JP2014201328A - 形状保持テープ、包装袋、形状保持テープの取り付け方法、及び包装袋の製造方法 - Google Patents
形状保持テープ、包装袋、形状保持テープの取り付け方法、及び包装袋の製造方法 Download PDFInfo
- Publication number
- JP2014201328A JP2014201328A JP2013077808A JP2013077808A JP2014201328A JP 2014201328 A JP2014201328 A JP 2014201328A JP 2013077808 A JP2013077808 A JP 2013077808A JP 2013077808 A JP2013077808 A JP 2013077808A JP 2014201328 A JP2014201328 A JP 2014201328A
- Authority
- JP
- Japan
- Prior art keywords
- shape
- tape
- retaining
- packaging bag
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 106
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 40
- 238000000034 method Methods 0.000 title claims abstract description 40
- 229920005989 resin Polymers 0.000 claims abstract description 28
- 239000011347 resin Substances 0.000 claims abstract description 28
- 239000011342 resin composition Substances 0.000 claims abstract description 12
- 239000000203 mixture Substances 0.000 claims abstract description 7
- 230000014759 maintenance of location Effects 0.000 claims description 38
- 238000007789 sealing Methods 0.000 claims description 36
- 230000002093 peripheral effect Effects 0.000 claims description 32
- 238000012423 maintenance Methods 0.000 claims description 15
- 125000006850 spacer group Chemical group 0.000 claims description 10
- 239000000463 material Substances 0.000 description 10
- 238000005520 cutting process Methods 0.000 description 7
- 230000004927 fusion Effects 0.000 description 5
- 239000004700 high-density polyethylene Substances 0.000 description 5
- 239000011256 inorganic filler Substances 0.000 description 5
- 229910003475 inorganic filler Inorganic materials 0.000 description 5
- 229920005672 polyolefin resin Polymers 0.000 description 5
- 238000003860 storage Methods 0.000 description 5
- 235000013305 food Nutrition 0.000 description 4
- 239000002667 nucleating agent Substances 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 229920001903 high density polyethylene Polymers 0.000 description 3
- 229920000092 linear low density polyethylene Polymers 0.000 description 3
- 239000004707 linear low-density polyethylene Substances 0.000 description 3
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 239000000454 talc Substances 0.000 description 3
- 229910052623 talc Inorganic materials 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- 241000219793 Trifolium Species 0.000 description 2
