JP2014200832A - 帯状鋼板連結装置 - Google Patents
帯状鋼板連結装置Info
- Publication number
- JP2014200832A JP2014200832A JP2013080538A JP2013080538A JP2014200832A JP 2014200832 A JP2014200832 A JP 2014200832A JP 2013080538 A JP2013080538 A JP 2013080538A JP 2013080538 A JP2013080538 A JP 2013080538A JP 2014200832 A JP2014200832 A JP 2014200832A
- Authority
- JP
- Japan
- Prior art keywords
- strip
- steel plate
- shaped steel
- punched
- punching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

















Landscapes
- Winding, Rewinding, Material Storage Devices (AREA)
- Punching Or Piercing (AREA)
Abstract
【課題】、極めて簡単な構成によって先に送られた先行帯状鋼板と次に送られる後行帯状鋼板とを連結することができる帯状鋼板連結装置を提供すること。【解決手段】帯状鋼板連結装置1は、先行帯状鋼板81の末端部811と、後行帯状鋼板82の先端部821とを連結させるものである。帯状鋼板連結装置1は、末端部811と先端部821とを重ね合わせた部分83に、送り方向の一方側に各帯状鋼板8と繋がった繋がり基部843を有すると共に、送り方向の他方側に各帯状鋼板8から打ち抜かれた打ち抜き頭部841を有する切り起こし部84を、末端部811及び先端部821の両方に対して同時に形成する打ち抜き手段2を有している。帯状鋼板連結装置1は、先行帯状鋼板81と後行帯状鋼板82とを互いに逆方向に引っ張り、先行帯状鋼板81と後行帯状鋼板82とを掛止する引っ張り手段3とを備えている。【選択図】図1
Description
本発明は、プレス加工機へ先に送られた先行帯状鋼板の末端部と、次に上記プレス加工機に送られる後行帯状鋼板の先端部とを連結させる帯状鋼板連結装置に関する。
自動車の車体等に用いられる鋼板部品を製造するプレス装置は、アンコイラと呼ばれる保持手段に保持された帯状鋼板を、送り手段によってプレス加工機に送り込み、プレス加工機によって打ち抜くことで鋼板部品を形成している。
特許文献1には、先にプレス加工機側に送られた帯状鋼板の末端部と、アンコイラに保持され次に送られる帯状鋼板の先端部とを、スポット溶接によって接合する帯状鋼板の接合方法が示されている。2つの帯状鋼板を連結することにより、帯状鋼板を連続してプレス加工機へと送り、帯状鋼板の末端部近傍まで鋼板部品を打ち抜いている。
特許文献1には、先にプレス加工機側に送られた帯状鋼板の末端部と、アンコイラに保持され次に送られる帯状鋼板の先端部とを、スポット溶接によって接合する帯状鋼板の接合方法が示されている。2つの帯状鋼板を連結することにより、帯状鋼板を連続してプレス加工機へと送り、帯状鋼板の末端部近傍まで鋼板部品を打ち抜いている。
しかしながら、上述のプレス装置には以下の問題点がある。
特許文献1の帯状鋼板の接合方法においては、2つの帯状鋼板を連結するために、スポット溶接等を行う溶接装置を用いる必要がある。そのため、溶接装置のメンテナンスが必要となるばかりでなく、溶接の良否を確認する必要も生じる。また、溶接条件の設定が容易ではなく、特に互いに連結する2つの帯状鋼板の厚み、材質等が異なる場合には、溶接条件の設定に手間がかかる。
特許文献1の帯状鋼板の接合方法においては、2つの帯状鋼板を連結するために、スポット溶接等を行う溶接装置を用いる必要がある。そのため、溶接装置のメンテナンスが必要となるばかりでなく、溶接の良否を確認する必要も生じる。また、溶接条件の設定が容易ではなく、特に互いに連結する2つの帯状鋼板の厚み、材質等が異なる場合には、溶接条件の設定に手間がかかる。
本発明は、かかる背景に鑑みてなされたものであり、極めて簡単な構成によって先に送られた先行帯状鋼板と次に送られる後行帯状鋼板とを連結することができる帯状鋼板連結装置を提供しようとするものである。
本発明の一態様は、プレス加工機へ先に送られた先行帯状鋼板の末端部と、次に上記プレス加工機へ送られる後行帯状鋼板の先端部とを連結させる帯状鋼板連結装置であって、
上記末端部と上記先端部とを重ね合わせた部分を打ち抜き、送り方向における送り順方向又は送り逆方向のいずれか一方側に上記各帯状鋼板と繋がった繋がり基部を有すると共に、送り方向の他方側に上記各帯状鋼板から打ち抜かれた打ち抜き頭部を有する切り起こし部を、上記末端部及び上記先端部の両方に対して同時に形成する打ち抜き手段と、
上記先行帯状鋼板と上記後行帯状鋼板とを互いに逆方向に引っ張り、上記先行帯状鋼板と上記後行帯状鋼板とを上記切り起こし部によって掛止する引っ張り手段とを備えていることを特徴とするプレス加工機用の帯状鋼板連結装置にある(請求項1)。
