JP2014201928A - 定着金具の製造方法 - Google Patents
定着金具の製造方法 Download PDFInfo
- Publication number
- JP2014201928A JP2014201928A JP2013077842A JP2013077842A JP2014201928A JP 2014201928 A JP2014201928 A JP 2014201928A JP 2013077842 A JP2013077842 A JP 2013077842A JP 2013077842 A JP2013077842 A JP 2013077842A JP 2014201928 A JP2014201928 A JP 2014201928A
- Authority
- JP
- Japan
- Prior art keywords
- sleeve
- reinforcing bar
- peripheral surface
- fixing
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Reinforcement Elements For Buildings (AREA)
Abstract
【課題】鉄筋の端部に定着部が形成された定着金具であって、大きな引き抜き力に抗することができ、破断しにくいものを簡易に製造する方法を提供する。【解決手段】鉄筋11と、略筒型形状からなり、鉄筋11が挿通される挿通孔12aを有する中空のスリーブ12と、から形成され、一端部に定着部121が設けられ、鉄筋11の外周面にスリーブ12の内周面が圧着させられた定着金具1を製造する方法であって、挿通孔12a内に鉄筋11の一端部が挿通させられたスリーブ12を外周面から半径方向内側に押圧し、鉄筋11の外周面にスリーブ12の内周面を圧着させる工程と、鉄筋11に圧着させられたスリーブ12の一端部を軸心方向に押圧し、スリーブ12の一端部を半径方向外側に拡径させて定着部121を形成する工程とを有する定着金具の製造方法を提供する。【選択図】図4
Description
本発明は、鉄筋にスリーブを圧着させた定着金具の製造方法に関する。
従来、コンクリート打設の際、コンクリートと鉄筋等との付着力を高めるために定着金具が使用されている。
定着金具は、コンクリートに埋設された鉄筋の引き抜きに抗するため、引き抜き方向に対して直角に拡開した形状からなる定着部を備えている。
定着金具は、コンクリートに埋設された鉄筋の引き抜きに抗するため、引き抜き方向に対して直角に拡開した形状からなる定着部を備えている。
特許文献1では、端部に定着金具を備えた鉄筋であって、前記鉄筋の端面外径よりも大きい外形を有した定着部材が前記鉄筋の端面に対向させてあり、少なくとも前記鉄筋の端面領域に相当する面積を溶接されて互いに一体化されている定着金具を備えたものが提案されている。
上記特許文献1記載の定着金具を備えた鉄筋は、鉄筋の端面に溶接された定着部材によって、引き抜き力への抗力を高めることができる。
しかしながら、鉄筋の端面と定着部材とは、溶接によって接合しているのみであるし、引き抜き力が当該接合箇所にまともに作用する構造となっているため、当該箇所において破断する可能性が高い。
しかしながら、鉄筋の端面と定着部材とは、溶接によって接合しているのみであるし、引き抜き力が当該接合箇所にまともに作用する構造となっているため、当該箇所において破断する可能性が高い。
そこで、本発明は、鉄筋にスリーブが圧着すると共に、当該スリーブの端部に定着部が形成された定着金具であって、大きな引き抜き力に抗することができ、破断しにくいものを簡易に製造する方法を提供することを目的とする。
上記目的を達成するため、本発明の一の観点に係る定着金具の製造方法は、鉄筋と、略筒型形状からなり、上記鉄筋が挿通される挿通孔を有する中空のスリーブと、から形成され、一端部に定着部が設けられ、上記鉄筋の外周面に上記スリーブの内周面が圧着させられた定着金具を製造する方法であって、上記挿通孔内に上記鉄筋の一端部が挿通させられたスリーブを外周面から半径方向内側に押圧し、上記鉄筋の外周面に上記スリーブの内周面を圧着させる工程と、上記鉄筋に圧着させられたスリーブの一端部を軸心方向に押圧し、当該スリーブの一端部を半径方向外側に拡径させて上記定着部を形成する工程と、を有することを特徴とする。
また、上記スリーブに圧着させられた鉄筋の一端部を軸心方向に押圧し、当該鉄筋の一端部を半径方向外側に拡径させる工程、をさらに有するものとしてもよい。
また、本発明の別の観点に係る定着金具の製造方法は、少なくとも一端側が開口した中空部を備えたケースと、上記ケースの中空部内に挿し込まれると共に、スリーブを外周面から挟み込む一対の圧着ダイスと、上記一対の圧着ダイスを、上記ケースの中空部内に押し込むと共に、上記スリーブの端部を押圧する押圧シリンダと、を有し、上記一対の圧着ダイスが、上記ケースの中空部内に押し込まれるに従って、上記一対の圧着ダイスの間に設けられる間隙が幅狭に形成される、製造装置により、鉄筋と、略筒型形状からなり、上記鉄筋が挿通される挿通孔を有する中空のスリーブと、から形成され、一端側に定着部が設けられ、上記鉄筋の外周面に上記スリーブの内周面が圧着させられた定着金具を製造する方法であって、上記一対の圧着ダイスにより、上記挿通孔内に上記鉄筋の一端部が挿通させられたスリーブを外周面から挟み込むと共に、上記押圧シリンダにより、上記一対の圧着ダイスを上記ケースの中空部内に押し込んで上記一対の圧着ダイスの間隙を狭めて、上記スリーブを外周面から半径方向内側に押圧し、上記鉄筋の外周面に上記スリーブの内周面を圧着させる工程と、上記押圧シリンダにより、上記鉄筋に圧着させられたスリーブの一端部を軸心方向に押圧し、当該スリーブの一端部を半径方向外側に拡径させて上記定着部を形成する工程と、を有することを特徴とする。
