そのような実施形態では、液体屈折率整合材料が少なくとも2つの特性、すなわち被覆を形成するように硬化できること、および屈折率に整合できることを有することを理解されたい。図15に示されるように、容器1502は、チャンバ1532の上に位置決めされるオープン・カップ1530を備える。カップ1530の上部が上部容器開口1514を形成することがわかるであろう。カップカップ1530とチャンバ1532が、入口開口1534によって互いに連結される。入口開口1534とは反対側のチャンバ1532の底部に、出口開口1536が設けられる。
カップ1530、入口開口1534、チャンバ1532、および出口開口1536が共に液体経路1538を画定し、液体経路1538を沿って、液体によって取り囲まれるファイバ1516が容器1502内に移動し、容器1502を通じて移動し、容器1502の外に移動する。矢印1554で示されるように、液体屈折率整合材料1560が、入力ポート1522を通じてチャンバ1532に注入される。ニップルなどの適切な入力継手1550が、ポート1522内に取り付けられている。入口開口1534は、ファイバ1516が液体経路1538を下方に移動するとき、入口開口1534でファイバ1516の周りに十分なクリアランスがあり、液体屈折率整合材料1560がカップ1530内に上方に流れることが可能となるような寸法に作られる。矢印1562で示されるように、過剰な液体屈折率整合材料1560は、ドレイン・ポート1524を通じてカップ1530の外に流出する。図15に示されるように、適切な出力継手1552が出力ポート1524内に取り付けられる。過剰な液体屈折率整合材料1560を、入力ポート1522に再び注入するために再循環することができる。
入口開口1534は、容器1502内のカップ1530とチャンバ1532との間に形成される第1の開口1542内に取り付けられる入口金型1540を使用して実装される。出口開口1536は、容器1502の外部に通じるチャンバ1532の底部の第2の開口1546内に取り付けられる形削り金型1544を使用して実装される。金型1540及び1544を使用せずに、入口開口1534および出口開口1536を容器1502内に直接的に形成することも可能となることに留意されたい。しかし、金型1540及び1544は、いくつかの理由で有用である。第1に、金型1540及び1544は、必要に応じて異なるサイズの開口1534、1536を使用することを可能にするので、柔軟性をもたらす。加えて、取外し可能な金型を使用することにより、容器1502の内部へのアクセスが実現され、それにより、洗浄または他の保守操作が容易となる。
矢印1556で示されるように、一定の量の液体屈折率整合材料1560が下方に流れ、出口開口1536を通じて外に流れ、ファイバ1516の周りを流れ、そこで液体屈折率整合材料1560は液体1520を形成する。矢印1558は、入口開口1534を通じて上方に流れ、ファイバ1516の周りを流れ、カップ1530内に流れる液体屈折率整合材料1560の逆流を示す。カップ1530の充填レベルは、容器1502の様々な要素の寸法、使用される液体屈折率整合材料1560の粘性、および液体屈折率整合材料1560がチャンバ1532内に導入される圧力を含むいくつかのパラメータに応じて変化することがある。
光ファイバ1516を化学線ビーム24に露出するために、容器1502は、コンジット1596の内部端に位相マスク1598を有するビーム導管1596を備える。したがって、光ファイバ1516は容器1502を通じて移動すると、入射化学線ビーム24からインターフェログラムが位相マスク1598によって生成され、当該入射化学線ビーム24により、その光ファイバ1516に刻印することができる。図15に示されるような補充システムを備える実施形態では、位相マスク以外の機構を使用して干渉縞を生成できることを理解されたい。例えば、ビーム導管は2つのビームを収容し、当該2つのビームはお互いの間にある角度を持って移動し、容器内部でインターフェログラムを形成することができる。
チャンバ1532内に含まれる液体屈折率整合材料1560は、大気圧より高い所定の誘導圧力を有する。チャンバ1532の適切な加圧は、液体屈折率整合材料1560がチャンバ1532内に注入されるとき、入口開口1534で流れに対する十分な抵抗があり、所望の静水圧がチャンバ1532内で増大することが可能となるように、入口開口1534に関する直径を選ぶことによって達成される。チャンバ1532内に含まれる液体屈折率整合材料1560が加圧されるが、カップ1530内の液体屈折率整合材料1560の乱流が、管理できるレベルを超えないことが判明していることに留意されたい。