上記末端部と上記先端部とを重ね合わせた部分を打ち抜き、送り方向における送り順方向又は送り逆方向のいずれか一方側に上記各帯状鋼板と繋がった繋がり基部を有すると共に、送り方向の他方側に上記各帯状鋼板から打ち抜かれた打ち抜き頭部を有する切り起こし部を、上記末端部及び上記先端部の両方に対して同時に形成する打ち抜き手段と、
上記先行帯状鋼板と上記後行帯状鋼板とを互いに逆方向に引っ張り、上記先行帯状鋼板と上記後行帯状鋼板とを上記切り起こし部によって掛止する引っ張り手段とを備えていることを特徴とするプレス加工機用の帯状鋼板連結装置にある(請求項1)。
本発明の他の態様は、プレス加工機へ先に送られた先行帯状鋼板の末端部と、次に上記プレス加工機へ送られる後行帯状鋼板の先端部とを連結させる帯状鋼板連結装置であって、
上記末端部と上記先端部とが重ね合わされた部分を打ち抜き、送り方向における送り順方向又は送り逆方向のいずれか一方側に上記各帯状鋼板と繋がった繋がり基部を有すると共に、送り方向の他方側に上記各帯状鋼板から打ち抜かれた打ち抜き頭部を有する切り起こし部を、上記末端部及び上記先端部の両方に対して同時に形成する打ち抜き手段と、
上記末端部及び上記先端部における上記打ち抜き頭部を、上記先行帯状鋼板及び上記後行帯状鋼板に対して同時に折り返し、該先行帯状鋼板と該後行帯状鋼板とを連結させる連結手段とを備えていることを特徴とするプレス加工機用の帯状鋼板連結装置にある(請求項4)。
上記末端部と上記先端部とが重ね合わされた部分を打ち抜き、送り方向における送り順方向又は送り逆方向のいずれか一方側に上記各帯状鋼板と繋がった繋がり基部を有すると共に、送り方向の他方側に上記各帯状鋼板から打ち抜かれた打ち抜き頭部を有する切り起こし部を、上記末端部及び上記先端部の両方に対して同時に形成する打ち抜き手段と、
上記末端部及び上記先端部における上記打ち抜き頭部を、上記先行帯状鋼板及び上記後行帯状鋼板に対して同時に折り返し、該先行帯状鋼板と該後行帯状鋼板とを連結させる連結手段とを備えていることを特徴とするプレス加工機用の帯状鋼板連結装置にある(請求項4)。
上記一態様の帯状鋼板連結装置においては、上記打ち抜き手段及び上記引っ張り手段を用いることにより、溶接によらなくても2つの帯状鋼板の連結を行うことができる。
上記打ち抜き手段は、上記先行帯状鋼板の上記末端部と、上記後行帯状鋼板の上記先端部とを重ね合わせた部分に対して、同時に打ち抜きを行う。これにより、上記末端部と上記先端部とには、上記繋がり基部と上記打ち抜き頭部とを有する切り起こし部が形成される。また、上記末端部と上記先端部とには、上記切り起こし部の形状に沿った打ち抜き孔が形成される。この両切り起こし部及び両打ち抜き孔は、上記打ち抜き手段によって、同時に打ち抜かれることにより、同形状に迅速に形成される。
上記打ち抜き手段は、上記先行帯状鋼板の上記末端部と、上記後行帯状鋼板の上記先端部とを重ね合わせた部分に対して、同時に打ち抜きを行う。これにより、上記末端部と上記先端部とには、上記繋がり基部と上記打ち抜き頭部とを有する切り起こし部が形成される。また、上記末端部と上記先端部とには、上記切り起こし部の形状に沿った打ち抜き孔が形成される。この両切り起こし部及び両打ち抜き孔は、上記打ち抜き手段によって、同時に打ち抜かれることにより、同形状に迅速に形成される。
また、上記引っ張り手段は、上記先行帯状鋼板と上記後行帯状鋼板とを互いに逆方向に引っ張る。この時、上記末端部と上記先端部とのいずれか一方における上記切り起こし部が、他方における上記打ち抜き孔に掛止される。これにより、送り手段等によって、上記先行帯状鋼板をプレス加工機へ送るときには、上記後行帯状鋼板が上記先行帯状鋼板に連結され、上記先行帯状鋼板に連続して、上記後行帯状鋼板をプレス加工機へ送ることができる。
また、特に、上記先行帯状鋼板と上記後行帯状鋼板との厚み、材質等が異なる場合であっても、上記打ち抜き手段及び上記引っ張り手段を用いることにより、これらの上記帯状鋼板の連結を容易に行うことができる。
上記他の態様の帯状鋼板連結装置においては、上記引っ張り手段に代えて、上記連結手段を用いる点が上記一態様の帯状鋼板連結装置と異なる。
上記他の態様の帯状鋼板連結装置においては、上記連結手段によって、上記末端部及び上記先端部における上記打ち抜き頭部を、上記先行帯状鋼板及び上記後行帯状鋼板に対して、同時に折り返す。これにより、上記一態様の帯状鋼板連結装置と同様に、上記先行帯状鋼板に連続して、上記後行帯状鋼板をプレス加工機へ送ることができる。
上記他の態様の帯状鋼板連結装置においては、上記連結手段によって、上記末端部及び上記先端部における上記打ち抜き頭部を、上記先行帯状鋼板及び上記後行帯状鋼板に対して、同時に折り返す。これにより、上記一態様の帯状鋼板連結装置と同様に、上記先行帯状鋼板に連続して、上記後行帯状鋼板をプレス加工機へ送ることができる。
それゆえ、上記他の態様の上記帯状鋼板連結装置においても、溶接によらなくとも、打ち抜き及び折り返しを利用したきわめて簡単な構成によって、上記先行帯状鋼板と上記後行帯状鋼板とを連結することができる。
上述のごとく、上記帯状鋼板連結装置によれば、極めて簡単な構成によって先行して送られた先行帯状鋼板と次に送られる後行帯状鋼板とを連結することができる。
上記帯状鋼板連結装置において、上記送り方向とは、帯状鋼板が送り手段等によってプレス加工機に送られる方向とその逆方向との両方向のことをいう。
