JP2014185805A - 伝熱管用施栓プラグ - Google Patents
伝熱管用施栓プラグ Download PDFInfo
- Publication number
- JP2014185805A JP2014185805A JP2013060435A JP2013060435A JP2014185805A JP 2014185805 A JP2014185805 A JP 2014185805A JP 2013060435 A JP2013060435 A JP 2013060435A JP 2013060435 A JP2013060435 A JP 2013060435A JP 2014185805 A JP2014185805 A JP 2014185805A
- Authority
- JP
- Japan
- Prior art keywords
- plug
- heat transfer
- transfer tube
- cylindrical body
- end side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000013459 approach Methods 0.000 claims 1
- 238000005260 corrosion Methods 0.000 abstract description 16
- 230000007797 corrosion Effects 0.000 abstract description 16
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 35
- 239000000498 cooling water Substances 0.000 description 24
- 238000005336 cracking Methods 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 8
- 238000000034 method Methods 0.000 description 8
- 238000005520 cutting process Methods 0.000 description 7
- 230000002285 radioactive effect Effects 0.000 description 4
- 238000005482 strain hardening Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 229910001026 inconel Inorganic materials 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000003779 heat-resistant material Substances 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 238000004881 precipitation hardening Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images







Landscapes
- Pipe Accessories (AREA)
Abstract
【課題】応力腐食割れの発生を抑制すること。
【解決手段】蒸気発生器における管板4に挿入固定された伝熱管5の開口部を施栓して塞ぐための伝熱管用施栓プラグ20であって、伝熱管5に挿入可能な外径に形成された筒状体21aをなし、伝熱管5に挿入される先端側となる筒状体21aの一端が閉塞し筒状体21aの他端が開放して形成され、かつ筒状体21aの内径が一端側から他端側に向けて大きく形成されたプラグ本体21と、プラグ本体21における筒状体21aの内部に挿入可能に形成される棒状体22aをなし、筒状体21aに挿入される先端側が筒状体21aの一端側に近づく内径よりも外径が大きく形成されて、筒状体21aに挿入された場合に筒状体21aの外径を拡張する拡張部材22と、を備える。
【選択図】図6
【解決手段】蒸気発生器における管板4に挿入固定された伝熱管5の開口部を施栓して塞ぐための伝熱管用施栓プラグ20であって、伝熱管5に挿入可能な外径に形成された筒状体21aをなし、伝熱管5に挿入される先端側となる筒状体21aの一端が閉塞し筒状体21aの他端が開放して形成され、かつ筒状体21aの内径が一端側から他端側に向けて大きく形成されたプラグ本体21と、プラグ本体21における筒状体21aの内部に挿入可能に形成される棒状体22aをなし、筒状体21aに挿入される先端側が筒状体21aの一端側に近づく内径よりも外径が大きく形成されて、筒状体21aに挿入された場合に筒状体21aの外径を拡張する拡張部材22と、を備える。
【選択図】図6
Description
本発明は、伝熱管の補修として当該伝熱管を施栓して塞ぐための伝熱管用施栓プラグ、および前記伝熱管用施栓プラグを伝熱管に装着するための伝熱管用施栓プラグ取付装置、ならびに前記伝熱管用施栓プラグを伝熱管に装着して当該伝熱管を施栓するための伝熱管施栓方法に関するものである。