比較的大きい入口開口1534を使用することができ、したがってチャンバ1532内に含まれる液体屈折率整合材料1560の静水圧の増大が比較的小さいことに留意されたい。ファイバ1516が開口1534を自由に通過することを可能にし、液体屈折率整合材料1560内の乱流を最小限に抑え、より小さい入口開口1534に関連して生じることのあるどんなセンタリング問題も回避するために、大きい入口開口1534が望ましいことがある。
光ファイバ1516が容器1502を通過するときに液体屈折率整合材料1560を補充することにより、格子刻印中に光ファイバ1516が液体屈折率整合材料1560によって取り囲まれることを確実にすることができる。さらに、図15の容器1502を使用することにより、光ファイバ1516が引き出されているときに格子を刻印することが可能となることがある。
図15と類似の補充システムを本発明の他の実施形態のいずれでも使用できることに留意されたい。
毛管作用によって屈折率整合液体を保持する容器に適した別の補充システムが、注入器(syringe)または点滴器(dropper)を採用して、屈折率整合液体を容器内に導入する。過剰な屈折率整合液体は、重力によって容器から出る。
液体屈折率整合材料20cの枯渇を改善する別の手法が、図16を参照して示される。具体的には、図16は、液体屈折率整合材料20c用のコンテナを共に形成する4つの側壁1604および底部1610を有する垂直容器1602を含む。底部1610は位相マスク溝1612を備え、側壁1604は、光ファイバ14が通過する入口穴1606および出口穴1608を備える。図16の実施形態では、化学放射24が、底部1610の位相マスク溝1612を通じて導入される。図が見やすいように、マスク後の回折ビームは図示されていない。液体レベルが所定のしきい値未満に降下したとき、容器1602を単に充填することによって液体屈折率整合材料20cを補充することができる。容器が頂部壁1620をも有する場合、液体の上の真空力によって液体を定位置に保持することができる。頂部壁を有する実施形態では、液体屈折率整合材料を容器内に導入または補充するための機構1630、1640を考案することもできる。図16は水平に位置する位相マスクを示すが、位相マスクは垂直に位置することも可能であることに留意されたい。図8から図10のように、溝は、容器の中および外に面することができ、その屈折率変動を維持するためにカバー・スリップを有することができる。
図8は、一体化された位相マスク81aを有する容器82の一実施形態を示す模式図である。図8に示されるように、容器82は、バック・プレート83および位相マスク81aを備え、液体屈折率整合材料20cを好ましくは毛管作用によって保持するギャップ85で互いに分離される。いくつかの実施形態では、位相マスク81aとバック・プレート83はどちらも、光ファイバ14または光ファイバ14の被覆が存在する場合は被覆に対する実質的な損傷を伴わずにギャップ85内の光ファイバ14の移動を容易にする、面取りした縁部86を有する。図8の実施形態では、位相マスク81aは、ギャップ85の外側に面する歯(または溝)87を備える。好ましくは、(a)位相マスク81a上の歯87が光ファイバ14に接近し、(b)位相マスク81aの厚さによる減衰またはひずみが最小となり、(c)ビーム・コヒーレンスの損失が最小限に抑えられ、(d)位相マスクの+1次と−1次の両方ではなく、一方だけによって露光されるファイバの長さが最小限に抑えられるように、位相マスク81aは薄くあるべきである。したがって、いくつかの実施形態では、位相マスク81aの厚さは、約0.1mmから約5mmの間である。
歯87を光ファイバ14に近づける1つの方法は、図9の実施形態に示されるように、歯87をギャップ85に対向させることによるものである。具体的には、図9は、一体化された位相マスク81bを有する容器92の一実施形態を示す模式図であり、位相マスク81bの歯がギャップ85に面し、液体屈折率整合材料20cと接触する。歯をギャップ85(図8)の外側にするのではなく、ギャップ85(図9)に対向させることにより、歯と光ファイバ14との間の距離がさらに短縮される。しかし、図9の構成が適切に機能するためには、位相マスク81bと液体屈折率整合材料20cとの間の屈折率の違いがあるべきであるということを理解することができる。
