JP2014201475A - 光ファイバ母材の製造方法及び製造装置 - Google Patents
光ファイバ母材の製造方法及び製造装置 Download PDFInfo
- Publication number
- JP2014201475A JP2014201475A JP2013078021A JP2013078021A JP2014201475A JP 2014201475 A JP2014201475 A JP 2014201475A JP 2013078021 A JP2013078021 A JP 2013078021A JP 2013078021 A JP2013078021 A JP 2013078021A JP 2014201475 A JP2014201475 A JP 2014201475A
- Authority
- JP
- Japan
- Prior art keywords
- target
- burner
- optical fiber
- cladding
- fiber preform
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Manufacture, Treatment Of Glass Fibers (AREA)
Abstract
【課題】スートの割れ不良を抑制可能な光ファイバ母材の製造方法及び製造装置を提供する。【解決手段】ターゲット11の先端11tからターゲット11の中心軸の延長線11a上に、及びターゲット11の周囲に、スート14を堆積させて光ファイバ母材を製造する光ファイバ母材の製造方法であって、光ファイバ母材のコアとなる部分14aを形成するコア用バーナー12と、コアとなる部分の外周にクラッドとなる部分14bを形成するクラッド用バーナー13とを用い、クラッドとなる部分14bの堆積中に、クラッド用バーナー13の先端13tからターゲット11の中心軸又はその延長線11aまでの距離が徐々に増大するように、クラッド用バーナー13を移動させる。【選択図】図1
Description
本発明は、光ファイバ母材の製造方法及び製造装置に関する。
一般に、光ファイバの製造において、光ファイバ母材等に用いられる石英ガラス母材は、VAD(Vapor phase axial deposition)法やOVD(Outside vapor deposition)法などによりスート(ガラス微粒子)を堆積した後、これを焼結により透明ガラス化することで作製される。また、光ファイバは、このようにして作製された光ファイバ母材を線引きすることで製造される。
従来、VAD法の場合、光ファイバ母材のコアとなるスートを合成するコア用バーナーと、光ファイバ母材のクラッドとなるスートを合成するクラッド用バーナーとを固定して配置し、ターゲット上にスートを堆積成長させて、光ファイバ母材を合成している。
また、特許文献1〜3のように、コア用バーナーを移動させることもある。
また、特許文献1〜3のように、コア用バーナーを移動させることもある。
クラッド用バーナーは、厚みの大きいクラッドのスートを定常時に安定的に製造できるように位置が固定されているため、製造開始時、ターゲットの表面にスートを堆積させる種付け時には、ターゲットまでの距離が大きい。このため、酸水素火炎がターゲットの表面で不安定になり、ターゲットの表面温度及びスートの堆積が不安定になることで、スートの割れ不良の原因の一つとなっている。
本発明は、上記事情に鑑みてなされたものであり、スートの割れ不良を抑制可能な光ファイバ母材の製造方法及び製造装置を提供することを課題とする。
前記課題を解決するため、本発明は、ターゲットの先端から前記ターゲットの中心軸の延長線上に、及び前記ターゲットの周囲に、スートを堆積させて光ファイバ母材を製造する光ファイバ母材の製造方法であって、前記光ファイバ母材のコアとなる部分を形成するコア用バーナーと、前記コアとなる部分の外周にクラッドとなる部分を形成するクラッド用バーナーとを用い、前記クラッドとなる部分の堆積中に、前記クラッド用バーナーの先端から前記ターゲットの中心軸又はその延長線までの距離が徐々に増大するように、前記クラッド用バーナーを移動させることを特徴とする光ファイバ母材の製造方法を提供する。
前記クラッド用バーナーは、前記クラッド用バーナーの先端から前記ターゲットに堆積されつつあるスートの最外層の表面までの距離が一定になるように移動させることが好ましい。
