JP2014201392A - ローラおよびその製造方法 - Google Patents
ローラおよびその製造方法 Download PDFInfo
- Publication number
- JP2014201392A JP2014201392A JP2013077858A JP2013077858A JP2014201392A JP 2014201392 A JP2014201392 A JP 2014201392A JP 2013077858 A JP2013077858 A JP 2013077858A JP 2013077858 A JP2013077858 A JP 2013077858A JP 2014201392 A JP2014201392 A JP 2014201392A
- Authority
- JP
- Japan
- Prior art keywords
- outer ring
- roller
- peripheral surface
- outer peripheral
- ring base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/64—Special methods of manufacture
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/30—Coating surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/30—Coating surfaces
- F16C2223/60—Coating surfaces by vapour deposition, e.g. PVD, CVD
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2360/00—Engines or pumps
- F16C2360/44—Centrifugal pumps
- F16C2360/45—Turbo-molecular pumps
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Electrophotography Configuration And Component (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Rolling Contact Bearings (AREA)
- Chemical Vapour Deposition (AREA)
Abstract
【課題】転がり軸受の外周面によって摺動面が形成され、かつその摺動面が優れた耐摩耗性および摺動性を有するローラおよびその製造方法を提供すること。【解決手段】ピンチローラ21は、2つの転がり軸受22を備える。各転がり軸受22は、たとえば小型の深溝玉軸受である。各転がり軸受22は、内周が支持軸28に外嵌固定された内輪23と、外輪24と、内輪23と外輪24との間に介在する転動体25とを含む。外輪24の外周面24Bが用紙に摺動する。外輪24の外周面24Bの全域は、DLC皮膜26によって被覆されている。【選択図】図2
Description
この発明は、ローラおよびその製造方法に関する。
画像形成装置等で搬送ローラとして用いられるピンチローラは、小型の従動ローラである。特許文献1には、画像形成装置の排紙機構や用紙搬送機構に搭載されて、駆動ローラとの間で用紙を挟持しつつ当該用紙を搬送するピンチローラが開示されている。
また、特許文献2には、真空装置に搭載される真空領域用搬送ローラが開示されている。この真空領域用搬送ローラは、転がり軸受の外輪によって構成されている。
また、特許文献2には、真空装置に搭載される真空領域用搬送ローラが開示されている。この真空領域用搬送ローラは、転がり軸受の外輪によって構成されている。
ピンチローラに、転がり軸受を組み込むことが検討されている。
図8は、ピンチローラ100が搭載された用紙搬送機構101の構成を模式的に示す断面図である。
図8に示すように、ピンチローラ100は、転がり軸受102と樹脂成形品からなる外周リング103とを組み合せて一体化させている。転がり軸受102の内輪104は、たとえば用紙搬送機構101内の所定位置に取り付けられた支持軸108に外嵌固定されている。
図8は、ピンチローラ100が搭載された用紙搬送機構101の構成を模式的に示す断面図である。
図8に示すように、ピンチローラ100は、転がり軸受102と樹脂成形品からなる外周リング103とを組み合せて一体化させている。転がり軸受102の内輪104は、たとえば用紙搬送機構101内の所定位置に取り付けられた支持軸108に外嵌固定されている。
転がり軸受102の外輪105には、当該外輪105を覆うように外周リング103が圧入により外嵌され、これにより外周リング103が外輪105に固定されている。このようなピンチローラ100では、外周リング103が駆動ローラ107に弾性的に押し付けられ、外周リング103の外周面103Aと駆動ローラ107との間に用紙Pが挟持される。そして、駆動ローラ107の回転に伴ってピンチローラ100が回転し、用紙Pを搬送する。すなわち、ピンチローラ100の外周面が、用紙Pに摺動する摺動面として機能する。そのため、外周リング103の材料には、たとえば、摺動性に優れたPTFE(polytetrafluoroethylene)が採用される。
ところが、外周リング103の材料として用いられるPTFEは、優れた摺動性を有するものの、耐摩耗性は劣る。そのため、用紙Pの搬送に伴う外周リング103の外周面103Aと用紙Pとの摺動により、外周リング103の外周面が徐々に削れてしまう。したがって、長期間の使用はできず、定期的に交換する必要がある。
本願発明者らは、ローラ(ピンチローラ)の長寿命化を図るため、転がり軸受を樹脂製の外周リングと一体化させるのではなく、転がり軸受そのものをローラとして使用することを検討している。この場合、通常鋼により形成される外輪の外周面は摺動性が悪いので、外輪の外周面を皮膜で被覆することを検討している。外輪の外周面を被覆する皮膜は、優れた耐摩耗性および摺動性を有していることが望ましい。