また、上記一対の圧着ダイスには、上記スリーブを挟み込む箇所に、上記スリーブの形状に応じて切り欠かれた切欠部が設けられているものとしてもよい。
本発明によれば、鉄筋とスリーブの圧着と、定着部の形成を一連の工程で行うことができるため、簡易且つ短時間で製造が可能である。
また、本発明によって製造される定着金具は、圧着によって鉄筋とスリーブとが強固に接合しているため、大きな引き抜き力に抗することができ、破断しにくい。
また、本発明によって製造される定着金具は、圧着によって鉄筋とスリーブとが強固に接合しているため、大きな引き抜き力に抗することができ、破断しにくい。
以下、本発明の第一の実施形態に係る定着金具の製造方法について、図を参照して説明する。
まず、本実施形態に係る定着金具の製造方法によって製造される定着金具1を図1に示す。
定着金具1は、鉄筋11と、鉄筋11を挿通させる挿通孔12aを備えたスリーブ12とから構成され、鉄筋1の一端部の外周面には、スリーブ12の内周面が圧着させられている。
また、スリーブ12の一端部には、半径方向外側に拡径した円盤状の定着部121が形成されており、この定着部121は、コンクリート等に対する定着力を向上させる。
さらに、鉄筋11の一端部には、半径方向外側に拡径した抜止部111が形成されている。この抜止部111は、スリーブ12の挿通孔12aの径よりも大径に形成されており、鉄筋11に引き抜き力が作用した際、挿通孔12aの縁に引っ掛かって、鉄筋11がスリーブ12から引き抜かれるのを防ぐ。
まず、本実施形態に係る定着金具の製造方法によって製造される定着金具1を図1に示す。
定着金具1は、鉄筋11と、鉄筋11を挿通させる挿通孔12aを備えたスリーブ12とから構成され、鉄筋1の一端部の外周面には、スリーブ12の内周面が圧着させられている。
また、スリーブ12の一端部には、半径方向外側に拡径した円盤状の定着部121が形成されており、この定着部121は、コンクリート等に対する定着力を向上させる。
さらに、鉄筋11の一端部には、半径方向外側に拡径した抜止部111が形成されている。この抜止部111は、スリーブ12の挿通孔12aの径よりも大径に形成されており、鉄筋11に引き抜き力が作用した際、挿通孔12aの縁に引っ掛かって、鉄筋11がスリーブ12から引き抜かれるのを防ぐ。
鉄筋11は、本例では図2に示されるように、外周面上に一定のピッチで互いに平行な凸状の節が形成された異形鉄筋を用いている。ここで、本実施形態に係る定着金具の製造方法によって製造される定着金具1は、鉄筋11の外周面上にスリーブ12の内周面が圧着される。そのため、鉄筋11の外周面に形成されている凸状の節があった方が、圧着時に鉄筋11の凸状の節がスリーブ12の内周面に食い込むため、より大きな引き抜き力に抗することができる。もっとも、この種類の鉄筋以外の鉄筋であっても、本実施形態に係る定着金具の製造方法により、鉄筋11をスリーブ12に圧着させて、定着金具1を製造することは可能である。
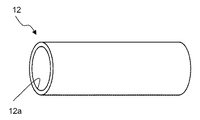
本実施形態に係る定着金具の製造方法が適用される前のスリーブ12は、図3に示されるように、一定の径を有する筒型形状、特に本例では円筒形状の鋼管であり、両端が開口した挿通孔12aを備えている。この挿通孔12aの径は、鉄筋11の径よりも僅かに大きく、両端開口部から鉄筋11を挿通させることができる。
なお、このスリーブ12は、鋳型によって筒型形状に製造されたものでもよいし、鋼棒から削り出して製造されたものでもよく、特にその製造方法等は問わない。
また、本例では、スリーブ12には、鉄筋11よりも硬度の低いものが用いられており、スリーブ12の挿通孔12aの内周面に鉄筋11が圧着された際には、鉄筋11の外周面上の節が、スリーブ12の挿通孔12aの内周面に食い込んだ状態となる。
なお、このスリーブ12は、鋳型によって筒型形状に製造されたものでもよいし、鋼棒から削り出して製造されたものでもよく、特にその製造方法等は問わない。
また、本例では、スリーブ12には、鉄筋11よりも硬度の低いものが用いられており、スリーブ12の挿通孔12aの内周面に鉄筋11が圧着された際には、鉄筋11の外周面上の節が、スリーブ12の挿通孔12aの内周面に食い込んだ状態となる。
次に、本実施形態に係る定着金具の製造方法に用いられる製造装置について説明する。
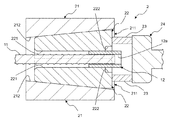
図4に示されるように、製造装置2は、ケース21、圧着ダイス22、冶具23、及び押圧シリンダ24を備える。
図4に示されるように、製造装置2は、ケース21、圧着ダイス22、冶具23、及び押圧シリンダ24を備える。
ケース21は、少なくとも一端に開口部211を備えた筒状の部材である。このケース21の内部には、開口部211の奥に中空部212が形成されており、開口部211から中空部212へ一対の圧着ダイス22が挿し込み可能になっている。