また、上記打ち抜き手段は、上記打ち抜き頭部の基端側部分に、該打ち抜き頭部の横幅よりも小さい横幅の打ち抜き首部を形成するよう構成されていてもよい(請求項2)。この場合には、上記切り起こし部と上記打ち抜き孔との掛止を確実に行って、上記先行帯状鋼板と上記後行帯状鋼板とをより強固に連結できる。
また、上記打ち抜き手段は、上記切り起こし部の形状にダイス穴を有する打ち抜きダイスと、該打ち抜きダイスに対して前進して上記切り起こし部を打ち抜く打ち抜きパンチとによって構成されており、上記引っ張り手段は上記後行帯状鋼板を保持して上記プレス加工機へ送り出すアンコイラ又は、該アンコイラに対する送り方向下流側において、各帯状鋼板を上記プレス加工機へ送り出すフィーダーによって構成されていてもよい(請求項3)。この場合には、上記打ち抜きパンチと上記打ち抜きダイスとによって上記切り起こし部を確実に形成することができる。また、上記フィーダー又は上記アンコイラを上記送り手段に用いることにより、新たな部品を加えることなく、上記先行帯状鋼板と上記後行帯状鋼板とを確実に掛止することができる。
(実施例1)
上記帯状鋼板連結装置にかかる実施例について、図1〜図16を参照して説明する。
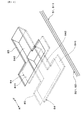
図1及び図8に示すごとく、帯状鋼板連結装置1は、プレス加工機10へ先に送られた先行帯状鋼板81の末端部811と、次にプレス加工機10へ送られる後行帯状鋼板82の先端部821とを連結させるものである。
上記帯状鋼板連結装置にかかる実施例について、図1〜図16を参照して説明する。
図1及び図8に示すごとく、帯状鋼板連結装置1は、プレス加工機10へ先に送られた先行帯状鋼板81の末端部811と、次にプレス加工機10へ送られる後行帯状鋼板82の先端部821とを連結させるものである。
図1及び図8に示すごとく、帯状鋼板連結装置1は、末端部811と先端部821とを重ね合わせた部分83に、切り起こし部84を、末端部811及び先端部821の両方に対して同時に形成する打ち抜き手段2を有している。切り起こし部84は、送り逆方向R側に各帯状鋼板8と繋がった繋がり基部843を有すると共に、送り順方向F側に各帯状鋼板8から打ち抜かれた打ち抜き頭部841を有する形状に形成される。
また、帯状鋼板連結装置1は、先行帯状鋼板81と後行帯状鋼板82とを互いに逆方向に引っ張って、先行帯状鋼板81と後行帯状鋼板82とを掛止する引っ張り手段3とを備えている。
また、帯状鋼板連結装置1は、先行帯状鋼板81と後行帯状鋼板82とを互いに逆方向に引っ張って、先行帯状鋼板81と後行帯状鋼板82とを掛止する引っ張り手段3とを備えている。
以下、さらに詳細に説明する。
本例におけるプレス装置100は、自動車におけるドアパネル等、外板部品の素材となる鋼板部品を製造するためのものである。
図1に示すごとく、プレス装置100は、コイル状に巻き付けられた帯状鋼板8を保持するアンコイラ31と、帯状鋼板8の先端部821における巻ぐせを修正する先端曲げプレス4と、帯状鋼板8全体の巻ぐせを修正するレベラー5と、帯状鋼板8を鋼板部品に成形するプレス加工機10と、帯状鋼板8をプレス加工機10へと送る送り手段6とを有している。本例においては、打ち抜き手段2は、先端曲げプレス4に組み込まれた打ち抜きパンチ21及び打ち抜きダイス25によって構成されている。また、引っ張り手段3は、アンコイラ31によって構成されている。
また、帯状鋼板8の送り方向において、プレス加工機10が配された側を送り順方向Fとし、その反対方向を送り順方向Rとして説明する。
本例におけるプレス装置100は、自動車におけるドアパネル等、外板部品の素材となる鋼板部品を製造するためのものである。
図1に示すごとく、プレス装置100は、コイル状に巻き付けられた帯状鋼板8を保持するアンコイラ31と、帯状鋼板8の先端部821における巻ぐせを修正する先端曲げプレス4と、帯状鋼板8全体の巻ぐせを修正するレベラー5と、帯状鋼板8を鋼板部品に成形するプレス加工機10と、帯状鋼板8をプレス加工機10へと送る送り手段6とを有している。本例においては、打ち抜き手段2は、先端曲げプレス4に組み込まれた打ち抜きパンチ21及び打ち抜きダイス25によって構成されている。また、引っ張り手段3は、アンコイラ31によって構成されている。
また、帯状鋼板8の送り方向において、プレス加工機10が配された側を送り順方向Fとし、その反対方向を送り順方向Rとして説明する。
図1に示すごとく、プレス加工機10は、帯状鋼板8から鋼板部品を形成するための加工を行うよう構成されている。本例においては、回転可能に配された上刃101及び下刃102とを備えたターンシャーが配されている。尚、プレス加工機10は、ターンシャー以外にも絞り加工や打ち抜き加工等の種々のプレス加工を行うことができる。
図1に示すごとく、アンコイラ31は、プレス加工機10の上流側に配されており、ロール状に巻かれた帯状鋼板8を、保持して回転し、一定の速度で送り出すよう構成されている。また、アンコイラ31は、反転可能に構成されており、アンコイラ31を反転することによって帯状鋼板8を送り逆方向Rへと引き戻すことができる。