前記クラッド用バーナーの先端から前記ターゲットの中心軸又はその延長線までの距離が増減可能となるように前記クラッド用バーナーを移動させる一軸ステージを用いることが好ましい。
前記クラッド用バーナーは、前記クラッド用バーナーの先端から前記ターゲットに堆積されつつあるスートの最外層の表面までの距離が一定になるように移動させることが好ましい。
前記クラッド用バーナーの先端から前記ターゲットの中心軸又はその延長線までの距離が増減可能となるように前記クラッド用バーナーを移動させる一軸ステージを用いることが好ましい。
また、本発明は、ターゲットの先端から前記ターゲットの中心軸の延長線上に、及び前記ターゲットの周囲に、スートを堆積させて光ファイバ母材を製造する光ファイバ母材の製造装置であって、前記光ファイバ母材のコアとなる部分を形成するコア用バーナーと、前記コアとなる部分の外周にクラッドとなる部分を形成するクラッド用バーナーとを備え、前記クラッドとなる部分の堆積中に、前記クラッド用バーナーの先端から前記ターゲットの中心軸又はその延長線までの距離が徐々に増大するように、前記クラッド用バーナーを移動させることが可能であることを特徴とする光ファイバ母材の製造装置を提供する。
前記クラッド用バーナーは、前記クラッド用バーナーの先端から前記ターゲットに堆積されつつあるスートの最外層の表面までの距離が一定になるように移動させることが可能であることが好ましい。
前記クラッド用バーナーの先端から前記ターゲットの中心軸又はその延長線までの距離が増減可能となるように前記クラッド用バーナーを移動させる一軸ステージを備えることが好ましい。
前記クラッド用バーナーは、前記クラッド用バーナーの先端から前記ターゲットに堆積されつつあるスートの最外層の表面までの距離が一定になるように移動させることが可能であることが好ましい。
前記クラッド用バーナーの先端から前記ターゲットの中心軸又はその延長線までの距離が増減可能となるように前記クラッド用バーナーを移動させる一軸ステージを備えることが好ましい。
本発明によれば、クラッドとなる部分の堆積中に、クラッド用バーナーの先端から堆積中のスートまでの距離の変化を小さくできるので、スートの割れ不良を抑制することが可能になる。
以下、好適な実施の形態に基づき、図面を参照して本発明を説明する。
図1に、本発明の一実施形態における、(a)は堆積の初期を示し、(b)は堆積が進行した状態を示す。
図1に示す製造装置10の概略構成は、スート14を堆積させるターゲット11と、スート14を生成する複数本のバーナー12,13と、チャンバー15を含む。チャンバー15は、ターゲット11を収容する収容部15aと、収容部15aの内部から排気を排出する排気部15bを有する。図1に示す図面は簡略化された模式図であり、その他種々の付属物を設けることができる。
図1に、本発明の一実施形態における、(a)は堆積の初期を示し、(b)は堆積が進行した状態を示す。
図1に示す製造装置10の概略構成は、スート14を堆積させるターゲット11と、スート14を生成する複数本のバーナー12,13と、チャンバー15を含む。チャンバー15は、ターゲット11を収容する収容部15aと、収容部15aの内部から排気を排出する排気部15bを有する。図1に示す図面は簡略化された模式図であり、その他種々の付属物を設けることができる。
ターゲット11は、出発部材、支持棒(ロッド)等とも呼ばれるものであるが、一般に円柱状の棒材であり、例えば石英ガラス等の耐熱性材料から形成される。このターゲット11の表面にスート14を堆積させ、さらにスート14を成長させることにより、光ファイバ母材が形成される。VAD法の場合、ターゲット11の周囲にスート14を堆積させるだけでなく、ターゲット11の先端11tからターゲット11の中心軸の延長線11a上にもスート14を成長されることにより、芯から外表面までスート14からなる光ファイバ母材を得ることができる。図1(b)に示すように、スート14は、光ファイバ母材のコアとなる部分(コア部)14aと、このコア部14aの外周にクラッドとなる部分(クラッド部)14bを有する。コア部14aは、主にターゲット11の先端11tからターゲット11の長手方向に伸びるように成長し、クラッド部14bは、主にコア部14aの周囲で外径を増すように成長する。
コア部14aを形成するコア用バーナー12は、軸周りに回転するターゲット11の先端11tから延びるスート14のコア部14aの先端に向けて、スートを含む火炎12fを放出する。コア用バーナー12の先端12tは一般に斜め上を向いている。スート14のコア部14aの成長に合わせてターゲット11とコア用バーナー12との位置関係を修正する必要があるが、例えば、ターゲット11を徐々に上に引き上げればよい。
