以下、本発明に係るシャリ玉成型装置について詳細に説明する。
図1、図2は、上記シャリ玉成型装置1を示すものであり、略直方体形状の本体ケース1’の上部にはシャリ(米飯)を収納する収納ホッパー2が設けられており、上記ホッパー2の下部にはシャリ送り羽根3,3及びシャリ解しローラ4を具備したシャリ解し部5が設けられている(図2参照)。尚、図1の装置において回転受取円盤45が設置された側を「前方」、その反対方向を「後方」とし、「前方」から「後方」を向いた場合における左右を「左右方向」として以下説明する。
このシャリ解し部5では上記シャリ送り羽根3,3が矢印A方向に回転することで収納されたシャリを前方(矢印B方向)に送り出し、前方下部の落下口6の上方に設けられた上記シャリ解しローラ4が矢印C方向に回転することにより、上記前方に送られてきたシャリを解しながら、当該シャリ解し部5の前端下方に設けられた上記落下口6を介して下方のシャリ送り部7に落下供給する。
上記送り羽根3,3は単一のモータM1の矢印A方向の回転駆動によって当該モータM1のプーリ10と上記各送り羽根3,3のプーリ3’,3’との間に張設されたタイミングベルト8を介して矢印A方向に同時に回転駆動され、上記解しローラ4は上記モータM1の上記回転駆動によって当該モータM1のプーリ11と上記解しローラ4のプーリ4’との間に張設されたタイミングベルト12を介して矢印C方向に回転駆動される。
上記シャリ解し部5の上記落下口6の下方には上記シャリ送り部7が設けられている。上記シャリ送り部7には、上記落下口6下方に連続して中央部に垂直方向のシャリ通路13が設けられており、上記シャリ通路13の下方には、前向き同一高さの水平回転軸9a,9aに各々軸支された左右一対の大径ローラ9,9、及び、上記大径ローラ9,9の下方位置において、同じく前向き同一高さの水平回転軸14a,14aに各々軸支された左右一対の小径ローラ14,14が左右一定間隔を以って設けられており、これらのローラ9,9間、及び上記ローラ14,14間に垂直方向の帯状シャリ成型部7’が設けられている。
さらに、上記小径ローラ14,14の下方には、前向き同一高さの水平回転軸15a,15aに各々軸支された左右一対の回転シャッター15,15が設けられている。このシャッター15,15は図2、図8(c)に示すように、前後方向に交互に交差する櫛状の爪15’,15’が設けられており、互いに対向方向(矢印D,D’方向)に回転することで、上記シャッター15,15間に存在する帯状シャリR”を上記爪15’,15’で切り離して下方に落下供給するものである。
上記シャリ通路13に落下供給されたシャリは、上記大径ローラ9,9及び上記小径ローラ14,14の互いに対向方向(矢印D,D’方向)の回転により、上記シャリ送り部7から上記各ローラ間の狭い上記帯状シャリ成型部7’に送られて帯状に成型され、開状態の上記回転シャッター15,15間に至り、上記シャッター15,15より下方に所定長さの帯状シャリR”が形成された時点で、上記回転シャッター15,15が互いに対向方向(矢印D,D’方向)に回転し、その結果、シャリ玉1個分のシャリR’が上記帯状シャリR”から切り離され、上記シャリR’がシャッター15,15下方に位置する間歇回転成形円盤16(後述)の長丸型成型孔30a又は丸型成型孔30b内に落下供給されるように構成されている。
ここで、上記帯状シャリR”からシャリR’が分離される上記シャッター15,15間の部分をシャリ分離部15”という。また、上記構成において、上記大径ローラ9,9、小径ローラ14,14、帯状シャリ成型部7’、上記シャッター15,15等で構成されるシャリの供給部をシャリ供給部という。
上記大径ローラ9,9、小径ローラ14,14は図8(a)(b)に示すように各々モータM2,M3によってギアG1,G2を介して互いに対向方向(矢印D,D’方向)にタイミングを合わせて間歇的に一定回転角度毎に回転し、上記シャッター15,15は上記各ローラ9,14の間歇回転(一定角度の回転)によって上記シャッター15,15より下方に所定長の帯状シャリR”が形成された時点で、図8(c)に示すように、モータM4を正逆回転させてギアG3を介して両シャッター15,15を矢印D,D’方向及び逆方向(矢印F,F’方向)に回転し、上記シャリ分離部15”において上記帯状シャリR”からシャリR’を分離して下方に落下供給するものである。
次に、上記間歇回転成型円盤16の関係構成について説明する。
上記本体ケース1’の下部の上記回転シャッター15,15間のシャリ分離部15”下方には水平機枠17が設けられている。この水平機枠17は、上記本体ケース1’の底板をも構成するものであり、上記本体ケース1’の下部開口全体を閉鎖するものである(図1、図2参照)。
上記水平機枠17における上記シャリ分離部15”の対応位置より前方の前端縁17a近傍の中央部の上面17dに、上記間歇回転成型円盤16の直立中央回転軸Kを構成する中央支軸18が立設固定されている(図2、図3参照)。
上記中央支軸18には、円盤状のシャリ受固定盤20の中央孔20aが挿通され、かつ該シャリ受固定盤20上に突出する上記中央支軸18に円盤状の上記間歇回転成型円盤16の中央孔16bが挿通され、さらに同円盤16上方から回転キャップ60が上記支軸18に係合される。
上記水平機枠17には、駆動用歯車24が中心軸66をもって回転可能に軸支されており、この駆動用歯車24は、上記間歇回転成型円盤16の外周面に設けられた駆動歯部16cに噛合して、当該円盤16を間歇回転駆動するものである(図3参照)。
上記シャリ受固定盤20はその円盤の中心が上記間歇回転成型円盤16の直立中央回転軸Kと共通であり、その直径も上記間歇回転成型円盤16と略同一となるように構成されている。このシャリ受固定盤20は、上記間歇回転成型円盤16の下側に位置してその上面においてシャリ受面25を構成するものであり、図9に示すように、間歇回転成型円盤16の各成型孔30a,30bの下開口30a’,30b’を上記シャリ受面25で閉鎖するものである。