開口部211の断面、及び中空部212の圧着ダイス22の挿し込み方向の断面は、一対の圧着ダイス22全体の外周面形状に即して略長方形状に形成されている。また、この当該長方形状の断面は、圧着ダイス22が挿し込まれる開口部211から奥に向かって徐々に幅狭になっている。
なお、ケース21の開口部211は両端に設けられていてもよい。
開口部211の断面、及び中空部212の圧着ダイス22の挿し込み方向の断面は、一対の圧着ダイス22全体の外周面形状に即して略長方形状に形成されている。また、この当該長方形状の断面は、圧着ダイス22が挿し込まれる開口部211から奥に向かって徐々に幅狭になっている。
なお、ケース21の開口部211は両端に設けられていてもよい。
圧着ダイス22は、本例では二つ一組で用いられ、一対の圧着ダイス22間に、鉄筋11が挿通されたスリーブ12を挟み込み、鉄筋11の外周面にスリーブ12の内周面を圧着させるための部材である。
この圧着ダイス22は、定着金具1が製造される際、押圧シリンダ24によって、ケース21の中空部212内に開口部211から押し込まれる。鉄筋11が挿通されたスリーブ12を挟み込んだ一対の圧着ダイス22全体の外周形状は、ケース21の開口部211、及び中空部212の圧着ダイス22の挿し込み方向の断面形状に即したものとなっている。即ち、断面が略長方形状からなり、中空部212に挿し込まれる向きに徐々に幅狭に構成されている。
この圧着ダイス22は、定着金具1が製造される際、押圧シリンダ24によって、ケース21の中空部212内に開口部211から押し込まれる。鉄筋11が挿通されたスリーブ12を挟み込んだ一対の圧着ダイス22全体の外周形状は、ケース21の開口部211、及び中空部212の圧着ダイス22の挿し込み方向の断面形状に即したものとなっている。即ち、断面が略長方形状からなり、中空部212に挿し込まれる向きに徐々に幅狭に構成されている。
また、この圧着ダイス22には、一対の圧着ダイス22が互いに向き合う面であって、鉄筋11が挿通されたスリーブ12を挟み込む際にスリーブ12の外周面が当接する箇所に、スリーブ12の外周面形状に即した断面半円形状の切欠部221が形成されている。
各圧着ダイス22に断面半円形状の切欠部221が形成されていることから、切欠部221を向かい合わせにして一対の圧着ダイス22を重ねると、一対の圧着ダイス22の間に、スリーブ12の外周形状に即した断面略円形状の間隙が形成される。
ここで、切欠部221は、向かい合わせにされた切欠部221によって形成される断面略円形状の間隙の径が、スリーブ12の外径よりも僅かに小さくなるように設けられている。その結果、一対の圧着ダイス22の切欠部221間にスリーブ12を挟み込んだ上、スリーブ12に対して外周面全体から半径方向内側に押圧力を加えることで、スリーブ12を縮径させることができる。また、このとき、スリーブ12の挿通孔12a内に鉄筋11が挿通されていることで、鉄筋11が縮径させられると共に、鉄筋11の外周面にスリーブ12の内周面が圧着させられる。
ここで、切欠部221は、向かい合わせにされた切欠部221によって形成される断面略円形状の間隙の径が、スリーブ12の外径よりも僅かに小さくなるように設けられている。その結果、一対の圧着ダイス22の切欠部221間にスリーブ12を挟み込んだ上、スリーブ12に対して外周面全体から半径方向内側に押圧力を加えることで、スリーブ12を縮径させることができる。また、このとき、スリーブ12の挿通孔12a内に鉄筋11が挿通されていることで、鉄筋11が縮径させられると共に、鉄筋11の外周面にスリーブ12の内周面が圧着させられる。
さらに、この圧着ダイス22の端部のうち、断面が幅広の一端部側には、一対の圧着ダイス22が互いに向き合う面に、スリーブ12の一端部に形成される円盤状の定着部121の外周面形状に即した断面半円形状の切欠部222が形成されている。
各圧着ダイス22に断面半円形状の切欠部222が形成されていることから、切欠部222を向かい合わせにして一対の圧着ダイス22を重ねると、一対の圧着ダイス22の間に、スリーブ12の一端部に形成される円盤状の定着部121に即した断面略円形状の間隙が形成される。
ここで、切欠部222は、向かい合わせにされた切欠部222によって形成される断面略円形状の間隙の径が、重ね合わせられた一対の圧着ダイス22の切欠部221によって形成される断面略円形状の間隙よりも径が大きくなるように設けられている。その結果、一対の圧着ダイス22間にスリーブ12を挟み込んだ上、スリーブ12の一端部を押圧シリンダ24によって軸心方向に押圧した際、当該スリーブ12の一端部が、圧着ダイス22に遮られることなく、半径方向外側に拡径する。
ここで、切欠部222は、向かい合わせにされた切欠部222によって形成される断面略円形状の間隙の径が、重ね合わせられた一対の圧着ダイス22の切欠部221によって形成される断面略円形状の間隙よりも径が大きくなるように設けられている。その結果、一対の圧着ダイス22間にスリーブ12を挟み込んだ上、スリーブ12の一端部を押圧シリンダ24によって軸心方向に押圧した際、当該スリーブ12の一端部が、圧着ダイス22に遮られることなく、半径方向外側に拡径する。
なお、本例では、圧着ダイス22は、二つ一組で用いるものとしたが、三つ以上を一組として用いてもよく、鉄筋11が挿通されたスリーブ12を挟み込むことができればよい。