クラッド部14bを形成するクラッド用バーナー13は、軸周りに回転するターゲット11の周囲や、ターゲット11の先端11tから延びるスート14のコア部14aの周囲に向けて、スートを含む火炎13fを放出する。クラッド用バーナー13の先端13tは斜めに向けることもできるが、図1の場合、ターゲット11の長手方向に対して垂直にしている。スート14のクラッド部14bの成長に合わせてターゲット11とクラッド用バーナー13との位置関係を修正する。
コア用バーナー12及びクラッド用バーナー13には、酸水素火炎を生じるための酸素ガス(助燃ガス)、水素ガス(燃料ガス)のほか、スートの原料として、四塩化ケイ素(SiCl4)などのケイ素(Si)を含有する化合物ガス(原料ガス)が供給される。助燃ガス、燃料ガス、原料ガスの種類や比率等は目的とするガラスの組成や製法等に応じて適宜変更できる。コアとクラッドの屈折率差を得るため、例えばコアにゲルマニウム(Ge)を添加したり、クラッドにフッ素(F)を添加したりする場合には、四塩化ゲルマニウム(GeCl4)などのGeを含有する化合物ガスや、四フッ化炭素(CF4)、四フッ化ケイ素(SiF4)、六フッ化硫黄(SF6)などのFを含有する化合物ガスなどが添加される。原料ガスの濃度を段階的又は連続的に変化して、ガラスの組成をファイバ母材の径方向で変化させることもできる。石英ガラスに添加する添加物としては、GeやFに限定されるものではなく、その他、リン(P)、ホウ素(B)、アルミニウム(Al)、塩素(Cl)等、種々の元素が挙げられる。
また、ガスの濃度調整等の目的で、窒素(N2)、アルゴン(Ar)、ヘリウム(He)、ネオン(Ne)、二酸化炭素(CO2)等の不活性ガスを原料ガス等に添加することもできる。火炎の形状を安定させるため、原料ガスの周囲に不活性ガスの流れを形成することもできる。
また、ガスの濃度調整等の目的で、窒素(N2)、アルゴン(Ar)、ヘリウム(He)、ネオン(Ne)、二酸化炭素(CO2)等の不活性ガスを原料ガス等に添加することもできる。火炎の形状を安定させるため、原料ガスの周囲に不活性ガスの流れを形成することもできる。
従来のクラッド用バーナーを移動させない態様では、ターゲットの表面にスートを堆積させる種付け時には、バーナーの先端からターゲットまでの距離が大きいため、ターゲットの表面温度及びスートの堆積が不安定になることで、スートが割れる場合がある。
本発明では、クラッド部14bの堆積中に、クラッド用バーナー13の先端13tからターゲット11の中心軸又はその延長線11aまでの距離D(図4参照)が徐々に増大するように、クラッド用バーナー13を移動させる。これにより、図1(a)に示すように、クラッド部14bを堆積させる初期段階から、前記距離Dを適切に設定する。すなわち、初期段階では前記距離Dが従来より短くなる。すると種付け時には、クラッド用バーナー13の先端13tからターゲット11の表面までの距離が適切に設定され(ターゲット11の半径は既知)、ターゲット11の表面温度及びスート14の堆積が安定になり、ターゲット11の表面に良好な状態で確実にスートを付着させることができ、スート割れを抑制できる。
また、スート14のクラッド部14bの厚さが増大する過程においても、ターゲット11に堆積されつつあるスート14の最外層を形成するクラッド用バーナー13を、クラッド用バーナー13の先端13tからスート14の最外層の表面14cまでの距離dが略一定になるように移動させることが好ましい。これにより、スート14の最外層の表面14cへの新たなスートの堆積状態が安定になり、スート14の表面に良好な状態で確実にスートを堆積させることができる。
本発明では、クラッド部14bの堆積中に、クラッド用バーナー13の先端13tからターゲット11の中心軸又はその延長線11aまでの距離D(図4参照)が徐々に増大するように、クラッド用バーナー13を移動させる。これにより、図1(a)に示すように、クラッド部14bを堆積させる初期段階から、前記距離Dを適切に設定する。すなわち、初期段階では前記距離Dが従来より短くなる。すると種付け時には、クラッド用バーナー13の先端13tからターゲット11の表面までの距離が適切に設定され(ターゲット11の半径は既知)、ターゲット11の表面温度及びスート14の堆積が安定になり、ターゲット11の表面に良好な状態で確実にスートを付着させることができ、スート割れを抑制できる。