図1に示すごとく、送り手段6は、プレス加工機10の上流側でかつアンコイラ31の下流側の位置に配されたフィーダーからなり、帯状鋼板8を上下から挟む一対のフィードローラ61を有している。このフィードローラ61を回転させることにより、帯状鋼板8を、一定速度でプレス加工機10に送るよう構成されている。
図1に示すごとく、レベラー5は、送り手段6の上流側でかつアンコイラ31の下流側の位置に配されており、帯状鋼板8を上下から挟む複数の補正ローラ51を有している。上下に配された補正ローラ51は、送り方向において互いにずれた位置に配されており、上下の補正ローラ51の間に帯状鋼板8を通過させることで、帯状鋼板8の巻ぐせを修正可能に構成されている。
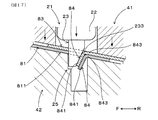
図1〜図3に示すごとく、先端曲げプレス4は、レベラー5の上流側でかつアンコイラ31の下流側に配されており、アンコイラ31に保持された帯状鋼板8の先端における巻ぐせを修正する上方修正パンチ41及び下方修正パンチ42と、帯状鋼板8に切り起こし部84を形成する打ち抜き手段2とを有している。
図2及び図3に示すごとく、上方修正パンチ41は、上方に位置する基端部(図示略)が上下方向に進退可能なプレス機(図示略)に連結されると共に、上方修正面411
が下方を向いて配されている。上方修正面411は、送り順方向F側が上方に位置するように傾斜している。
が下方を向いて配されている。上方修正面411は、送り順方向F側が上方に位置するように傾斜している。
図2及び図3に示すごとく、下方修正パンチ42は、下方修正面421が上方を向くように固定されている。下方修正パンチ42の下方修正面421は、送り順方向F側が上方に位置するよう傾斜しており、上方修正パンチ41の下方修正面421に沿うように形成されている。
上方修正パンチ41と下方修正パンチ42とによって、帯状鋼板8の先端を挟み込み押圧することで、帯状鋼板8の先端に下方に曲がるようについた巻ぐせを修正し平坦にすることができる。
上方修正パンチ41と下方修正パンチ42とによって、帯状鋼板8の先端を挟み込み押圧することで、帯状鋼板8の先端に下方に曲がるようについた巻ぐせを修正し平坦にすることができる。
図2及び図3に示すごとく、打ち抜き手段2は、打ち抜きパンチ21と、打ち抜きダイス25とを有している。
打ち抜きパンチ21は、上方修正パンチ41に貫通形成されたパンチ挿通穴412の内側に配されており、棒状のパンチ基部22と、パンチ基部22の先端に配されたパンチ刃部23とを有している。パンチ基部22は、昇降装置24によって上下方向に昇降可能に構成されている。
打ち抜きパンチ21は、上方修正パンチ41に貫通形成されたパンチ挿通穴412の内側に配されており、棒状のパンチ基部22と、パンチ基部22の先端に配されたパンチ刃部23とを有している。パンチ基部22は、昇降装置24によって上下方向に昇降可能に構成されている。
図2及び図3に示すごとく、本例における昇降装置24は、水平方向に伸縮可能に構成されたシリンダー241と、シリンダー241の先端に配されたレールブロック242と、パンチ基部22の側面に回転可能に配されたガイドローラ221とを有している。レールブロック242は、水平方向に対して上下に傾斜したレール溝243を有している。昇降装置24は、シリンダー241を伸縮させることにより、レールブロック242を水平方向に移動させる。この時、ガイドローラ221がレール溝243内を移動することで、シリンダー241の水平方向の移動を、ガイドローラ221を介して打ち抜きパンチ21の上下方向の移動に変換するように構成されている。
図4〜図6に示すごとく、パンチ刃部23は、上下方向から見たとき、送り方向に沿って形成された略長方形上の首加工部231と、首加工部231よりも送り順方向Fに連なると共に首加工部231よりも大きい横幅を有する頭加工部232とを有する略T字形状をなしている。首加工部231の送り逆方向Rに配された端部には、送り逆方向R側が上方に位置するように傾斜した傾斜加工面233が形成してある。
図6に示すごとく、打ち抜きダイス25は、下方修正パンチ42と一体に構成されており、パンチ刃部23の下方に対向するように形成されたダイス穴251を有している。ダイス穴251は、上方から見たとき、切り起こし部84の形状に沿った形状をなしている。本例においては、送り方向に沿って形成された略長方形上の首加工穴252と、首加工穴252よりも送り順方向Fに連なると共に首加工穴252よりも大きい横幅を有する頭加工穴253とを有する略T字形状をなしている。ダイス穴251には、パンチ刃部23を挿通可能に配されており、打ち抜きダイス25に対してパンチ刃部23を前進させることによって、送り逆方向Rの端部が帯状鋼板8と接続された切り起こし部84を形成可能に構成されている。
図1に示すごとく、本例のプレス装置100において、アンコイラ31に保持された先行帯状鋼板81は、コイル状に巻回された状態から、先端曲げプレス4、レベラー5及び送り手段6を通過してプレス加工機10へと送られる。アンコイラ31に保持された先行帯状鋼板81が全て、アンコイラ31よりもプレス加工機10側へと送られると、後行帯状鋼板82がアンコイラ31に保持される。そして、帯状鋼板連結装置1によって、先行帯状鋼板81の末端部811と、後行帯状鋼板82の先端部821とが連結される。