そして、上記シャリ受固定盤20の上記シャリ受面25上に上記間歇回転成型円盤16を載置した場合、上記円盤16の各成型孔30a又は30bの下開口30a’又は30b’にシャリ受面25が位置するように構成されている(図9参照)。これにより、上記成型孔30a又は30b内にシャリR’が投入された後(図9(b)参照)、後述の昇降シャリ押圧具33又は35が上記成型孔30b又は30a内に挿入して、上記押圧具33又は35と上記シャリ受面25との間においてシャリR’を押圧成型して通常のシャリ玉R1又は球状シャリ玉R2を成型し得るように構成されている(図19参照)。
上記シャリ受固定盤20の板面において、上記中央支軸18より前方側の位置には、シャリ玉落し用の貫通孔20d(シャリ玉落下供給口65)が形成されている(図10参照)。この貫通孔20dは、後述の昇降シャリ玉落し具34又は36の下方に対応して位置しており、上記間歇回転成型円盤16の押圧成型後のシャリ玉Rの入った成型孔30a又は30bが到来し、上記シャリ玉落し具34又は36が上記成型孔30b又は30a内に下降してきたとき、上記成型孔30b又は30a内のシャリ玉Rを下方に通過させ、上記貫通孔20d下方のシャリ玉受取円盤45上に落下させるものである(図10参照)。
上記間歇回転成型円盤16は、図3に示すように、上記シャリ受固定円盤20の上面側において、その中央孔16bを上記中央支軸18に挿通すると共に、上記中央孔16bにキャップ60を挿入し、当該キャップ60を上記中央支軸18に係合することにより、上記シャリ受固定盤20上において、上記直立中央回転軸Kを中心に矢印G方向に回転自在に水平に取り付けられるものである。
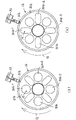
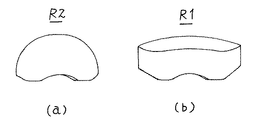
この間歇回転成型円盤16はその中心から放射状に8個の成型孔30a,30bが周方向に互いに45度の開き角度の位置に貫通形成されている。これらの8個の成型孔は4個ずつの2種類の形状から構成されており、1種類は、寿司飯用のシャリ玉R1(図19(b)参照)を形成するための成型孔30a(以下、「長丸型成型孔」という)であり、この長丸型成型孔30aにより成型されたシャリ玉R1は、平面視、楕円形(長丸型)の一般的な形状である。この長丸型成型孔30aによって成型されるシャリ玉R1を単に「シャリ玉」という。一方、他の成型孔30bは、平面視、円形(丸型)の成型孔30b(以下、「丸型成型孔」という)であり、この丸型成型孔30bにより成型されたシャリ玉R2は、平面視が略円形であって、全体が略半球状に成型されたシャリ玉R2をいう(図19(a)参照)。この丸型成型孔30bによって成型されるシャリ玉R2を「球状シャリ玉」という。
そして、上記間歇回転成型円盤16には、上記長丸型成型孔30aの4個と上記丸型成型孔30bの4個が交互に設けられており、従って、上記長丸型成型孔30aに着目すると、互いに90度の開き角度を有しており、上記丸型成型孔30bに着目すると、同様に互いに90度の開き角度を有するように配置されている(図3参照)。
上記間歇回転成型円盤16の外周面の2か所には、互いに45度の開き角度を以って近接ドグ31a,31bが設けられており、上記水平機枠17上に設置された近接センサー32により上記近接ドグ31a,31bの位置を検出することで、上記長丸型成型孔30aと、丸型成型孔30bの原点位置を各別に検出し得るように構成されている。
この間歇回転成型円盤16の原点位置を図4に示す。同図(a)は、球状シャリ玉R2を製造する場合の原点であり、近接センサー32が近接ドグ31aを検出したときに間歇回転成型円盤16を停止し、このときの間歇回転成型円盤16の位置が原点位置となる。この原点位置においては、同図(a)の丸型成型孔30b−1が「飯供給位置」、当該成型孔30b−1から90度回転した丸型成型孔30b−2の位置が「押圧位置」、当該成型孔30b−2から90度回転した丸型成型孔30b−3の位置が「落し位置」となる。そして、当該シャリ玉R2の製造時においては、上記原点位置から上記間歇回転成型円盤16を回転角度90度を1ピッチとして、1ピッチずつ矢印G方向に間歇的に回転するように構成されている。
図4(b)は、シャリ玉R1を製造する場合の原点であり、近接センサー32が近接ドグ31bを検出したときに間歇回転成型円盤16を停止し、このときの間歇回転成型円盤16の位置が原点位置となる。この原点位置においては、同図(b)の長丸型成型孔30a−1が「飯供給位置」、当該成型孔30a−1から90度回転した長丸型成型孔30a−2の位置が「押圧位置」、当該成型孔30a−2から90度回転した長丸型成型孔30a−3の位置が「落し位置」となる。そして、当該シャリ玉R1の製造時においては、上記原点位置から上記間歇回転成型円盤16を回転角度90度を1ピッチとして、1ピッチずつ矢印G方向に間歇的に回転するように構成されている。
そして、上記原点位置において、上記間歇回転成型円盤16の上記長丸型成型孔30a−1の位置、又は上記丸型成型孔30b−1の位置は、上記シャリ供給部における上記シャリ分離部15”の直下に位置しており、上記シャリ供給部から当該長丸型成型孔30a−1又は上記丸型成型孔30b−1内にシャリR’が落下供給されるように構成されている。
上記間歇回転成型円盤16の外周面には凹凸状の駆動用歯部16cが全周に亘り形成されており、当該成型円盤16の上記設置状態において、上記駆動用歯部16cは上記駆動用歯車24の歯部24’に噛合し、従って、上記間歇回転成型円盤16は上記駆動用歯車24によって回転駆動されるように構成されている(図2、図3参照)。