冶具23は、ケース21の中空部212内に、一対の圧着ダイス22で挟み込まれると共に鉄筋11が挿通されたスリーブ12を押し込む際、圧着ダイス22と押圧シリンダ24の間に挟み込まれる部材である。
この冶具23は、特にその形状を問わないが、一端が圧着ダイス22に当接し、他端が押圧シリンダ24に当接する。したがって、例えば、圧着ダイス22ごとに用意した二つの冶具23を夫々、各圧着ダイス22と押圧シリンダ24の間に挟み込むものとしてもよいし、一端が一対の圧着ダイス22双方に当接すると共に、他端が押圧シリンダ24に当接する一つの冶具23を、一対の圧着ダイス22と押圧シリンダ24の間に挟み込むものとしてもよい。
また、冶具23の材質は特に限定されないが、例えば、押圧シリンダ24による押圧力に耐え得る鉄等の金属性材料からなるものとすることができる。
この冶具23は、特にその形状を問わないが、一端が圧着ダイス22に当接し、他端が押圧シリンダ24に当接する。したがって、例えば、圧着ダイス22ごとに用意した二つの冶具23を夫々、各圧着ダイス22と押圧シリンダ24の間に挟み込むものとしてもよいし、一端が一対の圧着ダイス22双方に当接すると共に、他端が押圧シリンダ24に当接する一つの冶具23を、一対の圧着ダイス22と押圧シリンダ24の間に挟み込むものとしてもよい。
また、冶具23の材質は特に限定されないが、例えば、押圧シリンダ24による押圧力に耐え得る鉄等の金属性材料からなるものとすることができる。
押圧シリンダ24は、対象物に押圧力を加える押圧装置の構成部品であって、押圧装置の駆動に応じて対象物を押圧する。
この押圧シリンダ24は、鉄筋11が挿通されたスリーブ12を挟み込んだ一対の圧着ダイス22を、ケース21の中空部212内へ押し込むため、冶具23を介して、当該一対の圧着ダイス22の端部に押圧力を加える。また、鉄筋11が挿通されたスリーブ12の一端部を軸心方向に押圧し、当該スリーブ12の一端部を半径方向外側に拡径させて、円盤状の定着部121を形成させる。
なお、本例において、押圧装置には各種のものを用いることができ、押圧シリンダ24を含め、圧着ダイス22やスリーブ12に対して押圧力を加えることのできるものであればよい。
この押圧シリンダ24は、鉄筋11が挿通されたスリーブ12を挟み込んだ一対の圧着ダイス22を、ケース21の中空部212内へ押し込むため、冶具23を介して、当該一対の圧着ダイス22の端部に押圧力を加える。また、鉄筋11が挿通されたスリーブ12の一端部を軸心方向に押圧し、当該スリーブ12の一端部を半径方向外側に拡径させて、円盤状の定着部121を形成させる。
なお、本例において、押圧装置には各種のものを用いることができ、押圧シリンダ24を含め、圧着ダイス22やスリーブ12に対して押圧力を加えることのできるものであればよい。
なお、本例では冶具23を用いたが、この冶具23は、鉄筋11とスリーブ12とを圧着させる前に、ケース21や圧着ダイス22の端部から飛び出したスリーブ12の一端部に押圧シリンダ24が圧着ダイス22に当接して押圧力を加えるのを防ぐために用いている。そのため、鉄筋11とスリーブ12とを圧着させる際に、スリーブ12の一端部を押圧することなく圧着ダイス22に押圧力を加えることができれば、押圧シリンダ24で直接、圧着ダイス22を押圧するものとしてもよい。
続いて、本実施形態に係る定着金具の製造方法により、定着金具を製造する一連の工程について説明する。
まず、図4に示されるように、スリーブ12の挿通孔12a内に鉄筋11の一端部を挿通させる。このとき、挿通孔12aの全長にわたって鉄筋11を挿通させることなく、スリーブ12の一端部において、定着部121を形成させるのに必要な長さ分だけ挿通孔12a内に鉄筋11を挿通させず、空の状態としておく。
まず、図4に示されるように、スリーブ12の挿通孔12a内に鉄筋11の一端部を挿通させる。このとき、挿通孔12aの全長にわたって鉄筋11を挿通させることなく、スリーブ12の一端部において、定着部121を形成させるのに必要な長さ分だけ挿通孔12a内に鉄筋11を挿通させず、空の状態としておく。
スリーブ12の挿通孔12a内に鉄筋11の一端部を挿通させた状態で、一対の圧着ダイス22によってスリーブ12を挟み込む。この際、切欠部221の内周形状が、スリーブ12の外周形状に即したものとなっていることから、一対の圧着ダイス22によってスリーブ12をしっかりと挟み込むことができる。
なお、スリーブ12の一端部には、後工程において、半径方向外側に拡径した円盤状の定着部121が形成されるため、一対の圧着ダイス22によってスリーブ12を挟み込む際には、スリーブ12の全長のうち、定着部121を形成するのに必要な長さについては一対の圧着ダイス22によって挟み込まず、一対の圧着ダイス22からはみ出した状態とする。
そして、一対の圧着ダイス22によって挟み込まれると共に、鉄筋11が挿通されたスリーブ12を、圧着ダイス22ごと開口部211からケース21の中空部212内へ挿し入れる。
それから、冶具23を各圧着ダイス22の端面と押圧シリンダ24の間に挟み込むと、押圧シリンダ24を制御して、冶具23を介して押圧シリンダ24からの押圧力を圧着ダイス22に加え、圧着ダイス22ごと鉄筋11とスリーブ12を中空部212内へ押し入れる。
