JP2014201323A - 包装紙および包装紙の製造方法 - Google Patents
包装紙および包装紙の製造方法 Download PDFInfo
- Publication number
- JP2014201323A JP2014201323A JP2013077358A JP2013077358A JP2014201323A JP 2014201323 A JP2014201323 A JP 2014201323A JP 2013077358 A JP2013077358 A JP 2013077358A JP 2013077358 A JP2013077358 A JP 2013077358A JP 2014201323 A JP2014201323 A JP 2014201323A
- Authority
- JP
- Japan
- Prior art keywords
- paper
- wrapping
- printed
- wrapping paper
- area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
- Wrappers (AREA)
- Paper (AREA)
Abstract
Description
このような製品情報の表示方法では、商品表示をしたリームラベルを別に印刷して用意する必要や、リームラベルを貼付するラベラーを設置する必要がある。したがって、包装紙にラベルを貼り付ける作業に時間を要するため、包装紙の生産性が低くなる。
さらに、リームラベルを貼付(糊付け)した場合には、その包装紙を古紙回収して再生パルプ化する際に、糊付けしたリームラベルが異物として混入すると、塊となって分布し、これが再生紙を製造する際の設備(離解設備や抄紙設備)に付着汚損させたり、抄紙段階において紙切れ原因や得られる再生紙の品質を低下させたりなど、古紙回収に支障をきたすという問題がある。
また、包装体にロット番号を付与する場合があり、この場合にはロット番号は可変式のスタンプにより印字する方法が一般的に用いられている。この方法ではスタンプの設置やこれらのメンテナンス等が必要となる。
また、小判用紙束の包装体においては、包装体の被印刷面が平坦になりにくいことも印刷品質を低下させる原因になるため、被印刷面を平坦にして印刷品質を向上させる提案もなされている(例えば、特許文献2参照)。
また、晒クラフト紙を用いた包装紙であっても、前記した特許文献2に記載したような平坦化処理では印刷品質が不十分であるという問題がある。
なお、クラフト紙としては、未晒クラフト紙、半晒クラフト紙または晒クラフト紙を用いることができる。
また、白色等の単色の印刷によって単色に塗り潰された情報領域に製品情報を明瞭に表示することができる。
本発明の包装紙の製造方法では、小判用紙束の側面を包装する側面領域のスペースを有効に利用することができ、情報領域を大きく形成することができる。
以下の説明において、前後左右方向とは、包装紙の構成を分かり易く説明するために便宜上設定したものである。
基紙10の原料は、クラフトパルプに機械パルプ、古紙パルプ、合成パルプ等を適宜に混合したものを用いることができる。なお、これらの原料に炭酸カルシウム、クレー、タルク等の無機填料やプラスチック填料等を加えてもよい。また、通常の製紙法において用いられる染料、顔料、紙力増強剤、歩留まり向上剤、サイズ剤、pH調整剤等の添加剤を内添または外添してもよい。
また、包装紙の引張強度(JIS P8113)は2.5kN/m以上、引裂強度(JIS P8116)は600mN以上、破裂強度(JIS P8112)は200kPa以上であることが望ましいが、坪量と相反する要求項目である。包装紙のステキヒトサイズ度(JIS P8122)は10〜40秒、透湿度はJIS Z2080カップ法に規定される測定方法で20秒以上であることが望ましい。
本実施形態で使用する平板状フィロケイ酸塩化合物(層状構造を有する層状ケイ酸塩化合物)は、板状または薄片状であって明瞭な劈開を有し、カオリナイト(カオリン鉱物)、雲母族、脆雲母族、パイロフィライト、タルク、スメクタイト、バーミキュライト、緑泥石、セプテ緑泥石、蛇紋石、スチルプノメレーン、モンモリロナイトがある。これらの中でも雲母族、タルクが好ましい。雲母族としては、白雲母(マスコバイト)、絹雲母(セリサイト)、金雲母(フロコパイト)、黒雲母(バイオタイト)、フッ素金雲母(人造雲母)、紅マイカ、ソーダマイカ、バナジンマイカ、イライト、チンマイカ、パラゴナイト、ブリトル雲母等が挙げられる。
これらのフィロケイ酸塩化合物のうち、白雲母、絹雲母は、粒子径の大きさやアスペクト比(平均直径を厚さで除した数値)等の点から好適である。本実施形態では、平板性(平板状)が保持されている顔料であればよいが、より好ましい平均粒子径範囲としては3μm〜100μm、さらに好ましい平均粒子径範囲としては5μm〜50μmである。平均粒子径が5μm未満のものは塗工層中での平板状顔料の配向が支持体に対して平行になりにくく、50μmを越えて大きくなると平板状顔料の一部が塗工層から突き出たり、平板状顔料の厚みが数μm程度となるに伴い、配向した平板状顔料の塗工層中における層数が少なくなってしまうために防湿性能を向上させる効果が減少する。また、好ましいアスペクト比は5以上であり、特に好ましくはアスペクト比が10以上の平板状顔料である。アスペクト比が5未満のものは塗工面に対して平行に配向できなくなるため防湿性能が劣る。アスペクト比は大きいほど平板状顔料の塗工層中における層数が大きくなるため高い防湿性能を発揮する。