また、スート14のクラッド部14bの厚さが増大する過程においても、ターゲット11に堆積されつつあるスート14の最外層を形成するクラッド用バーナー13を、クラッド用バーナー13の先端13tからスート14の最外層の表面14cまでの距離dが略一定になるように移動させることが好ましい。これにより、スート14の最外層の表面14cへの新たなスートの堆積状態が安定になり、スート14の表面に良好な状態で確実にスートを堆積させることができる。
クラッド用バーナー13の移動量は、あらかじめスート14の堆積量を観測して、スートの堆積量に応じた、適切な移動量をプログラム等により実現することもできる。また、現在のスート14の堆積量をセンサ等で観測して、その後のスートの堆積量を予測し、クラッド用バーナー13の移動量を制御することもできる。
プログラムを作成する場合、目標となるスート母材の寸法(長さや外径など)や堆積条件などに応じて、条件が異なるものはそれぞれ異なるプログラムを用意してもよい。また、一部の条件が異なるが他の条件が共通する場合には、異なる条件を変化可能なパラメータ(変数)として入力可能にし、新規な条件でも適切な移動量が算出できるようにすることもできる。
プログラムを作成する場合、目標となるスート母材の寸法(長さや外径など)や堆積条件などに応じて、条件が異なるものはそれぞれ異なるプログラムを用意してもよい。また、一部の条件が異なるが他の条件が共通する場合には、異なる条件を変化可能なパラメータ(変数)として入力可能にし、新規な条件でも適切な移動量が算出できるようにすることもできる。
プログラムには、クラッド用バーナー13の移動量の変化パターンを用意する。クラッド用バーナー13の移動量の変化パターンは、製造開始からの時間に対する、クラッド用バーナー13の位置の関数として表現することができる。また、製造開始からの時間に対する、クラッド用バーナー13の移動速度の関数として表現することもできる。
変化パターンを記述するための関数としては、一次関数、二次関数等の連続関数に限らず、特定の時間範囲(区間)を特定の値(位置や速度)に対応させる階段関数などの不連続関数であってもよい。クラッド用バーナー13の位置は、例えば、クラッド用バーナー13の先端13tからターゲット11の中心軸又はその延長線11aまでの距離(図4のD)により表すことができる。
変化パターンを記述するための関数としては、一次関数、二次関数等の連続関数に限らず、特定の時間範囲(区間)を特定の値(位置や速度)に対応させる階段関数などの不連続関数であってもよい。クラッド用バーナー13の位置は、例えば、クラッド用バーナー13の先端13tからターゲット11の中心軸又はその延長線11aまでの距離(図4のD)により表すことができる。
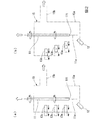
図2に、ターゲット11の長手方向に沿って複数本のクラッド用バーナー13a,13b,13cを配置した製造装置の例を示す。ここでは、3本のクラッド用バーナーを用いた例を示すが、特に3本に限定されるものではなく、2本以下、あるいは4本以上でもよい。
図2(a)の場合、それぞれのクラッド用バーナー13a,13b,13cの位置を上下に揃えた態様を示している。また、図2(b)の場合、ターゲット11の移動先である上方に行くほど、クラッド用バーナー13a,13b,13cの位置がターゲット11から離れる態様を示している。
図2(a)の場合、それぞれのクラッド用バーナー13a,13b,13cの位置を上下に揃えた態様を示している。また、図2(b)の場合、ターゲット11の移動先である上方に行くほど、クラッド用バーナー13a,13b,13cの位置がターゲット11から離れる態様を示している。
各クラッド用バーナー13a,13b,13cは同時に使用してもよく、順次使用してもよい。同時に使用していないクラッド用バーナーがある場合は、スートの堆積に使用中のクラッド用バーナーのみを、スートの堆積量に応じて適切に移動させればよい。スートの堆積に使用していないクラッド用バーナーは、移動させなくてもよく、スートの堆積量に無関係に移動させてもよい。
また、製造の目的とするスート母材の長さや外径などに応じて、長さや外径が小さい場合は、より少ない本数のクラッド用バーナーを使用し、長さや外径が大きい場合は、より多い本数のクラッド用バーナーを使用するように使い分けることもできる。