上記駆動用歯車24は、図2、図3に示すように、上記水平機枠17上に立設された中心回転軸66上に回転自在に水平に軸支されており、その直立中心回転軸66を駆動モータM5によって回転駆動し得るように構成されている。従って、上記駆動モータM5によって上記駆動用歯車24を矢印N方向に1ピッチずつ間歇駆動すると、上記間歇回転成型円盤16は上記駆動用歯車24を介して上記矢印G方向に上記1ピッチずつ間歇的に駆動される。
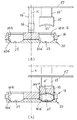
次に、昇降アーム部材57,58について説明する(図5、図6)。本発明のシャリ玉成型装置では、単一の間歇回転成型円盤16にて、通常の寿司飯用のシャリ玉R1(図19(b)参照)と、上面が略半球状の球状シャリ玉R2(図19(a)参照)の2種類のシャリ玉を製造可能である点に特徴を有するが、これらのシャリ玉を成型し、該シャリ玉を受取円盤45下方に落とすための昇降アーム部材は、上記シャリ玉R1の製造用の昇降アーム部材58(図6参照)と、球状シャリ玉R2の製造用の昇降アーム部材57(図5参照)の2種類が必要であり、これらの昇降アーム部材57,58を昇降スライダ42(図7参照)に選択的に取り付けることにより、何れかのシャリ玉R1又はR2を製造し得るように構成されている。
まず、昇降アーム部材57(図5)を説明する。この昇降アーム部材57は、昇降アーム板37と、当該アーム板37の下面に設けられた昇降シャリ押圧具33と、昇降シャリ落し具34とから構成されている。そして、当該昇降アーム板37の端部37’を、図7の昇降スライダ42の水平連結部42aに水平に接続した状態において、上記昇降シャリ押圧具33が、原点位置にある間歇回転成型円盤16の丸型成型孔30b−2の位置(押圧位置、図4(a))、上記昇降シャリ落し具34が、原点位置にある間歇回転成型円盤16の丸型成型孔30b−3の位置(落し位置)に位置するように構成されている(図1、図2、図4参照)。
図1、図2、図5において、上記昇降シャリ押圧具33は、図4(a)の原点位置において、間歇回転成型円盤16の上記シャリ分離部15”直下の丸型成型孔30b−1より下流側の丸型成型孔30b(実施形態では上記シャリ分離部15”より2つ下流側の丸型成型孔30b−2)の上部に設けられており、その本体は円柱状であり、上記押圧具33の下面は上記シャリ受固定盤20の上記シャリ受面25と共に球状シャリを押圧成型するための上向き球状面33”が形成されている。この昇降シャリ押圧具33は上記シャリRの供給された丸型成型孔30b(30b−2)が直下に到来したタイミングで下降して上記丸型成形孔30b(30b−2)内に挿入され、上記成型孔30b内でシャリR’を押圧して球状シャリ玉R2を押圧成型し(図9(a)(b)参照)、その後元の位置へ上昇するように構成されている。そして、この昇降シャリ押圧具33は上記丸型成型孔30b(30b−2)が直下に到来するタイミングで上記昇降動作を繰り返すものである。
上記昇降シャリ落し具34は、間歇回転成型円盤16の上記シャリ押圧具33が位置する成型孔30b−2より下流側の成型孔31b(実施形態では上記昇降シャリ押圧具33に対応する成型孔30bより2つ下流側の成型孔30b−3)の上部に設けられている(図4(a)参照)。この昇降シャリ落し部34が対応する成型孔30b−3の下方には、上記シャリ受固定盤20の上記貫通孔20dが位置しており(図2、図10(a)(b)参照)、この昇降シャリ落し具34は成型されたシャリ玉Rの入った丸型成型孔30bが直下に到来したタイミングで下降して上記丸型成型孔30b内に挿入され(図10(b)参照)、上記丸型成型孔30a内のシャリ玉Rを下方に押し出して、上記貫通孔20dを介して上記受取円盤45上にシャリ玉Rを落下供給する機能を有する(図10(b)参照)。このシャリ落し具34は下降してシャリ玉Rを落下供給した後は元の位置まで上昇するように構成されている。そして、この昇降シャリ落し具34は上記成型孔30bが直下に到来するタイミングで上記昇降動作を繰り返すものである。
上記昇降アーム板37は、上記昇降シャリ押圧具33と上記昇降シャリ落し具34を90度の開き角度に支持するものであり、その先端部下面に接続部材34’を介して上記昇降シャリ落し具34がビスNにより固定されている(図5参照)。また、上記昇降アーム板37の端部37’近傍の下面には、上記昇降シャリ押圧具33が接続棒33’を介して下向きに設けられている。この昇降シャリ押圧具33は上記接続棒33’に介挿されたスプリング33aにより常時下向きに附勢されており、上記昇降アーム板37に対して上下方向に昇降し得るように構成されている。そして、上記昇降アーム板37の端部37’を図7に示すスライダ42の水平連結部42aに接続し得るように構成されている。
次に、昇降アーム部材58(図6参照)を説明する。この昇降アーム部材58は、上記昇降アーム部材57の昇降アーム板37と共通の形状の昇降アーム板37と、当該アーム板37の下面に設けられた昇降シャリ押圧具35と昇降シャリ落し具36とから構成されている。そして、上記昇降アーム部材57に代えて、当該昇降アーム部材58の上記昇降アーム板37の端部37’を、図7の昇降スライダ42の水平連結部42aに水平に接続した状態において、上記昇降シャリ押圧具35が、原点位置にある間歇回転成型円盤16の長丸型成型孔30a−2の位置(押圧位置、図4(b))、上記昇降シャリ落し具36が、原点位置にある間歇回転成型円盤16の長丸型成型孔30a−3の位置(落し位置)に位置するように構成されている。
図6において、上記昇降シャリ押圧具35は、図4(b)のシャリ玉製造時の原点位置において、間歇回転成型円盤16の上記シャリ分離部15”直下の長丸型成型孔30a−1より下流側の長丸型成型孔30a(実施形態では上記シャリ分離部15”より2つ下流側の長丸型成型孔30a−2)の上部に設けられており、その本体は横断面が楕円形状であり、上記押圧具35の下面は上記シャリ受固定盤20の上記シャリ受面25と共に通常のシャリ玉を押圧成型するための上向き円弧面35”が形成されている。この昇降シャリ押圧具35は上記シャリRの供給された長丸型成型孔30aが直下に到来したタイミングで下降して上記長丸型成形孔30a内に挿入され、上記成型孔30a内でシャリR’を押圧してシャリ玉Rを押圧成型し、その後元の位置へ上昇するように構成されている(図9(a)(b)参照)。そして、この昇降シャリ押圧具35は上記長丸型成型孔30aが直下に到来するタイミングで上記昇降動作を繰り返すものである。