それから、冶具23を各圧着ダイス22の端面と押圧シリンダ24の間に挟み込むと、押圧シリンダ24を制御して、冶具23を介して押圧シリンダ24からの押圧力を圧着ダイス22に加え、圧着ダイス22ごと鉄筋11とスリーブ12を中空部212内へ押し入れる。
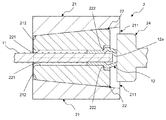
ここで、中空部212が奥に向かって幅狭に形成されていることから、冶具23を介して押圧シリンダ24から押圧力を受けた一対の圧着ダイス22が、中空部212の内周面を摺動しながら中空部212内奥へ押し入れられるに従い、当該一対の圧着ダイス22に対して、中空部212の内周面からの抗力が、当該一対の圧着ダイス22間の間隙を狭める方向に作用する。
この結果、図5に示されるように、軸心方向に加えられた押圧力のみによって、一対の圧着ダイス22に挟み込まれたスリーブ12が、当該一対の圧着ダイス22によって外周面全体から半径方向内側に押圧されて縮径し、鉄筋11の外周面にスリーブ12の内周面が圧着される。なお、この際には、鉄筋11にも半径方向内側に押圧力が加わる結果、鉄筋11も縮径する。
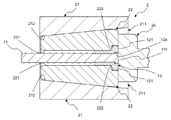
鉄筋11にスリーブ12を圧着させると、図6に示されるように、冶具23を外し、押圧シリンダ24をスリーブ12の一端部に当接させる。そして、押圧シリンダ24により、スリーブ12に対して軸心方向の押圧力を加える。このとき、鉄筋11の外周面にスリーブ12の内周面が圧着させられて、鉄筋11とスリーブ12が互いに固着した状態となっていることから、押圧シリンダ24によってスリーブ12の一端部を押圧しても、鉄筋11がスリーブ12の挿通孔12a内を摺動して、鉄筋11がスリーブ12の挿通孔12a内にさらに挿し込まれたりすることはない。
スリーブ12に対して軸心方向の押圧力を加え続けると、スリーブ12の端部は座屈して、半径方向外側に拡径した状態となる。
当該拡径した部分は、図7に示されるように、中央部分で二重に折り返された円盤形状をなし、定着部121を構成する。
当該拡径した部分は、図7に示されるように、中央部分で二重に折り返された円盤形状をなし、定着部121を構成する。
一方、スリーブ12の端部が半径方向外側に拡径するに連れて、スリーブ12の当該部分の長さが短くなってくると、当該部分における挿通孔12a内の鉄筋11の端部が押圧シリンダ24に当接する。この状態のまま、押圧シリンダ24によって押圧力が加え続けられると、鉄筋11の端部も徐々に半径方向外側に拡径する。その結果、当該押圧された鉄筋11の端部には、縮径したスリーブ12の挿通孔12aの径よりも大径の抜止部111が形成される。
以上のとおり、押圧シリンダ24によって軸心方向に押圧力を加えるだけで、スリーブ12及び当該スリーブ12内に挿通された鉄筋11に対して、軸心方向と半径方向内側に作用する力を与えることができ、その結果、定着部121及び抜止部111を一度に形成することができる。このように、本実施形態に係る定着金具の製造方法は、鉄筋継手と定着アンカーという別用途の製品製作を圧着という技術を用いて、一つの装置で実現している。
そして、この定着金具1によれば、スリーブ12の端部に、半径方向外側、即ち、軸心方向に直角な方向に拡径した定着部121が形成されていることから、コンクリート等に対する付着を高め、大きな引き抜き力にも抗することができる。
また、鉄筋11の端部にも、半径方向外側、即ち、軸心方向に直角な方向に拡径した抜止部111が形成されており、この抜止部111はスリーブ12の挿通孔12aの径よりも大径であることから、鉄筋11がスリーブ12から抜けにくく、やはり大きな引き抜き力に抗することができる。
そして、この定着金具1によれば、スリーブ12の端部に、半径方向外側、即ち、軸心方向に直角な方向に拡径した定着部121が形成されていることから、コンクリート等に対する付着を高め、大きな引き抜き力にも抗することができる。
また、鉄筋11の端部にも、半径方向外側、即ち、軸心方向に直角な方向に拡径した抜止部111が形成されており、この抜止部111はスリーブ12の挿通孔12aの径よりも大径であることから、鉄筋11がスリーブ12から抜けにくく、やはり大きな引き抜き力に抗することができる。
以上の第一の実施形態では、両端が開口した筒型形状のスリーブ12により、定着金具1を製造したが、第二の実施形態では、一端が開口する一方、他端は閉じた略筒型形状のスリーブにより、定着金具3を製造する。
まず、本実施形態に係る定着金具の製造方法によって製造される定着金具3を図8に示す。
定着金具3は、鉄筋31と、鉄筋31を挿通させる挿入孔32aを備えたスリーブ32とから構成され、鉄筋3の一端部の外周面には、スリーブ32の内周面が圧着させられている。
また、スリーブ32の一端部には、半径方向外側に拡径した円盤状の定着部321が形成されており、この定着部321は、コンクリート等に対する定着力を向上させる。
定着金具3は、鉄筋31と、鉄筋31を挿通させる挿入孔32aを備えたスリーブ32とから構成され、鉄筋3の一端部の外周面には、スリーブ32の内周面が圧着させられている。
また、スリーブ32の一端部には、半径方向外側に拡径した円盤状の定着部321が形成されており、この定着部321は、コンクリート等に対する定着力を向上させる。