図2(b)の場合、ターゲット11の中心軸又はその延長線11aまでの距離(図4のD)が小さいクラッド用バーナー13aでクラッド部の最内層を形成し、前記距離Dが中くらいのクラッド用バーナー13bでクラッド部の中間層を形成し、前記距離Dが大きいクラッド用バーナー13cでクラッド部の最外層を形成するといった態様も可能である。
また、製造の目的とするスート母材の長さや外径などに応じて、長さや外径が小さい場合は、より少ない本数のクラッド用バーナーを使用し、長さや外径が大きい場合は、より多い本数のクラッド用バーナーを使用するように使い分けることもできる。
図2(b)の場合、ターゲット11の中心軸又はその延長線11aまでの距離(図4のD)が小さいクラッド用バーナー13aでクラッド部の最内層を形成し、前記距離Dが中くらいのクラッド用バーナー13bでクラッド部の中間層を形成し、前記距離Dが大きいクラッド用バーナー13cでクラッド部の最外層を形成するといった態様も可能である。
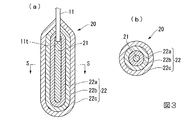
図3に、得られた光ファイバ母材20の一例を示す。図3(a)に示すように、光ファイバ母材20の中心にはコア部21が形成され、ターゲット11の長手方向に伸びている。また、コア部21の周囲にはクラッド部22が形成されている。コア部21は、最終的には光ファイバのコアとなる部分であり、クラッド部22は、光ファイバのクラッドとなる部分である。コア部21の径は、ターゲット11の径と同程度又は一致していてもよく、異なってもよい。
一般に、コア部21にはクラッド部22よりも屈折率の高い材料が用いられる。クラッド部22は、全体が一様の材質となる場合もあり、屈折率の異なる複数の材料を用いて、図3(b)に示すように複数の層22a,22b,22cが同心円上の分布を有する場合もある。スートの組成を階段状に変化させることもでき、また、連続的に傾斜した変化あるいは二次関数的な変化をもたせることもある。いずれの場合にも、クラッド部22では、コア部21に近い内部が最初に形成され、徐々に外径が大きくなるように外側からスートを堆積させていく。
スートからなる光ファイバ母材(スート母材)は、焼結により透明で中実なガラス体となる。また、光ファイバ母材20の先端部や、中心にターゲット11が含まれる根元部は除去され、断面構造が長手方向で略均一な光ファイバ母材(透明ガラス母材)が得られる。また、得られた透明ガラス母材の外表面に、さらにスートを堆積させて焼結し、クラッド部の外径を増加させることもできる。光ファイバ母材(透明ガラス母材)は、公知の線引き工程により光ファイバの製造に用いることができる。
製造される光ファイバとしては特に限定はなく、例えば、シングルモード光ファイバ、マルチモード光ファイバ、分散シフト光ファイバ、分散補償光ファイバ、カットオフシフト光ファイバ、ノン零分散シフト光ファイバ等、種々の光ファイバが挙げられる。
製造される光ファイバとしては特に限定はなく、例えば、シングルモード光ファイバ、マルチモード光ファイバ、分散シフト光ファイバ、分散補償光ファイバ、カットオフシフト光ファイバ、ノン零分散シフト光ファイバ等、種々の光ファイバが挙げられる。
図4に、クラッド用バーナー13の先端13tからターゲット11の中心軸又はその延長線11aまでの距離Dが増減可能となる構成として、クラッド用バーナー13を移動させる一軸ステージ16の概略構成を示す。
クラッド用バーナー13の先端13tからターゲット11の中心軸又はその延長線11aまでの距離Dは、クラッド部14bの堆積中、なるべく一定であることが好ましく、スートが安定に堆積できる所定の許容範囲内に収めることが望ましい。
クラッド用バーナー13の先端13tからターゲット11の中心軸又はその延長線11aまでの距離Dは、クラッド部14bの堆積中、なるべく一定であることが好ましく、スートが安定に堆積できる所定の許容範囲内に収めることが望ましい。
以上、本発明を好適な実施の形態に基づいて説明してきたが、本発明は上述の形態例に限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の改変が可能である。
クラッド用バーナーは、ターゲットの長手方向に対して垂直に移動させることに限られず、ターゲットの長手方向に対して斜めに移動させることもできる。この場合、ターゲットの長手方向に対して平行な変位を有することから、ターゲットの引き上げ速度との関係を適宜調整することが好ましい。