例えば、加圧水型原子炉(PWR:Pressurized Water Reactor)に用いられる蒸気発生器は、その内部に収容されたU字形の伝熱管の側壁が、許容限界を越えて劣化した場合、一次側から放射性の水が漏出して二次側の非放射性の水に混入するおそれがある。このため、劣化または劣化の可能性のある伝熱管の端部を塞ぐことで、上記混入のおそれを防ぐことが知られている。
従来、例えば、特許文献1に記載の施栓プラグ(管端栓)は、閉端および開端を有する円筒形のプラグ本体(殻)と、円錐形外面を有しプラグ本体内に滑動可能に設けられた拡張部材とを備えている。プラグ本体は、インコネル(登録商標)により形成され、内部が円錐形であって小さい方の内径部が開端に近く、大きい方の内径部が閉端に近く形成されている。拡張部材は、ステンレス鋼により形成され、プラグ本体内に捕捉されており、小さい方の端がプラグ本体の開端の近くに設けられて、開端に向かって動かされたときプラグ本体を拡張する。
上記特許文献1に記載の施栓プラグにあっては、プラグ本体の内部が円錐形であって小さい方の内径部が開端に近く、大きい方の内径部が閉端に近く形成され、その内部に拡張部材が配置されている。この施栓プラグを製造する場合、例えば、プラグ本体の内径部を拡張部材が挿入されるように一定の内径に機械加工し、開端側の外径を閉端側の外径から徐々に大きくなるように厚さを厚くなるように機械加工した後、拡張部材をプラグ本体に挿入して、開端側と閉端側とが同径となるようにプラグ本体の開端側を絞り加工するなど塑性変形を伴う操作が必要である。また、この施栓プラグを蒸気発生器の伝熱管に取り付ける場合、プラグ本体を伝熱管に挿入した状態で拡張部材をプラグ本体の開端側に移動させ、プラグ本体を塑性変形させて拡張させる。このように、特許文献1に記載の施栓プラグは、プラグ本体が成形時および取り付け時に塑性変形される。
上記の塑性変形は、冷間加工であり、温度変化を伴わないため加工精度が高く、加工硬化により強度が上がる利点がある。しかし、その反面、冷間加工は、材料内に塑性変形による残留応力が蓄積されること、および応力腐食割れ感受性が増大する欠点がある。このため、プラグ本体に傷などがある場合、応力腐食割れの進展が生じる可能性がある。特に、施栓プラグの内面側は、空洞化された形態で伝熱管に取り付けられているため、蒸気発生器における一次系の環境化にあることから、応力腐食割れの進展が生じ易い傾向となる。
本発明は、上述した課題を解決するものであり、応力腐食割れの発生を抑制することのできる伝熱管用施栓プラグを提供することを目的とする。
上述の目的を達成するために、第1の発明の伝熱管用施栓プラグは、蒸気発生器における管板に挿入固定された伝熱管の開口部を施栓して塞ぐための伝熱管用施栓プラグであって、前記伝熱管に挿入可能な外径に形成された筒状体をなし、前記伝熱管に挿入される先端側となる前記筒状体の一端が閉塞し前記筒状体の他端が開放して形成され、かつ前記筒状体の内径が一端側から他端側に向けて大きく形成されたプラグ本体と、前記プラグ本体における前記筒状体の内部に挿入可能に形成される棒状体をなし、前記筒状体に挿入される先端側が前記筒状体の一端側に近づく内径よりも外径が大きく形成されて、前記筒状体に挿入された場合に前記筒状体の外径を拡張する拡張部材と、を備えることを特徴とする。
この伝熱管用施栓プラグによれば、プラグ本体の筒状体の内径を閉塞された一端側から開放された他端側に向けて大きく形成している。このため、プラグ本体の製造時に筒状体の内面を切削により加工することが可能であり、従来のような塑性変形させる冷間加工を用いることがない。そして、プラグ本体の筒状体が塑性変形するのは、拡張部材の棒状体を筒状体に圧入したときのみである。この結果、応力腐食割れの要因となる塑性変形をプラグ本体に対して多重に生じさせることがないため、プラグ本体の応力腐食割れ感受性を下げ、応力腐食割れの発生を抑制することができる。
また、第2の発明の伝熱管用施栓プラグは、第1の発明において、前記プラグ本体は、前記筒状体の内面に、一端側から他端側に向けて内径が大きくなるように傾斜する内テーパ部を有して形成され、前記拡張部材は、前記棒状体の基端側が前記筒状体の他端側の内径よりも外径が大きく形成され、かつ当該棒状体の外面に、先端側から基端側に向けて外径が大きくなるように傾斜する外テーパ部を有して形成されていることを特徴とする。
この伝熱管用施栓プラグによれば、棒状体を筒状体に圧入した場合に棒状体の外テーパ部を筒状体の内テーパ部に密着させることができる。このため、筒状体を一端側から後端側にかけて外形を拡張することができ、筒状体の外面を伝熱管の内面に適宜接触させ、伝熱管からのプラグ本体の脱落を防止することができる。しかも、棒状体の外テーパ部を筒状体の内テーパ部に密着させることで、筒状体の内部が閉塞されるため、塑性変形した部分が蒸気発生器内の一次冷却水に接触することがなく、塑性変形した部分が一次冷却水により影響を受ける事態を防ぐことができる。
また、第3の発明の伝熱管用施栓プラグは、第1または第2の発明において、前記拡張部材は、前記棒状体の外面に、先端側から基端側にかけて外側に突出する螺旋状の突条が形成されていることを特徴とする。