図10は、一体化された位相マスク81cを有する容器1002の一実施形態の模式図を示し、位相マスク81cの歯がギャップ85に面するが、歯が、薄いUV透過性カバー・プレート1004によって液体屈折率整合材料20cから分離される。図10に示されるように、液体屈折率整合材料20cは、カバー・プレート1004とバック・プレートとの間に位置する。位相マスク81cの歯の中に液体屈折率整合材料20cが偶発的に漏れることを防止するために、位相マスク81cをわずかに偏位させる(offset)ことができる。加えて、いくつかの実施形態では、反射防止被膜をカバー・プレート1004に付着させることができる。さらに、後方反射をファイバから遠ざけるように、バック・プレートまたはフロント・プレート(あるいはその両方)に角度を付けることができる。
位相マスク自体に目を向けると、位相マスクにカバー・プレートを接着し、したがって溝(または歯)を完全に封止することも可能である。溝を封止することにより、次いで、封止済み位相マスクを液体屈折率整合材料に浸し、それでもなおインターフェログラムを生成する能力を維持することができる。その理由は液体屈折率整合材料がもはや位相マスクの溝を充填することができないからである。
代替実施形態では、プレートの表面の下に空洞または他の屈折率変調を形成することにより、封止済み位相マスクを製造することができる。例えば、プレートの表面を貫通し、プレート内の定義済み領域に影響を及ぼすことのできるフェムト秒IRレーザ・パルスを使用して、これらの空洞または他の屈折率変調を形成することができる。そのような方法の結果、位相プレートの表面は大部分が依然として外乱を受けないと共に、位相マスクの屈折率の非一様性(例えば、溝、空洞、または他の屈折率変動)が位相プレートの表面の下で生成され、それによって封止済み位相マスクが作成される。一般には、封止済み位相マスクは、封止済み位相マスクの外面と同一の屈折率を有する材料内に配置されたときであっても、入力ビームからインターフェログラムを生成することになる。
図11Aおよび11Bは、屈折率整合材料を用いるプーリ・ベースのシステムの一実施形態を示す模式図である。具体的には、図11Aは、化学放射24が容器1102の頂部から入る容器1102の側面図を示し、図11Bは、化学放射24が容器1102の側部から導入される容器1102の正面図を示す。図11Aおよび11Bの実施形態では、液体屈折率整合材料20cが容器1102内に保持され、光ファイバ14が、プーリ・システム30a、30b(総称して30)を介して容器1102を通過する。プーリ・システムの目的は単に、ファイバを容器内に送ることができるようにファイバ軸の方向を変更することであることに留意されたい。当業者は理解するであろうが、異なる実施形態は、異なる数のプーリを採用することができる。別の実施形態では、プーリの代わりにロッドまたはクランプを使用することができる。図11Aおよび11Bの実施形態では、インターフェログラム生成機構1150が、容器1102の外部に配置される。したがって、光ファイバ14が容器1102を通過するとき、化学放射24によって生成されるインターフェログラムが、ファイバ上に格子を刻印する。
図12Aおよび12Bは、屈折率整合材料を用いるプーリ・ベースのシステムの別の実施形態を示す模式図である。図11Aおよび11Bの実施形態とは異なり、図12Aおよび12Bの実施形態は、容器1202内に位相マスク1240を位置させることによって容器1202に一体化される位相マスク1240を備え、それによって位相マスク1240が、刻印中の光ファイバ14に近づけられる。図11Aおよび11Bを参照してプーリ30を説明する範囲で、プーリ・システムのより詳しい議論はここでは省略する。位相マスク1240が沈められる実施形態では、上述のように、封止済み位相マスクを使用することが好ましい。この場合も、溝の上にカバー・プレートを接着することにより、あるいはプレートの表面の下に溝または他の屈折率変調を作成することにより、封止済み位相マスクを製造することができる。