クラッド用バーナーは、ターゲットの長手方向に対して垂直に移動させることに限られず、ターゲットの長手方向に対して斜めに移動させることもできる。この場合、ターゲットの長手方向に対して平行な変位を有することから、ターゲットの引き上げ速度との関係を適宜調整することが好ましい。
クラッド用バーナーの移動方向は、クラッド用バーナーの長手方向(火炎を噴出する中心軸方向)に対して平行であってもよく、非平行であってもよい。
クラッド用バーナーが複数ある場合、そのうち1つのクラッド用バーナーのみを移動させてもよく、2つ又はそれ以上のクラッド用バーナーのみを移動させてもよく、すべてのクラッド用バーナーのみを移動させてもよい。クラッド部の最内層を形成するクラッド用バーナーや、最外層を形成するクラッド用バーナー等の使い分けがある場合は、クラッド部の最内層を形成するクラッド用バーナーを特に移動させてよく、最外層を形成するクラッド用バーナーを特に移動させてよい。
クラッド用バーナーが複数ある場合、そのうち1つのクラッド用バーナーのみを移動させてもよく、2つ又はそれ以上のクラッド用バーナーのみを移動させてもよく、すべてのクラッド用バーナーのみを移動させてもよい。クラッド部の最内層を形成するクラッド用バーナーや、最外層を形成するクラッド用バーナー等の使い分けがある場合は、クラッド部の最内層を形成するクラッド用バーナーを特に移動させてよく、最外層を形成するクラッド用バーナーを特に移動させてよい。
本発明は、光ファイバ母材や光ファイバの製造に利用することができる。さらには、光ファイバ母材や光ファイバに限定されるものではなく、同様のスート堆積方法によるガラス母材の製造に適用することもできる。このようなガラス母材として、例えば、光学用ガラス、ガラス棒、ガラス管などが挙げられる。ガラス母材は、さらに延伸、研磨、穴開け、切削等の加工を施すことにより、種々の部材や部品の製造に利用することができる。
10…光ファイバ母材の製造装置、11…ターゲット、12…コア用バーナー、13,13a,13b,13c…クラッド用バーナー、14…スート、14a…コア部(コアとなる部分)、14b…クラッド部(クラッドとなる部分)、15…チャンバー、16…一軸ステージ、20…光ファイバ母材、21…コア部、22…クラッド部。
Claims (6)
- ターゲットの先端から前記ターゲットの中心軸の延長線上に、及び前記ターゲットの周囲に、スートを堆積させて光ファイバ母材を製造する光ファイバ母材の製造方法であって、
前記光ファイバ母材のコアとなる部分を形成するコア用バーナーと、
前記コアとなる部分の外周にクラッドとなる部分を形成するクラッド用バーナーとを用い、
前記クラッドとなる部分の堆積中に、前記クラッド用バーナーの先端から前記ターゲットの中心軸又はその延長線までの距離が徐々に増大するように、前記クラッド用バーナーを移動させることを特徴とする光ファイバ母材の製造方法。 - 前記クラッド用バーナーは、前記クラッド用バーナーの先端から前記ターゲットに堆積されつつあるスートの最外層の表面までの距離が一定になるように移動させることを特徴とする請求項1に記載の光ファイバ母材の製造方法。
- 前記クラッド用バーナーの先端から前記ターゲットの中心軸又はその延長線までの距離が増減可能となるように前記クラッド用バーナーを移動させる一軸ステージを用いることを特徴とする請求項1又は2に記載の光ファイバ母材の製造方法。
- ターゲットの先端から前記ターゲットの中心軸の延長線上に、及び前記ターゲットの周囲に、スートを堆積させて光ファイバ母材を製造する光ファイバ母材の製造装置であって、
前記光ファイバ母材のコアとなる部分を形成するコア用バーナーと、
前記コアとなる部分の外周にクラッドとなる部分を形成するクラッド用バーナーとを備え、
前記クラッドとなる部分の堆積中に、前記クラッド用バーナーの先端から前記ターゲットの中心軸又はその延長線までの距離が徐々に増大するように、前記クラッド用バーナーを移動させることが可能であることを特徴とする光ファイバ母材の製造装置。 - 前記クラッド用バーナーは、前記クラッド用バーナーの先端から前記ターゲットに堆積されつつあるスートの最外層の表面までの距離が一定になるように移動させることが可能であることを特徴とする請求項4に記載の光ファイバ母材の製造装置。