本願発明者らは、ローラ(ピンチローラ)の長寿命化を図るため、転がり軸受を樹脂製の外周リングと一体化させるのではなく、転がり軸受そのものをローラとして使用することを検討している。この場合、通常鋼により形成される外輪の外周面は摺動性が悪いので、外輪の外周面を皮膜で被覆することを検討している。外輪の外周面を被覆する皮膜は、優れた耐摩耗性および摺動性を有していることが望ましい。
そこで、この発明の目的は、転がり軸受の外周面によって摺動面が形成され、かつその摺動面が優れた耐摩耗性および摺動性を有するローラおよびその製造方法を提供することである。
前記の目的を達成するための請求項1に記載の発明は、用紙(P)の搬送のために用いられるローラ(21)であって、前記ローラが、内輪(23)と、外輪(24)と、これら内外輪間に配置された複数の転動体(25)とを含む転がり軸受(22)を含み、前記外輪の外周面(24B)が、前記用紙と摺動する前記ローラの摺動面として機能し、前記外輪の外周面は、軸方向中央の中央領域(29)、前記中央領域よりも軸方向(X)の一方側に配置されて前記中央領域よりも表面が粗い一方側領域(30A)、および前記中央領域よりも軸方向の他方側に配置されて前記中央領域よりも表面が粗い他方側領域(30B)を含み、前記外輪の前記外周面の全域が、ダイヤモンドライクカーボン皮膜(26)によって被覆されている、ローラである。
なお、この項において、括弧内の英数字は、後述の実施形態における対応構成要素の参照符合を表すものであるが、これらの参照符号により特許請求の範囲を実施形態に限定する趣旨ではない。
この構成によれば、ダイヤモンドライクカーボン皮膜によって被覆された外輪の外周面が、用紙と摺動するローラの摺動面として機能する。ダイヤモンドライクカーボン皮膜は、優れた耐摩耗性および摺動性を有している。そのため、摺動面が優れた耐摩耗性および摺動性を有するローラを提供することができる。
この構成によれば、ダイヤモンドライクカーボン皮膜によって被覆された外輪の外周面が、用紙と摺動するローラの摺動面として機能する。ダイヤモンドライクカーボン皮膜は、優れた耐摩耗性および摺動性を有している。そのため、摺動面が優れた耐摩耗性および摺動性を有するローラを提供することができる。
また、外輪の外周面において、一方側領域および他方側領域が中央領域よりも表面が粗い。表面が粗くなるのに従って、ダイヤモンドライクカーボン皮膜の当該表面への密着性が高い。そのため、外輪の外周面においては、中央領域よりも、一方側領域および他方側領域の方が、密着性がより一層高い。これにより、ダイヤモンドライクカーボン皮膜を、外輪の外周面に強固に保持させておくことができる。
前記の目的を達成するための請求項2に記載の発明は、外周面(24B)にダイヤモンドライクカーボン皮膜(26)によって被覆された外輪(24)を有し、用紙(P)の搬送のために用いられるローラ(21)の製造方法であって、処理室(3)内に少なくとも炭素系化合物を含む原料ガスを導入しつつ、直流パルス電圧を鋼製の外輪基材(240)に印加する直流パルスプラズマCVD法により、前記外輪基材の外周面に前記ダイヤモンドライクカーボン皮膜を形成する皮膜形成工程を含む、ローラの製造方法である。
この発明の方法によれば、直流パルスプラズマCVD法により、前記の外輪基材の外周面にダイヤモンドライクカーボン皮膜を形成する。
ダイヤモンドライクカーボン皮膜の形成のための処理温度が、約400℃の焼戻し温度を超えると、鋼製の外輪基材に悪影響を及ぼすおそれがある。
これに対し、この発明の方法では、直流パルスプラズマCVD法を採用するので、処理温度が400℃未満(たとえば200℃以下)になる。これにより、鋼製の外輪基材に悪影響を及ぼすことなく、外輪基材の外周面にダイヤモンドライクカーボン皮膜を形成することができる。
ダイヤモンドライクカーボン皮膜の形成のための処理温度が、約400℃の焼戻し温度を超えると、鋼製の外輪基材に悪影響を及ぼすおそれがある。
これに対し、この発明の方法では、直流パルスプラズマCVD法を採用するので、処理温度が400℃未満(たとえば200℃以下)になる。これにより、鋼製の外輪基材に悪影響を及ぼすことなく、外輪基材の外周面にダイヤモンドライクカーボン皮膜を形成することができる。
請求項3に記載の発明は、前記皮膜形成工程に先立って実行され、前記処理室内において、複数の前記外輪基材を、支持棒(31)に外挿させて軸方向(X)に積層配置する積層配置工程をさらに含み、前記皮膜形成工程は、軸方向に積層配置された前記複数の外輪基材に直流パルス電圧を印加する工程を含む、請求項2に記載のローラの製造方法である。
この発明の方法によれば、複数の外輪基材が支持棒に外挿されることにより、当該複数の外輪基材が積層配置される。複数の外輪基材を積層配置するので、複数の外輪基材に対して一括して皮膜を形成することができる。
ところで、外輪基材の外輪軌道面にダイヤモンドライクカーボン皮膜が形成されると、外輪軌道面の面圧が高くなり、異音の原因になるばかりかその周囲にゴミが発生するおそれがある。そのため、外輪基材の外輪軌道面にダイヤモンドライクカーボン皮膜が形成されないように、ダイヤモンドライクカーボン皮膜の形成時に治具などを用いることが考えられる。
ところで、外輪基材の外輪軌道面にダイヤモンドライクカーボン皮膜が形成されると、外輪軌道面の面圧が高くなり、異音の原因になるばかりかその周囲にゴミが発生するおそれがある。そのため、外輪基材の外輪軌道面にダイヤモンドライクカーボン皮膜が形成されないように、ダイヤモンドライクカーボン皮膜の形成時に治具などを用いることが考えられる。
これに対し、この発明の方法によれば、複数の外輪基材が支持棒に外挿されて、軸方向に積層配置される。保持される外輪基材の内周面(外輪軌道面を含む)と、支持棒の外周面との間の間隔は、たとえば微小間隔である。そのため、外輪基材の内周面(外輪軌道面を含む)の周囲には、イオンシース(図示しない)が形成されない。そのため、ダイヤモンドライクカーボン皮膜の形成時に、外輪基材の外輪軌道面にダイヤモンドライクカーボン皮膜は形成されない。したがって、ダイヤモンドライクカーボン皮膜を、外輪基材の外輪軌道面に形成させることなく外輪基材の外周面に形成させることを、治具等を用いることなく実現することができる。