昇降シャリ落し具36は、間歇回転成型円盤16の上記シャリ押圧具35が位置する長丸型成型孔30a−2より下流側の成型孔30a(実施形態では上記昇降シャリ押圧具33に対応する長丸型成型孔30aより2つ下流側の長丸型成型孔30a−3)の上部に設けられている(図4(b)参照)。この昇降シャリ落し部36が対応する長丸型成型孔30a−3の下方には、上記シャリ受固定盤20の上記貫通孔20dが位置しており(図2、図10参照)、この昇降シャリ落し具36は成型されたシャリ玉Rの入った長丸型成型孔30aが直下に到来したタイミングで下降して上記長丸型成型孔30a内に挿入され(図10(b)参照)、上記長丸型成型孔30a内のシャリ玉Rを下方に押し出して、上記貫通孔20dを介して受取円盤45上にシャリ玉Rを落下供給する機能を有する。このシャリ落し具36は下降してシャリ玉Rを落下供給した後は元の位置まで上昇するように構成されている。そして、この昇降シャリ落し具36は上記成型孔30aが直下に到来するタイミングで上記昇降動作を繰り返すものである。
上記昇降アーム板37は(図6参照)、上記昇降アーム部材57の昇降アーム部材37と同様であり、上記昇降シャリ押圧具35と上記昇降シャリ落し具36を90度の開き角度に支持するものであり、その先端部下面に接続部材36’を介して上記昇降シャリ落し具36がビスNにより固定されている。また、上記昇降アーム板37の端部37’近傍の下面には、上記昇降シャリ押圧具35が接続棒35’を介して下向きに設けられている。この昇降シャリ押圧具35は上記接続棒35’に介挿されたスプリング35aにより常時下向きに附勢されており、上記昇降アーム板37に対して上下方向に昇降し得るように構成されている。そして、当該昇降アーム部材58は、上記昇降アーム部材57に代えて、上記昇降アーム板37の端部37’を図7に示すスライダ42の水平連結部42aに接続し得るように構成されている。
図7に示すものは、上記昇降アーム部材57,58の駆動機構の一例であり、同図は、スライダ42に昇降アーム部材58を取り付けた状態を示す。
上記昇降スライダ42は、上記水平機枠17上面17dに立設固定された3本の垂直ガイドレール38に昇降自在に挿通されており、上記ガイドレール38の上端部にはモータ取付アングル39が固定されており、当該取付アングル39に駆動モータM6がその駆動軸が上記ガイドレール38に直交する水平駆動軸44となるように固定されている。
さらに、上記駆動モータM6の水平駆動軸44にクランク40を固着すると共に、該クランク40の一端とロッド41の一端をヒンジピン42’にて軸支し、上記ロッド41の他端を上記昇降スライダ42にピン43にて軸支する。そして、上記駆動モータM6を矢印H,I方向に正逆回転させることにより上記昇降スライダ42従って上記昇降シャリ押圧具35及び上記昇降シャリ落し具36を上記ガイドレール38に沿って上下方向に同一タイミングで昇降駆動し得るように構成されている。
図6に示す通常のシャリ玉用の昇降シャリ押圧具35と上記昇降シャリ玉落し具36を支持する昇降アーム板37と、図5に示す球状シャリ玉用の昇降シャリ押圧具33及び昇降シャリ落し具34を支持する昇降支持アーム板37の構成は同一であり、各々90度の開き角度を以って上記昇降シャリ押圧具35,33と昇降シャリ玉落し具36,34を支持するものである。
上記昇降アーム板37の端部37’には、円形溝37aと該円形溝37aに端縁37bから連通する上記円形溝37aの直径より狭い直線溝37a’が形成されている。一方、上記スライダ42の一端には、水平連結部42aが突出形成されており、当該水平連結部42aには、上記昇降アーム板37の上記端部37’を挿入し得る水平開口部42bが形成されており、当該水平開口部42bの中央部には、上記円形溝37aに嵌合可能な垂直ピン42cが立設されている。よって、上記昇降アーム板37の端部37’を、上記スライダ42の上記水平開口部42bに挿入し、上記垂直ピン42cを上記円形溝37aに嵌合することにより、当該昇降アーム板37を上記スライダ42にワンタッチで水平に接続し得るように構成されている。従って、昇降アーム部材57、昇降アーム部材58はその端部37’を以って、スライダ42の水平連結部42aに選択的に着脱可能に構成されている。
次に、回転受取円盤45について説明する。
図1〜図4に示すものは、シャリ玉受取手段として、回転受取円盤45を設置したものである。上記回転受取円盤45を構成するには、まず上記間歇回転成型円盤16を駆動する上記駆動用歯車24の中心軸66を上記水平機枠17の下側に延長して突出させ(図2参照)、上記機枠17の下側において上記駆動軸66の先端にプーリ50を水平に接続する。そして、上記水平機枠17の下面17e側において、上記プーリ50の位置から上記シャリ受固定盤20の下方位置であって、上記間歇回転成型円盤16の前方側外周面のさらに外側(前方寄りの位置)の位置まで方形筒状の回転円盤支持杆51を上記水平機枠17に平行に設け、当該回転円盤支持杆51の途中を上記水平機枠17の下面17eに取付アングル52で固定する。
そして、上記回転円盤支持杆51の先端部に直立回転軸53を設けると共に当該直立回転軸53の下端であって上記プーリ50と同一水準高さにプーリ54を設け(図2、図4参照)、上記プーリ50と上記プーリ54との間に無端ベルト55を張設する。さらに上記プーリ54の上面に上記回転受取円盤45を水平に固定する。