平板状フィロケイ酸塩化合物は防湿性があり、皮膜を形成する合成樹脂と併用することにより防湿効果を高めることができる。皮膜を形成する合成樹脂は好ましくは水系のラテックスとして用いる。
防湿層における合成樹脂と平板状顔料の配合量は、質量換算で99/1〜30/70が好ましく、より好ましくは97/3〜35/65、特に好ましくは95/5〜40/60である。平板状顔料の配合量が1質量%未満になると、防湿性を向上させる効果および離解性を向上させる効果が小さくなる。平板状顔料の配合量が70質量%を越えて大きくなると、平板状顔料の間を埋める樹脂が不足して、空隙やピンホールの増大を招くため、防湿性が悪化する。
前記した材料を混合して防湿性塗料(水性)とするが、このとき必要ならば、ポリカルボン酸などの分散剤、消泡剤、界面活性剤、色合い調成剤を添加したりすることができる。この塗料を常法により紙支持体に塗工して防湿層を形成する。塗工設備として特に限定はしないが、ブレードコーター、バーコーター、エアナイフコーターなどの塗工表面をスクレイプする塗工方式は、平板状顔料の配向を促す傾向があるので好ましい。防湿層の塗工量は片面に塗工した場合(両面に塗工した場合は両面合わせての塗工量)、固形分として15〜40g/m2、好ましくは20〜35g/m2である。
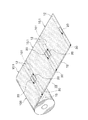
図1に示すように、検査領域15の前端部、すなわち、基紙10の右前の角部には、四角形のマーク30が黒色や濃紺色等の濃色で印刷されている。
検査領域15は、後記するセンサ6cによって検査される領域であり、センサ6cによってマーク30が検出される。
本実施形態の検査領域15には、マーク30以外の記号や模様が印刷されておらず、無地の領域となっているため、センサ6cがマーク30を確実に検出することができる。
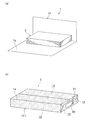
第一側面領域12は、図3(b)に示すように、カートンホールド式またはアンダーホールド式に折り畳まれて、小判用紙束2(図3(a)参照)の短手方向の側面を包装する部位である。
情報領域20は、図3(b)に示すように、第一側面領域12をカートンホールド式またはアンダーホールド式で折り畳んだときに、最も外側に重なる垂れ蓋の外面に表示される。
情報領域20には、白ベタ印刷した後に、製品情報として一次元コードであるバーコードシンボル21(以下、単に「バーコード」という)および製品の文字情報22が黒色や濃紺色等の濃色で印刷されている。
原反100の長手方向の縁部には、各基紙10の検査領域15が連続して形成されており、一定の間隔でマーク30が印刷されている。
また、原反100には前後の基紙10の第一側面領域12が切断位置101を挟んで連設されている。
切断装置5は、図4に示すように、ロール状の部位から引き出された原反100を長手方向に走行させる走行装置6と、原反100を断裁する切断刃7と、を備えている。
センサ6cは、二つのガイドローラ6aの間に配置されている。両ガイドローラ6aの間隔を小さくすることで、両ガイドローラ6aの間で原反100が安定して走行する。さらに、センサ6cは切削刃7側のガイドローラ6aの近傍に配置されている。これにより、センサ6cを通過する原反100を安定させることができるため、センサ6cによって確実にマーク30を検出することができる。
切断装置5には、センサ6cがマーク30(図2参照)を検出したときから、切断位置101(図2参照)が切断刃7に到達するまでの原反100の走行量または時間が予め設定されている。
そして、切断装置5では、センサ6cがマーク30(図2参照)を検出するごとに、所定の間隔で切断刃7を作動させ、原反100を切断位置101(図2参照)で断裁することで、原反100から基紙10(包装紙1)を切り出すことができる。
なお、検査領域12には、マーク30以外の記号や模様を濃色で印刷することができないため、仮に検査領域15を第一側面領域12に配置した場合には、第一側面領域12内の情報領域20が小さくなる。しかしながら、第一側面領域12を検査領域15に直交する方向に延在させることで、情報領域20の前後の縁部と第一側面領域12の前後縁部との間隔を検出領域15の左右方向の幅よりも小さくすることができ、第一側面領域12内のスペースを有効に利用して情報領域20を形成することができる。
本実施形態では、図1に示すように、情報領域20は白ベタ印刷によって白色に塗り潰されているが、情報領域20の色は限定されるものではなく、単色の印刷によって情報領域20が単色に塗り潰されていればよい。
また、情報領域20が印刷される部位は限定されるものではなく、包装体3(図3(b)参照)の所望の面に情報領域20が表示されるように設定することができる。
2 小判用紙束
3 包装体
5 切断装置
6 走行装置
6a ガイドローラ
6b ダンサーローラ
6c センサ
7 切断刃
10 基紙
11 下面領域
12 第一側面領域
13 第二側面領域
14 上面領域
15 検査領域
20 情報領域
21 バーコード(一次元コード)
22 文字情報
30 マーク
100 原反
101 切断位置
Claims (7)
- 小判用紙束を包装するための包装紙であって、
クラフト紙からなる基紙を有し、
前記基紙の外面には単色の印刷によって情報領域が印刷されており、
前記情報領域に製品情報が印刷されていることを特徴とする包装紙。 - 前記情報領域には、一次元コードまたは二次元コードが印刷されていることを特徴とする請求項1に記載の包装紙。