以下では、本発明の実施形態を、添付図面を参照して詳細に説明する。
図1は、本発明の一実施形態に係るローラが適用されるピンチローラ21が搭載された用紙搬送機構20の構成を模式的に示す断面図である。
用紙搬送機構20は、プリンタや複写機を含む画像形成装置に搭載されている。用紙搬送機構20は、一対の搬送ローラとして、ゴム製の駆動ローラ27と、従動ローラとして機能するピンチローラ21とを備えている。駆動ローラ27とピンチローラ21との間を用紙Pが通る。
図1は、本発明の一実施形態に係るローラが適用されるピンチローラ21が搭載された用紙搬送機構20の構成を模式的に示す断面図である。
用紙搬送機構20は、プリンタや複写機を含む画像形成装置に搭載されている。用紙搬送機構20は、一対の搬送ローラとして、ゴム製の駆動ローラ27と、従動ローラとして機能するピンチローラ21とを備えている。駆動ローラ27とピンチローラ21との間を用紙Pが通る。
ピンチローラ21は小型であり、用紙搬送機構20の所定位置に突設された支持軸28(図2参照)に、回転自在に取り付けられている。換言すると、ピンチローラ21は空転状態にある。ピンチローラ21は、付勢部材(図示しない)によって、駆動ローラ27に弾性的に押圧されている。そのため、ピンチローラ21は駆動ローラ27を一定の力で押圧している。このような押圧力により、駆動ローラ27とピンチローラ21との間に用紙Pが挟持される。また、駆動ローラ27の回転に伴って、ピンチローラ21が従動回転することにより、用紙Pが搬送方向に向けて搬送される。
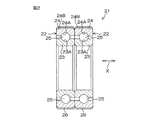
図2は、ピンチローラ21の断面図である。
ピンチローラ21は、2つの転がり軸受22を備える。2つの転がり軸受22は、軸方向Xに隣接して並置されており、互いに共通する諸元を有している。
各転がり軸受22は、たとえば小型(直径が20〜40mm)の深溝玉軸受である。各転がり軸受22は、内周が支持軸28に外嵌固定された内輪23と、外輪24と、内輪23と外輪24との間に介在する複数の転動体25とを含む。内輪23、外輪24および転動体25は、鋼(軸受鋼)などを用いて形成されている。内輪23の外周の軸方向Xの中央部には、転動体25を転走させるための内輪軌道面23Aが形成されている。外輪24の内周の軸方向Xの中央部には、転動体25を転走させるための外輪軌道面24Aが形成されている。なお、図2では、転がり軸受22として深溝玉軸受を採用しているが、これに代えてアンギュラ型の玉軸受を採用してもよく、その他、円筒ころ軸受や円すいころ軸受等を用いてもよい。
ピンチローラ21は、2つの転がり軸受22を備える。2つの転がり軸受22は、軸方向Xに隣接して並置されており、互いに共通する諸元を有している。
各転がり軸受22は、たとえば小型(直径が20〜40mm)の深溝玉軸受である。各転がり軸受22は、内周が支持軸28に外嵌固定された内輪23と、外輪24と、内輪23と外輪24との間に介在する複数の転動体25とを含む。内輪23、外輪24および転動体25は、鋼(軸受鋼)などを用いて形成されている。内輪23の外周の軸方向Xの中央部には、転動体25を転走させるための内輪軌道面23Aが形成されている。外輪24の内周の軸方向Xの中央部には、転動体25を転走させるための外輪軌道面24Aが形成されている。なお、図2では、転がり軸受22として深溝玉軸受を採用しているが、これに代えてアンギュラ型の玉軸受を採用してもよく、その他、円筒ころ軸受や円すいころ軸受等を用いてもよい。
ピンチローラ21の外周面は、2つの外輪24の外周面24Bを含む。そのため、2つの外輪24の外周面24Bが、駆動ローラ27(図1参照)の外周や用紙P(図1参照)と接触する。外輪24の外周面24Bの全域は、ダイヤモンドライクカーボン(以下、「DLC」という。)皮膜26によって被覆されている。DLC皮膜26の膜厚は、たとえば約3μmである。DLC皮膜26によって被覆された外輪24の外周面が、用紙Pに摺動する、ピンチローラ21の摺動面として機能する。DLC皮膜26は、優れた耐摩耗性および摺動性を有している。そのため、ピンチローラ21の摺動面は、優れた耐摩耗性および摺動性を呈する。
図3は、図2の要部を拡大して示す断面図である。
外輪24の外周面24Bは、軸方向Xの一方側(図3に示す左側)の一方端領域(一方側領域)30Aと、軸方向Xの他方側(図3に示す右側)の他方端領域(他方側領域)30Bと、それら端領域30A,30Bを除く円筒状の中央領域29とを含む。この実施形態では、一方端領域30Aおよび他方端領域30Bは、R状またはテーパ状の面取り部分である。
外輪24の外周面24Bは、軸方向Xの一方側(図3に示す左側)の一方端領域(一方側領域)30Aと、軸方向Xの他方側(図3に示す右側)の他方端領域(他方側領域)30Bと、それら端領域30A,30Bを除く円筒状の中央領域29とを含む。この実施形態では、一方端領域30Aおよび他方端領域30Bは、R状またはテーパ状の面取り部分である。
外周面24Bの中央領域29には、研磨による鏡面加工が施されている。そのため、中央領域29の表面における、触針式の表面粗さ測定に基づく算術平均粗さRaはたとえば0.20μmである。これに対し、外周面24Bの一方端領域30Aおよび他方端領域30Bは、研磨による加工がされていない。そのため、一方端領域30Aおよび他方端領域30Bの表面における、触針式の表面粗さ測定に基づく算術平均粗さRaはたとえば6.3μmである。すなわち、一方端領域30Aおよび他方端領域30Bは、中央領域29よりも表面が粗い。外輪24の外周面24Bにおいて、中央領域29および一方端領域30A、他方端領域30Bを含む全域が、DLC皮膜26によって被覆されている。