鉄筋31は、本例においても、外周面上に一定のピッチで互いに平行な凸状の節が形成された異形鉄筋を用いているが、この種類の鉄筋以外の鉄筋であっても、本実施形態に係る定着金具の製造方法により、鉄筋31をスリーブ32に圧着させて、定着金具3を製造することは可能である。
本実施形態に係る定着金具の製造方法が適用される前のスリーブ32は、一定の径を有する筒型形状の鋼管であり、一端が開口する一方、他端が閉じており、内部は挿入孔32aを構成している。この挿入孔32aの径は、鉄筋31の径よりも僅かに大きく、一端側開口部から鉄筋31を挿入させることができる。
続いて、本実施形態に係る定着金具の製造方法により、定着金具3を製造する一連の工程について説明する。なお、本実施形態に係る定着金具の製造方法においても、既述した製造装置2が用いられる。
まず、図9に示されるように、スリーブ32の挿入孔32a内に、一端開口部から鉄筋31の一端部を挿入する。このとき、挿入孔32aの全長にわたって鉄筋31を挿入することなく、スリーブ32の閉じている側の端部において、定着部121を形成させるのに必要な長さ分だけ挿入孔32a内に鉄筋31を挿入させず、空の状態としておく。
まず、図9に示されるように、スリーブ32の挿入孔32a内に、一端開口部から鉄筋31の一端部を挿入する。このとき、挿入孔32aの全長にわたって鉄筋31を挿入することなく、スリーブ32の閉じている側の端部において、定着部121を形成させるのに必要な長さ分だけ挿入孔32a内に鉄筋31を挿入させず、空の状態としておく。
スリーブ32の挿入孔32a内に鉄筋31の一端部を挿入させた状態で、一対の圧着ダイス22によってスリーブ32を挟み込む。この際、切欠部221の内周形状が、スリーブ32の外周形状に即したものとなっていることから、一対の圧着ダイス22によってスリーブ12をしっかりと挟み込むことができる。
なお、スリーブ32の一端部には、後工程において、半径方向外側に拡径した円盤状の定着部321が形成されるため、一対の圧着ダイス22によってスリーブ32を挟み込む際には、スリーブ32の全長のうち、定着部321を形成するのに必要な長さについては一対の圧着ダイス22によって挟み込まず、一対の圧着ダイス22からはみ出した状態とする。
そして、一対の圧着ダイス22によって挟み込まれると共に、鉄筋31が挿通されたスリーブ32を、圧着ダイス22ごと開口部211からケース21の中空部212内へ挿し入れる。
それから、冶具23を各圧着ダイス22の端面と押圧シリンダ24の間に挟み込むと、押圧シリンダ24を制御して、冶具23を介して押圧シリンダ24からの押圧力を圧着ダイス22に加え、圧着ダイス22ごと鉄筋31とスリーブ32を中空部212内へ押し入れる。
それから、冶具23を各圧着ダイス22の端面と押圧シリンダ24の間に挟み込むと、押圧シリンダ24を制御して、冶具23を介して押圧シリンダ24からの押圧力を圧着ダイス22に加え、圧着ダイス22ごと鉄筋31とスリーブ32を中空部212内へ押し入れる。
ここで、中空部212が奥に向かって幅狭に形成されていることから、冶具23を介して押圧シリンダ24から押圧力を受けた一対の圧着ダイス22が、中空部212の内周面を摺動しながら中空部212内奥へ押し入れられるに従い、当該一対の圧着ダイス22に対して、中空部212の内周面からの抗力が、当該一対の圧着ダイス22間の間隙を狭める方向に作用する。
この結果、図10に示されるように、軸心方向の外力のみによって、一対の圧着ダイス22に挟み込まれたスリーブ32が、当該一対の圧着ダイス22によって外周面全体から半径方向内側に押圧されて縮径し、鉄筋31の外周面にスリーブ32の内周面が圧着される。なお、この際には、鉄筋31にも半径方向内側に押圧力が加わる結果、鉄筋31も縮径する。
鉄筋31にスリーブ32を圧着させると、図11に示されるように、冶具23を外し、押圧シリンダ24をスリーブ32の一端部に当接させる。そして、押圧シリンダ24により、スリーブ32に対して軸心方向の押圧力を加える。このとき、鉄筋31の外周面にスリーブ32の内周面が圧着させられて、鉄筋31とスリーブ32が互いに固着した状態となっていることから、押圧シリンダ24によってスリーブ32の一端部を押圧しても、鉄筋31がスリーブ32の挿入孔32a内を摺動して、鉄筋31がスリーブ32の挿入孔32a内にさらに挿し込まれたりすることはない。
スリーブ32に対して軸心方向の押圧力を加え続けると、スリーブ32の端部は座屈して、半径方向外側に拡径した状態となる。
当該拡径した部分は、図12に示されるように、中央部分で二重に折り返された円盤形状をなし、定着部321を構成する。
当該拡径した部分は、図12に示されるように、中央部分で二重に折り返された円盤形状をなし、定着部321を構成する。
一方、スリーブ32の端部が半径方向外側に拡径するに連れて、スリーブ32の当該部分の長さが短くなってくると、当該部分における挿入孔32a内の鉄筋31の端部がスリーブ32の端部に当接する。
以上のとおり、押圧シリンダ24によって軸心方向に押圧力を加えるだけで、スリーブ32及び当該スリーブ32内に挿入された鉄筋31に対して、軸心方向と半径方向内側に作用する力を与えることができ、その結果、定着部321が形成された定着金具3が製造される。
そして、この定着金具3によれば、スリーブ32の端部に、半径方向外側、即ち、軸心方向に直角な方向に拡径した定着部321が形成されていることから、コンクリート等に対する付着を高め、大きな引き抜き力にも抗することができる。