上記回転受取円盤45は上記プーリ54の上記回転中心Jを中心とする円盤であり、上記間歇回転成型円盤16と略同じ直径を有し、その上面45aは平坦面を構成している。図2に示すように、上記回転受取円盤45は、その上面45aの回転中心Jよりも後方側の上面外周部45a’が、上記シャリ受固定盤20の上記貫通孔20d(シャリ玉落下供給口65)の下側に位置するように構成され、上記貫通孔20dから落下してくるシャリ玉R1又はR2を上記上面外周部45a’にて順次周方向に受け取ることができるように構成されている(図1参照)。
上述のように上記駆動用歯車24の駆動軸66と上記プーリ50の回転軸66は同一であるため、上記回転受取円盤45は上記間歇回転成型円盤16の間歇回転駆動に連動して間歇回転するものであり、上記駆動モータM5によって上記間歇回転成型円盤16が矢印G方向に間歇回転した場合、上記駆動ベルト55が矢印L方向に間歇移動し、その結果、上記プーリ54を介して上記回転受取円盤45は矢印N方向に、上記間歇回転成型円盤16にタイミングを合わせて間歇的に回転するように構成されている。
よって、上記間歇回転成型円盤16の矢印G方向の回転に従って順次シャリ玉R1又はR2が上記シャリ玉落下供給口65から落下供給された場合は、上記回転受取円盤45は同一タイミングで矢印N方向に間歇回転するため、図1、図2に示すように、上記シャリ玉R1又はR2は上記回転受取円盤45の上面外周部45a’に、当該円盤45の円周に沿って順次並べられるように構成されている。
図11は本発明に係るシャリ玉成型装置において、上記シャリ玉受取手段として回転受取円盤45を使用した場合の電気的構成を示すものであり、制御部70(CPU等)には操作部71が接続されると共に、上記各駆動モータM1〜M6、発光部50aとシャリ検出光センサー50bからなる光センサー部、上記近接センサー32、及び一度近接ドグ31a又は31bを検出してから次の近接ドグ31b又は31aを検出するまでの時間tを計時するためのタイマ72が接続されている。また、上記制御部70には基準となる時間であるts秒がメモリ73内に記憶されている。上記制御部70は図12に示す動作手順に従って間歇回転成型円盤16の原点位置を検出し、その後は、図13又は図18の動作手順に従って上記各モータを駆動制御してシャリ玉成型の動作を行うものである。
本発明は上述のように構成されるものであるから、次にその動作を説明する。
まず、間歇回転成型円盤16の原点位置の検出動作について説明する。
操作者は、成型するシャリ玉が球状シャリ玉R2を製造する場合は、図5に示す昇降アーム部材57をスライダ42の水平連結部42aに接続し(図7参照)、操作部71において球状シャリ玉R2ボタンを押圧して球状シャリ玉R2を選択した旨を指示する。
上記昇降アーム部材57を上記スライダ42に取り付けると、図1、図2、図4(a)に示すように、昇降シャリ押圧具33が原点位置にある間歇回転成型円盤16の丸型成型孔30b−2に対応する「押圧位置」に位置し、昇降シャリ落し具34が上記間歇回転成型円盤16の丸型成型孔30b−3に対応する「落し位置」に位置する。
制御部70は、上記ボタンの指示に基づいて、球状シャリ玉R2が指示されたことを認識し(図12S1)、モータM5を駆動して間歇回転成型円盤16を矢印G方向に一定速度で回転し、近接ドグ31a又は31bを検出する。この場合、最初に近接ドグ31aを検出したときは(図12S2、図14(a−2))、次に近接ドグ31bを検出するまでの時間tを検出する(図12S3,S4、図14(a−3))。具体的には、この時間tが基準時間tsより短いか否かを検出する(図12S4)。この場合、t<ts(基準時間より短い)となるので制御部70はこれを検出し(図12S4)、近接センサー32に対して間歇回転成型円盤16が「a間」(間歇回転成型円盤16の近接ドグ31a,31b間の長い方の外周位置の間)にあることを認識する(図12S5)。この場合、制御部70は、次に近接ドグ31aを検出したとき(図12S6)、モータM5を停止して間歇回転成型円盤16の回転を停止する(図12S7)。これにより、間歇回転成型円盤16は、その丸型成型孔30b−1が飯供給位置に位置する原点位置に位置させることができる(図14(a−4))。
最初に近接ドグ31bを検出したときは(図12S8、図14(b−2))、次に近接ドグ31aを検出するまでの時間tを検出する(図12S9,S10、図14(b−3))。具体的には、この時間tが基準時間tsより長いか否かを検出する(図12S10),図14(b−4))。この場合、t>ts(基準時間より長い)となるので制御部70はこれを検出し(図12S10)、近接センサー32に対して間歇回転成型円盤16が「b間」(間歇回転成型円盤16の近接ドグ31a,31b間の短い方の外周位置の間)にあることを認識する(図12S11)。この場合、制御部70は、上記近接ドグ31aを検出し、「b間」にあることを認識した時点で(図12S11)、モータM5を停止して間歇回転成型円盤16の回転を停止する(図12S7)。これにより、間歇回転成型円盤16を、その丸型成型孔30b−1が飯供給位置に位置する原点位置に位置させることができる(図14(b−4))。
次に、操作者は、通常のシャリ玉R1を製造する場合は、図6に示す昇降アーム部材58をスライダ42の水平連結部42aに接続し(図7参照)、操作部71においてシャリ玉R1ボタンを押圧してシャリ玉R1を選択した旨を指示する。
上記昇降アーム部材58を上記スライダ42に取り付けると、図1、図2、図4に示すように、昇降シャリ押圧具35が原点位置にある間歇回転成型円盤16の成型孔30a−2に対応する「押圧位置」に位置し、昇降シャリ落し具36が上記間歇回転成型円盤16の成型孔30a−3に対応する「落し位置」に位置する。