外輪24の外周面24Bにおいて、一方端領域30Aおよび他方端領域30Bが、中央領域29よりも表面が粗い。表面が粗くなるのに従って、DLC皮膜26の当該表面への密着性が高い。そのため、外輪24の外周面24Bにおいては、中央領域29よりも、一方端領域30Aおよび他方端領域30Bの方が、密着性がより一層高い。これにより、DLC皮膜26を、外輪24の外周面24Bに強固に保持させておくことができる。
なお、外輪24の端面24Cや、外輪軌道面24Aを含む外輪24の内周面には、DLC皮膜は配置されていない。
図4は、DLC皮膜26の形成の前後の状態をそれぞれ示す外輪の斜視図である。
このような外輪24は、プラズマCVD装置1における直流パルスプラズマCVD法の実施により、外輪基材240の外周面24BにDLC皮膜26が配置されることにより、製造される。なお、この明細書において、外輪基材240とは、外周面24BにDLC皮膜26を配置する前の状態の外輪24のことをいう。
図4は、DLC皮膜26の形成の前後の状態をそれぞれ示す外輪の斜視図である。
このような外輪24は、プラズマCVD装置1における直流パルスプラズマCVD法の実施により、外輪基材240の外周面24BにDLC皮膜26が配置されることにより、製造される。なお、この明細書において、外輪基材240とは、外周面24BにDLC皮膜26を配置する前の状態の外輪24のことをいう。
図5は、本発明の外輪24の製造方法に用いるプラズマCVD装置1の構成を模式的に示す図である。このプラズマCVD装置1を用いて、直流パルスプラズマCVD法により外輪24を製造することができる。
プラズマCVD装置1は、隔壁2で取り囲まれた処理室3と、基台5と、処理室3内に原料ガスを導入するためのガス導入管6と、処理室3内を真空排気するための排気系7と、処理室3内に導入されたガスをプラズマ化させるための直流パルス電圧を発生させるプラズマ電源8とを備えている。プラズマCVD装置1は、直流パルスプラズマCVD(Direct Current Plasma Chemical Vapor Deposition)法を実施するための装置である。
プラズマCVD装置1は、隔壁2で取り囲まれた処理室3と、基台5と、処理室3内に原料ガスを導入するためのガス導入管6と、処理室3内を真空排気するための排気系7と、処理室3内に導入されたガスをプラズマ化させるための直流パルス電圧を発生させるプラズマ電源8とを備えている。プラズマCVD装置1は、直流パルスプラズマCVD(Direct Current Plasma Chemical Vapor Deposition)法を実施するための装置である。
基台5は、水平の上面を有する平板状のプレート9と、プレート9上に設けられた複数(たとえば4つ。図5には2つのみ図示)外輪保持部10とを備えている。外輪保持部10は鉛直方向に延びる支持棒31を有している。プレート9および外輪保持部10は、全体が銅などの導電材料を用いて形成されている。基台5にはプラズマ電源8の負極が接続されている。
また、処理室3の隔壁2は、ステンレス鋼等の導電材料を用いて形成されている。隔壁2には、プラズマ電源8の正極が接続されている。また隔壁2はアース接続されている。また隔壁2と基台5とは絶縁部材11によって絶縁されている。そのため隔壁2はアース電位に保たれている。プラズマ電源8がオンされて直流パルス電圧が発生されると、隔壁2と基台5との間に電位差が生じる。
また、ガス導入管6は、処理室3内における基台5の上方を水平方向に延びている。ガス導入管6の基台5に対向する部分には、ガス導入管6の長手方向に沿って配列された多数の原料ガス吐出孔12が形成されている。原料ガス吐出孔12から原料ガスが吐出されることにより、処理室3内に原料ガスが導入される。
ガス導入管6には、成分ガスである原料ガスが供給される。ガス導入管6には、成分ガスの供給源(ガスボンベや液体を収容する容器等)からそれぞれの成分ガスを処理室3に導くための複数の分岐導入管(図示せず)が接続されている。各分岐導入管には、各供給源からの成分ガスの流量を調節するための流量調節バルブ(図示せず)等が設けられている。また供給源のうち液体を収容する容器には、必要に応じて、液体を加熱するための加熱手段(図示せず)が設けられている。
ガス導入管6には、成分ガスである原料ガスが供給される。ガス導入管6には、成分ガスの供給源(ガスボンベや液体を収容する容器等)からそれぞれの成分ガスを処理室3に導くための複数の分岐導入管(図示せず)が接続されている。各分岐導入管には、各供給源からの成分ガスの流量を調節するための流量調節バルブ(図示せず)等が設けられている。また供給源のうち液体を収容する容器には、必要に応じて、液体を加熱するための加熱手段(図示せず)が設けられている。
排気系7は、処理室3にそれぞれ連通する第1排気管13および第2排気管14と、第1開閉バルブ15、第2開閉バルブ16および第3開閉バルブ19と、第1ポンプ17および第2ポンプ18とを備えている。
第1排気管13の途中部には、第1開閉バルブ15および第1ポンプ17が、処理室3側からこの順で介装されている。第1ポンプ17としては、たとえば油回転真空ポンプ(ロータリポンプ)やダイヤフラム真空ポンプなどの低真空ポンプが採用される。油回転真空ポンプは、油によってロータ、ステータおよび摺動翼板などの部品の間の気密空間および無効空間の減少を図る容積移送式真空ポンプである。第1ポンプ17として採用される油回転真空ポンプとしては、回転翼型油回転真空ポンプや揺動ピストン型真空ポンプが挙げられる。
第1排気管13の途中部には、第1開閉バルブ15および第1ポンプ17が、処理室3側からこの順で介装されている。第1ポンプ17としては、たとえば油回転真空ポンプ(ロータリポンプ)やダイヤフラム真空ポンプなどの低真空ポンプが採用される。油回転真空ポンプは、油によってロータ、ステータおよび摺動翼板などの部品の間の気密空間および無効空間の減少を図る容積移送式真空ポンプである。第1ポンプ17として採用される油回転真空ポンプとしては、回転翼型油回転真空ポンプや揺動ピストン型真空ポンプが挙げられる。