次に、本例の帯状鋼板連結装置1によって、先行帯状鋼板81と後行帯状鋼板82とを連結する方法について説明する。
図7及び図8に示すごとく、先行帯状鋼板81の末端部811と後行帯状鋼板82の先端部821との連結は、重ね合わせた部分83上の4箇所に形成された切り起こし部84と切り起こし孔85とを掛止することによって行われる。
図9に示すごとく、本例において、先行帯状鋼板81と後行帯状鋼板82とは、末端部811が下方で先端部821が上方となるように重ね合わせてある。この重ね合わせた部分83は、打ち抜きパンチ21と打ち抜きダイス25との間に配され、上方修正パンチ41と下方修正パンチ42とによって挟持される。
図7及び図8に示すごとく、先行帯状鋼板81の末端部811と後行帯状鋼板82の先端部821との連結は、重ね合わせた部分83上の4箇所に形成された切り起こし部84と切り起こし孔85とを掛止することによって行われる。
図9に示すごとく、本例において、先行帯状鋼板81と後行帯状鋼板82とは、末端部811が下方で先端部821が上方となるように重ね合わせてある。この重ね合わせた部分83は、打ち抜きパンチ21と打ち抜きダイス25との間に配され、上方修正パンチ41と下方修正パンチ42とによって挟持される。
次に、図10に示すごとく、打ち抜きパンチ21を打ち抜きダイス25に向かって前進させる。打ち抜きパンチ21のパンチ刃部23が、ダイス穴251内へと前進することで、末端部811及び先端部821に、送り逆方向R側に各帯状鋼板8と繋がった繋がり基部843を有すると共に、送り順方向F側に、各帯状鋼板8から打ち抜かれた打ち抜き頭部841を有する切り起こし部84が形成される。また、末端部811と先端部821とには、切り起こし部84の形状に沿った打ち抜き孔85が同時に形成される。
図14に示すごとく、切り起こし部84は、上方から見たとき、打ち抜き頭部841の基端側部分に、打ち抜き頭部841の横幅よりも小さい横幅の打ち抜き首部842を有しており、略T字状をなしている。また、切り起こし部84は、側方から見たとき、打ち抜きパンチ21の先端面及び傾斜面に沿うように形成されており、各帯状鋼板8の繋がり基部843から傾斜して延びる急傾斜部844と、各帯状鋼板8に対する傾斜角度が急傾斜部844よりも緩やかな緩傾斜部845とを有している。尚、急傾斜部844と緩傾斜部845との境界の曲げ部は、打ち抜き首部842に形成されている。
図11に示すごとく、各帯状鋼板8に切り起こし部84を形成した後、上方修正パンチ41及び打ち抜きパンチ21を後退させると共にアンコイラ31を反転させ、後行帯状鋼板82を送り逆方向Rに引っ張る。すると、図12に示すごとく、後行帯状鋼板82の打ち抜き頭部841が、先行帯状鋼板81の打ち抜き孔85における打ち抜き首部842と対応した位置に掛止めされると共に、先行帯状鋼板81と後行帯状鋼板82が送り逆方向Rに引き戻される。また、末端部811と先端部821との重ね合わせ部は、打ち抜きパンチ21とダイス穴251との間から、上方修正パンチ41及び下方修正パンチ42の上方修正面411と下方修正面421上との間へと移動する。
このとき、先行帯状鋼板81の下方に、図示しないフォークを差し込むと共に、上方修正パンチ41を所定の高さ位置に停止し、フォークと上方修正パンチ41とによって重ね合わせた部分83を挟持する。これにより、後行帯状鋼板82の切り起こし部84と先行帯状鋼板81の切り起こし孔85との掛止が外れることを抑制できる。
次に、図12に示すごとく、フォークを退避させると共に、上方修正パンチ41を下方修正パンチ42に向かって前進させ、重ね合わせた部分83を押圧する。図13に示すごとく、先行帯状鋼板81における切り起こし部84の打ち抜き頭部841は、打ち抜き首部842よりも横方向に延びた部位が後行帯状鋼板82に食い込むこととなり、これにより押された後行帯状鋼板82は、押された部位が、先行帯状鋼板81の打ち抜き孔85へと移動する。これにより、後行帯状鋼板82と先行帯状鋼板81とが噛み合うように変形し、互いに強固に連結される。
このように連結された後行帯状鋼板82と先行帯状鋼板81とは、送り手段6によってプレス加工機10へと送られ、鋼板部品に加工される。尚、プレス装置100は、末端部811と先端部821とを重ね合わせた部分83の位置を検知する位置検出手段を備えていてもよい。位置検出手段としては、例えば、重ね合わせた部分83の移動距離を計測するものや、各種センサーを用いることができる。この場合には、プレス加工機10によって重ね合わせた部分83に対して、加工を行うことを防止すると共に、端材となる部分を極力小さくすることができる。
次に、本例の作用効果について説明する。
本例の帯状鋼板連結装置1においては、打ち抜き手段2及び引っ張り手段3を用いることにより、溶接によらなくても2つの帯状鋼板8の連結を行うことができる。
打ち抜き手段2は、先行帯状鋼板81の末端部811と、後行帯状鋼板82の先端部821とを重ね合わせた部分83に対して、同時に打ち抜きを行う。これにより、末端部811と先端部821とには、繋がり基部843と打ち抜き頭部841とを有する切り起こし部84が形成される。また、末端部811と先端部821とには、切り起こし部84の形状に沿った打ち抜き孔85が形成される。この両切り起こし部84及び両打ち抜き孔85は、打ち抜き手段2によって、同時に打ち抜かれることにより、同形状に迅速に形成される。