この伝熱管用施栓プラグによれば、拡張部材は、螺旋状の突条に沿って回転しながら圧入されるため、筒状体を周方向で均等に拡張させることができ、筒状体の外面を伝熱管の内面に適宜接触させ、伝熱管からのプラグ本体の脱落を防止することができる。しかも、拡張部材をプラグ本体に圧入した後は、螺旋状の突条が筒状体の内面に食い込むため拡張部材がプラグ本体から脱落する事態を防止し、伝熱管からのプラグ本体の脱落を防止することができる。
また、第4の発明の伝熱管用施栓プラグは、第1〜第3のいずれか一つの発明において、前記プラグ本体は、前記筒状体の他端の外周に、前記伝熱管の外径よりも大きく張り出して形成されたフランジ部を有することを特徴とする。
この伝熱管用施栓プラグによれば、フランジ部が伝熱管の開口部および管板の面に当接されるため、拡張部材の棒状体をプラグ本体の筒状体内に圧入する際にプラグ本体が伝熱管の奥に入り込む事態を防ぎ、プラグ本体を位置決めすることができる。
また、第5の発明の伝熱管用施栓プラグは、第4の発明において、前記プラグ本体は、前記フランジ部の前記筒状体側に向く面に、前記伝熱管の内径以下であって前記伝熱管の外径以上の幅を有する溝が形成されていることを特徴とする。
この伝熱管用施栓プラグによれば、フランジ部が伝熱管の開口部および管板の面に当接する際、溝により伝熱管の端部へのフランジ部の当接を避ける。このため、拡張部材の棒状体をプラグ本体の筒状体内に圧入する際に伝熱管に押圧力が掛かる事態を防ぎ、伝熱管への影響を抑制することができる。
また、第6の発明の伝熱管用施栓プラグは、第1〜第5のいずれか一つの発明において、前記拡張部材は、前記棒状体の基端に、前記伝熱管の外径よりも大きく張り出した係止部を有することを特徴とする。
この伝熱管用施栓プラグによれば、拡張部材は、係止部がプラグ本体のフランジ部に当接して止まるまで圧入される。このため、拡張部材の棒状体がプラグ本体の筒状体に圧入されて筒状体の拡張が確実に行われていることを確認することができる。
また、第7の発明の伝熱管用施栓プラグは、第6の発明において、前記拡張部材は、前記係止部に嵌合部が形成されていることを特徴とする。
この伝熱管用施栓プラグによれば、係止部に嵌合部を形成することで、嵌合部により取り付けた工具などにより拡張部材をプラグ本体から引き抜くことでプラグ本体を伝熱管から取り外すことができる。
また、第8の発明の伝熱管用施栓プラグは、第1〜第7のいずれか一つの発明において、前記プラグ本体は、前記筒状体の外面に、一端側から他端側にかけて凹凸部が形成されていることを特徴とする。
この伝熱管用施栓プラグによれば、棒状体を筒状体に圧入した場合に、棒状体により筒状体が外側に押し広げられて拡張されて伝熱管の内面に押し付けられ、伝熱管を介した管板の弾性力により凹凸部の凸部が押し潰される。このため、プラグ本体の筒状体の外面を伝熱管の内面に対してより密着させることができ、伝熱管の開口部の施栓をより確実に行うことができる。
本発明によれば、応力腐食割れの発生を抑制することができる。
以下に、本発明に係る実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの発明が限定されるものではない。また、下記実施形態における構成要素には、当業者が置換可能かつ容易なもの、あるいは実質的に同一のものが含まれる。
図1は、本実施形態に係る蒸気発生器の側断面概略図である。蒸気発生器1は、例えば、加圧水型原子炉(PWR:Pressurized Water Reactor)に用いられる。加圧水型原子炉は、原子炉冷却材および中性子減速材として軽水を使用している。加圧水型原子炉は、軽水を炉心全体にわたって沸騰しない高温高圧水としての一次冷却水を蒸気発生器1に送る。蒸気発生器1では、高温高圧の一次冷却水の熱を二次冷却水に伝え、二次冷却水に水蒸気を発生させる。そして、この水蒸気によりタービン発電機が回されて発電する。
蒸気発生器1は、上下方向に延在され、かつ密閉された中空円筒形状を成し、上半部に対して下半部が若干小径とされた胴部2を有している。胴部2は、その下半部内に、該胴部2の内壁面と所定間隔をもって配置された円筒形状を成す管群外筒3が設けられている。この管群外筒3は、その下端部が、胴部2の下半部内の下方に配置された管板4近傍まで延設されている。管群外筒3内には、伝熱管群5Aが設けられている。伝熱管群5Aは、逆U字形状をなす複数の伝熱管5から成る。各伝熱管5は、U字形状の円弧部を上方に向けて配置され、下端部が管板4の管穴4aに挿通固定されているとともに、中間部が複数の管支持板6を介して管群外筒3に支持されている。管支持板6は、多数の伝熱管挿通穴(図示せず)が形成されており、この伝熱管挿通穴に各伝熱管5が挿通されることで各伝熱管5を支持する。