図13Aおよび13Bは、屈折率整合材料を用いるプーリ・ベースのシステムのさらに別の実施形態を示す模式図である。図11A、11B、12A、および12Bの実施形態とは異なり、図13Aの実施形態は、容器壁の一部を形成する位相マスク1350を示す。位相マスク1350を容器1302に直接的に一体化することにより、図13Aの実施形態は、図8から10の実施形態と同様に機能する。図8から10を参照して刻印機構を説明した範囲で、および図11A、11B、12A、および12Bを参照してプーリ・システムを説明した範囲で、図13Aを参照してのこうした機構のより詳しい議論は省略する。
図13Bは、図13Aのシステムの側面図を示すが、化学線ビームが側部から導入される。理解できるように、図13Bの実施形態では、位相マスク1350が、頂部パネル上ではなく側壁に一体化されるべきである。
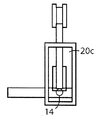
図14は、屈折率整合材料124が容器1402内の溝122の中に位置する、容器1402の一実施形態の断面図を示す模式図である。容器1402および屈折率整合材料124の屈折率を光ファイバ14の屈折率に整合させることにより、光ファイバ14と屈折率整合材料124との間の境界、および屈折率整合材料124と容器1402との間の境界での反射または屈折を賢明に低減または除去することができる。
図3から図16は干渉計を通過する化学線ビームを示すが、化学線ビームに振幅マスクを通過させることも可能であることにも留意されたい。そのようなマスクでは、ビームの空間変調を形成するために、化学線ビームがマスクの一定部分においてブロックされる。この空間変調は、位相マスクからのインターフェログラムが格子を刻印するのとちょうど同様に、ファイバ・コア(複数可)内の格子を刻印することができる。例えば、格子の周期が化学線ビーム波長と比べて非常に長い場合、振幅マスクを使用して、ファイバ・コア内の長周期格子を刻印することができる。したがって、化学放射の周期は1ミクロン未満でよく、長周期格子(LPG)の周期は100ミクロンよりも長くてよい。そのような場合、振幅マスクは格子刻印に対してより効果的であることがあるが、それでもなお、ファイバ内部の輝度変動を低減する本明細書で教示される方法は、LPGを刻印する以前の方法に対する改良となる。
ファイバのコア(複数可)で非一様な露光またはゆっくりと変動する露光が望まれることもある。例えば、そのようなゆっくりと変動する露光または非一様な露光を使用して、ブラッグ格子を平滑化(apodize)し、あるいは所与のコア内の光の伝播を修正することができる。この場合も、特にオフセット・コア、非常に大きいコア、ツイスト・コア、または一般には複数のコアがあるとき、ファイバ断面にわたって輝度変動を低減することがやはり有用となろう。
この点で、好ましくは屈折率整合材料が、結合された被覆とファイバの界面のひずみを最大の量だけ低減する屈折率を有するべきであることに留意することには価値がある。あるいは、屈折率整合材料は、空気によって取り囲まれているファイバによって引き起こされるひずみよりもなにがしか小さいひずみまで、ひずみ全体を低減すべきである。実際には、このことは、化学線ビームを表す光線が可能な限り平行に近くなることを意味し、同様に、ビームの輝度プロファイルがファイバ全体にわたって可能な限り一様となることを意味する。したがって、(ファイバの断面にわたる)輝度変動が、屈折率整合材料を用いない場合よりも低くなるべきである。あるいは、化学インターフェログラムの輝度コントラストの変動が、屈折率整合材料を用いない場合よりも低くなるべきである。
実際には、被覆の屈折率がファイバ・クラッディングとは異なる場合、被覆とクラッディングの2つの屈折率の平均に等しい屈折率を有する屈折率整合材料を選ぶことができる。あるいは、ファイバ・クラッディングの屈折率に等しい屈折率を有する屈折率整合材料を選ぶことができる。さらに別の代替実施形態では、被覆とクラッディングのどちらの方が厚いかに応じて、または2つのうちのどちらが化学線ビームのより大きい屈折を引き起こすかに応じて、2つのうちのどちらかに整合するように屈折率整合材料を選ぶことができる。
何らかの制御された量の液体屈折率整合材料が容器の後にファイバ上にとどまることが可能であることにも留意されたい。そのような場合、液体屈折率整合材料用に選択される材料に応じて、液体屈折率整合材料をファイバ被覆としてさらに硬化させることができる。液体屈折率整合材料がファイバ上に被覆されるときに液体屈折率整合材料が容器からゆっくりと枯渇するような容器では、容器内の屈折率整合材料を補充することが望ましい。