本例の帯状鋼板連結装置1においては、打ち抜き手段2及び引っ張り手段3を用いることにより、溶接によらなくても2つの帯状鋼板8の連結を行うことができる。
打ち抜き手段2は、先行帯状鋼板81の末端部811と、後行帯状鋼板82の先端部821とを重ね合わせた部分83に対して、同時に打ち抜きを行う。これにより、末端部811と先端部821とには、繋がり基部843と打ち抜き頭部841とを有する切り起こし部84が形成される。また、末端部811と先端部821とには、切り起こし部84の形状に沿った打ち抜き孔85が形成される。この両切り起こし部84及び両打ち抜き孔85は、打ち抜き手段2によって、同時に打ち抜かれることにより、同形状に迅速に形成される。
また、引っ張り手段3は、先行帯状鋼板81と後行帯状鋼板82とを互いに逆方向に引っ張る。この時、末端部811と先端部821とのいずれか一方における切り起こし部84が、他方における打ち抜き孔85に掛止される。これにより、送り手段6等によって、先行帯状鋼板81をプレス加工機10へ送るときには、後行帯状鋼板82が先行帯状鋼板81に連結され、先行帯状鋼板81に連続して、後行帯状鋼板82をプレス加工機10へ送ることができる。
また、特に、先行帯状鋼板81と後行帯状鋼板82との厚み、材質等が異なる場合であっても、打ち抜き手段2及び引っ張り手段3を用いることにより、これらの帯状鋼板8の連結を容易に行うことができる。
帯状鋼板連結装置1において、打ち抜き手段2は、打ち抜き頭部841の基端側部分に、打ち抜き頭部841の横幅よりも小さい横幅の打ち抜き首部842を形成するよう構成されている。切り起こし部84と打ち抜き孔85との掛止を確実に行って、先行帯状鋼板81と後行帯状鋼板82とをより強固に連結できる。
また、打ち抜き手段2は、切り起こし部84の形状にダイス穴251を有する打ち抜きダイス25と、打ち抜きダイス25に対して前進して切り起こし部84を打ち抜く打ち抜きパンチ21とによって構成されており、引っ張り手段3は帯状鋼板8を保持してプレス加工機10へ送り出すアンコイラ31によって構成されている。そのため、打ち抜きパンチ21と打ち抜きダイス25とによって切り起こし部84を確実に形成することができる。また、アンコイラ31を引っ張り手段3に用いることにより、新たな部品を加えることなく、先行帯状鋼板81と後行帯状鋼板82とを確実に掛止することができる。
上述のごとく、本例の帯状鋼板連結装置1によれば、極めて簡単な構成によって先行帯状鋼板81と後行帯状鋼板82とを連結することができる。
本例においては、引っ張り手段3をアンコイラ31によって構成したがこれに限るものではなく、送り手段6によって構成してもよい。
また、後行帯状鋼板82の末端部811を下方とし、先行帯状鋼板81の先端部821を上方として重ね合わせたが、これに限るものではなく、図15に示すごとく、末端部811を上方とし、先端部821を下方としてもよい。この場合には、繋がり基部843を送り順方向Fとし、切り起こし頭部を送り逆方向Rとして切り起こし部84を形成する。
また、後行帯状鋼板82の末端部811を下方とし、先行帯状鋼板81の先端部821を上方として重ね合わせたが、これに限るものではなく、図15に示すごとく、末端部811を上方とし、先端部821を下方としてもよい。この場合には、繋がり基部843を送り順方向Fとし、切り起こし頭部を送り逆方向Rとして切り起こし部84を形成する。
また、切り起こし部84の形状は、略T字状に限るものではなく、種々の形状とすることができる。例えば、図16に示すごとく、略円形状などによって形成することができる。
(実施例2)
本例は、実施例1における、切り起こし部84の形状を変更すると共に、切り起こし部84を帯状鋼板8に向かって折り返して、先行帯状鋼板81と後行帯状鋼板82とを連結する帯状鋼板連結装置1である。
本例は、実施例1における、切り起こし部84の形状を変更すると共に、切り起こし部84を帯状鋼板8に向かって折り返して、先行帯状鋼板81と後行帯状鋼板82とを連結する帯状鋼板連結装置1である。
本例の打ち抜き手段2において、図17に示すごとく、打ち抜きパンチ21のパンチ刃部23は、下方向から見たとき略矩形状をなしている。パンチ刃部23の先端において、送り逆方向Rに配された角部には、送り逆方向R側が上方となるように傾斜加工面233が形成されている。
また、本例において、引っ張り手段3は、帯状鋼板8をプレス加工機10へと送る送り手段6によって構成されている。
その他の構成は実施例1と同様である。
その他の構成は実施例1と同様である。
図17に示すごとく、本例の打ち抜き手段2を用いることにより、先行帯状鋼板81の末端部811と後行帯状鋼板82の先端部821とを重ね合わせた部分83には、送り逆方向R側において各帯状鋼板8と繋がった繋がり基部843を有すると共に、送り順方向F側に各帯状鋼板8から打ち抜かれた打ち抜き頭部841を有する切り起こし部84が形成される。また、末端部811と先端部821とには、切り起こし部84の形状に沿った打ち抜き孔85が同時に形成される。本例において、切り起こし部84は、略矩形状をなしており、パンチ刃部23の傾斜面に沿って傾斜して形成される。