胴部2は、その下端部に水室7が設けられている。水室7は、内部が隔壁8により入室7Aと出室7Bとに区画されている。入室7Aは、各伝熱管5の一端部が連通され、出室7Bは、各伝熱管5の他端部が連通されている。また、入室7Aは、胴部2の外部に通じる入口ノズル7Aaが形成され、出室7Bは、胴部2の外部に通じる出口ノズル7Baが形成されている。そして、入口ノズル7Aaは、加圧水型原子炉から一次冷却水が送られる冷却水配管(図示せず)が連結され、出口ノズル7Baは、熱交換された後の一次冷却水を加圧水型原子炉に送る冷却水配管(図示せず)が連結される。
胴部2は、その上半部内に、給水を蒸気と熱水とに分離する気水分離器9、および分離された蒸気の湿分を除去して乾き蒸気に近い状態とする湿分分離器10が設けられている。気水分離器9と伝熱管群5Aとの間には、外部から胴部2内に二次冷却水の給水を行う給水管11が挿入されている。さらに、胴部2は、その上端部に、蒸気排出口12が形成されている。また、胴部2は、その下半部内に、給水管11からこの胴部2内に給水された二次冷却水を、胴部2と管群外筒3との間を流下させて管板4にて折り返させ、伝熱管群5Aに沿って上昇させる給水路13が形成されている。なお、蒸気排出口12は、タービンに蒸気を送る冷却水配管(図示せず)が連結され、給水管11は、タービンで使用された蒸気が復水器(図示せず)で冷却された二次冷却水を供給するための冷却水配管(図示せず)が連結される。
このような蒸気発生器1では、加圧水型原子炉で加熱された一次冷却水は、入室7Aに送られ、多数の伝熱管5内を通って循環して出室7Bに至る。一方、復水器で冷却された二次冷却水は、給水管11に送られ、胴部2内の給水路13を通って伝熱管群5Aに沿って上昇する。このとき、胴部2内で、高温高圧の一次冷却水と二次冷却水との間で熱交換が行われる。そして、冷やされた一次冷却水は出室7Bから加圧水型原子炉に戻される。一方、高温高圧の一次冷却水と熱交換を行った二次冷却水は、胴部2内を上昇し、気水分離器9で蒸気と熱水とに分離される。そして、分離された蒸気は、湿分分離器10で湿分が除去されてからタービンに送られる。
上述した蒸気発生器1は、その内部に収容された伝熱管5の側壁が許容限界を越えて劣化した場合、一次側から放射性の水が漏出して二次側の非放射性の水に混入するおそれがある。このため、劣化または劣化の可能性のある伝熱管5の端部を塞ぐことで、上記混入のおそれを防ぐ。また、上述した蒸気発生器1を交換し、使用済みの蒸気発生器1を保管または解体する場合、伝熱管5の端部を塞ぐことで、保管中や解体中の伝熱管5からの放射線の漏洩のおそれを防ぐ。このような、伝熱管5の端部を塞ぐための伝熱管用施栓プラグについて以下に説明する。
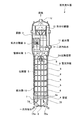
図2は、本実施形態に係る伝熱管用施栓プラグの側断面図、図3および図4は、本実施形態に係る伝熱管用施栓プラグの拡張部材の断面図、図5および図6は、本発明の実施形態に係る伝熱管用施栓プラグの取り付け手順を示す側断面図である。
図2に示すように、伝熱管用施栓プラグ20は、プラグ本体21と、拡張部材22とを有している。
プラグ本体21は、図2に示すように、管板4の水室7側にて開口して設けられた伝熱管5に対して挿入可能なように、伝熱管5の内径よりも小さい外径で形成された筒状体21aをなす(図5参照)。また、プラグ本体21は、伝熱管5に挿入される先端側である筒状体21aの一端が閉塞して形成され、筒状体21aの他端が開放して形成されている。すなわち、プラグ本体21は、筒状体21aが、他端側が開口され一端側が閉塞された穴部を有する。このプラグ本体21は、筒状体21aの穴部の内径が、一端側から他端側に向けて大きく形成されている。このため、プラグ本体21は、筒状体21aの穴部の内面に、一端側から他端側に向けて大きくなるように傾斜する内テーパ部21bを有して形成されている。
また、プラグ本体21は、図2に示すように、筒状体21aの外面が、一端側から他端側にかけて均一の外径に形成され、この外面に、周方向に連続するとともに長手方向に複数並設された凹凸部21cを有している。凹凸部21cは、凸部の外面が筒状体21aの外面と同径とされている。また、プラグ本体21は、筒状体21aの他端の外周に、挿入する伝熱管5の外径よりも外側に大きく張り出して形成されたフランジ部21dを有している(図5および図6参照)。フランジ部21dは、伝熱管5の開口部に向く内側面、およびその反対側となる外側面が平坦に形成されている。
このように構成されたプラグ本体21は、使用中の蒸気発生器1において用いることができるように、超耐熱性材料(例えば、インコネル(登録商標)TT690合金またはMA690合金)によって形成されている。
拡張部材22は、図2に示すように、プラグ本体21における筒状体21aの内部に挿入可能に形成される棒状体22aをなす(図6参照)。この棒状体22aは、筒状体21aに挿入される先端側が筒状体21aの他端の開口部の内径よりも小さい外径に形成され、かつ先端側が筒状体21aの途中から一端側に近づく内径よりも外径が大きく形成されている。また、棒状体22aは、基端側が筒状体21aの他端の開口部の内径よりも大きい外形に形成されている。また、棒状体22aの先端の外径は、筒状体21aの凹凸部21cが形成されている位置での筒状体21aの内径よりも大きく形成されている。このため、拡張部材22は、棒状体22aの外面に、先端側から基端側に向けて大きくなるように傾斜する外テーパ部22bを有して形成されている。すなわち、拡張部材22の棒状体22aは、プラグ本体21の筒状体21aに挿入された場合に筒状体21aを内側から押し広げて筒状体21aの外径を拡張するものである(図6参照)。なお、筒状体21aの内テーパ部21bの傾斜角度θ1よりも棒状体22aの外テーパ部22bの傾斜角度θ2が小さく形成されている。