そして、この定着金具3によれば、スリーブ32の端部に、半径方向外側、即ち、軸心方向に直角な方向に拡径した定着部321が形成されていることから、コンクリート等に対する付着を高め、大きな引き抜き力にも抗することができる。
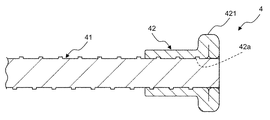
なお、上述した第一の実施形態では、拡径した定着部121を形成した後、さらに鉄筋11の端部を押圧して抜止部111を形成したが、抜止部111を形成することなく、図13に示されるように、定着部421と鉄筋41の端部とが面一に形成された定着金具4を製造することもできる。
即ち、スリーブ42の挿通孔42a内に挿通させる鉄筋41の長さを調整しておいた上、製造装置2によってスリーブ42の端部を押圧して縮径させることにより、定着部421が形成された際、定着部421と鉄筋41の端部が面一となったところで押圧を止める。これにより、鉄筋41の端部と定着部421とが面一に形成された定着金具4を製造することができる。
即ち、スリーブ42の挿通孔42a内に挿通させる鉄筋41の長さを調整しておいた上、製造装置2によってスリーブ42の端部を押圧して縮径させることにより、定着部421が形成された際、定着部421と鉄筋41の端部が面一となったところで押圧を止める。これにより、鉄筋41の端部と定着部421とが面一に形成された定着金具4を製造することができる。
1 定着金具
11 鉄筋
111 抜止部
12 スリーブ
12a 挿通孔
121 定着部
2 製造装置
21 ケース
211 開口部
212 中空部
22 圧着ダイス
221 切欠部
222 切欠部
23 冶具
24 押圧シリンダ
3 定着金具
31 鉄筋
32 スリーブ
32a 挿入孔
321 定着部
4 定着金具
41 鉄筋
42 スリーブ
42a 挿通孔
421 定着部
11 鉄筋
111 抜止部
12 スリーブ
12a 挿通孔
121 定着部
2 製造装置
21 ケース
211 開口部
212 中空部
22 圧着ダイス
221 切欠部
222 切欠部
23 冶具
24 押圧シリンダ
3 定着金具
31 鉄筋
32 スリーブ
32a 挿入孔
321 定着部
4 定着金具
41 鉄筋
42 スリーブ
42a 挿通孔
421 定着部
Claims (4)
- 鉄筋と、
略筒型形状からなり、上記鉄筋が挿通される挿通孔を有する中空のスリーブと、から形成され、
一端部に定着部が設けられ、上記鉄筋の外周面に上記スリーブの内周面が圧着させられた定着金具を製造する方法であって、
上記挿通孔内に上記鉄筋の一端部が挿通させられたスリーブを外周面から半径方向内側に押圧し、上記鉄筋の外周面に上記スリーブの内周面を圧着させる工程と、
上記鉄筋に圧着させられたスリーブの一端部を軸心方向に押圧し、当該スリーブの一端部を半径方向外側に拡径させて上記定着部を形成する工程と、を有する、
ことを特徴とする定着金具の製造方法。 - 上記スリーブに圧着させられた鉄筋の一端部を軸心方向に押圧し、当該鉄筋の一端部を半径方向外側に拡径させる工程、をさらに有する、
請求項1記載の定着金具の製造方法。 - 少なくとも一端側が開口した中空部を備えたケースと、
上記ケースの中空部内に挿し込まれると共に、スリーブを外周面から挟み込む一対の圧着ダイスと、
上記一対の圧着ダイスを、上記ケースの中空部内に押し込むと共に、上記スリーブの端部を押圧する押圧シリンダと、を有し、
上記一対の圧着ダイスが、上記ケースの中空部内に押し込まれるに従って、上記一対の圧着ダイスの間に設けられる間隙が幅狭に形成される、製造装置により、
鉄筋と、
略筒型形状からなり、上記鉄筋が挿通される挿通孔を有する中空のスリーブと、から形成され、
一端側に定着部が設けられ、上記鉄筋の外周面に上記スリーブの内周面が圧着させられた定着金具を製造する方法であって、
上記一対の圧着ダイスにより、上記挿通孔内に上記鉄筋の一端部が挿通させられたスリーブを外周面から挟み込むと共に、上記押圧シリンダにより、上記一対の圧着ダイスを上記ケースの中空部内に押し込んで上記一対の圧着ダイスの間隙を狭めて、上記スリーブを外周面から半径方向内側に押圧し、上記鉄筋の外周面に上記スリーブの内周面を圧着させる工程と、
上記押圧シリンダにより、上記鉄筋に圧着させられたスリーブの一端部を軸心方向に押圧し、当該スリーブの一端部を半径方向外側に拡径させて上記定着部を形成する工程と、を有する、
ことを特徴とする定着金具の製造方法。 - 上記一対の圧着ダイスには、上記スリーブを挟み込む箇所に、上記スリーブの形状に応じて切り欠かれた切欠部が設けられている、
請求項3記載の定着金具の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013077842A JP2014201928A (ja) | 2013-04-03 | 2013-04-03 | 定着金具の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013077842A JP2014201928A (ja) | 2013-04-03 | 2013-04-03 | 定着金具の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014201928A true JP2014201928A (ja) | 2014-10-27 |
Family