- 239000004840 adhesive resin Substances 0.000 description 2
- 229920006223 adhesive resin Polymers 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229920004889 linear high-density polyethylene Polymers 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 229920008790 Amorphous Polyethylene terephthalate Polymers 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- 239000004716 Ethylene/acrylic acid copolymer Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- GUJOJGAPFQRJSV-UHFFFAOYSA-N dialuminum;dioxosilane;oxygen(2-);hydrate Chemical compound O.[O-2].[O-2].[O-2].[Al+3].[Al+3].O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O GUJOJGAPFQRJSV-UHFFFAOYSA-N 0.000 description 1
- QHZOMAXECYYXGP-UHFFFAOYSA-N ethene;prop-2-enoic acid Chemical compound C=C.OC(=O)C=C QHZOMAXECYYXGP-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052901 montmorillonite Inorganic materials 0.000 description 1
- 235000015097 nutrients Nutrition 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images








Landscapes
- Making Paper Articles (AREA)
- Bag Frames (AREA)
Abstract
Description
特に、粉体を内容物とする包装袋では、スプーンによって内容物をすくい出すときに口部が閉状態に戻ってしまうと、少量の内容物しかすくい出せなかったり、内容物を周囲にこぼしてしまったりして、十分な量の内容物を一度にすくい出すことができなかった。
この包装袋は、口部に貼着されるジッパーテープ基材と本体との間に、塑性変形可能な帯状の形状保持材を挟み込むことにより、ジッパーテープに形状保持性が付与され、口部を開状態で保形するようになっている。
この形状保持材は、ポリオレフィン系樹脂などの熱可塑性樹脂を帯状に押出成形するとともに、形状保持性を付与するために、所定の温度条件下で延伸することによって製造されるようになっている。
また、口部にジッパーテープを備える包装袋では、凸条に形成された雄部と雌部とが口部を開状態から閉状態に戻すように作用することから、形状保持性を向上させるには、この作用を減殺させる必要があった。
一対の形状保持テープのうちの他方の形状保持テープを、両端部同士が重ね合わされ筒状に形成された前記フィルムに融着させる製造方法とすることもできる。
各図に示す形状保持テープ1〜3は、図4に示すような包装袋100の口部110に取り付けられることで、口部110を開状態で保形するという特徴を有している。
このような特徴を発揮すべく、各形状保持テープ1〜3は、以下のような構成を備えている。まず、各形状保持テープ1〜3の共通する構成について、単純な断面形状を有する形状保持テープ1を用いて説明する。
例えば、図1(a)に示す形状保持テープ1Aのテープ本体10は、組成の異なる複数の樹脂がテープ幅W方向に積層された積層体として構成されている。
一方、図1(b)に示す形状保持テープ1Bのテープ本体10は、組成の異なる複数の樹脂がテープ厚みT方向に積層された積層体として構成されている。
そして、各テープ本体10を構成する複数の樹脂層のうちの少なくとも一の樹脂層が所定の樹脂組成物を含有することにより口部110を開状態で保形可能な形状保持性を備える形状保持層11となっている。
添加される無機充填物としては、タルク、マイカ、炭酸カルシウム、炭酸マグネシウム、酸化マグネシウム、造核剤(結晶促進剤)、沈降性硫酸バリウム、ワラストナイト、モンモリロナイトからなる群の中から、一又は二以上を任意に選択することができる。
さらに、タルクに加えて、無機系の造核剤を添加すると、形状保持性の性能が向上する。ここで、無機系の造核剤としては、特に限定されないが、例えば、ポリエチレン用の造核剤を用いることが好ましい。
他の層12を構成する樹脂は、例えば、熱可塑性を有するポリオレフィン系の樹脂組成物が好ましく、特に、形状保持層11との一体性を高めるために、これらと良好な相溶性を有する、例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、又は高密度ポリエチレンが好ましい。
また、形状保持テープ1〜3は、包装袋100の口部110の内周面(取り付け面)に取り付けられることから、少なくともこの内周面と対向する面側の樹脂層は、包装袋100を構成するフィルム101(又は101´)と良好な相溶性を有する樹脂が積層されていることが好ましい。