また、拡張部材22は、図2に示すように、棒状体22aの外面に、先端側から基端側にかけて外側に突出して棒状体22aの長手方向に螺旋状に延在する突条22cが形成されている。この突条22cは、図3および図4に示すように、棒状体22aの外面が突条22cの間で切削されて棒状体22aの外側に突出形成されている。図3では、突条22cの間が平坦に切削された例を示し、図4では、突条22cの間が凹曲に切削された例を示す。また、図3および図4では、突条22cの頂部が尖った状態として示しているが、突条22cの頂部は平坦状または円弧状に形成されていてもよい。なお、突条22cを有する場合、上述した外テーパ部22bは、突条22cの頂部を基に形成される。
また、拡張部材22は、図2に示すように、棒状体22aの基端に、伝熱管5の外径よりも外側に大きく張り出した係止部22dを有する(図6参照)。この係止部22dは、伝熱管5の開口部に向く内側面が平坦に形成されている。そして、拡張部材22をプラグ本体21の筒状体21a内に挿入した場合、係止部22dの平坦な内側面が、プラグ本体21のフランジ部21dの平坦な外側面に対面する(図6参照)。
このように構成された拡張部材22は、使用中の蒸気発生器1において用いることができるように、高強度の耐食性材料(例えば、析出硬化型ステンレス鋼)によって形成されている。
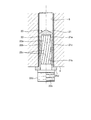
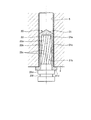
このような伝熱管用施栓プラグ20は、図5に示すように、まず、プラグ本体21を伝熱管5に挿入し、フランジ部21dを伝熱管5の開口部および管板4の水室7側の面に当接させた状態で支持する。プラグ本体21を支持する方法は、図には明示しないが、例えば、フランジ部21dを管板4側に押し付ける機構などを適宜用いる。その後、図6に示すように拡張部材22の棒状体22aをプラグ本体21の筒状体21aの内部に圧入する。拡張部材22をプラグ本体21に圧入する方法は、図には明示しないが、例えば、係止部22dをプラグ本体21側に押圧する油圧機構などを適宜用いる。そして、拡張部材22の棒状体22aをプラグ本体21の筒状体21aの内部に圧入することで、棒状体22aの外径と筒状体21aの内径との関係において、棒状体22aにより筒状体21aが外側に押し広げられて筒状体21aの外形が拡張される。このため、筒状体21aの外面が伝熱管5の内面に押し付けられ、伝熱管5を介した管板4の弾性力により凹凸部21cの凸部が押し潰され、プラグ本体21によって伝熱管5の開口部が施栓されて閉塞される。しかも、プラグ本体21の筒状体21aは、拡張部材22の棒状体22aにより閉塞される。
このように、本実施形態の伝熱管用施栓プラグ20は、蒸気発生器1における管板4に挿入固定された伝熱管5の開口部を施栓して塞ぐための伝熱管用施栓プラグ20であって、伝熱管5に挿入可能な外径に形成された筒状体21aをなし、伝熱管5に挿入される先端側となる筒状体21aの一端が閉塞し筒状体21aの他端が開放して形成され、かつ筒状体21aの内径が一端側から他端側に向けて大きく形成されたプラグ本体21と、プラグ本体21における筒状体21aの内部に挿入可能に形成される棒状体22aをなし、筒状体21aに挿入される先端側が筒状体21aの一端側に近づく内径よりも外径が大きく形成されて、筒状体21aに挿入された場合に筒状体21aの外形を拡張する拡張部材22と、を備える。
この伝熱管用施栓プラグ20によれば、プラグ本体21の筒状体21aの内径を閉塞された一端側から開放された他端側に向けて大きく形成している。このため、プラグ本体21の製造時に筒状体21aの内面を切削により加工することが可能であり、従来のような塑性変形させる冷間加工を用いることがない。そして、プラグ本体21の筒状体21aが塑性変形するのは、拡張部材22の棒状体22aを筒状体21aに圧入したときのみである。この結果、応力腐食割れの要因となる塑性変形をプラグ本体21に対して多重に生じさせることがないため、プラグ本体21の応力腐食割れ感受性を下げ、応力腐食割れの発生を抑制することができる。