また第2排気管14の先端は、第1排気管13における第1開閉バルブ15と第1ポンプ17との間に接続されている。第2排気管14の途中部には、第2開閉バルブ16、第2ポンプ18、および第3開閉バルブ19が、処理室3側からこの順で介装されている。第2ポンプ18としては、たとえばターボ分子ポンプ、油拡散ポンプなどの高真空ポンプが採用される。
図6は、外輪保持部10の構成を模式的に示す断面図である。
外輪保持部10の支持棒31の外周面には、研磨による鏡面加工が施されている。
支持棒31には、円筒状の外輪基材240を外挿可能である。すなわち、外輪保持部10では、複数の外輪基材240を支持棒31に外挿させることにより、複数の外輪基材240を、上下方向(外輪基材240の軸方向)に積層した状態で保持する。換言すると、複数の外輪基材240は、支持棒31に刺し通された状態で保持される。この状態では、隣接する外輪基材240の端面24C同士が重なり合う。
外輪保持部10の支持棒31の外周面には、研磨による鏡面加工が施されている。
支持棒31には、円筒状の外輪基材240を外挿可能である。すなわち、外輪保持部10では、複数の外輪基材240を支持棒31に外挿させることにより、複数の外輪基材240を、上下方向(外輪基材240の軸方向)に積層した状態で保持する。換言すると、複数の外輪基材240は、支持棒31に刺し通された状態で保持される。この状態では、隣接する外輪基材240の端面24C同士が重なり合う。
図6では、各外輪保持部10に7個の外輪基材240を保持させる場合を例に挙げるが、保持可能な外輪基材240の個数は、2個以上7個未満の所定数であってもよいし、8個以上での所定数であってもよい。
支持棒31の下端は、プレート9の上面に接触支持されている。支持棒31の下端部には、支持棒31に支持される外輪基材240の下側の端面24Cを規制するストッパ32が配置されている。ストッパ32は円環状をなし、支持棒31の下端部に外嵌固定されている。支持棒31が、銅などの導電材料を用いて形成されているのに対し、ストッパ32は、セラミックスや石英等の耐熱性を有する絶縁材料を用いて形成されている。
支持棒31の下端は、プレート9の上面に接触支持されている。支持棒31の下端部には、支持棒31に支持される外輪基材240の下側の端面24Cを規制するストッパ32が配置されている。ストッパ32は円環状をなし、支持棒31の下端部に外嵌固定されている。支持棒31が、銅などの導電材料を用いて形成されているのに対し、ストッパ32は、セラミックスや石英等の耐熱性を有する絶縁材料を用いて形成されている。
支持棒31は、丸棒である。支持棒31の直径Dは、外輪基材240の内径よりもやや小径(たとえば2mm程度小径)に設定されている。そのため、外輪保持部10に保持される(支持棒31に外挿される)外輪基材240の内周面と、支持棒31の外周面とは、微小間隔Sを隔てて対向する。なお、微小間隔Sはたとえば1mm程度である。
この実施形態では、プラズマCVD装置1における直流パルスプラズマCVD法の実施により、外輪基材240(図4(a)参照)の外周面24BにDLC皮膜26(図4(b)参照)が形成される。DLC皮膜26の膜厚は、たとえば3μmである。
この実施形態では、プラズマCVD装置1における直流パルスプラズマCVD法の実施により、外輪基材240(図4(a)参照)の外周面24BにDLC皮膜26(図4(b)参照)が形成される。DLC皮膜26の膜厚は、たとえば3μmである。
プラズマCVD装置1を用いて外輪基材240の外周面24BにDLC皮膜26を形成するには、まず、処理室3内の外輪保持部10に、複数個の外輪基材240を外輪保持部10に積層状態にする(積層配置工程)。その後、処理室3を閉じる。
次いで第1、第2および第3開閉バルブ15,16,19を閉じた状態で第1ポンプ17を駆動させたのち、第1開閉バルブ15を開くことにより処理室3内を真空排気する。処理室3内が第1ポンプ17によって所定の真空度まで真空排気された時点で第1開閉バルブ15を閉じるとともに第3開閉バルブ19を開いて第2ポンプ18を駆動させた後、第2開閉バルブ16を開くことにより、第1および第2ポンプ17,18によって処理室3内をさらに真空排気する。
次いで第1、第2および第3開閉バルブ15,16,19を閉じた状態で第1ポンプ17を駆動させたのち、第1開閉バルブ15を開くことにより処理室3内を真空排気する。処理室3内が第1ポンプ17によって所定の真空度まで真空排気された時点で第1開閉バルブ15を閉じるとともに第3開閉バルブ19を開いて第2ポンプ18を駆動させた後、第2開閉バルブ16を開くことにより、第1および第2ポンプ17,18によって処理室3内をさらに真空排気する。
処理室3内が所定の真空度に達した時点で第2開閉バルブ16を閉じ、第2ポンプ18を停止させ、第3開閉バルブ19を閉じるとともに第1開閉バルブ15を開いて第1ポンプ17だけで排気を続けながら、図示しない供給源から原料ガス導入管6を通して原料ガスを処理室3内に導入する。
原料ガスとしては、たとえば炭素系化合物に、水素ガスおよびアルゴンガス等を加えたものを用いる。炭素系化合物としては、たとえばメタン(CH4)、アセチレン(C2H2)、ベンゼン(C6H6)等の、常温、常圧下で気体ないし低沸点の液体である炭化水素化合物の1種または2種以上が挙げられる。水素ガスおよびアルゴンガスはプラズマを安定化させる作用をする。またアルゴンガスは、外輪基材240の外周面24Bに堆積したCを押し固めてDLC皮膜26を硬膜化させる作用も有する。
原料ガスとしては、たとえば炭素系化合物に、水素ガスおよびアルゴンガス等を加えたものを用いる。炭素系化合物としては、たとえばメタン(CH4)、アセチレン(C2H2)、ベンゼン(C6H6)等の、常温、常圧下で気体ないし低沸点の液体である炭化水素化合物の1種または2種以上が挙げられる。水素ガスおよびアルゴンガスはプラズマを安定化させる作用をする。またアルゴンガスは、外輪基材240の外周面24Bに堆積したCを押し固めてDLC皮膜26を硬膜化させる作用も有する。