また、形状保持テープ1Bでは、面fbを口部110の内周面と対向させ、少なくとも面fb側には、フィルム101と良好な相溶性を有する樹脂を積層させることが好ましい。このように口部110の内周面と対向させる面を、面faではなく面fbとするのは、形状保持層11ではフィルム101との相溶性を重視するのではなく、形状保持性の向上を重視すべく、これに特化した組成物を積極的に採用するためである。
なお、フィルム101との良好な相溶性を有する樹脂としては、例えば、フィルム101がポリオレフィン系樹脂ならば、同質のポリオレフィン系樹脂(例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、又は高密度ポリエチレン)が好ましい。
具体的には、次式の関係を満たすようになっている。
S11/(S11+S12)≧30% ・・・(式1)
好ましくは、
S11/(S11+S12)≧40% ・・・(式2)
ただし、S11は形状保持層11の断面積、S12は他の層12の断面積である。
このような断面積の割合を有することにより、他の層12により適度な弾性が付与されながらも、前述の樹脂組成物で形成された形状保持層11が包装袋100の口部110を開状態で保持可能な形状保持性を発揮する。
図2の(a),(b),(c)に示す形状保持テープ2(2A,2B,2C)は、形状保持テープ1Bにおいて形状保持層11の断面形状を違えた変形実施形態であり、テープ長手L方向と直交する方向にテープ本体10を切断したときの断面形状が凸形状をそれぞれ有し、少なくとも凸形状の凸状部分が形状保持層11として構成されている。
すなわち、形状保持テープ2(2A,2B,2C)は、形状保持テープ1Bとは形状保持層11の形状がそれぞれ異なるものの、テープ本体10が複数の樹脂の積層体からなること、形状保持層11が形状保持性を発揮する樹脂組成物からなること、及び形状保持層11の占める断面積が式1又は式2の関係を満たすことなどの共通の構成を備えている。
また、形状保持テープ2Cのように、凸状部分をテープ幅(W)の中央付近ではなく、一方の辺に偏るように配置することもできる。
このようなテープ厚み(T)には他の層12が含まれ、この他の層12は、各形状保持テープ2が包装袋100の口部110に取り付けられたときに、口部110を閉状態に戻すように作用することから、なるべく薄肉形成される方が好ましい。そこで、テープ厚み(T)を共押出により押し出し可能な最小値に設定し、その設定値により実現可能な100μm〜200μm(好ましくは170μm以下)の範囲を、凸状部分を除くテープ厚み(T)としてある。これにより、閉状態に戻す作用を抑制することができる。
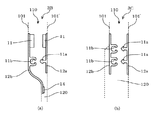
各断面積S11a,S12a,S11b,S12bもこのような対応関係に従い、雄部11a及び雌部11bそれぞれの断面積S11a,S11bが形状保持テープ2A又は2Bの形状保持層11の断面積S11に対応し、他の層12a,12bそれぞれの断面積S12a,S12bが、形状保持テープ2A又は2Bの他の層12の断面積S12に対応している。
このように形状保持テープ3Aは、形状保持テープ2A又は2Bとは形状保持層11の形状が異なるものの、テープ本体10a,10bが複数の樹脂の積層体からなること、雄部11a及び雌部11bが形状保持性を発揮する樹脂組成物からなること、及び雄部11a及び雌部11bを含む形状保持層11の占める断面積が式1又は式2の関係を満たすことなどの形状保持テープ2A又は2Bと同様な構成を備えている。
このような形状保持テープ3Aは、雄部11aと雌部11bとが対峙する関係を有しながら、テープ本体10a,10bの各面fbがそれぞれ取り付け面となり、テープ本体10aとテープ本体10bとが包装袋100の口部110において対向配置されることで、雄部11aと雌部11bの咬合又は咬合解除に伴い、口部110を開閉自在とする、いわゆるジッパーテープとして構成されている。
さらに、雄部11a及び雌部11bが形状保持層11として構成されている上に、式1又は式2の関係を満たすことから、形状保持テープ3Aが包装袋100の口部110に取り付けられたときには、雄部11a及び雌部11bが口部110を開状態で保持するような形状保持性を発揮するようになっている。
以上のような形状保持性を有する形状保持テープ1〜3を、樹脂フィルム等からなる包装袋の口部に取り付けられた場合の実施例について、以下に説明する。
本実施形態では、ポリオレフィン系の樹脂フィルムで製袋された包装袋に、形状保持テープ1〜3のうちの形状保持テープ3Aを取り付けた例を示している。
この包装袋100は、フィルム101,101´の周縁(ハッチング部分)をヒートシールした、平パウチ形式の袋体として形成されている。
包装袋100には、内容物を取り出し可能に開口される口部110と、内容物が収納される収納部120とが形成され、形状保持テープ3Aが口部110の内周面に熱プレス機等(後述の製袋装置200,300,400)により熱接着(融着)されている。
形状保持テープ3Aは、カットテープ111より下方側であって、両端のサイドシール部100aに亘って配置され、フィルム101とフィルム101´に、それぞれ一方の形状保持テープ本体10aと、他方の形状保持テープ本体10bとが取り付けられるとともに、雄部11aと雌部11bが咬合可能に対向配置されている。
このように形状保持テープ3Aを取り付けることにより、雄部11aと雌部11bの咬合又は咬合解除に伴い、口部110を開閉自在とすることができる。
これは、形状保持テープ3Aを包装袋100に取り付ける際に、打ち抜き孔13により、サイドシール部100aにおける接着樹脂量の減量化が図られ、接着樹脂の袋内への流入を防止することができるからである。
具体的には、切欠部112からカットテープ111に沿ってフィルム101,101´を切り裂くことにより、口部110を開口可能な状態にさせるととともに、口部110を摘んでフィルム101とフィルム101´同士を離間させる外力を加えることにより、雄部11aと雌部11bの咬合を解除させ、口部110を開状態にすることができる。
このとき、雄部11aと雌部11bの形状保持層11としての作用により、口部110の閉状態への復元を妨げるように作用することから、口部110を開口させたままの状態で保持させることができ、内容物を円滑に取り出すことができるのである。
このように構成された包装袋100は、以下に示す方法により形状保持テープ3Aが取り付けられて製造される。
包装袋100は、これに取り付けられる形状保持テープ3Aのテープ幅(W)によって、製造方法が異なるようになっている。具体的には、テープ幅(W)が6mm〜8mmの場合と、テープ幅(W)が2mm〜4mmの場合では、製造方法が異なる。
テープ幅(W)が6mm〜8mmの場合は、図5に示す製袋装置200により製造される。
この製袋装置200では、凸状部分である雄部11aと雌部11bとが対峙するように一対の形状保持テープ本体10a,10bを対向配置させた状態で、雄部11aと雌部11bを除く範囲における一対の形状保持テープ本体10a,10bの間に所定のスペーサ210a,210bを挟装させる。このスペーサ210a,210bは、少なくとも雄部11aと雌部11bとが咬合状態にあるときの形状保持テープ本体10a,10b間の幅(隙間)を超える厚みを有している。
熱シール装置220a,220bの雄部11aと雌部11bに対応する部分には、凹部221a,221bが形成され、雄部11aと雌部11bの熱変形を防止する(熱変形防止手段)。
これにより、形状保持テープ10a,10bがフィルム101,101´に取り付けられ、その後、所定の工程(例えば、フィルム101,101´の三辺を融着する工程など)を経て包装袋100が製造されることになる。
反面、テープ幅(W)が狭いと熱シール装置220a,220bとスペーサ210a,210bとで、各フィルム101,101´と一対の形状保持テープ本体10a,10bを挟む範囲が狭くなり、その結果、融着面積が狭まることから、テープ幅(W)が狭い形状保持テープの取り付けには不向きな取り付け方法となっている。
すなわち、この製造方法では、少なくとも6mm以上のテープ幅(W)を有することで必要な融着面積が確保され良好な接着性が実現されることになる。
そうすると、テープ幅(W)が8mmを超える形状保持テープを包装袋に取り付けることもできるが、雄部11aと雌部11bを形状保持層11とする本実施形態の形状保持テープ3Aでは、テープ幅(W)を広げると、テープ総断面積における雄部11aと雌部11bの断面積の占める割合が低下することから、この点を考慮すると、テープ幅(W)は8mm以下が好ましい。
テープ幅(W)が2mm〜4mmの場合は、図6の(a),(b)に示す製袋装置300により製造される。
この製袋装置300では、周面に二条の溝部311a,311bの形成された回転ドラム310において、凸状部分である雄部11aと雌部11bがそれぞれ溝部311a,311bに嵌り込むとともに雄部11aと雌部11bを除く範囲がドラム周面に接触するように、形状保持テープ本体10a、10bをドラム周面に配置する。
溝部311a,311bの幅は、雄部11aと雌部11bの幅にそれぞれ合わせて形成されている。
また、本実施形態では、溝部311a,311bの周縁に、さらに一段の溝部312a,312bを設けてある。この溝部312a,312bは、テープ幅(W)に合わせて形成され、形状保持テープ本体10a、10bがそれぞれ嵌り込むようになっている。
熱シール装置320は、各形状保持テープ本体10a、10bに対してドラム回転方向に二箇所ずつ、すなわち、形状保持テープ本体10aに対しては熱シール装置320a,320a´が、形状保持テープ本体10bに対しては熱シール装置320b,320b´が設けられている。
各熱シール装置320の雄部11aと雌部11bに対応する部分には、凹部321a,321bが形成され、雄部11aと雌部11bの熱変形を防止する(熱変形防止手段)。
さらに、本実施形態では、フィルム101と熱シール装置320との間に無端ベルト330を配置することもできる。
これにより、形状保持テープ本体10a,10bがフィルム101,101´に取り付けられ、その後、所定の工程(例えば、フィルム101,101´の三辺を融着する工程など)を経て包装袋100が製造されることになる。
そうすると、テープ幅が4mmを超える形状保持テープを包装袋に取り付けることもできるが、雄部11aと雌部11bを形状保持層11とする本実施形態の形状保持テープ3Aでは、テープ幅(W)を広げると、テープ総断面積における雄部11aと雌部11bの断面積の占める割合が低下することから、この点を考慮すると、テープ幅(W)は4mm以下が好ましい。
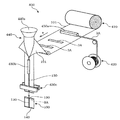
その他の包装袋の製造方法として、一枚のフィルム101から製造される包装袋100の製造方法について説明する。このような包装袋100は、図7に示す製袋装置400により製造することができる。
この製袋装置400は、帯状に形成されたフィルム101を連続して搬送する巻き出しロール410と、雄部11aと雌部11bとが対峙するように対向配置させた(例えば、雄部11aと雌部11bとを咬合させた)一対のテープ本体10a,10bからなる形状保持テープ3Aを、搬送されるフィルム101に対して直交する方向から送出する送出ロール420と、フィルム101を筒状に形成する円筒体440と、複数の熱シール装置430a〜430cと、を備えている。
円筒体440は、包装袋100に充填される内容物が流下可能に中空筒状に形成されるとともに、内容物の投入口440aを上端部に有している。
また、熱シール装置430aには、形状保持テープ3Aを切断するテープ切断手段、熱シール装置430cには、フィルム101を切断するフィルム切断手段が併設されている。
次に、熱シール装置430aにおいて、一対の形状保持テープ本体10a,10bのうちの一方の形状保持テープ本体を、テープ長手方向に対して直交する方向に搬送されるフィルム101に融着させる。
熱シール装置430cでは、まず、筒状のフィルム101は、底部140が融着されて口部の開口された袋体となり、これに投入口440aから投入される内容物が注入され収納部120が内容物で充填される。さらに、一対の形状保持テープ本体10a,10bのうちの他方の形状保持テープ本体がフィルム101(例えば、重ね合わせ部130側のフィルム101)に融着されるとともに、上部150が融着されて開封不能に封止された袋体が形成される。
最後に、フィルム切断手段により、上部150が切断されて一の包装袋100が製造されることになる。
なお、包装袋100において重ね合わせ部130の位置は、図7に示すように、包装袋100のほぼ中央に限らず、例えば、両端部のうちのいずれか一方の端部にあってもよい。
雄部11aと雌部11bが相互に咬合する咬合部(11a,11b)を有する形状保持テープとしては、図3に示す形状保持テープ3Aのような最も基本的な形態の他に、図8〜図10に示すように様々な形態を有する形状保持テープ3B〜3Kとすることもできる。
例えば、図8(a)に示す形状保持テープ3Bでは、雄部11aと雌部11bのみならず、口部110付近に設けられる層11も形状保持層として形成されている。また、層14は、フィルム101´に対して剥離可能に融着されるイージーピール層として形成されている。
また、このタイプのテープでは、一方のテープの他の層12aは、口部110側及び収納部120側の双方ともフィルム101´に融着させるものの、他方のテープの他の層12bは、口部110側のみフィルム101に融着し、収納部120側をフィルム101に融着しない構成とすることもできる。
このような融着関係を有することにより、雄部11aと雌部11bとが咬合された口部110の封止状態において、収納部120内の圧力が増大したときに、咬合した雄部11aと雌部11bとを離間させるように作用する力が緩和されることから、内容物の漏出を効果的に防止することができる。
また、雄部11aの形状は、略スペード型の断面形状のみならず、図9(c)に示す形状保持テープ3Fのように二つの外向きの鉤形状とすることもできる。
さらに、図10(c)に示す形状保持テープ3Iのように、雄部11aの断面形状を略スペード型としながら、非対称とする異形形状とすることもできる。
また、図10(d)に示す形状保持テープ3Jのように、雄部11aの断面形状は、外向きの鉤形状としながら、一体的に形成することもできる。
また、図10(e)に示す形状保持テープ3Kように、雄部11aの断面形状を略スペード型としながら、非対称とする異形形状とし、さらに、口部110側に断面丸形状の把持部を設けることもできる。
10,10a,10b テープ本体(積層体)
11 形状保持層
11a 雄部(形状保持層)
11b 雌部(形状保持層)
12 他の層(形状保持層を除く)
13 打ち抜き孔
14 イージーピール層
100 包装袋
100a サイドシール部
101,101´ フィルム
110 口部
120 収納部
200 製袋装置
210 スペーサ
220 熱シール装置
300 製袋装置
310 回転ドラム
311 溝部
320 熱シール装置
400 製袋装置
410 巻き出しロール
420 送出ロール
430 熱シール装置
440 円筒体
Claims (15)
- 包装袋の口部に取り付けられ、前記口部を開状態で保形可能な形状保持テープであって、
当該テープ本体は、
それぞれ組成の異なる複数の樹脂がテープ幅方向又はテープ厚み方向に積層された積層体からなり、
所定の樹脂組成物を含有することにより前記口部を保形可能な形状保持性を備える少なくとも一層の形状保持層を有し、
テープ長手方向と直交する方向に当該テープ本体を切断したときの断面積において、前記形状保持層の断面積の占める割合が30%以上である
ことを特徴とする形状保持テープ。 - 前記積層体は、複数の樹脂がテープ厚み方向に積層され、
前記形状保持層は、前記包装袋の口部の取り付け面側と反対側の面に積層される
ことを特徴とする請求項1記載の形状保持テープ。 - テープ長手方向と直交する方向に当該テープ本体を切断したときの断面形状が凸形状を有し、
少なくとも前記凸形状の凸状部分を前記形状保持層とした
ことを特徴とする請求項2記載の形状保持テープ。 - 前記凸状部分をテープ幅の中央付近に配置した
ことを特徴とする請求項3記載の形状保持テープ。 - 対をなす二つの形状保持テープを有し、
一方の形状保持テープに備える前記凸状部分が雄部となり、他方の形状保持テープに備える前記凸状部分が雌部となり、前記雄部と前記雌部が相互に咬合する咬合部を有する
ことを特徴とする請求項3又は4記載の形状保持テープ。 - 前記凸状部分を除くテープ厚みは、100μm〜200μmである
ことを特徴とする請求項3〜5のいずれか一項に記載の形状保持テープ。 - 前記テープ幅は、6mm〜8mmである
ことを特徴とする請求項3〜6のいずれか一項に記載の形状保持テープ。 - 前記テープ幅は、2mm〜4mmである
ことを特徴とする請求項3〜6のいずれか一項に記載の形状保持テープ。 - 請求項1〜8のいずれか一項に記載の形状保持テープが、口部に取り付けられることを特徴とする包装袋。
- 請求項7記載の形状保持テープを包装袋用のフィルムに取り付けるときの取り付け方法であって、
前記凸状部分同士が対峙するように一対の形状保持テープを対向配置させた状態で、前記凸状部分を除く範囲における一対の形状保持テープの間に所定のスペーサを挟装させ、
前記一対の形状保持テープの両外側に前記フィルムをそれぞれ配置し、
前記フィルムの両外側に所定の熱シール装置をそれぞれ配置し、
各熱シール装置同士を接近させて各フィルムと一対の形状保持テープをそれぞれ融着させる
ことを特徴とする形状保持テープの取り付け方法。 - 請求項7又は8記載の形状保持テープを包装袋用のフィルムに取り付けるときの取り付け方法であって、
周面に少なくとも一条の溝部の形成された回転ドラムにおいて、前記凸状部分が前記溝部に嵌り込むとともに前記凸状部分を除く範囲が周面に接触するように、形状保持テープをドラム周面に配置し、
前記フィルムを前記ドラム周面に対して形状保持テープよりも外側に配置し、
前記ドラム周面に対して前記フィルムよりも外側に所定の熱シール装置を配置し、
前記熱シール装置を前記ドラム周面に接近させて前記フィルムと形状保持テープを融着させる
ことを特徴とする形状保持テープの取り付け方法。 - 請求項3〜8のいずれか一項に記載の形状保持テープを包装袋用のフィルムに取り付けるときの取り付け方法であって、
前記凸状部分同士が対峙するように対向配置された一対の形状保持テープのうちの一方の形状保持テープを、テープ長手方向に対して直交する方向に搬送される前記フィルムに融着させ、
一対の形状保持テープのうちの他方の形状保持テープを、両端部同士が重ね合わされ筒状に形成された前記フィルムに融着させる
ことを特徴とする形状保持テープの取り付け方法。 - 請求項7記載の形状保持テープを有する包装袋の製造方法であって、
前記凸状部分同士が対峙するように一対の形状保持テープを対向配置させた状態で、前記凸状部分を除く範囲における一対の形状保持テープの間に所定のスペーサを挟装させ、
前記一対の形状保持テープの両外側に包装袋のフィルムをそれぞれ配置し、
前記フィルムの両外側に所定の熱シール装置をそれぞれ配置し、
各熱シール装置同士を接近させて各フィルムと一対の形状保持テープをそれぞれ融着させる
ことを特徴とする包装袋の製造方法。 - 請求項7又は8記載の形状保持テープを有する包装袋の製造方法であって、
周面に少なくとも一条の溝部の形成された回転ドラムにおいて、前記凸状部分が前記溝部に嵌り込むとともに前記凸状部分を除く範囲が周面に接触するように、形状保持テープをドラム周面に配置し、
包装袋のフィルムを前記ドラム周面に対して形状保持テープよりも外側に配置し、
前記ドラム周面に対して前記フィルムよりも外側に所定の熱シール装置を配置し、
前記熱シール装置を前記ドラム周面に接近させて前記フィルムと形状保持テープを融着させる
ことを特徴とする包装袋の製造方法。 - 請求項3〜8のいずれか一項に記載の形状保持テープを有する包装袋の製造方法であって、
前記凸状部分同士が対峙するように対向配置された一対の形状保持テープのうちの一方の形状保持テープを、テープ長手方向に対して直交する方向に搬送される包装袋のフィルムに融着させ、
一対の形状保持テープのうちの他方の形状保持テープを、両端部同士が重ね合わされ筒状に形成された前記フィルムに融着させる
ことを特徴とする包装袋の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013077808A JP2014201328A (ja) | 2013-04-03 | 2013-04-03 | 形状保持テープ、包装袋、形状保持テープの取り付け方法、及び包装袋の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013077808A JP2014201328A (ja) | 2013-04-03 | 2013-04-03 | 形状保持テープ、包装袋、形状保持テープの取り付け方法、及び包装袋の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014201328A true JP2014201328A (ja) | 2014-10-27 |
| JP2014201328A5 JP2014201328A5 (ja) | 2016-04-21 |
Family
ID=52352134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013077808A Pending JP2014201328A (ja) | 2013-04-03 | 2013-04-03 | 形状保持テープ、包装袋、形状保持テープの取り付け方法、及び包装袋の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014201328A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015000747A (ja) * | 2013-06-17 | 2015-01-05 | 大日本印刷株式会社 | 咬合具付き包装袋 |