ここで、図7に本実施形態に係る伝熱管用施栓プラグの製造工程を示す。図7に示すように、本実施形態の伝熱管用施栓プラグ20は、図7(a)に示す柱状部材に、図7(b)に示すように、筒状体21aの内面(内テーパ部21b)となる穴を切削により加工する。その後、図7(c)に示すように、凹凸部21cおよびフランジ部21dを切削により加工する。一方、従来の伝熱管用施栓プラグは(例えば、特許文献1参照)、図には明示しないが、例えば、柱状部材に、内径が均一の穴を切削により加工し、かつ閉塞された一端側よりも開放された他端側の外径(厚さ)が大きくなるように切削により加工する。その後、加工された穴内に拡張部材を入れる。その後、穴の開放側の内径を狭めるように閉塞された他端側を内側に絞って塑性変形させる。その後、プラグ本体の外形および内形の一部を切削により加工する。この従来の伝熱管用施栓プラグは、拡張部材をプラグ本体の開放側に引くことでプラグ本体を拡張させるもので、このときにプラグ本体は塑性変形する。このように、本実施形態の伝熱管用施栓プラグ20は、製造時に塑性変形を生じさせず、従来の伝熱管用施栓プラグは、製造時に塑性変形を生じさせている。このため、本実施形態の伝熱管用施栓プラグ20は、従来の伝熱管用施栓プラグに比較して応力腐食割れの要因となる塑性変形をプラグ本体21に対して多重に生じさせることがないため、プラグ本体21の応力腐食割れ感受性を下げ、応力腐食割れの発生を抑制することができるものである。
また、本実施形態の伝熱管用施栓プラグ20では、プラグ本体21は、筒状体21aの内面に、一端側から他端側に向けて内径が大きくなるように傾斜する内テーパ部21bを有して形成され、拡張部材22は、棒状体22aの外面に、先端側から基端側に向けて外径が大きく形成され、かつ棒状体22aの外面に、先端側から基端側に向けて外径が大きくなるように傾斜する外テーパ部22bを有して形成されていることが好ましい。
この伝熱管用施栓プラグ20によれば、棒状体22aを筒状体21aに圧入した場合に棒状体22aの外テーパ部22bを筒状体21aの内テーパ部21bに密着させることができる。このため、筒状体21aを一端側から後端側にかけて外形を拡張することができ、筒状体21aの外面を伝熱管5の内面に適宜接触させ、伝熱管5からのプラグ本体21の脱落を防止することができる。しかも、棒状体22aの外テーパ部22bを筒状体21aの内テーパ部21bに密着させることで、筒状体21aの内部が閉塞されるため、塑性変形した部分が蒸気発生器1内の一次冷却水に接触することがなく、塑性変形した部分が一次冷却水により影響を受ける事態を防ぐことができる。
また、本実施形態の伝熱管用施栓プラグ20では、拡張部材22は、棒状体22aの外面に、先端側から基端側にかけて外側に突出する螺旋状の突条22cが形成されていることが好ましい。
この伝熱管用施栓プラグ20によれば、拡張部材22は、螺旋状の突条22cに沿って回転しながら圧入されるため、筒状体21aを周方向で均等に拡張させることができ、筒状体21aの外面を伝熱管5の内面に適宜接触させ、伝熱管5からのプラグ本体21の脱落を防止することができる。しかも、拡張部材22をプラグ本体21に圧入した後は、螺旋状の突条22cが筒状体21aの内面に食い込むため拡張部材22がプラグ本体21から脱落する事態を防止し、伝熱管5からのプラグ本体21の脱落を防止することができる。
また、本実施形態の伝熱管用施栓プラグ20では、プラグ本体21は、筒状体21aの他端の外周に、伝熱管5の外径よりも大きく張り出して形成されたフランジ部21dを有することが好ましい。
この伝熱管用施栓プラグ20によれば、フランジ部21dが伝熱管5の開口部および管板4の水室7側の面に当接されるため、拡張部材22の棒状体22aをプラグ本体21の筒状体21a内に圧入する際にプラグ本体21が伝熱管5の奥に入り込む事態を防ぎ、プラグ本体21を位置決めすることができる。
また、本実施形態の伝熱管用施栓プラグ20では、図8の本実施形態に係る伝熱管用施栓プラグの他の例を示す側断面図に示すように、プラグ本体21は、フランジ部21dの筒状体21a側に向く内側面に、伝熱管5の内径以下であって伝熱管5の外径以上の幅を有する溝21eが形成されていることが好ましい。
この伝熱管用施栓プラグ20によれば、フランジ部21dが伝熱管5の開口部および管板4の水室7側の面に当接する際、溝21eにより伝熱管5の端部へのフランジ部21dの当接を避ける。このため、拡張部材22の棒状体22aをプラグ本体21の筒状体21a内に圧入する際に伝熱管5に押圧力が掛かる事態を防ぎ、伝熱管5への影響を抑制することができる。なお、溝21eは、図5のようにプラグ本体21を伝熱管5に挿入した拡張前の状態において、伝熱管5に接触することがないように形成され、かつ図8に示すように、プラグ本体21を拡張した後においても伝熱管5に接触することがないように形成される。従って、溝21eは、筒状体21aの開放する他端の外面から、拡張後に伝熱管5の外径以上に至る幅を有することが好ましい。
また、本実施形態の伝熱管用施栓プラグ20では、拡張部材22は、棒状体22aの基端に、伝熱管5の外径よりも大きく張り出した係止部22dを有することが好ましい。
この伝熱管用施栓プラグ20によれば、拡張部材22は、係止部22dの内側面がプラグ本体21のフランジ部21dの外側面に対面し、内側面が外側面に当接して止まるまで圧入される。このため、拡張部材22の棒状体22aがプラグ本体21の筒状体21aに圧入されて筒状体21aの拡張が確実に行われていることを確認することができる。
また、本実施形態の伝熱管用施栓プラグ20では、図9および図10の本実施形態に係る伝熱管用施栓プラグの他の例を示す側断面図に示すように、拡張部材22は、係止部22dに嵌合部22e,22fが形成されていることが好ましい。