制御部70は、上記ボタンの指示に基づいて、シャリ玉R1が指示されたことを認識し(図12S1)、モータM5を駆動して間歇回転成型円盤16を矢印G方向に一定速度で回転し、近接ドグ31a又は31bを検出する。この場合、最初に近接ドグ31aを検出したときは(図12S12、図15(a−2))、次に近接ドグ31bを検出するまでの時間tを検出する(図12S13,S14、図15(a−3))。具体的には、この時間tが基準時間tsより短いか否かを検出する(図12S14)。この場合、t<ts(基準時間より短い)となるので制御部70はこれを検出し(図12S14)、近接センサー32に対して間歇回転成型円盤16が「a間」にあることを認識する(図12S15)。この場合、制御部70は、上記近接ドグ31bを検出し、「a間」にあることを認識した時点で(図12S15)、モータM5を停止して間歇回転成型円盤16の回転を停止する(図12S16)。これにより、間歇回転成型円盤16を、その丸型成型孔30a−1が飯供給位置に位置する原点位置に位置させることができる(図15(a−3)。
最初に近接ドグ31bを検出したときは(図12S17、図15(b−2))、次に近接ドグ31aを検出するまでの時間tを検出する(図12S18,S19、図15(b−3)(b−4))。具体的には、この時間tが基準時間tsより長いか否かを検出する(図12S19)。この場合、t>ts(基準時間より長い)となるので制御部70はこれを検出し(図12S19)、近接センサー32に対して間歇回転成型円盤16が「b間」にあることを認識する(図12S20、図15(b−3)、(b−4))。上記制御部70は、上記近接ドグ31aを検出し、「b間」にあることを検出すると、さらに間歇回転成型円盤16の回転を継続し、次に、近接ドグ31bを検出した時点で(図12S21)、モータM5を停止して間歇回転成型円盤16の回転を停止する(図12S16)。これにより、間歇回転成型円盤16を、その長丸型成型孔30a−1が飯供給位置に位置する原点位置に位置させることができる(図15(b−5))。
このように、通常のシャリ玉R1を製造する場合と球状シャリ玉R2を製造する場合の何れの場合においても、間歇回転成型円盤16を各成型孔30a,30bに対応した原点位置に自動的に位置させることができる。
次に、シャリ玉の成型動作について説明する。まず、上記スライダ42に球状シャリ玉R2用の昇降アーム部材57(図5)を接続し、操作部71において球状シャリ玉R2の選択ボタンを押圧する。すると、制御部70は図12の動作に基づいて間歇回転成型円盤16を矢印G方向に回転させ、当該円盤16を原点位置(図4(a)の位置)に停止させる。
次に、駆動モータM1を回転させた状態で収納ホッパー2内にシャリを投入すると、シャリはシャリ解し部5においてシャリ送り羽根3,3によって前方に送られ、シャリ解しローラ4の回転によって解されながら落下口6からシャリ送り部7に落下供給され、シャリ通路13に充填されていく(図13S1)。また大径ローラ9,9及び小径ローラ14,14が一定時間回転することにより、上記シャリはローラ間の帯状シャリ成型部7’に進入して帯状に成型され、さらに開状態の回転シャッター15,15間から下方に帯状シャリR”が形成される(図13S2)。
その後、駆動モータM4を駆動して回転シャッター15,15を開閉駆動すると(図13S3)、シャリ玉1個分の上記帯状シャリR”がシャリ分離部15”にて切り離されて、上記シャッター15,15直下に位置する回転間歇成型円盤16の丸型成型孔30b−1内において、シャリ受固定円盤20のシャリ受面25上に落下供給される。その後、駆動モータM5を一定時間駆動することにより、駆動用歯車24を介して間歇回転成型円盤16を矢印G方向に1ピッチ(90度)間歇駆動すると共に(図13S4)、駆動モータM6を正逆回転することにより、上記昇降シャリ押圧具33と昇降シャリ落し具34とを昇降駆動する(図13S5)。
上記間歇回転成型円盤16が1ピッチ(回転角度90度)ずつ回転し、上記シャリR’の入った丸型成型孔30bが上記昇降シャリ押圧具33の直下に到来すると、上記昇降シャリ押圧具33が上記丸型成型孔30b−2内に挿入され(図9(b)参照)、上記成型孔30b内でシャリ玉Rが押圧成型される。
その後、上記間歇回転成型円盤16がさらに矢印G方向に1ピッチ(90度)間歇的に回転し、上記成型後のシャリ玉Rの入った丸型成型孔30b−3が上記昇降シャリ落し具34の直下に到来すると(図10(a)参照)、上記昇降シャリ落し具34が下降して上記丸型成型孔30b−3内に挿入し(図10(b)参照)、これによって上記シャリ玉Rは上記成型孔30b−3から上記シャリ受固定盤20の貫通孔20d(シャリ玉落下供給口65)を介して下方の回転受取円盤45の上面外周部45a’に落下する(図2参照)。
その後、上記シャリ検出光センサー50bが光を検出していない場合は、ステップS2に戻って以後同様の動作を繰り返す(図13S6)。
従って、間歇回転成型円盤16は1ピッチ(回転角度90度)の間歇回転を継続し、上記回転シャッター15,15の開閉によって上記間歇回転成型円盤16のシャリ分離部15”下方の丸型成型孔30b−1内にシャリR”が順次供給され、上記間歇回転成型円盤16の矢印G方向の1ピッチ毎の間歇回転に合わせて、上記昇降シャリ押圧具33が昇降することで上記丸型成型孔30b内でシャリ玉が順次押圧成型され、上記昇降シャリ落し具34が昇降することで成型されたシャリ玉Rが上記貫通孔20d(シャリ玉落下供給口65)を介して下方の回転受取円盤45の上記上面外周部45a’に順次落下供給されて行く。
上記回転受取円盤45は上記モータM5の間歇回転によって直立中心回転軸66及び上記無端ベルト55を介して直立中心回転軸53を中心として矢印N方向に間歇回転しているので、上記シャリ玉Rは間歇回転している回転受取円盤45の上記上面外周部45a’に順次落下供給されて行き、図1に示すように、上記上面外周部45a’上に円周方向に沿って球状シャリ玉R2が載置されて行く。