| JP2019206374A (ja) * | 2018-05-30 | 2019-12-05 | 出光ユニテック株式会社 | 袋状容器、および袋状容器の製造方法 |
| JP2021155113A (ja) * | 2020-03-30 | 2021-10-07 | ダイワ包材株式会社 | 袋体 |
| WO2023199994A1 (ja) * | 2022-04-15 | 2023-10-19 | 出光ユニテック株式会社 | フィルム片の接合装置、フィルムの製造装置、袋状容器の製造装置、フィルム片の接合方法、フィルムの製造方法および袋状容器の製造方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0336825U (ja) * | 1989-08-18 | 1991-04-10 | ||
| JP2003113572A (ja) * | 2001-06-19 | 2003-04-18 | Mitsui Chemicals Inc | ネット状形状保持体、その製法及びその用途 |
| JP2003205565A (ja) * | 2002-01-16 | 2003-07-22 | Shin Etsu Polymer Co Ltd | 成形シート |
| JP2004244023A (ja) * | 2003-02-10 | 2004-09-02 | Idemitsu Unitech Co Ltd | 形状保持テープおよび包装袋 |
| JP2005082164A (ja) * | 2003-09-05 | 2005-03-31 | Idemitsu Unitech Co Ltd | 咬合具および包装袋 |
| JP2005111184A (ja) * | 2003-10-10 | 2005-04-28 | Mitsui Chemicals Inc | 開閉可能な容器 |
| JP2005119209A (ja) * | 2003-10-17 | 2005-05-12 | Tokyo Autom Mach Works Ltd | ジッパーシールブロックおよび縦形製袋充填包装装置 |
| WO2006075644A1 (ja) * | 2005-01-13 | 2006-07-20 | Idemitsu Unitech Co., Ltd. | 咬合具付袋の製造方法及びその製造装置 |
| JP2006321531A (ja) * | 2005-05-19 | 2006-11-30 | Norihisa Sakamoto | ジッパーテープ付袋の易開封手段 |
| JP2008081179A (ja) * | 2006-09-28 | 2008-04-10 | Toppan Printing Co Ltd | 包装袋 |
| JP2011036642A (ja) * | 2009-07-17 | 2011-02-24 | Idemitsu Unitech Co Ltd | 帯状嵌合部材、帯状嵌合具、および帯状嵌合具付包装袋 |
| JP2012232803A (ja) * | 2012-08-20 | 2012-11-29 | C I Kasei Co Ltd | 嵌合具付包装用袋体並びにその嵌合具付包装用袋体の製造方法 |
-
2013
- 2013-04-03 JP JP2013077808A patent/JP2014201328A/ja active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0336825U (ja) * | 1989-08-18 | 1991-04-10 | ||
| JP2003113572A (ja) * | 2001-06-19 | 2003-04-18 | Mitsui Chemicals Inc | ネット状形状保持体、その製法及びその用途 |
| JP2003205565A (ja) * | 2002-01-16 | 2003-07-22 | Shin Etsu Polymer Co Ltd | 成形シート |
| JP2004244023A (ja) * | 2003-02-10 | 2004-09-02 | Idemitsu Unitech Co Ltd | 形状保持テープおよび包装袋 |
| JP2005082164A (ja) * | 2003-09-05 | 2005-03-31 | Idemitsu Unitech Co Ltd | 咬合具および包装袋 |
| JP2005111184A (ja) * | 2003-10-10 | 2005-04-28 | Mitsui Chemicals Inc | 開閉可能な容器 |
| JP2005119209A (ja) * | 2003-10-17 | 2005-05-12 | Tokyo Autom Mach Works Ltd | ジッパーシールブロックおよび縦形製袋充填包装装置 |
| WO2006075644A1 (ja) * | 2005-01-13 | 2006-07-20 | Idemitsu Unitech Co., Ltd. | 咬合具付袋の製造方法及びその製造装置 |
| JP2006321531A (ja) * | 2005-05-19 | 2006-11-30 | Norihisa Sakamoto | ジッパーテープ付袋の易開封手段 |