次に、図18に示すごとく、送り手段6によって、先行帯状鋼板81を送り順方向Fに送る。先行帯状鋼板81の切り起こし部84が後行帯状鋼板82の切り起こし孔85に掛止することで、先行帯状鋼板81と後行帯状鋼板82とは、共にプレス加工機10側へと送られる。このとき、切り起こし部84は、ダイス穴251における送り順方向Fに配された壁部と当接する。さらに、先行帯状鋼板81を送ると、切り起こし部84が送り方向に向かって折り曲げられる。
そして、図19に示すごとく、末端部811と先端部821とを重ね合わせた部分83が、打ち抜きパンチ21と打ち抜きダイス25との間から、送り順方向F側の上方修正パンチ41と下方修正パンチ42との間に移動した後、上方修正パンチ41を加工修正プレスに向かって前進させ、切り起こし部84を帯状鋼板8側に折り返す。これにより先行帯状鋼板81と後行帯状鋼板82とが連結される。
本例の帯状鋼板連結装置1においては、連結手段7によって、末端部811及び先端部821における打ち抜き頭部841を、先行帯状鋼板81及び後行帯状鋼板82に対して、同時に折り返す。これにより、実施例1の帯状鋼板連結装置1と同様に、先行帯状鋼板81に連続して、後行帯状鋼板82をプレス加工機10へ送ることができる。
それゆえ、本例の帯状鋼板連結装置1においても、溶接によらなくとも、打ち抜き及び折り返しを利用したきわめて簡単な構成によって、先行帯状鋼板81と後行帯状鋼板82とを連結することができる。
1 帯状鋼板連結装置
10 プレス加工機
2 打ち抜き手段
21 打ち抜きパンチ
25 打ち抜きダイス
251 ダイス穴
3 引っ張り手段
31 アンコイラ
6 送り手段
7 連結手段
8 帯状鋼板
81 先行帯状鋼板
811 末端部
82 後行帯状鋼板
821 先端部
83 重ね合わせた部分
84 切り起こし部
841 打ち抜き頭部
842 打ち抜き首部
843 繋がり基部
10 プレス加工機
2 打ち抜き手段
21 打ち抜きパンチ
25 打ち抜きダイス
251 ダイス穴
3 引っ張り手段
31 アンコイラ
6 送り手段
7 連結手段
8 帯状鋼板
81 先行帯状鋼板
811 末端部
82 後行帯状鋼板
821 先端部
83 重ね合わせた部分
84 切り起こし部
841 打ち抜き頭部
842 打ち抜き首部
843 繋がり基部
Claims (4)
- プレス加工機へ先に送られた先行帯状鋼板の末端部と、次に上記プレス加工機へ送られる後行帯状鋼板の先端部とを連結させる帯状鋼板連結装置であって、
上記末端部と上記先端部とを重ね合わせた部分を打ち抜き、送り方向における送り順方向又は送り逆方向のいずれか一方側に上記各帯状鋼板と繋がった繋がり基部を有すると共に、送り方向の他方側に上記各帯状鋼板から打ち抜かれた打ち抜き頭部を有する切り起こし部を、上記末端部及び上記先端部の両方に対して同時に形成する打ち抜き手段と、
上記先行帯状鋼板と上記後行帯状鋼板とを互いに逆方向に引っ張り、上記先行帯状鋼板と上記後行帯状鋼板とを上記切り起こし部によって掛止する引っ張り手段とを備えていることを特徴とするプレス加工機用の帯状鋼板連結装置。 - 請求項1に記載の帯状鋼板連結装置において、上記打ち抜き手段は、上記打ち抜き頭部の基端側部分に、該打ち抜き頭部の横幅よりも小さい横幅の打ち抜き首部を形成するよう構成されていることを特徴とする帯状鋼板連結装置。
- 請求項1又は2に記載の帯状鋼板連結装置において、上記打ち抜き手段は、上記切り起こし部の形状に沿ったダイス穴を有する打ち抜きダイスと、該打ち抜きダイスに対して前進して上記切り起こし部を打ち抜く打ち抜きパンチとによって構成されており、上記引っ張り手段は上記帯状鋼板を保持して上記プレス加工機へ送り出すアンコイラ又は、該アンコイラに対する送り方向下流側において、上記帯状鋼板を上記プレス加工機へ送り出すフィーダーによって構成されていることを特徴とする帯状鋼板連結装置。
- プレス加工機へ先に送られた先行帯状鋼板の末端部と、次に上記プレス加工機へ送られる後行帯状鋼板の先端部とを連結させる帯状鋼板連結装置であって、
上記末端部と上記先端部とが重ね合わされた部分を打ち抜き、送り方向における送り順方向又は送り逆方向のいずれか一方側に上記各帯状鋼板と繋がった繋がり基部を有すると共に、送り方向の他方側に上記各帯状鋼板から打ち抜かれた打ち抜き頭部を有する切り起こし部を、上記末端部及び上記先端部の両方に対して同時に形成する打ち抜き手段と、
上記末端部及び上記先端部における上記打ち抜き頭部を、上記先行帯状鋼板及び上記後行帯状鋼板に対して同時に折り返し、該先行帯状鋼板と該後行帯状鋼板とを連結させる連結手段とを備えていることを特徴とするプレス加工機用の帯状鋼板連結装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013080538A JP2014200832A (ja) | 2013-04-08 | 2013-04-08 | 帯状鋼板連結装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013080538A JP2014200832A (ja) | 2013-04-08 | 2013-04-08 | 帯状鋼板連結装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014200832A true JP2014200832A (ja) | 2014-10-27 |
Family