これらの実施形態のうちのいくつかでは、容器の前または後あるいはその両方でファイバを洗浄するプロセスを設けることが望ましいことがあるということに留意すべきである。ファイバが屈折率整合材料と共に容器から出る場合、例えば、溶媒を伴う一対の(または一連の)吸収パッドを使用して、この材料を洗浄することができる。他の実施形態では、屈折率整合材料を保持する容器とほぼ同様に、洗浄物質(例えば、溶媒など)の容器を介して光ファイバを引くことができ、場合によっては、超音波処理または熱処理を通じて光ファイバを引くことができる。
図3Aから図16の説明を念頭に置いて、図17、図18、および図19は、レンズ効果を改善するために屈折率整合材料が使用されるときの、光ファイバ内の化学線ビームの挙動を示す。具体的には、図17は、ファイバ半径Rfiberを有する光ファイバと、横方向位置(Roffset,θ)に位置するコア半径Rcを有するオフセット・コアの断面を示す図である。ファイバの屈折率(nf)および周囲の屈折率整合材料の屈折率(nsまたはnsurround)も示されている。上記で説明したように、本明細書で開示される格子刻印方法は、ファイバが従来の方法を用いて書き込まれた場合よりも、コアの横方向位置に応じたその輝度の変動が少ない、長いファイバ格子の製造を可能にする。横方向位置は、図17に示されるように、半径Roffsetおよびファイバ・コアの方位角θによって決定される。
一実施形態では、ツイスト・マルチコア・ファイバでの格子刻印を考慮する。ツイスト・マルチコア・ファイバは、ファイバの中心から偏位(offset)する少なくとも1つのコアを有し、ファイバが引き出されるときにファイバが撚られ、その結果、このオフセット・コア(複数可)が、ファイバ軸に沿った螺旋状の軌跡をたどり、したがって1つのツイスト周期ですべての方位角θにわたって移動すると共に、固定の半径方向位置Roffsetが維持される。紫外線(UV)側部露光を使用してそのようなファイバに格子が刻印されるとき、コアは、露光ウィンドウ内のある範囲の方位角にわたって移動し、したがってファイバ内のUV輝度の変動のために、ある範囲のUV露光線量を受ける。格子強度はUV線量に依存するので、書込みビーム(複数可)輝度がファイバの長さに沿って一様であるときであっても、そのようなツイスト・マルチコア・ファイバ格子は、ファイバ軸に沿って様々な強度を有する。しかし、上記で開示したように、屈折率整合材料がファイバの周りに配置されるとき、輝度(またはUV線量)変動が低減し、格子強度変動も低減し、ファイバの軸に沿ってのファイバ格子強度が一段と均一となる。以下では、コア表面でのレンズ効果から生じる格子強度の変動を推定する。この推定を基準線として取ると、次いで、以下で計算するものよりも低い格子強度変動で、開示される実施形態が常に格子を生成することが理解される。
ファイバ内の強度変動の計算を理解するために、光線追跡を使用して円筒形ファイバ表面でのレンズ効果を示す図18を参照する。化学線ビームは図18の左側から入射し、ファイバ軸に垂直に入射する。その地点では、光線の密度は光の輝度に比例する。輝度は、ファイバの外側で一様であり、ファイバ幾何形状の結果として生じるレンズ効果のために、ビームがファイバ内に伝播するにつれてますます強くなる。図18に示されるように、ファイバの断面が、Rmax(化学放射を受けるファイバの中心からの最大半径)およびRfiber(ファイバの半径)によって画定される2つの半径方向領域に分割される。コアがRoffset>Rmaxを有し、且つ、右上または右下領域にコアを配置する方位角にコアが位置する場合、コアは1次入力ビームによって照射されず、1次入力ビームおよび他の迷光の反射によって照射されるだけである。そのようなコアにおいては、方位角に応じた最小輝度は0またはほぼ0になる。Roffset<Rmaxでは、最小および最大輝度はビーム軸上で生じ、すなわち、コア位置1(θ=180°)で最大輝度、およびコア位置2(θ=0°)で最小輝度となる。図が見やすいように、ファイバを越える光線経路は図示していない。
こうした説明を念頭に置いて、次に、ファイバ界面でのレンズ効果から生じる最小および最大輝度を推定する。本発明者らの推定では、垂直入射を仮定し、輝度を推定するために光線追跡を使用する。最小および最大輝度は、図18に示されるように、コアがビーム軸上にあるときに生じるので、近軸または薄型レンズの式を使用することができる。次いで、正規化パラメータを使用して、最小輝度と最大輝度(またはUV線量)の比を表すことができる。