分岐導入管(図示しない)の流量調節バルブ(図示しない)を調節して、各成分ガスの流量比、および各成分ガスの混合ガスである原料ガスの総流量を調節しながら、原料ガス導入管6を通して原料ガスを処理室3内に導入して、処理室3内の処理圧力を50Pa以上400Pa以下、より好ましくは約200Paに調節する。
次いでプラズマ電源8をオンして、隔壁2と基台5との間に電位差を生じさせることにより、処理室3内にプラズマを発生させる(DLC被覆処理。皮膜形成工程)。
次いでプラズマ電源8をオンして、隔壁2と基台5との間に電位差を生じさせることにより、処理室3内にプラズマを発生させる(DLC被覆処理。皮膜形成工程)。
たとえば直流パルスプラズマCVD法では、プラズマ電源8をオンすることにより、隔壁2と基台5との間に直流パルス電圧を印加してプラズマを発生させる。
図7は、プラズマCVD装置1のプラズマ電源8から外輪基材24に印加される直流パルス電圧の波形の一例を示すグラフである。プラズマ電源8から複数の外輪基材240に印加される直流パルス電圧の波形の一例を示すグラフである。直流パルス電圧の設定電圧値は、たとえば1000V程度の値に設定される。すなわちプラズマ電源8がオンされると、隔壁2と基台5との間に1000Vの電位差が生じる。言い換えれば1000Vの負極性の直流パルス電圧が、処理室3内に前述のようにセットされた(図5に示す積層状態の)外輪基材240に印加される。波形がパルス状であるので、このような高電圧が印加されても処理室3内に異常放電は生じず、外輪基材240の温度上昇を抑制して、処理温度をたとえば200℃以下(たとえば180℃)に抑制することができる。
図7は、プラズマCVD装置1のプラズマ電源8から外輪基材24に印加される直流パルス電圧の波形の一例を示すグラフである。プラズマ電源8から複数の外輪基材240に印加される直流パルス電圧の波形の一例を示すグラフである。直流パルス電圧の設定電圧値は、たとえば1000V程度の値に設定される。すなわちプラズマ電源8がオンされると、隔壁2と基台5との間に1000Vの電位差が生じる。言い換えれば1000Vの負極性の直流パルス電圧が、処理室3内に前述のようにセットされた(図5に示す積層状態の)外輪基材240に印加される。波形がパルス状であるので、このような高電圧が印加されても処理室3内に異常放電は生じず、外輪基材240の温度上昇を抑制して、処理温度をたとえば200℃以下(たとえば180℃)に抑制することができる。
直流パルス電圧においては、そのパルス幅τを周波数fの逆数(1/f)で表されるパルス周期で除算した値、つまり式(1)に示すようにパルス幅τを周波数fで乗算した値として求められるデューティー比を5%以上、特に50%程度に設定するのが好ましい。また周波数fは200Hz以上、2000Hz以下に設定するのが好ましい。
デューティー比=τ×f ・・・(1)
図5および図6に示すように、たとえば直流パルスプラズマCVD法では、このプラズマの発生により、処理室3内において原料ガスからイオンやラジカルが生成されるとともに、隔壁2と外輪基材240との間の電位差に基づいて、複数の外輪基材240の外周面24Bに引き付けられる。そして、負極性の外輪基材240の外周面24Bの周囲に、イオンシース(図示しない)が形成される。このイオンシースの電位差でプラズマ中のイオンが加速され、イオンビームとなって、外輪基材240の外周面24Bにほぼ垂直に衝突する。イオンが繰り返し衝突することにより、外輪基材240の外周面24BにDLC皮膜26が堆積される。
デューティー比=τ×f ・・・(1)
図5および図6に示すように、たとえば直流パルスプラズマCVD法では、このプラズマの発生により、処理室3内において原料ガスからイオンやラジカルが生成されるとともに、隔壁2と外輪基材240との間の電位差に基づいて、複数の外輪基材240の外周面24Bに引き付けられる。そして、負極性の外輪基材240の外周面24Bの周囲に、イオンシース(図示しない)が形成される。このイオンシースの電位差でプラズマ中のイオンが加速され、イオンビームとなって、外輪基材240の外周面24Bにほぼ垂直に衝突する。イオンが繰り返し衝突することにより、外輪基材240の外周面24BにDLC皮膜26が堆積される。
このとき、外輪保持部10に保持される外輪基材240の内周面(外輪軌道面24Aを含む)と、支持棒31の外周面との間の間隔が微小間隔Sである。そのため、外輪基材240の内周面の周囲には、イオンシース(図示しない)が形成されない。したがって、外輪軌道面24Aを含む外輪基材240の内周面にDLC皮膜は形成されない。
また、外輪保持部10に複数の外輪基材240が保持された状態で、上下に隣接する外輪基材240の端面24C同士が重なり合っている。そのため、外輪基材240の端面24Cの周囲にイオンシース(図示しない)が形成されない。その結果、外輪基材240の端面24CにDLC皮膜は形成されない。
また、外輪保持部10に複数の外輪基材240が保持された状態で、上下に隣接する外輪基材240の端面24C同士が重なり合っている。そのため、外輪基材240の端面24Cの周囲にイオンシース(図示しない)が形成されない。その結果、外輪基材240の端面24CにDLC皮膜は形成されない。
したがって、DLC皮膜26を、外輪基材240の外輪軌道面24Aに形成させることなく外輪基材240の外周面24Bに形成させることを、治具等を用いることなく実現することができる。
また、処理温度が200℃以下(たとえば180℃)であるので、鋼(軸受鋼)製の外輪基材240に悪影響を及ぼすことなく、外輪基材240の外周面24BにDLC皮膜26を形成することができる。
また、処理温度が200℃以下(たとえば180℃)であるので、鋼(軸受鋼)製の外輪基材240に悪影響を及ぼすことなく、外輪基材240の外周面24BにDLC皮膜26を形成することができる。
その後、予め定める皮膜形成時間(皮膜形成工程の処理時間)が終了した時点で、プラズマ電源8をオフするとともに、原料ガスの導入を停止した後、第1ポンプ17による排気を続けながら常温まで冷却する。次いで第1開閉バルブ15を閉じ、代わってリークバルブ(図示しない)を開いて処理室3内に外気を導入して処理室3内を常圧に戻した後、処理室3から外輪24を取り出す。これにより、外周面24Bの全域がDLC皮膜26によって被覆された外輪24が製造される。