- 前記クラッド用バーナーの先端から前記ターゲットの中心軸又はその延長線までの距離が増減可能となるように前記クラッド用バーナーを移動させる一軸ステージを備えることを特徴とする請求項4又は5に記載の光ファイバ母材の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013078021A JP2014201475A (ja) | 2013-04-03 | 2013-04-03 | 光ファイバ母材の製造方法及び製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013078021A JP2014201475A (ja) | 2013-04-03 | 2013-04-03 | 光ファイバ母材の製造方法及び製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014201475A true JP2014201475A (ja) | 2014-10-27 |
Family
ID=52352251
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013078021A Pending JP2014201475A (ja) | 2013-04-03 | 2013-04-03 | 光ファイバ母材の製造方法及び製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014201475A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230047937A (ko) * | 2021-10-01 | 2023-04-10 | 대한광통신 주식회사 | Vad 공정을 이용하여 반경방향으로 균일한 특성을 갖는 합성유리 모재를 제조하기 위한 방법 및 장치 |
| CN115974398A (zh) * | 2022-12-23 | 2023-04-18 | 青海中利光纤技术有限公司 | 一种锥形芯层光学匹配的光纤预制棒成型方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS593027A (ja) * | 1982-06-23 | 1984-01-09 | Sumitomo Electric Ind Ltd | 光フアイバ用ガラス母材の製造方法 |
| JPS60264336A (ja) * | 1984-06-11 | 1985-12-27 | Furukawa Electric Co Ltd:The | 光学系ガラス母材の製造方法 |
| JP2003073131A (ja) * | 2001-06-19 | 2003-03-12 | Sumitomo Electric Ind Ltd | ガラス微粒子堆積体の製造方法 |
| JP2003137585A (ja) * | 2001-11-05 | 2003-05-14 | Sumitomo Electric Ind Ltd | 光ファイバ用コアガラス母材の製造方法 |
| JP2004018346A (ja) * | 2002-06-19 | 2004-01-22 | Shin Etsu Chem Co Ltd | 光ファイバ用多孔質ガラス母材の製造方法及び装置 |
-
2013
- 2013-04-03 JP JP2013078021A patent/JP2014201475A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS593027A (ja) * | 1982-06-23 | 1984-01-09 | Sumitomo Electric Ind Ltd | 光フアイバ用ガラス母材の製造方法 |
| JPS60264336A (ja) * | 1984-06-11 | 1985-12-27 | Furukawa Electric Co Ltd:The | 光学系ガラス母材の製造方法 |
| JP2003073131A (ja) * | 2001-06-19 | 2003-03-12 | Sumitomo Electric Ind Ltd | ガラス微粒子堆積体の製造方法 |
| JP2003137585A (ja) * | 2001-11-05 | 2003-05-14 | Sumitomo Electric Ind Ltd | 光ファイバ用コアガラス母材の製造方法 |