- 前記基紙は、未晒クラフト紙または半晒クラフト紙であることを特徴とする請求項1または請求項2に記載の包装紙。
- 前記基紙の片面に防湿層が設けられていることを特徴とする請求項1から請求項3のいずれか一項に記載の包装紙。
- 前記防湿層は、平板状フィロケイ酸塩化合物と合成樹脂ラテックスとを含有していることを特徴とする請求項4に記載の包装紙。
- 前記情報領域は、前記基紙において前記小判用紙束の側面を包装する側面領域の外面に印刷され、
前記基紙の縁部に沿って検査領域が延在しており、
前記検査領域の外面には、前記基紙を断裁するときの基準となるマークが印刷され、
前記側面領域は前記検査領域に直交する方向に延在していることを特徴とする請求項1から請求項5のいずれか一項に記載の包装紙。 - 小判用紙束を包装するための包装紙の製造方法であって、
請求項1から請求項5のいずれか一項に記載された包装紙の原反を長手方向に走行させる段階と、
前記原反の検査領域の外面に印刷されたマークをセンサによって検出する段階と、
前記マークと切断刃との位置関係に基づいて、前記切断刃によって前記原反を断裁し、前記原反から前記包装紙を切り出す段階と、を備え、
前記原反には前記検査領域が走行方向に延在するとともに、
前記原反には前記小判用紙束の側面を包装する複数の側面領域が前記検査領域に直交する方向に延在し、
前記各側面領域の外面には単色の印刷によって前記情報領域が印刷され、前記各情報領域には前記製品情報が印刷されていることを特徴とする包装紙の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013077358A JP6024571B2 (ja) | 2013-04-03 | 2013-04-03 | 包装紙および包装紙の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013077358A JP6024571B2 (ja) | 2013-04-03 | 2013-04-03 | 包装紙および包装紙の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016197456A Division JP6213647B2 (ja) | 2016-10-05 | 2016-10-05 | 包装紙および包装紙の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014201323A true JP2014201323A (ja) | 2014-10-27 |
| JP6024571B2 JP6024571B2 (ja) | 2016-11-16 |
Family
ID=52352129
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013077358A Active JP6024571B2 (ja) | 2013-04-03 | 2013-04-03 | 包装紙および包装紙の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6024571B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016140516A (ja) * | 2015-01-30 | 2016-08-08 | 株式会社タカゾノ | 薬袋及びその結束体 |
| CN108516182A (zh) * | 2018-03-13 | 2018-09-11 | 孙涵 | 信息防伪拉线盒及其制备方法 |
| JP7597004B2 (ja) | 2021-10-25 | 2024-12-10 | 王子ホールディングス株式会社 | 包装体 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6245258U (ja) * | 1985-09-04 | 1987-03-19 | ||
| JP2006021831A (ja) * | 2004-06-08 | 2006-01-26 | Oji Paper Co Ltd | 小判断裁紙堆積体の包装体 |
| JP2007030941A (ja) * | 2005-07-28 | 2007-02-08 | Oji Paper Co Ltd | 包装体 |
| JP2007076715A (ja) * | 2005-09-16 | 2007-03-29 | Oji Paper Co Ltd | 物品の包装方法および小判断裁紙堆積体の包装体。 |
| JP2009096474A (ja) * | 2007-10-12 | 2009-05-07 | Oji Nepia Kk | 包装体 |
| JP2012166837A (ja) * | 2011-02-16 | 2012-09-06 | Dainippon Printing Co Ltd | 包装体の管理方法および包装体の管理システム |
-
2013
- 2013-04-03 JP JP2013077358A patent/JP6024571B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6245258U (ja) * | 1985-09-04 | 1987-03-19 | ||
| JP2006021831A (ja) * | 2004-06-08 | 2006-01-26 | Oji Paper Co Ltd | 小判断裁紙堆積体の包装体 |