図9で示す嵌合部22eは雄ネジとして構成されている。この嵌合部22eは、雄ネジに螺合する雌ネジを有する工具(図示せず)が取り付け可能となる。また、図10で示す嵌合部22fは、周状に形成された凹溝として構成されている。この嵌合部22fは、凹溝に嵌合する爪部材を有する工具(図示せず)が取り付け可能となる。従って、係止部22dに嵌合部22e,22fを形成することで、取り付けた工具により拡張部材22をプラグ本体21から引き抜くことでプラグ本体21を伝熱管5から取り外すことができる。
また、本実施形態の伝熱管用施栓プラグ20では、プラグ本体21は、筒状体21aの外面に、一端側から他端側にかけて凹凸部21cが形成されていることが好ましい。
この伝熱管用施栓プラグ20によれば、棒状体22aを筒状体21aに圧入した場合に、棒状体22aにより筒状体21aが外側に押し広げられて拡張されて伝熱管5の内面に押し付けられ、伝熱管5を介した管板4の弾性力により凹凸部21cの凸部が押し潰される。このため、プラグ本体21の筒状体21aの外面を伝熱管5の内面に対してより密着させることができ、伝熱管5の開口部の施栓をより確実に行うことができる。
1 蒸気発生器
4 管板
5 伝熱管
20 伝熱管用施栓プラグ
21 プラグ本体
21a 筒状体
21b 内テーパ部
21c 凹凸部
21d フランジ部
21e 溝
22 拡張部材
22a 棒状体
22b 外テーパ部
22c 突条
22d 係止部
22e,22f 嵌合部
4 管板
5 伝熱管
20 伝熱管用施栓プラグ
21 プラグ本体
21a 筒状体
21b 内テーパ部
21c 凹凸部
21d フランジ部
21e 溝
22 拡張部材
22a 棒状体
22b 外テーパ部
22c 突条
22d 係止部
22e,22f 嵌合部
Claims (8)
- 蒸気発生器における管板に挿入固定された伝熱管の開口部を施栓して塞ぐための伝熱管用施栓プラグであって、
前記伝熱管に挿入可能な外径に形成された筒状体をなし、前記伝熱管に挿入される先端側となる前記筒状体の一端が閉塞し前記筒状体の他端が開放して形成され、かつ前記筒状体の内径が一端側から他端側に向けて大きく形成されたプラグ本体と、
前記プラグ本体における前記筒状体の内部に挿入可能に形成される棒状体をなし、前記筒状体に挿入される先端側が前記筒状体の一端側に近づく内径よりも外径が大きく形成されて、前記筒状体に挿入された場合に前記筒状体の外径を拡張する拡張部材と、
を備えることを特徴とする伝熱管用施栓プラグ。 - 前記プラグ本体は、前記筒状体の内面に、一端側から他端側に向けて内径が大きくなるように傾斜する内テーパ部を有して形成され、前記拡張部材は、前記棒状体の基端側が前記筒状体の他端側の内径よりも外径が大きく形成され、かつ当該棒状体の外面に、先端側から基端側に向けて外径が大きくなるように傾斜する外テーパ部を有して形成されていることを特徴とする請求項1に記載の伝熱管用施栓プラグ。
- 前記拡張部材は、前記棒状体の外面に、先端側から基端側にかけて外側に突出する螺旋状の突条が形成されていることを特徴とする請求項1または2に記載の伝熱管用施栓プラグ。
- 前記プラグ本体は、前記筒状体の他端の外周に、前記伝熱管の外径よりも大きく張り出して形成されたフランジ部を有することを特徴とする請求項1〜3のいずれか一つに記載の伝熱管用施栓プラグ。
- 前記プラグ本体は、前記フランジ部の前記筒状体側に向く面に、前記伝熱管の内径以下であって前記伝熱管の外径以上の幅を有する溝が形成されていることを特徴とする請求項4に記載の伝熱管用施栓プラグ。
- 前記拡張部材は、前記棒状体の基端に、前記伝熱管の外径よりも大きく張り出した係止部を有することを特徴とする請求項1〜5のいずれか一つに記載の伝熱管用施栓プラグ。
- 前記拡張部材は、前記係止部に嵌合部が形成されていることを特徴とする請求項6に記載の伝熱管用施栓プラグ。
- 前記プラグ本体は、前記筒状体の外面に、一端側から他端側にかけて凹凸部が形成されていることを特徴とする請求項1〜7のいずれか一つに記載の伝熱管用施栓プラグ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013060435A JP2014185805A (ja) | 2013-03-22 | 2013-03-22 | 伝熱管用施栓プラグ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013060435A JP2014185805A (ja) | 2013-03-22 | 2013-03-22 | 伝熱管用施栓プラグ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014185805A true JP2014185805A (ja) | 2014-10-02 |
Family
ID=51833539
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013060435A Pending JP2014185805A (ja) | 2013-03-22 | 2013-03-22 | 伝熱管用施栓プラグ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014185805A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017203484A (ja) * | 2016-05-11 | 2017-11-16 | 株式会社 加島 | 栓体 |
| CN110553535A (zh) * | 2019-10-16 | 2019-12-10 | 广州冠研液压密封有限公司 | 一种封堵效果好的管塞内管 |
| CN110822980A (zh) * | 2019-11-18 | 2020-02-21 | 广州冠研液压密封有限公司 | 一种可防止碎裂的管塞 |
| CN111595193A (zh) * | 2020-05-29 | 2020-08-28 | 中核武汉核电运行技术股份有限公司 | 用于热交换器传热管堵管的堵头 |
| CN112254568A (zh) * | 2020-09-30 | 2021-01-22 | 扬中申扬换热设备有限公司 | 一种防催化剂溢出装置 |
-
2013
- 2013-03-22 JP JP2013060435A patent/JP2014185805A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017203484A (ja) * | 2016-05-11 | 2017-11-16 | 株式会社 加島 | 栓体 |
| CN110553535A (zh) * | 2019-10-16 | 2019-12-10 | 广州冠研液压密封有限公司 | 一种封堵效果好的管塞内管 |
| CN110822980A (zh) * | 2019-11-18 | 2020-02-21 | 广州冠研液压密封有限公司 | 一种可防止碎裂的管塞 |
| CN111595193A (zh) * | 2020-05-29 | 2020-08-28 | 中核武汉核电运行技术股份有限公司 | 用于热交换器传热管堵管的堵头 |
| CN112254568A (zh) * | 2020-09-30 | 2021-01-22 | 扬中申扬换热设备有限公司 | 一种防催化剂溢出装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014185805A (ja) | 伝熱管用施栓プラグ | |
| US8640337B2 (en) | Pipe expansion method | |
| EP2832468B1 (en) | Tube expansion method | |
| JP5713731B2 (ja) | 伝熱管用施栓プラグ取付装置および伝熱管施栓方法 | |
| CN204881317U (zh) | 蒸汽发生器的堵头和蒸汽发生器 | |
| EP2832467B1 (en) | Tube expansion method | |
| JP5689341B2 (ja) | 二重管型熱交換器およびその製造方法 | |
| CN104534453A (zh) | 一种冷壁式高温高压过热器 | |
| CN203718276U (zh) | 一种传热管用拉拔芯胀式机械堵头 | |
| JP5180597B2 (ja) | 蒸気発生器の製造方法および伝熱管挿入治具 | |
| US20140053555A1 (en) | Heat transfer tube repairing apparatus and method and steam generator | |
| CN104501855A (zh) | 用于测试蒸汽发生器的传热管堵管效果的试样装置及方法 | |
| CN103286231A (zh) | 厚壁镍基合金换热管与镍基合金管板的胀接工艺 | |
| CN208476011U (zh) | 烟气冷却用烟道 | |
| JP2012106249A (ja) | 拡管工具 | |
| CN222480460U (zh) | 一种具有多口径适应性的锅炉受热面管防异物落入堵口塞 | |
| RU2655553C1 (ru) | Способ соединения труб с трубными решетками и коллекторами теплообменных аппаратов | |
| JPS61254830A (ja) | 熱交換器伝熱管盲栓部の耐圧試験方法 | |
| KR200459527Y1 (ko) | 열교환기 튜브용 플러그 구조 | |
| CN217187921U (zh) | 一种气化器 | |
| CN213687986U (zh) | 一种蛇形管高压加热器用集箱装置 | |
| CN208138689U (zh) | 一种热网加热器及其换热管用堵头 | |
| JP2011133216A (ja) | 熱交換器 | |
| JP2013234695A (ja) | 配管用栓及び配管施栓方法並びに熱交換器 | |
| CN120791085A (zh) | 一种单棒堵孔焊端塞精确定位的方法 |