上式で、ρ=Roffset/Rfiber、η=nfiber/nsurroundであり、Roffsetはコア中心のオフセットであり、nsurroundは、ファイバを取り囲む材料(例えば、空気または屈折率整合材料)の屈折率である。nsurround≦nfiberを仮定することに留意されたい。nsurround>nfiberでは、最小位置と最大位置が逆転する。
図18に示されるように、式1は、限界半径ρmax=1/ηまで有効である。コアがこの半径よりもさらに偏位するとき、図18に示されるファイバの右上半分または右下半分までコアが回転するときに最小輝度が生じる。レンズ効果により、化学放射がこれらの領域に到達することが防げられるので、これらの領域では、輝度は0に低下し、得られる格子強度も同様である。
これらの2つの領域を一緒に取り挙げる場合、ファイバ半径に対して正規化されたコア・オフセットの関数としてファイバ内の最小−最大輝度の比をプロットすることができる。この場合も、ファイバ軸の周りで測定したオフセット・コアの方位角θの関数として最小値および最大値を計算することに留意されたい。ツイスト・ファイバでは、θは、1つの格子内で0から360度までのすべての値を取ることができ、したがって最小値から最大まで変化する格子強度を示す。正規化されたコア・オフセットの関数としての最小−最大光線輝度の比のプロットが、図19に示されている。図19のプロット中の線は、空気によって取り囲まれるシリカ・ファイバ内に書き込まれたすべての従来型格子が位置する場所を示す。屈折率整合材料によって取り囲まれるファイバで刻印された格子は、単一直線により近い場所、すなわち図19に示される線の上方に位置する。単一直線での格子は、方位角の関数として格子強度の変動を示さず、または同等には、ツイスト・ファイバでは、ファイバ長に沿って格子強度の変動を示さない。
特に興味深いケースは、ρmax=1/ηを超えるコアを有するファイバに関係する。従来型格子(空気によって取り囲まれるファイバでの刻印)では、方位角の向きが図18のファイバの右手上方および下方の領域内にコアを置く場合、そのようなコアは線量を受けず、したがって格子がない。しかし、屈折率整合材料を使用すると、書込みビームに対するそのようなコアの向きに関わらず、そのようなコアに格子を書き込むことが可能である。したがって、例えば、従来の方法を使用してツイスト・ファイバに長い格子を書き込むと、強度が0または0近くになる格子の領域が必然的に存在することになる。一方、屈折率整合材料は、0または0近くの強度のどんな領域も伴わずにツイスト・マルチコア・ファイバでの刻印を可能にする。
図19は、ファイバ表面でのレンズ効果から生じる格子強度変動のみを指すことにも留意されたい。例えばあるコアを別のコアの影で覆うことによる、別の変動は、この変動には含まれない。そのような特徴は通常、ツイスト周期よりも小さいので、それらの平均を取り、主にファイバ表面でのレンズ効果を反映する平滑化格子強度を得ることができる。ツイスト・ファイバの場合、通常は、ツイスト周期の1/10の長さにわたる移動平均の適用により、そのような特徴が十分に平滑化され、図18と同様にレンズ効果によって主に決定される格子強度変動が得られる。例として、ファイバの一実施形態は、20センチメートル(cm)よりも長い格子を備え、光ファイバの半径の約40%を超えて光ファイバの中心から偏位するオフセット・コアを有し、1ツイスト周期にわたって3デシベル(dB)未満の格子強度変動を有する。
いくつかの他の点は注目に値する。第1に、従来の方法は、図19の線の上方にある短い格子を生成することができるが、従来の方法は、図19の線の上方にある長い格子を生成することはできない。そのような格子は、屈折率整合材料の中および外へのファイバの移動を必要とし、すべての従来の手法で、屈折率整合材料を除去または劣化させるプロセスである。したがって、本明細書で開示される格子に関する典型的な長さは1cmよりも長いものとなり、格子は15cm、1m、またはさらに長い尺度に達する。
第2に、本発明者らの例は、ツイスト・マルチコア・ファイバ格子で生じる変動を考慮するが、ファイバがマルチコアではない場合、またはツイスト型ではない場合であっても、開示される方法は、ファイバの中心から偏位した領域に書き込まれる格子の強度の変動をやはり低減することは明らかであろう。したがって、例えば、いくつかの格子が、図17に示されるようなオフセット・コアを有する非ツイスト・ファイバの連続する長さに亘って書き込まれ、これらのファイバがファイバ軸の周りにランダムに配向される場合、低減された強度変動が、ある格子から別の格子への低減された強度変動の形でやはり観測される。