| JP2004018346A (ja) * | 2002-06-19 | 2004-01-22 | Shin Etsu Chem Co Ltd | 光ファイバ用多孔質ガラス母材の製造方法及び装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230047937A (ko) * | 2021-10-01 | 2023-04-10 | 대한광통신 주식회사 | Vad 공정을 이용하여 반경방향으로 균일한 특성을 갖는 합성유리 모재를 제조하기 위한 방법 및 장치 |
| KR102801317B1 (ko) | 2021-10-01 | 2025-05-07 | 대한광통신(주) | Vad 공정을 이용하여 반경방향으로 균일한 특성을 갖는 합성유리 모재를 제조하기 위한 방법 및 장치 |
| CN115974398A (zh) * | 2022-12-23 | 2023-04-18 | 青海中利光纤技术有限公司 | 一种锥形芯层光学匹配的光纤预制棒成型方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5695025B2 (ja) | 光ファイバ母材の製造方法 | |
| JP2013109350A (ja) | マルチモード光ファイバ | |
| JP6513796B2 (ja) | 一工程フッ素トレンチ及びオーバークラッドを有する光ファイバプリフォームの作製方法 | |
| US9382149B2 (en) | Methods for producing a semifinished part for the manufacture of an optical fiber which is optimized in terms of bending | |
| KR20070090747A (ko) | 디프레스드 굴절형 광섬유 제조방법 | |
| US11001520B2 (en) | Optical fiber glass preform manufacturing method | |
| JP6079114B2 (ja) | マルチモード光ファイバ | |
| CN111615499B (zh) | 光纤母材的制造方法、光纤母材以及光纤的制造方法、光纤 | |
| CN111320374B (zh) | 光纤预制棒及其制备方法 | |
| JP2014201475A (ja) | 光ファイバ母材の製造方法及び製造装置 | |
| JP2013056787A (ja) | 光ファイバ母材の製造方法 | |
| US20040093905A1 (en) | Method for producing optical fiber base material | |
| JP7195703B2 (ja) | 多孔質体合成用バーナー及び多孔質体の製造方法 | |
| KR100991925B1 (ko) | 광섬유 모재의 굴절률을 보정하는 인선 방법 및 장치 | |
| JP2003206152A (ja) | 光ファイバ、光ファイバ母材およびそれらの製造方法 | |
| JP6826910B2 (ja) | 多孔質体合成用多重管バーナー及び多孔質体合成装置 | |
| JP2014101236A (ja) | 光ファイバ母材の製造方法および光ファイバ | |
| JP5485003B2 (ja) | 光ファイバ母材の製造方法 | |
| JP5000333B2 (ja) | 光ファイバ用石英ガラス多孔質体の製造方法 | |
| CN1994945A (zh) | 气相轴向淀积设备以及使用该设备制造烟灰预制棒的方法 | |
| JP2017043512A (ja) | 光ファイバ母材の製造方法、光ファイバの製造方法およびレンズの製造方法 | |
| JP4499025B2 (ja) | 石英ガラス多孔質母材の製造方法 | |
| US20230331618A1 (en) | Method and facility for producing optical fiber base material | |
| JP3953855B2 (ja) | 多孔質母材の製造方法 | |
| KR100930441B1 (ko) | 다중 모드 광섬유 모재의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161011 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161013 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170404 |