| JP2007030941A (ja) * | 2005-07-28 | 2007-02-08 | Oji Paper Co Ltd | 包装体 |
| JP2007076715A (ja) * | 2005-09-16 | 2007-03-29 | Oji Paper Co Ltd | 物品の包装方法および小判断裁紙堆積体の包装体。 |
| JP2009096474A (ja) * | 2007-10-12 | 2009-05-07 | Oji Nepia Kk | 包装体 |
| JP2012166837A (ja) * | 2011-02-16 | 2012-09-06 | Dainippon Printing Co Ltd | 包装体の管理方法および包装体の管理システム |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016140516A (ja) * | 2015-01-30 | 2016-08-08 | 株式会社タカゾノ | 薬袋及びその結束体 |
| CN108516182A (zh) * | 2018-03-13 | 2018-09-11 | 孙涵 | 信息防伪拉线盒及其制备方法 |
| CN108516182B (zh) * | 2018-03-13 | 2019-12-24 | 山东泰宝防伪技术产品有限公司 | 信息防伪拉线盒及其制备方法 |
| JP7597004B2 (ja) | 2021-10-25 | 2024-12-10 | 王子ホールディングス株式会社 | 包装体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6024571B2 (ja) | 2016-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104555086B (zh) | 复合包装材料、其制造方法以及由其制造的密封包装 | |
| CN108699776A (zh) | 液体包装纸 | |
| JP6024571B2 (ja) | 包装紙および包装紙の製造方法 | |
| JP2020192737A (ja) | 防湿性積層体および紙容器 | |
| JP6213647B2 (ja) | 包装紙および包装紙の製造方法 | |
| RU2685028C2 (ru) | Упаковка | |
| JP6485510B2 (ja) | 包装紙および包装紙の製造方法 | |
| JP2026069587A (ja) | 軟包装材用紙、および軟包装体 | |
| CN116472231B (zh) | 瓦楞纸用箱纸板 | |
| JP7576406B2 (ja) | 紙製品用包装体 | |
| JP7470500B2 (ja) | 包装体 | |
| FI119391B (fi) | Menetelmä tunnistemerkintöjen tuottamiseksi paperiin tai kartonkiin sekä menetelmällä aikaansaatu merkitty materiaali | |
| JP7562954B2 (ja) | 包装袋及びその製造方法 | |
| JP5958850B2 (ja) | 印刷適性を向上させた晒クラフト紙 | |
| JP7530178B2 (ja) | 紙製品用包装体 | |
| JP7271773B1 (ja) | 軟包装材用紙、および軟包装体 | |
| JP5521673B2 (ja) | 圧着シート用塗工紙 | |
| KR101970166B1 (ko) | 기록 용지, 및 기록 용지의 제조 방법 | |
| CN204414787U (zh) | 生产带有不同二维码的复合包装材料的生产线 | |
| JP7526580B2 (ja) | 紙製品用包装体 | |
| JP2007076715A (ja) | 物品の包装方法および小判断裁紙堆積体の包装体。 | |
| JP7530179B2 (ja) | 紙製品用包装体 | |
| JP2023069321A (ja) | 包装袋用積層体及び包装袋 | |
| Bielecki et al. | General issues and the recommended standards for corrugated board and corrugated board packaging | |
| JP2024013309A (ja) | ヒートシール紙、および包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150612 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160414 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20160516 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160913 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160926 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6024571 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |