JP2014206406A - フェイススプラインの検査方法、検査装置および車輪用軸受装置並びに等速自在継手 - Google Patents
フェイススプラインの検査方法、検査装置および車輪用軸受装置並びに等速自在継手 Download PDFInfo
- Publication number
- JP2014206406A JP2014206406A JP2013082953A JP2013082953A JP2014206406A JP 2014206406 A JP2014206406 A JP 2014206406A JP 2013082953 A JP2013082953 A JP 2013082953A JP 2013082953 A JP2013082953 A JP 2013082953A JP 2014206406 A JP2014206406 A JP 2014206406A
- Authority
- JP
- Japan
- Prior art keywords
- spline
- face spline
- face
- pressing
- inspection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007689 inspection Methods 0.000 title claims abstract description 80
- 238000000034 method Methods 0.000 title claims abstract description 50
- 238000003825 pressing Methods 0.000 claims abstract description 54
- 239000000463 material Substances 0.000 claims abstract description 9
- 239000003973 paint Substances 0.000 claims description 41
- 238000012360 testing method Methods 0.000 claims description 19
- 238000003384 imaging method Methods 0.000 claims description 11
- 239000011248 coating agent Substances 0.000 abstract description 4
- 238000000576 coating method Methods 0.000 abstract description 4
- 230000002093 peripheral effect Effects 0.000 description 13
- 238000012545 processing Methods 0.000 description 10
- 238000000465 moulding Methods 0.000 description 8
- 239000000047 product Substances 0.000 description 7
- 230000005540 biological transmission Effects 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 5
- 230000006698 induction Effects 0.000 description 5
- 238000005259 measurement Methods 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 229910000954 Medium-carbon steel Inorganic materials 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 238000010422 painting Methods 0.000 description 3
- 230000036316 preload Effects 0.000 description 3
- 102220097517 rs876659265 Human genes 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000005482 strain hardening Methods 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 239000004519 grease Substances 0.000 description 2
- 239000013067 intermediate product Substances 0.000 description 2
- 230000001050 lubricating effect Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 238000005255 carburizing Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images










Landscapes
- Length Measuring Devices By Optical Means (AREA)
- Testing Of Devices, Machine Parts, Or Other Structures Thereof (AREA)
- Rolling Contact Bearings (AREA)
Abstract
【課題】 フェイススプラインの強度確保に必要な精度検査を短時間で実施可能とすることで、全数インラインで検査することを可能にするフェイススプラインの検査方法および検査装置を提供すること。【解決手段】 回転動力を伝達する機械要素の端面に形成されたフェイススプライン18の検査方法であって、フェイススプライン18に噛み合うフェイススプライン47を形成したマスター46を使用し、マスター46と機械要素の少なくとも一方のフェイススプラインに塗料を塗布する塗布工程S1と、マスター46を機械要素に押付ける押付工程S2と、スプライン歯面49を撮影する撮影工程S3と、撮影データからスプライン18の歯当たりの良否を判定する判定工程S4とを備え、押付工程S2における押付力を、対となる機械要素のフェイススプライン18、40の実使用条件における組付力を考慮して設定したことを特徴とする。【選択図】 図9
Description