このように、上記間歇回転円盤16は1ピッチとして90度毎に回転し、これにより昇降シャリ押圧具33と昇降シャリ落し具34の直下には、常に、間歇回転成型円盤16の丸型成型孔30bが到来するので、当該間歇回転成型円盤16の間歇回転によって、球状シャリ玉R2を順次成型することが可能となる。
次に、通常のシャリ玉R1の成型動作について説明する。まず、上記スライダ42に接続されている球状シャリ玉R2用の昇降アーム部材57を取り外し、シャリ玉R1用の昇降アーム部材58を接続し、操作部71においてシャリ玉R1の選択ボタンを押圧する。すると、制御部70は図12の動作に基づいて間歇回転成型円盤16を矢印G方向に回転させ、当該円盤16を原点位置(図4(b)の位置)に停止させる。
次に、図13の動作(図13S1〜S3)により、帯状シャリがシャッター15,15間に供給され、駆動モータM4を駆動して回転シャッター15,15を開閉駆動すると(図13S3)、シャリ玉1個分の上記帯状シャリR”がシャリ分離部15”にて切り離されて、上記シャッター15,15直下に位置する回転間歇成型円盤16の長丸型成型孔30a−1内において、シャリ受固定円盤20のシャリ受面25上に落下供給される。その後、駆動モータM5を一定時間駆動することにより、駆動用歯車24を介して間歇回転成型円盤16を矢印G方向に1ピッチ(回転角度90度)間歇駆動すると共に(図13S4)、駆動モータM6を正逆回転することにより、上記昇降シャリ押圧具35と昇降シャリ落し具36とを昇降駆動する(図13S5)。
上記間歇回転成型円盤16が1ピッチ(回転角度90度)ずつ回転し、上記シャリR’の入った長丸型成型孔30aが上記昇降シャリ押圧具35の直下に到来すると、上記昇降シャリ押圧具35が上記成型孔30a−2内に挿入され(図9(b)参照)、上記成型孔30a内でシャリ玉Rが押圧成型される。
その後、上記間歇回転成型円盤16がさらに矢印G方向に1ピッチ(回転角度90度)間歇的に回転し、上記成型後のシャリ玉Rの入った長丸型成型孔30a−3が上記昇降シャリ落し具36の直下に到来すると(図10(a)参照)、上記昇降シャリ落し具36が下降して上記成型孔30a−3内に挿入し(図10(b)参照)、これによって上記シャリ玉Rは上記成型孔30a−3から上記シャリ受固定盤20の貫通孔20d(シャリ玉落下供給口65)を介して下方の回転受取円盤45の上面外周部45a’に落下する(図2参照)。
その後、上記シャリ検出光センサー50bが光を検出していない場合は、ステップS2に戻って以後同様の動作を繰り返す(図13S6)。
従って、間歇回転成型円盤16は1ピッチ(90度)の間歇回転を継続し、上記回転シャッター15,15の開閉によって上記間歇回転成型円盤16のシャリ分離部15”下方の成型孔30a内にシャリR”が順次供給され、上記間歇回転成型円盤16の矢印G方向の1ピッチ毎の間歇回転に合わせて、上記昇降シャリ押圧具35が昇降することで上記長丸型成型孔30a内でシャリ玉が順次押圧成型され、上記昇降シャリ落し具35が昇降することで成型されたシャリ玉Rが上記貫通孔20d(シャリ玉落下供給口65)を介して下方の回転受取円盤45の上記上面外周部45a’に順次落下供給されて行く。
上記回転受取円盤45は上記モータM5の間歇回転によって直立中心回転軸66及び上記無端ベルト55を介して直立中心回転軸53を中心として矢印N方向に間歇回転しているので、上記シャリ玉R1は間歇回転している回転受取円盤45の上記上面外周部45a’に順次落下供給されて行き、図1に示すように、上記上面外周部45a’上に円周方向に沿ってシャリ玉R1が載置されて行く。
このように、上記間歇回転円盤16は1ピッチとして90度毎に回転し、これにより昇降シャリ押圧具35と昇降シャリ落し具36の直下には、常に、間歇回転成型円盤16の長丸型成型孔30aが到来するので、当該間歇回転成型円盤16の間歇回転によって、シャリ玉R1を順次成型することが可能となる。
図16は、本発明のシャリ玉成型装置の第2の実施形態を示すものであり、上記シャリ玉R1用の昇降シャリ押圧具35及び昇降シャリ落し具36と、球状シャリ玉R2用の昇降シャリ押圧具33及び昇降シャリ落し具34を単一の昇降アーム板37の下面に取り付けた一体型昇降アーム部材(単一の昇降アーム部材)59を示すものである。上記各押圧具33,35と落し具34、36の配置は、間歇回転成型円盤16における長丸型成型孔30a,丸型成型孔30bに対応する位置に設けられている。また、上記昇降アーム部材59の昇降アーム板37の端部37’を上記スライダ42の水平連結部42aに接続することで、上記間歇回転成型円盤16上方位置に水平に固定する。
より具体的には、上記第1の昇降アーム部材58における上記第1の昇降シャリ押圧具35と上記第2の昇降アーム部材57における上記第2の昇降シャリ押圧具33、及び、上記第1の昇降アーム部材57における上記第1の昇降シャリ落し具36と上記第2の昇降アーム部材58における上記第2の昇降シャリ落し具34を、単一の昇降アーム板37に各々並設し、上記単一の昇降アーム部材59を上記昇降スライダ42に接続した状態において、上記第1及び第2の昇降シャリ押圧具35,33は、各々上記間歇回転成型円盤16の隣接する上記第1及び第2の成型孔30a,30b上に位置しており、上記第1及び第2の昇降シャリ落し具36,34は、上記第1及び第2の昇降シャリ押圧具35,33より下流側における上記間歇回転成型円盤16の隣接する上記第1及び第2の成型孔30a,30b上に各々位置しており、上記第1及び第2の昇降シャリ落し具36,34が位置する上記第1及び第2の成型孔30a,30bに対応する上記シャリ受固定盤20に上記貫通孔20dを設けたものである。