ID=52352629
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013077842A Pending JP2014201928A (ja) | 2013-04-03 | 2013-04-03 | 定着金具の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014201928A (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58112620A (ja) * | 1981-12-28 | 1983-07-05 | Shinko Kosen Kogyo Kk | Pc鋼より線類の定着部構造 |
| JPS61102327U (ja) * | 1984-12-06 | 1986-06-30 | ||
| JPH0275430A (ja) * | 1988-09-12 | 1990-03-15 | Hokkai Koki Kk | Pc鋼より線頭部成形加工方法 |
| JP2005126972A (ja) * | 2003-10-23 | 2005-05-19 | Fuji Bolt Seisakusho:Kk | 鉄筋の定着構造 |
-
2013
- 2013-04-03 JP JP2013077842A patent/JP2014201928A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58112620A (ja) * | 1981-12-28 | 1983-07-05 | Shinko Kosen Kogyo Kk | Pc鋼より線類の定着部構造 |
| JPS61102327U (ja) * | 1984-12-06 | 1986-06-30 | ||
| JPH0275430A (ja) * | 1988-09-12 | 1990-03-15 | Hokkai Koki Kk | Pc鋼より線頭部成形加工方法 |
| JP2005126972A (ja) * | 2003-10-23 | 2005-05-19 | Fuji Bolt Seisakusho:Kk | 鉄筋の定着構造 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2477816C2 (ru) | Единое цельное радиально сминаемое обжимное кольцо и способ его изготовления | |
| JP5286433B2 (ja) | リベット | |
| CN103797251B (zh) | 抽芯铆钉和工件装置 | |
| JP4306507B2 (ja) | 板材のかしめ接合方法、および板材のかしめ接合装置 | |
| JP2009142858A (ja) | パイプ部材とその製造方法 | |
| JP2008168334A (ja) | 部材接合方法及び構造 | |
| CN103562813A (zh) | 踏板臂的轴承构件、踏板臂以及踏板臂的制造方法 | |
| JP6089259B2 (ja) | 定着金具の製造装置 | |
| JP2014201928A (ja) | 定着金具の製造方法 | |
| CN104668434B (zh) | 制造安装单元的方法 | |
| JP2015040444A (ja) | 鉄筋の継手構造、及び鉄筋の継手構造の形成方法 | |
| CN103097074B (zh) | 在工件内装入螺纹套筒的方法及接合连接结构 | |
| KR101854831B1 (ko) | 파이프 연결 장치 및 파이프 연결 방법 | |
| JP7007251B2 (ja) | 異材接合方法、異材接合継手、異材接合用補助部材付き管状部材及びその製造方法 | |
| JP2015205307A (ja) | 定着用スリーブの製造装置、及び製造方法 | |
| JP4746655B2 (ja) | パイプ曲げ加工装置及びパイプ曲げ加工方法 | |
| CN107438486A (zh) | 制造闭锁套筒的方法 | |
| US20160339501A1 (en) | Burring method and burring apparatus | |
| JP2014206243A (ja) | ホース金具の取り付け方法 | |
| US20180274578A1 (en) | Joining system and method | |
| JP3993847B2 (ja) | 鉄筋の定着構造 | |
| CN109514166B (zh) | 金属管材内壁面焊接金属薄片的装置 | |
| JP7156677B2 (ja) | 積層板材構造体の製造方法 | |
| JP6028194B2 (ja) | 鉄筋と圧着金具の圧着方法、及び圧着構造 | |
| JP2010121289A (ja) | 接合構造、接合方法、及び建築物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160330 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170203 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170721 |