ところで、DLC被覆処理に先立って、Si(ケイ素)が添加されたDLC皮膜からなる中間層を配置する中間層形成処理を実行してもよい。このような処理により、外輪基材240の外周面24BとDLC皮膜26との間に、Siが添加されたDLC皮膜からなる中間層が形成される。この場合、中間層の形成時には、前述の炭素系化合物、水素ガスおよびアルゴンガスに、さらにTMSなどの有機ケイ素化合物を加えたものを、原料ガスとして採用する。
また、この中間層を、Si(ケイ素)の添加濃度が互いに異なる複数(たとえば5つ)の層を積層して形成することができる。この場合、原料ガスに含まれる有機ケイ素化合物の流量割合を変化させることにより、各層におけるSiの添加濃度を異ならせることができる。これにより、中間層を、Siの添加濃度の勾配がある傾斜膜(中間傾斜膜)に設けることができる。
また、直流パルスプラズマCVD法を実施して外輪基材240の外周面24BにDLC皮膜26を形成するのに先立って、外輪基材240の外周面240Bをイオンボンバード処理してもよい。イオンボンバード処理を実施する場合は、たとえば処理室3内にアルゴンガスおよび水素ガスを導入しながらプラズマ電源8をオンすることによりプラズマを発生させる。このプラズマの発生により、処理室3内においてアルゴンガスからイオンやラジカルが生成するとともに、電位差に基づいて外輪基材240の外周面240Bに打ち付けられて、外輪基材240の外周面240Bに吸着された異分子等をスパッタリング除去したり、外周面240Bを活性化したり原子配列等を改質したりできる。
プラズマCVD装置1(図5参照)を用いた一連の処理の一例として、イオンボンバード処理、中間層形成処理およびDLC被覆処理を順次に実行することが考えられる。この場合、プラズマCVD装置1内の昇温開始からイオンボンバード処理の開始まで約40分間、イオンボンバード処理の処理時間を約1時間、中間層形成処理の処理時間を約25分間、およびDLC被覆処理の処理時間を約40分間とすることができる。この場合、イオンボンバード処理におけるアルゴンガスおよび水素ガスの流量比は1:1であり、中間層形成処理におけるアルゴンガス、炭素系化合物、有機ケイ素化合物および水素ガスの流量比は3:5:3:3であり、DLC被覆処理におけるアルゴンガス、炭素系化合物、および水素ガスの流量比は3:5:3である。
また、前記のイオンボンバード処理においては、プラズマ電源8から印加される直流パルス電圧を、100Vと2500Vとの間で段階的(たとえば100V、700V、1500Vおよび2500Vの4段階)に経時変化させるものであってもよい。
また、DLC皮膜26が、Siを添加したものであってもよい。Siが添加されたDLC皮膜26を形成する場合には、前記のDLC被覆処理において、原料ガスに有機ケイ素化合物を含める必要がある。この場合のアルゴンガス、炭素系化合物、有機ケイ素化合物および水素ガスの流量比を3:5:3:3とすることができる。
また、DLC皮膜26が、Siを添加したものであってもよい。Siが添加されたDLC皮膜26を形成する場合には、前記のDLC被覆処理において、原料ガスに有機ケイ素化合物を含める必要がある。この場合のアルゴンガス、炭素系化合物、有機ケイ素化合物および水素ガスの流量比を3:5:3:3とすることができる。
また、ピンチローラ21が2つの転がり軸受22を含むとして説明したが、ピンチローラ21が1つの転がり軸受22によって構成されていてもよいし、3つ以上の転がり軸受22を組み合わせて構成するものであってもよい。
また、本願発明に係るローラをピンチローラ21に適用する場合を例に挙げたが、本願発明は、ピンチローラ21以外の用紙搬送用のローラにも広く適用することができる。
また、本願発明に係るローラをピンチローラ21に適用する場合を例に挙げたが、本願発明は、ピンチローラ21以外の用紙搬送用のローラにも広く適用することができる。
その他、特許請求の範囲に記載された事項の範囲で種々の設計変更を施すことが可能である。
3…処理室、21…ピンチローラ(ローラ)、22…転がり軸受、23…内輪、24…外輪、25…転動体、26…DLC皮膜(ダイヤモンドライクカーボン皮膜)、29…中央領域、30A…一方端領域(一方側領域)、30B…他方端領域(他方側領域)、31…支持棒、240…外輪基材、P…用紙、X…軸方向
Claims (3)
- 用紙の搬送のために用いられるローラであって、
前記ローラが、内輪と、外輪と、これら内外輪間に配置された複数の転動体とを含む転がり軸受を含み、
前記外輪の外周面が、前記用紙と摺動する前記ローラの摺動面として機能し、
前記外輪の外周面は、軸方向中央の中央領域、前記中央領域よりも軸方向の一方側に配置されて前記中央領域よりも表面が粗い一方側領域、および前記中央領域よりも軸方向の他方側に配置されて前記中央領域よりも表面が粗い他方側領域を含み、
前記外輪の前記外周面の全域が、ダイヤモンドライクカーボン皮膜によって被覆されている、ローラ。 - 外周面にダイヤモンドライクカーボン皮膜によって被覆された外輪を有し、用紙の搬送のために用いられるローラの製造方法であって、
処理室内に少なくとも炭素系化合物を含む原料ガスを導入しつつ、直流パルス電圧を鋼製の外輪基材に印加する直流パルスプラズマCVD法により、前記外輪基材の外周面に前記ダイヤモンドライクカーボン皮膜を形成する皮膜形成工程を含む、ローラの製造方法。 - 前記皮膜形成工程に先立って実行され、前記処理室内において、複数の前記外輪基材を、支持棒に外挿させて軸方向に積層配置する積層配置工程をさらに含み、