この一体型昇降アーム部材59は、図17(a−1)の原点位置において、丸型成型孔30b−2の上方位置に上記昇降シャリ押圧具33が位置しており、上記丸型成型孔30b−2の隣の長丸型成型孔30a−2の位置に上記昇降シャリ押圧具35が位置しており、上記長丸型成型孔30a−2の隣の丸型成型孔30b−3の上方位置に上記昇降シャリ落し具34が位置しており、上記丸型成型孔30b−3の隣の長丸型成型孔30a−3の上方位置に上記昇降シャリ落し具36が位置しており、この一体型昇降アーム部材59の各押圧具及び落し具の位置は固定であり、原点位置が異なっても、即ち、間歇回転成型円盤16が回転しても変わらない。
この一体型昇降アーム部材59を使用してシャリ玉を成型する場合は、通常のシャリ玉R1を成型する場合と、球状シャリ玉R2を成型する場合で、間歇回転成型円盤16の回転ピッチを変更する。
球状シャリ玉R2を成型する場合は、上記第1の実施形態と同様であり、上記原点位置(図17(a−1)の位置)から、間歇回転成型円盤16を1ピッチの回転角度90度として、1ピッチずつ(90度ずつ)回転していく。この場合、飯供給部に対応する成型孔30b−1に飯が供給され、同時に上記昇降アーム部材59を昇降駆動する。上記成型孔30bが上記押圧位置30b−2に到来すると昇降シャリ押圧具33が下降してシャリ玉を成型し、その後、成型孔30bが落し位置30b−3に到来すると昇降シャリ落し具34が下降してシャリ玉を下方に落とす動作が行われる(図17(a−2))。その後、間歇回転成型円盤16が90度回転して上記原点位置に戻り、これにより、上記円盤が1回転する毎に4個の球状シャリ玉R2を順次成型することができる。
次に、通常のシャリ玉R1を成型する場合は、上記原点位置(図17(b−1)の位置)における飯供給位置における長丸型成型孔30a−1にシャリが供給される(図18S1)。この時点では昇降アーム部材59は昇降動作は行われない。その後、間歇回転成型円盤16を135度回転させて一旦停止する(図17(b−2))。すると、上記シャリの供給された成型孔30a−2は上記昇降シャリ押圧具35の直下に到来するので、この時点で、昇降シャリ押圧具35が下降してシャリ玉を成型する(図18S2,S3)。
その後、間歇回転成型円盤16を90度回転させて一旦停止する(図17(b−3))。すると、上記成型孔30a−3は上記昇降シャリ落し具36の直下に到来するので、この時点で、昇降シャリ落し具36が下降してシャリ玉を落下させることができる(図18S4,S5)。
その後、間歇回転成型円盤16を135度回転させて、上記成型孔30a−1を原点位置に復帰さる(図18S6、図17(b−4))。その後は、同様の動作の繰り返しにより、間歇回転成型円盤が1回転する毎に1個のシャリ玉R1を製造することができる(図18S7)。本実施形態によると、単一の昇降アーム部材59により、2種類のシャリ玉R1,R2を製造することができ、昇降アーム部材の取り換えを必要としないとの効果を有する。
上記の動作は、操作部71により上記第1の成型孔(長丸型成型孔30a)により所定形状の第1のシャリ玉R1を製造する第1のモードと、上記第2の成型孔(丸型成型孔30b)により上記第1のシャリ玉とは異なる形状の第2のシャリ玉R2を製造する第2のモードとを選択可能とし、制御部70は、上記第1のモード選択時は、上記第1の昇降シャリ押圧具35の下方と上記第1の昇降シャリ落し具36の下方に各々上記第1の成型孔30aが位置するピッチにて上記間歇回転成型円盤16を間歇駆動し、上記第2のモード選択時は、上記第2の昇降シャリ押圧具33の下方と上記第2の昇降シャリ落し具34の下方に各々上記第2の成型孔30bが位置するピッチにて上記間歇回転成型円盤16を間歇駆動する。
上記第1のモード(例えばシャリ玉(R1))選択時は、上記第1の昇降シャリ押圧具35の下方と上記第1の昇降シャリ落し具36の下方に各々上記第1の成型孔30aが位置するピッチ、即ち、原点位置(図17(b−1))にて飯供給し(単一の昇降アーム部材59の昇降駆動なし)から135度回転し(図17(b−2))、昇降アーム部材59を昇降駆動して押圧成型し、次に90度回転して(図17(b−3))昇降アーム部材59を昇降駆動して成型されたシャリ玉を落し、さらに135度回転して(図17(b−4))原点位置に復帰する動作を繰り返し、このように上記間歇回転成型円盤16を間歇駆動することにより、例えばシャリ玉R1を成型することができる。
上記第2のモード(例えば球状シャリ玉R2)選択時は、上記第2の昇降シャリ押圧具33の下方と上記第2の昇降シャリ落し具34の下方に各々上記第2の成型孔30bが位置するピッチ、即ち、原点位置にて飯供給し(単一の昇降アーム部材59の昇降駆動)、その後90度回転して昇降アーム部材59を昇降駆動して押圧成型し、さらに90度回転して昇降アーム部材59を昇降駆動し、成形されたシャリ玉を落し、さらに90度回転(昇降アーム部材59昇降駆動)の後、90度回転して原点位置に復帰する動作を繰り返し、このように上記間歇回転成型円盤16を間歇駆動することにより、例えば球状シャリ玉R2を成型することができる。
本発明は上述のように、昇降アーム部材57,58を取り換えるだけで、単一の間歇回転成型円盤16を使用して、少なくとも2種類の形状のシャリ玉(例えば通常の寿司飯用のシャリ玉R1と、当該寿司飯用のシャリ玉とは異なる形状の例えば球状シャリ玉R2)を製造することができ、極めて簡単な操作により、複数形状のシャリ玉を製造可能なシャリ玉成型装置を実現したものである。
また、単一の間歇回転成型円盤16を使用して、異なる2種類の原点位置に間歇回転成型円盤16を自動的に停止させることができ、2種類の原点位置の切り替えを円滑に行うことができる。
また、昇降アーム部材の取り換えをせずに、単一の昇降アーム部材59によって、少なくとも2種類のシャリ玉を製造することができるシャリ玉成型装置を実現したものである。
また、操作者は第1のモード(通常のシャリ玉R1を製造するモード)と第2のモード(例えば球状シャリ玉R2を製造するモード)を容易に操作部71によって選択することが可能である。
また、昇降アーム部材57,58の着脱を簡単に行うことができ、モードの切り替えを簡易に行うことができる。