ID=52351766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013080538A Pending JP2014200832A (ja) | 2013-04-08 | 2013-04-08 | 帯状鋼板連結装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014200832A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104841788A (zh) * | 2015-05-14 | 2015-08-19 | 北新集团建材股份有限公司 | 一种在线冲孔墙体轻钢龙骨接收架装置 |
| CN104841789A (zh) * | 2015-05-14 | 2015-08-19 | 北新集团建材股份有限公司 | 一种在线冲孔墙体轻钢龙骨的接料架装置 |
| KR101810366B1 (ko) * | 2017-05-16 | 2017-12-18 | 박대병 | 강판코일 절단 장치 |
| CN107775431A (zh) * | 2016-08-30 | 2018-03-09 | 宝钢新日铁汽车板有限公司 | 一种在线废料推钢装置 |
| KR102096846B1 (ko) * | 2019-09-30 | 2020-04-03 | 주식회사 세경에스씨 | 철판절단장치 |
-
2013
- 2013-04-08 JP JP2013080538A patent/JP2014200832A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104841788A (zh) * | 2015-05-14 | 2015-08-19 | 北新集团建材股份有限公司 | 一种在线冲孔墙体轻钢龙骨接收架装置 |
| CN104841789A (zh) * | 2015-05-14 | 2015-08-19 | 北新集团建材股份有限公司 | 一种在线冲孔墙体轻钢龙骨的接料架装置 |
| CN107775431A (zh) * | 2016-08-30 | 2018-03-09 | 宝钢新日铁汽车板有限公司 | 一种在线废料推钢装置 |
| CN107775431B (zh) * | 2016-08-30 | 2019-05-31 | 宝钢新日铁汽车板有限公司 | 一种在线废料推钢装置 |
| KR101810366B1 (ko) * | 2017-05-16 | 2017-12-18 | 박대병 | 강판코일 절단 장치 |
| KR102096846B1 (ko) * | 2019-09-30 | 2020-04-03 | 주식회사 세경에스씨 | 철판절단장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9895735B2 (en) | Method for joining two metal strip ends | |
| JP2014200832A (ja) | 帯状鋼板連結装置 | |
| KR101333268B1 (ko) | 롱레일용 롤 포밍장치 | |
| JP2005306608A5 (ja) | ||
| CN103464578B (zh) | 一种滚压成型机 | |
| CN102615509A (zh) | 一种管桩抱箍板自动成型焊接机 | |
| JP2012025569A5 (ja) | ||
| JP2010195584A5 (ja) | ||
| CN105014384A (zh) | 钢带自动对料焊接机 | |
| JP2014018827A (ja) | 矯正プレス装置 | |
| JP5333281B2 (ja) | Uoe鋼管の拡管時湾曲防止方法 | |
| EP2729266B1 (en) | Method of forming a tubular member | |
| JP6269582B2 (ja) | 継目溶接部異常判定方法 | |
| JP5857876B2 (ja) | Uoe鋼管製造用の拡管機 | |
| RU2450900C1 (ru) | Способ подготовки концов полос к контактной стыковой сварке | |
| CN215587974U (zh) | 高温钢板的在线热纵切机组 | |
| JP6382872B2 (ja) | コイル繰出し装置及び方法 | |
| JP6128077B2 (ja) | 鋼帯の製造ラインおよび鋼帯の製造方法 | |
| CN103978676B (zh) | 用于生产充气床垫中的充气柱体配件的自动压拉带机 | |
| JP2006118304A (ja) | 金属製型枠パネルの製造装置 | |
| CN213106982U (zh) | 一种快速送料机构及极片模切机 | |
| KR20160116095A (ko) | 롤포밍 가공 부품 제조 방법 및 그 장치 | |
| JP2009039731A (ja) | 電縫管の製造方法及び製造装置 | |
| JP2012061511A (ja) | コイル材接続方法及びコイル材接続装置 | |
| JP6376156B2 (ja) | 冷間圧延ラインにおけるトリミング制御方法 |