この発明は、フェイススプラインの検査方法、検査装置および車輪用軸受装置並びに等速自在継手に関する。
例えば、自動車等のエンジン動力を車輪に伝達する動力伝達装置は、エンジンから車輪へ動力を伝達すると共に、走行時における車両のバウンドによる角度変位や軸方向変位に加えて、車両の旋回のための角度変位を許容する必要がある。そのため、一般的に、自動車等のドライブシャフトは、デフ側(インボード側)に角度変位と軸方向変位に対応できる摺動式等速自在継手を、駆動車輪側(アウトボード側)に大きな作動角が取れる固定式等速自在継手をそれぞれ装着し、両等速自在継手をシャフトで連結した構造を有する。そして、上記の固定式等速自在継手は、駆動車輪を回転自在に支持する車輪用軸受装置に連結される。
近年、自動車の燃費向上に対する要求が強く、自動車部品の1つである車輪用軸受装置の軽量化が強く望まれている。従来から軽量化を図った車輪用軸受装置に関する提案は種々のものがあるが、それと共に自動車の組立現場あるいは補修市場において、組立、分解作業を簡略化して低コスト化を図ることも重要な要因となっている。
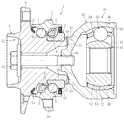
図1に示す車輪用軸受装置は、このような要求を満たした代表的な例である。この車輪用軸受装置1は、等速自在継手31と着脱自在にユニット化されるように構成されている。車輪用軸受装置1は、外方部材2、ハブ輪3、内輪4、転動体としてのボール5および保持器6を主な構成とする。外方部材2は、その内周に複列の外側軌道面7、7が形成され、外周には車体のナックル(図示省略)に取り付けるための車体取付フランジ2aが一体に形成されている。ハブ輪3には、一端部に車輪(図示省略)を取り付けるための車輪取付フランジ8が一体に形成され、外周に外方部材2の複列の外側軌道面7、7の一方に対向する内側軌道面9と、この内側軌道面9から軸方向に延びる円筒状の小径段部10が形成されている。この小径段部10に内輪4が圧入され、内輪4の外周に外方部材2の複列の外側軌道面7、7の他方に対向する内側軌道面9が形成されている。そして、ハブ輪3と内輪4とにより内方部材11が構成される。外方部材2の複列の外側軌道面7、7と内方部材11の複列の内側軌道面9、9との間に複数のボール5、5が転動自在に組み込まれ、ボール5は保持器6に周方向所定間隔で収容されている。内輪4は、ハブ輪3の小径段部10の端部を径方向外方に塑性変形させて形成した加締め部17によって軸方向に固定されている。そして、加締め部17の端面にフェイススプライン18が形成されている。
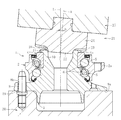
一方、等速自在継手31は、ツェッパ型等速自在継手と称されるもので、外側継手部材32、内側継手部材33、保持器34およびトルク伝達ボール35を主な構成とする。外側継手部材32は、カップ部36と、このカップ部36と一体に形成された底部37とからなり、底部37に雌ねじ41が形成されている。底部37の肩部45にはフェイススプライン40が形成され、ハブ輪3の加締め部17の端面に形成されたフェイススプライン18に噛み合い、シャフト(図示省略)からの回転トルクが等速自在継手31およびハブ輪3を介して車輪取付フランジ8に伝達される。
等速自在継手31の外側継手部材32と車輪用軸受装置1のハブ輪3の対向する両フェイススプライン18、40を噛み合わせ、外側継手部材32の底部37の雌ねじ41に締結ボルト45を螺合させ、この締結ボルト45によって、車輪用軸受装置1と等速自在継手31とが締付け固定される。このような着脱自在なユニットの構成により、軽量・コンパクト化を図ることができると共に、分解、組立作業が簡素化される。
上記のように、フェイススプライン18、40は有用な連結要素であり、その歯当たりの良否を判定する検査方法が望まれるが、そのような提案はない。例えば、ギヤ部品においては、歯面に予め塗料を塗布した後、互いにギヤが噛み合った状態でギヤを回転させ、しかる後に歯面の塗料の状態を観察することで、歯面の精度を検査する方法がある(特許文献1)。
しかしながら、フェイススプラインでは、互いに噛み合う歯面は、所定の力により押付けられ固定された状態で使用されるため、特許文献1に記載のギヤ部品のように相手部材との間に相対的な回転運動は発生しない。このため同様の方法でのフェイススプラインの検査は回転に要する時間がかかるだけでなく、実使用状態を模した条件での検査とならない。
また、フェイススプラインの各歯面の累積ピッチ誤差、形状誤差、精度を市販の試験機などで検査することは可能であるが、多大な検査時間を要するため、全数保証をインラインで実施することは事実上不可能であり、かつ精度測定結果と強度保証のための直接的な情報が得られないという問題がある。
上記のような問題に鑑み、本発明は、フェイススプラインの強度確保に必要な精度検査を短時間で実施可能とすることで、全数インラインで検査することを可能にするフェイススプラインの検査方法および検査装置を提供することを目的とする。
本発明者は、上記の目的を達成するために種々検討した結果、対となる機械要素のフェイススプラインを噛み合わせる方式ではなく、基準となるマスターを使用すると共に、歯面への塗料塗布後のマスターの押付力を、対となる機械要素のフェイススプラインの実使用条件における組付力を考慮するという新たな着想により、本発明に至った。
前述の目的を達成するための技術的手段として、本発明は、回転動力を伝達する機械要素の端面に形成されたフェイススプラインの検査方法であって、前記フェイススプラインに噛み合うフェイススプラインを形成したマスターを使用し、該マスターと前記機械要素の少なくとも一方のフェイススプラインに塗料を塗布する塗布工程と、前記マスターを前記機械要素に押付ける押付工程と、スプライン歯面を撮影する撮影工程と、前記撮影データからスプラインの歯当たりの良否を判定する判定工程とを備え、前記押付工程における押付力を、対となる機械要素のフェイススプラインの実使用条件における組付力を考慮して設定したことを特徴とする。
また、検査装置としては、回転動力を伝達する機械要素の端面に形成されたフェイススプラインの検査装置であって、前記フェイススプラインに噛み合うフェイススプラインを形成したマスターを使用し、該マスターと前記機械要素の少なくとも一方のフェイススプラインに塗料を塗布する塗布手段と、前記マスターを前記機械要素に押付ける押付手段と、スプライン歯面を撮影する撮影手段と、前記撮影データからスプラインの歯当たりの良否を判定する判定手段とを備え、前記押付手段の押付力を、対となる機械要素のフェイススプラインの実使用条件における組付力を考慮して設定したことを特徴とする。
上記の構成により、フェイススプラインの強度確保に必要な精度検査を短時間で実施可能とすることで、全数インラインで検査することを可能にする。また、上記の押付力を、フェイススプラインの実使用条件における組付力と同等にした場合には、測定誤差を最小化することができ、インラインでの検査に好適である。しかしながら、これに限られることはなく、例えば、検査データを統計的に精査して、検査精度として許容範囲であれば、製造現場の実情や検査作業性などを考慮して、上記の押付力を実使用条件における組付力よりも適宜増減して設定してもよい。
ここで、本明細書および特許請求の範囲において、押付力をフェイススプラインの実使用条件における組付力を考慮して設定したという内容は、上述したように検査精度として許容範囲であれば、製造現場の実情や検査作業性などを考慮して、上記の押付力を実使用条件における組付力よりも適宜増減して設定できるものであり、要は、インラインでの検査を可能にする押付力の範囲を含む概念のものである。
上記マスターを機械要素に押付ける際、マスターと検査対象である機械要素との間が調心可能に構成されていることが好ましい。これにより、対となる機械要素のフェイススプラインの実使用条件に即することになるので、検査の精度を一層高めることができる。
具体的には、上記の撮影データに基づき、スプライン歯面の塗料が除去された範囲或いは塗料が付着した範囲について、その面積と、フェイススプラインの中心からの平均半径との積を歯面毎に算出し、時計周りの駆動力を伝達する歯面の全てについて積算した和および反時計回りの駆動力を伝達する歯面の全てについて積算した和により、スプラインの歯当たりの良否を判定することが好ましい。これにより、検査精度が高く、全数インラインで検査するのに好適なものとなる。
また、上記の機械要素に必要とされる捩り強度をT、前記機械要素を形成する材料の降伏応力σy、前記積算した和をΣZとしたとき、ΣZ≧T/σyとなるΣZをスプラインの歯当たりの良否を判定する閾値とすることが好ましい。この場合には、スプラインの強度保証を的確に実現することができる。
上記の機械要素を車輪用軸受装置やこれと対になる等速自在継手とすることができる。これにより、軽量化と共に厳しい強度条件が要求される駆動側の車輪用軸受装置のフェイススプラインの強度保証を確立することができる。
本発明によれば、フェイススプラインの強度確保に必要な精度検査を短時間で実施可能とすることで、全数インラインで検査することを可能にする。
以下に本発明の実施の形態を図面に基づいて説明する。
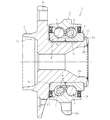
まず、本発明の実施形態に係る検査方法および検査装置で検査する車輪用軸受装置および等速自在継手を図1〜図7に基づいて説明する。図1は、車輪用軸受装置と等速自在継手を締結した状態を示す縦断面図である。車輪用軸受装置1は、等速自在継手31と着脱自在にユニット化されるように構成されている。車輪用軸受装置1は、外方部材2、ハブ輪3、内輪4、転動体としてのボール5および保持器6を主な構成とし、所謂、第3世代と称される構成を備えている。以下の説明では、車両に組み付けた状態で車両の外側寄りとなる側をアウター側(図1の左側)、中央寄りとなる側をインナー側(図1の右側)という。
外方部材2は、内周に複列の外側軌道面7、7が一体に形成され、外周に車体のナックル(図示省略)に取り付けるための車体取付フランジ2aが一体に形成されている。内方部材11は、ハブ輪3と内輪4とから構成されている。ハブ輪3は、その外周に外方部材2の複列の外側軌道面7、7の一方(アウター側)に対向する内側軌道面9が直接形成され、アウター側の端部に車輪(図示省略)を取り付けるための車輪取付フランジ8が一体に形成されている。ハブ輪3の外周には内側軌道面9から軸方向にインナー側に延びる円筒状の小径段部10が形成され、この小径段部10に内輪4が所定の締め代で圧入されている。内輪4の外周には、外方部材2の複列の外側軌道面7、7の他方(インナー側)に対向する内側軌道面9が形成されている。外方部材2の外側軌道面7、7と内方部材11の内側軌道面9、9との間に複数のボール5、5が組み込まれ、ボール5は保持器6に周方向所定間隔で収容されている。
外方部材2と内方部材11との間に形成される環状空間の開口部にはシール15、16が装着され、軸受内部に封入された潤滑グリースの漏洩と、外部から軸受内部に雨水やダスト等が侵入するのを防止している。
ハブ輪3の小径段部10に圧入された内輪4は、小径段部10の端部を径方向外方に塑性変形させて形成した加締め部17により、所定の軸受予圧が付与された状態でハブ輪3に対して軸方向に固定されている。加締め部17の端面にはフェイススプライン18が塑性加工によって形成されている。
図1に示すように、等速自在継手31は、外側継手部材32、内側継手部材33、保持器34およびトルク伝達ボール35を主な構成とするツェッパ型等速自在継手と称されるものである。外側継手部材32は、カップ部36と底部37からなり、カップ部36は、球状内周面38に軸方向に沿って延びる複数のトラック溝39が形成されている。内側継手部材33は、球状外周面42に軸方向に沿って延びる複数のトラック溝43が形成されている。外側継手部材32のトラック溝39とこれに対向する内側継手部材33のトラック溝43との間にボール35が組み込まれている。保持器34は、外側継手部材32の球状内周面38と内側継手部材33の球状外周面42にそれぞれ嵌合する球状外周面54および球状内周面44を有し、ボール35を収容している。
外側継手部材32の底部37の肩部45には、車輪用軸受装置1のフェイススプライン18と噛み合うフェイススプライン40が形成され、継手の軸心位置に雌ねじ41が形成されている。車輪用軸受装置1のハブ輪3の内周孔に締結ボルト45を挿入し、雌ねじ41に螺合させ、両フェイススプライン18、40を噛み合わせた状態で締付け固定される。これにより、車輪用軸受装置1と等速自在継手31が着脱可能なユニットとなる。
外側継手部材32は、S53C等の0.40〜0.60重量%の炭素を含む中炭素鋼からなり、図示は省略するが、トラック溝39や球状内周面38等に高周波焼入れによって表面硬さがHRC58〜62程度の所定の硬化層が形成されている。また、内側継手部材33および保持器34は、SCM材、SCr材などの浸炭用鋼で形成され、内側継手部材33のトラック溝43、球状外周面42や保持器34の表面は、浸炭焼入れによってHRC58〜62程度の硬さに硬化処理されている。
図2に車輪用軸受装置1を拡大した縦断面を示す。外方部材2およびハブ輪3は、いずれもS53C等の0.40〜0.60重量%の炭素を含む中炭素鋼からなる。外方部材2の複列の外側軌道面7、7は、高周波焼入れによって表面硬さをHRC58〜62程度の所定の硬化層(クロスハッチングで図示)が形成されている。ハブ輪3は、アウター側のシール15のシールランド部となる車輪取付フランジ8の基部12から小径段部10にわたる外周面に高周波焼入れによって表面硬さがHRC58〜62程度の硬化層(クロスハッチングで図示)が形成されている。これにより、ハブ輪3は、シールランド部の耐摩耗性が向上すると共に、車輪取付フランジ8に負荷される回転曲げ荷重に対して十分な機械的強度および耐久性を有する。加締め部17は、硬化層は形成されてないが、成形時の加工硬化によりHRC15〜25程度の硬さである。
内輪4およびボール5は、SUJ2等の高炭素クロム軸受鋼で形成され、ズブ焼入れにより芯部までHRC58〜62程度の硬さで硬化処理されている。
図3に車輪用軸受装置1に形成されるフェイススプライン18の詳細を示す。等速自在継手31に形成されるフェイススプライン40も基本的に同じであるので、説明は省略する。フェイススプライン18は、多数の歯18aが放射状に形成され、歯18aは山18bと谷18cを有する。歯18aの断面は半径方向の外方に行くにつれて大きくなる。フェイススプライン18は中心Osを有する。4輪駆動車を含む乗用車に使用される車輪用軸受装置1のフェイススプライン18は、そのスプラインの外径M〔図2参照〕がφ45〜70mm程度で、歯18aのモジュールは1〜3mm程度、圧力角は20〜30°程度の範囲である。
図4に等速自在継手31を拡大した縦断面を示す。前述したように、外側継手部材32の底部37の肩部45には、車輪用軸受装置1のフェイススプライン18と噛み合うフェイススプライン40が形成されている。フェイススプライン40は塑性加工により形成される。ただし、塑性加工以外にもNC制御による切削加工等、適宜の加工により形成することが可能である。
次に、車輪用軸受装置1の加締め部17およびフェイススプライン18の成形方法の一例を図5〜図7に基づいて説明する。図5は、ハブ輪3の小径段部10の端部を加締める前の状態を示す縦断面図である。ハブ輪3の外側に外方部材2、ボール5、保持器6、内輪4およびシール15、16が組み込まれている。小径段部10のインナー側端部26は円筒状に形成され、端部には円弧状の面取り部26a、26bが形成されている。小径段部10のインナー側端部26には硬化層は形成されてなく、塑性加工前(加工硬化なし)のためHRC13〜20程度の硬さである。
図5の状態の車輪用軸受装置の中間製品1’をロータリーモードの揺動成形機によって、ハブ輪3の小径段部10のインナー側端部26の加締め部17およびフェイススプライン18を成形する。加締め部17およびフェイススプライン18の揺動成形を図6および図7に基づいて説明する。図6に示すように、ハブ輪3は、複数のノックピン19が設けられた基台20上に、車輪取付フランジ8のアウター側の側面8aが当接した状態で縦型に載置され、車輪取付フランジ8に圧入されるハブボルトの挿入孔8bにノックピン19が嵌挿されることにより回転不能に固定される。
揺動成形機の加締め工具21は、一端面の中央部に凸部22が突設され、この凸部22の周縁から外周部にわたってフェイススプライン18を塑性加工するための歯形23が形成されたパンチ24と、中心軸Aがハブ輪3の軸心Lに対して所定の傾斜角γが付与された揺動軸25とを備えている。揺動軸25は、ハブ輪3の軸心Lのまわりを一定の傾斜角γのままで公転方向に揺動運動を行うが、フェイススプライン18の成形時に位相がハブ輪3に対してずれないように回り止め(図示省略)が設けられている。また、パンチ24も、その位相がハブ輪3に対してずれないように揺動軸25に回転不能に固定されている。傾斜角γは4〜6°の範囲に設定されている。
パンチ24の凸部22は、小径段部10のインナー側端部26の円筒状内径26cに対して所定の傾斜角θをもってインナー側端部26に当接するように形成されている。傾斜角βは15〜35°の範囲に設定されている。
上記の構成において、ハブ輪3が支持固定された基台20を上昇させることにより、加締め工具21をハブ輪3のインナー側端部26の円筒状内径26cに進入させ、パンチ24をインナー側端部26に所定の加工力で押し当てると共に、ハブ輪3の軸心Lのまわりを一定の傾斜角γで公転方向に揺動運動する。この揺動運動により、図7に示すように、インナー側端部26が半径方向外方に塑性変形されて加締め部17が形成され、同時に加締め部17の端面にフェイススプライン18が形成される。また、加締め部17の下側面が内輪4の端面4aに当接することにより、内輪4が所定の軸受予圧が付与された状態でハブ輪3に対して軸方向に固定される。ロータリーモードの揺動成形とは、前述したように、ハブ輪3の軸心Lのまわりを一定の傾斜角γのままで公転方向に揺動運動して成形する方法である。ただし、フェイススプライン18の成形方法は、上記のロータリーモードの揺動成形に限られず、他の揺動成形あるいは塑性加工等により成形することも可能である。
以上のようにして製作されたフェイススプラインの歯当たりの良否を判定するのが本発明に係る検査方法および検査装置である。本発明の実施形態に係る検査方法および検査装置を図8〜図14に基づいて説明する。図8は、本実施形態に係る検査方法を検査装置の工程の概要を示す。この検査方法および検査装置では、検査される機械要素と組になる機械要素のフェイススプラインを模したマスターを事前に準備することを特徴の一つとしている。そして、検査方法は、塗料の塗布工程S1、マスターを押付ける押付工程S2、フェイススプライン歯面の撮影工程S3、良否の判定工程S4を主な工程とし、検査装置は、これらの各工程に対応した手段を構成としている(図8の括弧書き参照)。
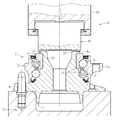
検査される機械要素の具体例として、図9および図10に示すように、車輪用軸受装置1と、これと組になる機械要素を等速自在継手31(図1、図4参照)として説明する。したがって、車輪用軸受装置1のフェイススプライン18に噛み合うマスター46のフェイススプライン47は、等速自在継手31のフェイススプライン40を模したものである。ただし、これに限られず、検査される機械要素を等速自在継手31とし、これと組になる機械要素を車輪用軸受装置1とすることは勿論のことである。また、検査される機械要素は、車輪用軸受装置や等速自在継手に限られず、フェイススプラインにより回転駆動力を伝達する他の機械部品にも適宜適用することができる。
まず、図8に示す塗布工程S1では、車輪用軸受装置1のフェイススプライン18とマスター46のフェイススプライン47の少なくとも一方に塗料を塗布する。全数インラインで検査する際、ラインの適宜の場所で順次塗布可能な車輪用軸受装置1側に塗料を塗布する方が作業上好ましい。塗料の一例としては、鉛丹を使用した光明丹を使用する。しかし、光明丹に限られることはなく、別の各種塗料、ベアリングブルーなどを適宜用いることができる。
塗料を塗布した後、押付工程S2に移る。図9に示すように、車輪用軸受装置1を検査装置(図示省略)の押圧手段48の支持台51にセットする。実使用条件に即するために、図9に示すように、マスター46は、検査される車輪用軸受装置1のフェイススプライン18に倣って配置されるように、押圧部材50に対して、回転方向B、径方向C、傾き方向Dに自由な取り付けとしておく。
その後、図10に示すように、押付部材50を白抜き矢印の方向に移動させ、マスター46を実使用条件における組付力と同等の荷重でもって車輪用軸受装置1に押付ける。この押付力より、車輪用軸受装置1のフェイススプライン18とマスター46のフェイススプライン47との接触した部分の塗料が除去される。ここで、実使用条件における組付力とは、図1に示す締結ボルト45の場合はその締付力を指す。ただし、締結ボルト以外の場合も含めて組付力と表現する。車輪用軸受装置1と等速自在継手31との間で駆動力を伝達するとき、両者が軸方向(図1の左右方向)に離れないように締付力を付与する必要がある。実使用条件の組付力と同等の荷重で押付けることにより、スプラインの歯当たりによる塗料の除去範囲を実態に適合させて測定誤差を最小化することができ、全数インラインでの検査に好適である。しかしながら、これに限られることはなく、検査精度として許容範囲であれば、製造現場の実情や検査作業性などを考慮して、上記の押付力を実使用条件における組付力よりも適宜増減して設定してもよい。要するに、上記の押付力は、インラインでの検査を可能にする範囲のものであればよい。
その後、マスター46を後退させると、図11に示すように、フェイススプライン18の歯面49には、マスター46のフェイススプライン47の押付により塗料が除去された範囲が現れる。図11は、図3のE−Fの扇形部分に該当し、フェイススプラインの歯一枚分を拡大したものである。図11において、歯面49のハッチングを施した範囲Ha2、Hb2は塗料が残った部分であり、ハッチングを施していない範囲Ha1、Hb1が塗料の除去された部分、すなわち、当たり面の部分である。この図において、フェイススプライン18の山が18bであり谷が18cである。歯面49aは右回り(時計回り)の回転力を伝達し、歯面49bは左回り(反時計回り)の回転力を伝達する。
次に、図8に示す撮影工程S3を説明する。この撮影工程S3では、図11に示すフェイススプライン18の歯面49a、49bを例えば、CCDカメラ(図示省略)で撮影する。この撮影においては、時計回りの駆動力を伝達する歯面49aの塗料が除去された範囲Ha1を、全ての歯面49aについて撮影する。同様に、反時計回りの駆動力を伝達する歯面49bの塗料が除去された範囲Hb1を、全ての歯面49bについて撮影する。
最後に、図8に示す判定工程S4を説明する。CCDカメラの撮影データを画像処理装置に取り込む。画像処理装置により、塗料の除去された範囲Ha1、Hb1の面積Sa、Sbおよびこの塗料の除去された範囲Ha1、Hb1のスプライン中心Osからの平均半径ra、rbをデータ化する。
画像処理は一般的なものであるが、時計回りの駆動力を伝達する歯面49aを例にとって説明する。図14に、塗料の除去された範囲Ha1の面積Saとこの塗料の除去された範囲Ha1のスプライン中心Osからの平均半径raの積Zaを求めるフローチャートを示す。
具体的には、まず、取り込んだ歯面49a(歯数:1〜n)の撮影画像を2値化処理する。図12および図13は、図11における塗料が除去された範囲Ha1の近辺の歯面49a部分の画像を取り出して拡大した図である。図12に示すように、2値化処理後の画像に対し、所定の画素数を単位とする矩形領域でグリット化する。塗料が除去され金属面が露出した部位が白画素、塗料が残留した部位が黒画素となるような条件で2値化画像を準備した場合、図13に示すように、各グリットG(グリッド数:1〜m)について、所定の画素数の半数を超える白画素が存在すれば、そのグリットGは、塗料が除去された当たり面である部位(白)とし、そうでない場合は、そのグリッドGは、塗料が残留するあたり面でない部位(黒、クロスハッチングで図示)として区分される。なお、2値化処理後の画像に存在するノイズ(例えば、微少画素数のピンポイントデータ)の影響を排除するために、フィルター処理や平均化処理を導入してもよい。また、グリッドG内の画素数の半数を閾値としてグリッドを区分するのではなく、グリッドG内の白画素数と黒画素数の比較結果でグリッドを区分しても良い。
そして、図14に示すように、画像の各グリッドG(グリッド数:1〜m)に対して次の処理を順次行う。すなわち、各グリッドGの白黒により当たり判定を行い、当たり面(白)と判定された場合、そのグリッドGの「面積×スプライン中心Osからの半径」を計算する。当たり面(白)と判定したグリッドGの全ての面積とスプライン中心Osからの半径の積を加算して、一つの歯面49aにおける塗料が除去された範囲について、面積Saと平均半径raの積Zaを算出する。これを、時計回りの駆動力を伝達する各歯面49a(歯数:1〜n)に対して求めたZaを加算して和ΣZaを算出する。図12および図13では、理解しやすいように図示を簡素化し、グリッドGの数mを周方向に6個、半径方向に24個のものを例示したが、ハードウェアの能力や工程のサイクルタイム、必要とされる測定結果の精度等のバランスを考慮して合理的なグリッド数を設定することが可能である。
以上は、時計回りの駆動力を伝達する歯面49aを例に説明したが、同様にして、反時計回りの駆動力を伝達する歯面49b(歯数:1〜n)についても同様に計算して和ΣZbを算出する。ここで、時計回りの駆動力を伝達する歯面49aの和ΣZaと、反時計周りの駆動力を伝達する歯面49bの和ΣZbの双方を総称して、本明細書および特許請求の範囲において和ΣZという。また、時計回りの駆動力を伝達する歯面49aと反時計周りの駆動力を伝達する歯面49bについて、その面積Sa、Sb、平均半径ra、rb、積Za、Zbの双方をそれぞれ総称して、面積S、平均半径r、積Zという。
上記で算出した和ΣZは、ねじり強度とほぼ比例するから、これを閾値と比較することで、フェイススプライン18の歯当たりの良否を判定する。したがって、本実施形態の検査方法および検査装置によって、車輪用軸受装置1のフェイススプライン18の歯面49を全数インラインで検査し、算出された和ΣZを閾値と比較して、短時間で良否を判定することができる。これにより、フェイススプライン18、40の疲労強度の推定および保証が可能となる。
比例係数は、概略として、その材料によって決まる降伏応力σyとなる。したがって、必要とされるねじり強度をT、対象となる機械要素の材料の降伏応力をσyとしたとき、上記の和ΣZがT/σy以上となるΣZの値をフェイススプライン18の歯当たりの良否を判定する閾値することができる。これにより良品判定されたフェイススプライン18は十分な強度を有することになる。
以上においては、車輪用軸受装置1のフェイススプライン18を検査する場合の検査方法および検査装置を説明したが、検査する機械要素が等速自在継手31の場合も同様であるので重複説明を省略する。さらに、検査される機械要素は、車輪用軸受装置や等速自在継手に限られず、フェイススプラインにより回転駆動力を伝達する他の機械部品にも適宜適用することができる。
以上の検査方法および検査装置では、歯面の塗料が除去された範囲を撮影する例を示したが、塗料の種類等によっては、相手方に塗布した塗料が、歯面の押付により歯面に付着した範囲を撮影する場合も同様に実施することができる。
また、本発明に係るフェイススプラインの検査装置は、一台の設備が塗装手段、押付手段、撮影手段、判定手段の全てを備えている場合もあるが、これに限られることなく、これらの手段のうち、例えば、塗装手段は別の設備とし、複数の設備に分散して構成することも含む概念のものである。
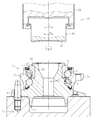
次に、本発明の実施形態に係る検査方法および検査装置で検査する車輪用軸受装置の別の実施形態を図15に基づいて説明する。図15は、この車輪用軸受装置の縦断面図である。この車輪用軸受装置は前述した実施形態のものとは基本的には内方部材の構成が異なるだけであるので、同一の機能を有する部位には同一の符号を付して、要点のみを説明する。
この車輪用軸受装置1は、外方部材2、ハブ輪3’、一対の内輪4、4’、ボール5および保持器6を主な構成とし、所謂、第2世代と称される構成を備えている。外方部材2は、内周に複列の外側軌道面7、7が一体に形成され、外周に車体のナックル(図示省略)に取り付けるための車体取付フランジ2aが一体に形成されている。内方部材11は、ハブ輪3と一対の内輪4、4’とから構成されている。内輪4、4’の外周には、外方部材2の複列の外側軌道面7、7に対向する内側軌道面9、9が形成されている。ハブ輪3’は、アウター側の端部に車輪(図示省略)を取り付けるための車輪取付フランジ8が一体に形成され、この車輪取付フランジ8から肩部8cを介して軸方向に延びる円筒状の小径段部10が形成されている。ハブ輪3’の小径段部10に一対の内輪4、4’が所定の締め代を介して肩部8cに当接するまで圧入され、小径段部10のインナー側端部26を半径方向外方に塑性変形させて形成した加締め部17によって、所定の軸方向予圧が付与された状態で軸方向に固定されている。加締め部17の端面には、フェイススプライン18が塑性加工により形成されている。外方部材2の外側軌道面7、7と内方部材11の内側軌道面9、9との間に複数のボール5、5が組み込まれ、ボール5は保持器6に周方向所定間隔で収容されている。
外方部材2と内方部材11との間に形成される環状空間の開口部にはシール15、16が装着され、軸受内部に封入された潤滑グリースの漏洩と、外部から軸受内部に雨水やダスト等が侵入するのを防止している。
図示は省略するが、この車輪用軸受装置1も等速自在継手と着脱自在にユニット化されるように構成されている。前述した車輪用軸受装置1と同様に、等速自在継手の外側継手部材の底部の肩部には、車輪用軸受装置1のフェイススプライン18と噛み合うフェイススプラインが形成され、車輪用軸受装置1のハブ輪3’の内周孔に締結ボルトを挿入し、両フェイススプラインを噛み合わせた状態で締付け固定される。
外方部材2およびハブ輪3’は、いずれもS53C等の0.40〜0.60重量%の炭素を含む中炭素鋼からなる。外方部材2の複列の外側軌道面7、7は、高周波焼入れによって表面硬さをHRC58〜62程度の所定の硬化層(クロスハッチングで図示)が形成されている。ハブ輪3’は、アウター側の車輪取付フランジ8の肩部8cから小径段部10にわたる外周面に高周波焼入れによって表面硬さがHRC58〜62程度の硬化層(クロスハッチングで図示)が形成されている。これにより、車輪取付フランジ8に負荷される回転曲げ荷重に対して十分な機械的強度および耐久性を有する。加締部17は、硬化層は形成されてないが、成形時の加工硬化によりHRC15〜25程度の硬さである。
内輪4、4’およびボール5は、SUJ2等の高炭素クロム軸受鋼で形成され、ズブ焼入れにより芯部までHRC58〜62程度の硬さで硬化処理されている。
本車輪用軸受装置1においても、フェイススプラインの検査方法および検査装置については前述した内容と同様であるので、重複説明を省略する。
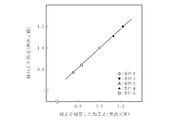
実施例として、フェイススプラインにより駆動力を伝達する2つの円筒状部品を製作し、フェイススプラインの各歯面の塗料が除去された範囲の面積Sと平均半径rとの積を積算した和ΣZとねじり強度の関係について試験した。その試験結果を表1に示す。表1に示す値は無次元化したもので、条件1を基準とする。試験に供したフェイススプラインの仕様は、フェイススプラインの外径Mをφ55mm、フェイススプラインの内径をφ30mm、フェイススプラインのピッチ円直径(PCD)をφ50mm、歯数を33枚、歯高さを3mm、歯半値幅を2.38とした。また、機械要素間の押付け力は80kNとした。

表1に示す試験結果を図16にグラフ化した。図16に示すように、和ΣZが静ねじり強度とほぼ比例することを確認した。試験結果は静ねじり強度に関するものであるが、疲労強度においても同様の関係があることはいうまでもない。
各実施形態の車輪用軸受装置では、転動体にボールを使用した複列のアンギュラ玉軸受を例示したが、これに限らず、転動体に円すいころを使用した複列の円すいころ軸受であっても良い。
各実施形態の車輪用軸受装置は、エンジン動力を車輪に伝達する動力伝達装置を有する自動車等の車両に限らず、モーター動力、あるいはモーター動力とエンジン動力の両方を車輪に伝達する動力伝達装置を有する自動車等の車両、すなわち電気自動車やハイブリット車等にも使用できることはいうまでもない。
各実施形態の車輪用軸受装置は、外方部材、ハブ輪、一列の内輪、ボールおよび保持器を主な構成とした第3世代と、外方部材、ハブ輪、一対の内輪、ボールおよび保持器を主な構成とした第2世代のものを示したが、これに限られず、車体取付フランジを有しない第1世代の軸受とすることも可能である。
各実施形態の車輪用軸受装置と着脱自在にユニット化される等速自在継手として、ツェッパ型固定式等速自在継手を例示したが、これに限られず、アンダーカットフリー型固定式等速自在継手や、摺動式としてのダブルオフセット型等速自在継手、クロスグルーブ型等速自在継手、トリポード型等速自在継手等も適宜使用することができる。
本発明は前述した実施形態に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲内において、さらに種々の形態で実施し得ることは勿論のことであり、本発明の範囲は、特許請求の範囲によって示され、さらに特許請求の範囲に記載の均等の意味、および範囲内のすべての変更を含む。
1 車輪用軸受装置
2 外方部材
2a 車体取付フランジ
3 ハブ輪
4 内輪
5 ボール
6 保持器
7 外側軌道面
8 車輪取付フランジ
9 内側軌道面
10 小径段部
11 内方部材
17 加締め部
18 フェイススプライン
26 インナー側端部
31 等速自在継手
32 外側継手部材
33 内側継手部材
34 保持器
35 トルク伝達ボール
40 フェイススプライン
46 マスター
47 フェイススプライン
48 押付部材
49a 歯面
49b 歯面
50 押付手段
Ha1 塗料の除去された範囲
Hb1 塗料の除去された範囲
M スプラインの外径
Os スプラインの中心
S 面積
r 平均半径
2 外方部材
2a 車体取付フランジ
3 ハブ輪
4 内輪
5 ボール
6 保持器
7 外側軌道面
8 車輪取付フランジ
9 内側軌道面
10 小径段部
11 内方部材
17 加締め部
18 フェイススプライン
26 インナー側端部
31 等速自在継手
32 外側継手部材
33 内側継手部材
34 保持器
35 トルク伝達ボール
40 フェイススプライン
46 マスター
47 フェイススプライン
48 押付部材
49a 歯面
49b 歯面
50 押付手段
Ha1 塗料の除去された範囲
Hb1 塗料の除去された範囲
M スプラインの外径
Os スプラインの中心
S 面積
r 平均半径
Claims (14)
- 回転動力を伝達する機械要素の端面に形成されたフェイススプラインの検査方法であって、前記フェイススプラインに噛み合うフェイススプラインを形成したマスターを使用し、該マスターと前記機械要素の少なくとも一方のフェイススプラインに塗料を塗布する塗布工程と、前記マスターを前記機械要素に押付ける押付工程と、スプライン歯面を撮影する撮影工程と、前記撮影データからスプラインの歯当たりの良否を判定する判定工程を備え、前記押付工程における押付力を、対となる機械要素のフェイススプラインの実使用条件における組付力を考慮して設定したことを特徴とするフェイススプラインの検査方法。
- 前記押付工程における押付力を、前記フェイススプラインの実使用条件における組付力と同等にしたことを特徴とする請求項1に記載のフェイススプラインの検査方法。
- 前記押圧工程において、前記マスターと検査対象である前記機械要素との間が調心可能に構成されていることを特徴とする請求項1又は請求項2に記載のフェイススプラインの検査方法。
- 前記撮像工程のデータに基づき、前記判定工程において、スプライン歯面の塗料が除去された範囲或いは塗料が付着した範囲について、その面積と、フェイススプラインの中心からの平均半径との積を歯面毎に算出し、時計周りの駆動力を伝達する歯面の全てについて積算した和および反時計回りの駆動力を伝達する歯面の全てについて積算した和により、スプラインの歯当たりの良否を判定することを特徴とする請求項1〜3のいずれか一項に記載のフェイススプラインの検査方法。
- 前記機械要素に必要とされる捩り強度をT、前記機械要素を形成する材料の降伏応力σy、前記積算した和をΣZとしたとき、ΣZ≧T/σyとなるΣZを前記スプラインの歯当たりの良否を判定する閾値としたことを特徴とする請求項4に記載のフェイススプラインの検査方法。
- 前記機械要素が車輪用軸受装置であることを特徴とする請求項1〜5のいずれか一項に記載のフェイススプラインの検査方法。
- 前記機械要素が等速自在継手であることを特徴とする請求項1〜5のいずれか一項に記載のフェイススプラインの検査方法。
- 回転動力を伝達する機械要素の端面に形成されたフェイススプラインの検査装置であって、前記フェイススプラインに噛み合うフェイススプラインを形成したマスターを使用し、該マスターと前記機械要素の少なくとも一方のフェイススプラインに塗料を塗布する塗布手段と、前記マスターを前記機械要素に押付ける押付手段と、スプライン歯面を撮影する撮影手段と、前記撮影データからスプラインの歯当たりの良否を判定する判定手段を備え、前記押付手段の押付力を、対となる機械要素のフェイススプラインの実使用条件における組付力を考慮して設定したことを特徴とするフェイススプラインの検査装置。
- 前記押付手段の押付力を、前記フェイススプラインの実使用条件における組付力と同等にしたことを特徴とする請求項8に記載のフェイススプラインの検査装置。
- 前記押圧手段は、前記マスターと検査対象である前記機械要素との間が調心可能に構成されていることを特徴とする請求項8又は請求項9に記載のフェイススプラインの検査装置。
- 前記撮像手段のデータに基づき、前記判定手段は、スプライン歯面の塗料が除去された範囲或いは塗料が付着した範囲について、その面積と、フェイススプラインの中心からの平均半径との積を歯面毎に算出し、時計周りの駆動力を伝達する歯面の全てについて積算した和および反時計回りの駆動力を伝達する歯面の全てについて積算した和により、スプラインの歯当たりの良否を判定することを特徴とする請求項8〜10のいずれか一項に記載のフェイススプラインの検査装置。
- 前記判定手段は、前記機械要素に必要とされる捩り強度をT、前記機械要素を形成する材料の降伏応力σy、前記積算した和をΣZとしたとき、ΣZ≧T/σyとなるΣZを前記スプラインの歯当たりの良否を判定する閾値としたことを特徴とする請求項11に記載のフェイススプラインの検査装置。
- 請求項1〜12項のいずれか一項に記載の検査方法又は検査装置により検査された車輪用軸受装置。
- 請求項1〜12項のいずれか一項に記載の検査方法又は検査装置により検査された等速自在継手。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013082953A JP2014206406A (ja) | 2013-04-11 | 2013-04-11 | フェイススプラインの検査方法、検査装置および車輪用軸受装置並びに等速自在継手 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013082953A JP2014206406A (ja) | 2013-04-11 | 2013-04-11 | フェイススプラインの検査方法、検査装置および車輪用軸受装置並びに等速自在継手 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014206406A true JP2014206406A (ja) | 2014-10-30 |
Family
ID=52120070
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013082953A Pending JP2014206406A (ja) | 2013-04-11 | 2013-04-11 | フェイススプラインの検査方法、検査装置および車輪用軸受装置並びに等速自在継手 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014206406A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106125663A (zh) * | 2016-08-09 | 2016-11-16 | 耐世特凌云驱动系统(涿州)有限公司 | 万向节组装过程中内环防混料的防错装置 |
| WO2017126503A1 (ja) * | 2016-01-20 | 2017-07-27 | 日本発條株式会社 | ボールジョイント、カシメ方法及びカシメ用型 |
| CN112923890A (zh) * | 2021-02-03 | 2021-06-08 | 浙江万向精工有限公司 | 一种花键齿形误差测量评价方法 |
| WO2023123331A1 (zh) * | 2021-12-30 | 2023-07-06 | 温岭市福荣齿轮有限公司 | 一种高强度锥齿轴承 |
| CN120408898A (zh) * | 2025-06-30 | 2025-08-01 | 人本股份有限公司 | 端面花键强度计算方法 |
-
2013
- 2013-04-11 JP JP2013082953A patent/JP2014206406A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017126503A1 (ja) * | 2016-01-20 | 2017-07-27 | 日本発條株式会社 | ボールジョイント、カシメ方法及びカシメ用型 |
| CN108368872A (zh) * | 2016-01-20 | 2018-08-03 | 日本发条株式会社 | 球窝接头、铆接方法以及铆接模型 |
| CN106125663A (zh) * | 2016-08-09 | 2016-11-16 | 耐世特凌云驱动系统(涿州)有限公司 | 万向节组装过程中内环防混料的防错装置 |
| CN106125663B (zh) * | 2016-08-09 | 2018-09-28 | 耐世特凌云驱动系统(涿州)有限公司 | 万向节组装过程中内环防混料的防错装置 |
| CN112923890A (zh) * | 2021-02-03 | 2021-06-08 | 浙江万向精工有限公司 | 一种花键齿形误差测量评价方法 |
| WO2023123331A1 (zh) * | 2021-12-30 | 2023-07-06 | 温岭市福荣齿轮有限公司 | 一种高强度锥齿轴承 |
| CN120408898A (zh) * | 2025-06-30 | 2025-08-01 | 人本股份有限公司 | 端面花键强度计算方法 |
| CN120408898B (zh) * | 2025-06-30 | 2025-10-24 | 人本股份有限公司 | 端面花键强度计算方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8998731B2 (en) | Wheel bearing device | |
| US9200669B2 (en) | Wheel bearing and a wheel bearing apparatus having the wheel bearing | |
| CN104736867B (zh) | 车轮用轴承装置及其制造方法 | |
| US9116095B2 (en) | Method of inspecting wheel hub unit | |
| JP2014206406A (ja) | フェイススプラインの検査方法、検査装置および車輪用軸受装置並びに等速自在継手 | |
| US7753801B2 (en) | Joint assembly, a wheel bearing apparatus, and the assemblies included in an axle module | |
| CN104812591B (zh) | 车轮轴承装置 | |
| WO2009147845A1 (ja) | 駆動車輪用軸受装置 | |
| US9434209B2 (en) | Wheel bearing apparatus | |
| JP6128191B2 (ja) | 車輪用ハブユニットの検査方法 | |
| CN104401188B (zh) | 一种驱动轴与轮毂连接结构及汽车传动系统 | |
| JP5166757B2 (ja) | 車輪用軸受およびこれを備えた車輪用軸受装置 | |
| JP2009052709A (ja) | 車輪用軸受およびこれを備えた車輪用軸受装置 | |
| JP2006329320A (ja) | 車輪用軸受装置 | |
| CN107107660B (zh) | 车轮轴承设备 | |
| JP3930673B2 (ja) | 駆動車輪用軸受装置の製造方法 | |
| JP4607081B2 (ja) | 駆動車軸用軸受装置 | |
| JP2007187217A (ja) | 車輪用軸受装置 | |
| JP2011126487A (ja) | 車輪用軸受装置 | |
| JP2006349190A5 (ja) | ||
| JP2003300401A (ja) | 駆動車輪用軸受装置 | |
| JP5166755B2 (ja) | 車輪用軸受およびこれを備えた車輪用軸受装置 | |
| JP5166756B2 (ja) | 車輪用軸受およびこれを備えた車輪用軸受装置 | |
| JP2003335106A (ja) | 駆動車輪用軸受装置 | |
| JP2013039872A (ja) | 車輪用軸受装置 |