第3に、図19は非常に小さいコア直径を仮定する。大きいコア直径では、曲線、具体的にはρmaxでの急激な低下が平滑化される。
第4に、格子強度が、格子の屈折率変調として定義される。多くの場合、化学線ビーム(UVなど)によって誘発される屈折率変調が、所与の露光時間にわたって平均された線量、または等価的には化学線ビーム輝度、に線形に依存することは事実である。したがって、図19のプロットは、屈折率変化または格子強度の良好な推定となる。
第5に、他の効果などを含むように本発明者らの近似計算を拡張することができる。他の効果として、例えば位相マスクを出て行く2つのビームからの非垂直化学線ビーム入射、あるいは有限要素法または他の方法を使用する完全な電場計算、あるいはファイバ表面およびコアでの反射/屈折、さらには非円形横方向プロファイルを有するファイバなどを含むように本発明者らの近似計算を拡張することができる。そのような変更により、図19の曲線が修正される。しかし、曲線は同様のものとなり、屈折率整合方法の結果、1により近い変動(ファイバ長に沿ったより高い一様性)を有する格子が得られる。
より一般には、これらのケースのすべてについて、ファイバが空気によって取り囲まれること、および化学線ビームが単一の方位角の向きから入射することという仮定の下で横方向位置の関数として格子強度の変動を計算することができる。次いで、開示される格子は、空気で取り囲まれるファイバからの強度変動よりも小さい強度変動を有し、同様に、屈折率整合材料を使用する格子が、空気で取り囲まれるファイバからの格子よりも1に近い最小−最大強度の比を有する。
格子が側部露光で単一の方位角の向きで書き込まれると言うとき、位相マスク、干渉計、振幅マスク、および直接書込み方法を含む従来の側部露光技法を指している。
最後に、図19のプロットは単一の界面を仮定して計算されるが、ファイバが、マルチコア領域内のコアを取り囲むクラッディング材料とは異なる屈折率を有する被覆または他の同心ガラス層を有することも可能である。この場合、図19の曲線の計算は、同心被覆層(複数可)および他のガラス層間の各界面での屈折を考慮に入れなければならない。この場合、単純な式ρmax=1/ηが、屈折率の違いのすべてを考慮に入れる式に置き換えられる。それでも、図19と同様に、露光なしを示す領域がやはり存在することがある。屈折率整合材料の使用により、この領域の範囲をやはり緩和することができる。
例示的実施形態を図示および説明したが、記載の開示に対するいくつかの変更、修正、または改変を行えることは当業者には明らかであろう。例えば、位相マスクが干渉計の特定の実施形態として示されるが、容器に一体化することのできる他の干渉生成機構も干渉計という用語の中で企図されていることを理解されたい。加えて、例えば直接書込みシステム、振幅マスク・システム、超短パルス・レーザを使用することにより、様々な機構によって格子刻印を達成できることを理解されたい。すなわち、様々な実施形態で現れる位相マスクを振幅マスクで置き換えることができる。さらに、屈折率整合材料について水などの液体が開示されるが、屈折率整合材料を水、さらには液体に限定する必要はなく、ゲルまたは他の固体を含むことができることを理解されたい。したがって、材料が2つの媒質の境界で屈折を十分に低減する限り、屈折率整合材料について任意の材料を使用できることを理解されたい。さらに、液体屈折率整合材料は、ファイバの表面をぬらす材料でよく、その材料は、ファイバの表面中の欠陥がある場合にそれを取り囲むのに有用であることがある。あるいは、液体屈折率整合材料は、表面を全くぬらさない材料でよく、それによって、光ファイバの表面上に屈折率整合材料を残すことなく、屈折率整合材料を通じてファイバを引き寄せることが可能となる。加えて、UV放射が化学放射の一形態として列挙されるが、材料に応じて、化学放射は、材料の変化を引き起こす任意のタイプの放射でよいことを理解されたい。したがって、材料に応じて、化学放射は赤外線光、さらには可視光を包含することができる。したがって、すべてのそのような変更、修正、および改変は、本開示の範囲内にあるものとみなされるべきである。