| JP2008081179A (ja) * | 2006-09-28 | 2008-04-10 | Toppan Printing Co Ltd | 包装袋 |
| JP2011036642A (ja) * | 2009-07-17 | 2011-02-24 | Idemitsu Unitech Co Ltd | 帯状嵌合部材、帯状嵌合具、および帯状嵌合具付包装袋 |
| JP2012232803A (ja) * | 2012-08-20 | 2012-11-29 | C I Kasei Co Ltd | 嵌合具付包装用袋体並びにその嵌合具付包装用袋体の製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015000747A (ja) * | 2013-06-17 | 2015-01-05 | 大日本印刷株式会社 | 咬合具付き包装袋 |
| JP2019206374A (ja) * | 2018-05-30 | 2019-12-05 | 出光ユニテック株式会社 | 袋状容器、および袋状容器の製造方法 |
| JP2021155113A (ja) * | 2020-03-30 | 2021-10-07 | ダイワ包材株式会社 | 袋体 |
| WO2023199994A1 (ja) * | 2022-04-15 | 2023-10-19 | 出光ユニテック株式会社 | フィルム片の接合装置、フィルムの製造装置、袋状容器の製造装置、フィルム片の接合方法、フィルムの製造方法および袋状容器の製造方法 |
| JP2023157728A (ja) * | 2022-04-15 | 2023-10-26 | 出光ユニテック株式会社 | フィルム片の接合装置、フィルムの製造装置、袋状容器の製造装置、フィルム片の接合方法、フィルムの製造方法および袋状容器の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100566619C (zh) | 咬合件、使用该咬合件的袋以及它们的制造方法 | |
| JP5651850B1 (ja) | カットテープ付きチャックテープ、及びカットテープ付きチャックテープを具備した包装袋 | |
| JP6364709B2 (ja) | 咬合具付き包装袋 | |
| JP2016098033A (ja) | チャック付き包装袋 | |
| JP2014201328A (ja) | 形状保持テープ、包装袋、形状保持テープの取り付け方法、及び包装袋の製造方法 | |
| JP6203636B2 (ja) | 形状保持テープ、ジッパーテープ、包装袋、形状保持テープの製造方法、及びジッパーテープの製造方法 | |
| JP2003040290A (ja) | パウチ容器 | |
| JP2009154929A (ja) | 包装袋、その製造装置、および包装袋の製造方法 | |
| JP5651851B1 (ja) | カットテープ付きチャックテープ、及びカットテープ付きチャックテープを具備した包装袋 | |
| JP2018051926A (ja) | 再封性シーラントフィルム | |
| JP2017226478A (ja) | 咬合具付き包装袋 | |
| JP4872398B2 (ja) | 咬合具及び咬合具付き包装袋 | |
| JP2018058330A (ja) | 再封性シーラントフィルム | |
| CN1089305C (zh) | 一种避孕环的无菌包装 | |
| JP3236945U (ja) | 食品包装袋 | |
| JP4530404B2 (ja) | ファスナー付き包装材料および包装体 | |
| JPH10139050A (ja) | 咬合具付き袋 | |
| JPWO2004031042A1 (ja) | 咬合具、咬合具付き包装袋 | |
| JP2007308150A (ja) | パウチ容器 | |
| JP2006111285A (ja) | バリア性に優れた易開封性包装材料 | |
| JP2016098035A (ja) | チャック付き包装袋 | |
| JP2018034807A (ja) | 包装袋 | |
| JP2006176128A (ja) | ピロー包装体 | |
| JP2002225934A (ja) | イージーピール性包装袋 | |
| JP7293730B2 (ja) | 包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160307 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160307 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170208 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170704 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20170705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171002 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20171011 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20171102 |