前記皮膜形成工程は、軸方向に積層配置された前記複数の外輪基材に直流パルス電圧を印加する工程を含む、請求項2に記載のローラの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013077858A JP2014201392A (ja) | 2013-04-03 | 2013-04-03 | ローラおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013077858A JP2014201392A (ja) | 2013-04-03 | 2013-04-03 | ローラおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014201392A true JP2014201392A (ja) | 2014-10-27 |
Family
ID=52352182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013077858A Pending JP2014201392A (ja) | 2013-04-03 | 2013-04-03 | ローラおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014201392A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3593000A4 (en) * | 2018-05-09 | 2020-05-27 | Ortadogu Rulman Sanayi Ve Ticaret Anonim Sirketi | METHOD FOR PRODUCING AN ELECTRICAL INSULATED BEARING |
| CN114745870A (zh) * | 2022-04-28 | 2022-07-12 | 开平依利安达电子第三有限公司 | 一种pcb线路板无引线金手指制程设备及其工艺 |
| WO2024177467A1 (ko) * | 2023-02-21 | 2024-08-29 | 주식회사 베어링아트 | 전식 방지 베어링 및 그 제조 방법 |
-
2013
- 2013-04-03 JP JP2013077858A patent/JP2014201392A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3593000A4 (en) * | 2018-05-09 | 2020-05-27 | Ortadogu Rulman Sanayi Ve Ticaret Anonim Sirketi | METHOD FOR PRODUCING AN ELECTRICAL INSULATED BEARING |
| CN114745870A (zh) * | 2022-04-28 | 2022-07-12 | 开平依利安达电子第三有限公司 | 一种pcb线路板无引线金手指制程设备及其工艺 |
| WO2024177467A1 (ko) * | 2023-02-21 | 2024-08-29 | 주식회사 베어링아트 | 전식 방지 베어링 및 그 제조 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6084032B2 (ja) | スチール被覆物品およびその製造方法 | |
| JP6071020B2 (ja) | 被覆部材の製造方法 | |
| KR101948013B1 (ko) | 전류 절연 베어링 부품 및 베어링 | |
| CN102753725B (zh) | 被覆部件及其制造方法 | |
| JP5240782B2 (ja) | 連続成膜装置 | |
| US8501673B2 (en) | DLC-coated member | |
| JP2016519213A5 (ja) | ||
| JP2014201392A (ja) | ローラおよびその製造方法 | |
| US8445077B2 (en) | Method of producing coated member | |
| KR20190065233A (ko) | 증착 장치, 가요성 기판을 코팅하는 방법, 및 코팅을 갖는 가요성 기판 | |
| JP2013163841A (ja) | 炭素膜成膜装置および炭素膜成膜方法 | |
| CN108374154B (zh) | 带有复合磁场的类金刚石涂层制备装置及其应用 | |
| CN101899642B (zh) | 镀膜装置 | |
| JP2022179487A (ja) | 成膜装置及び電子デバイスの製造方法 | |
| JP6238053B2 (ja) | 摺動部材 | |
| US6054018A (en) | Outside chamber sealing roller system for surface treatment gas reactors | |
| EP1990443A3 (en) | Method and apparatus for DC plasma assisted chemical vapor deposition in the absence of a positive column, and diamond thin film fabricated thereby | |
| JP5557011B2 (ja) | 被覆部材の製造方法 | |
| CN106460173B (zh) | 等离子体化学气相沉淀成膜装置 | |
| WO2014103318A1 (ja) | プラズマcvd法による保護膜の形成方法 | |
| CN105308727B (zh) | 内部腔室旋转马达、可供选择的旋转 | |
| FR2958640B1 (fr) | Procede de fabrication d'un materiau poreux en diamant de synthese | |
| SG190912A1 (en) | Plasma cvd apparatus, magnetic recording medium and method for manufacturing the same | |
| CN102899632B (zh) | 镀膜方法及其镀膜装置 | |
| JP2016098422A (ja) | 炭素系被膜、それを備えた摺動部材、および摺動部材製造方法 |