JP2014227555A - 遮熱コーティングの補修方法及びガスタービンの高温部品 - Google Patents
遮熱コーティングの補修方法及びガスタービンの高温部品 Download PDFInfo
- Publication number
- JP2014227555A JP2014227555A JP2013105942A JP2013105942A JP2014227555A JP 2014227555 A JP2014227555 A JP 2014227555A JP 2013105942 A JP2013105942 A JP 2013105942A JP 2013105942 A JP2013105942 A JP 2013105942A JP 2014227555 A JP2014227555 A JP 2014227555A
- Authority
- JP
- Japan
- Prior art keywords
- thermal barrier
- barrier coating
- layer
- low melting
- melting point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




















Landscapes
- Turbine Rotor Nozzle Sealing (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
【課題】剥離が生じた遮熱コーティングの補修を容易に行うことができ、また、遮熱コーティングの補修部と基材との密着性を向上させることが可能な遮熱コーティングの補修方法を提供する。【解決手段】実施形態の遮熱コーティングの補修方法は、基材40上に形成された遮熱コーティング41の損傷部分を除去する遮熱コーティング除去工程と、セラミックシート52の一方の面にメタライズ処理を施しメタライズ層53を形成するメタライズ層形成工程と、損傷部が除去された前記基材40の表面に、低融点金属層54を介して、メタライズ層53を基材40側に対向させてセラミックシート52を配置するセラミックシート配置工程と、低融点金属層54を加熱して溶融させる加熱溶融工程と、を有する。【選択図】図17
Description
本発明の実施形態は、遮熱コーティングの補修方法及びガスタービンの高温部品に関する。
ガスタービン発電プラントでは、ガスタービンと同軸に設けられた圧縮機の駆動によって圧縮された圧縮空気、および燃料を燃焼器に導入し、これらを燃焼器ライナの燃焼室内で燃焼させる。燃焼により発生した高温の燃焼ガスは、トランジションピースを経て、静翼および動翼からなるタービン部へ導入され、膨張して動翼を回転駆動させる。ガスタービン発電プラントでは、この回転駆動による運動エネルギを利用して、発電機などが回転駆動して発電を行っている。
このようなガスタービンの高温部品である、燃焼器ライナ、トランジションピース、タービン部の静翼および動翼は、基材上に、遮熱コーティングが設けられている。遮熱コーティングは、一般的に、基材の表面に形成された、金属材料からなる金属層(ボンド層)と、この金属層上に形成された、セラミックス材料からなるセラミックス層(トップ層)を備えている。
ガスタービンの入口ガスの温度は、タービン効率を高めるため、近年、上昇の一途をたどっており、燃焼ガスの温度が、コーティング材料の耐用温度を超える場合がある。このため、ガスタービンの高温部品の耐熱性をより高める観点から、部分安定化ジルコニアを使用した遮熱コーティング材料が、燃焼器のほか、静翼、動翼に採用されている。
しかしながら、このようなガスタービンの高温部品の遮熱コーティングは、ガスタービンの運転に伴い、熱応力や金属層(ボンド層)の酸化、エロージョンなどにより、剥離が発生することがある。遮熱コーティングが剥離すると、基材表面の温度が上昇して基材の劣化が進行する。このため、ガスタービンの高温部品については定期的な点検が行われ、点検毎に補修が行われている。
従来、遮熱コーティングの補修方法としては、ガスタービンの高温部品の全領域のセラミックス層(トップ層)及び金属層(ボンド層)を完全に除去した後、再び溶射により金属層(ボンド層)およびセラミックス層(トップ層)を形成して遮熱コーティングを構成する、完全再コーティング法が知られている。
また、従来の遮熱コーティングの補修方法としては、遮熱コーティングが剥離した箇所及びその近傍領域のセラミックス層(トップ層)及び金属層(ボンド層)のみを除去した後、溶射により除去部に金属層(ボンド層)及びセラミックス層(トップ層)の再形成を行う部分再コーティングも知られている。
部分再コーティングによる方法では、遮熱コーティングの損傷部のみについて、金属層(ボンド層)及びセラミックス層(トップ層)の除去及びその再形成を行うため、完全再コーティングと比較して作業効率の面で優れている。
上述した完全再コーティングによる方法では、ガスタービンの高温部品の遮熱コーティングを一旦完全に除去することから、遮熱コーティングの除去や、遮熱コーティングの再形成にかかる手間やコストが過大となり、作業効率の面で問題があった。一方、部分再コーティングによる方法では、溶射の施工面に対する溶射ガンの噴射角が所定範囲に制限されることから、例えばコーナ部等、溶射粒子を付着させ難い箇所において、初期の遮熱コーティングと遮熱コーティングの補修部との間に隙間が生じやすく、基材に対して十分な密着性を得られないという問題があった。さらに、溶射により部分再コーティングを行うと、初期の遮熱コーティングと遮熱コーティングの補修部との界面近傍への溶射粒子の回り込みや、施工条件によっては、遮熱コーティング材がブラスト粒子として働くことによる、エロージョンによる金属層(ボンド層)の減肉等が生じ、遮熱コーティングの厚さ方向における、各層の位置ずれが生じ易いものであった。
本発明が解決しようとする課題は、剥離が生じた遮熱コーティングの補修を容易に行うことができ、また、遮熱コーティングの補修部と基材との密着性を向上させることが可能な遮熱コーティングの補修方法を提供することを目的とする。
実施形態の遮熱コーティングの補修方法は、基材上に形成された遮熱コーティングの損傷部分を除去する遮熱コーティング除去工程と、セラミックシートの一方の面にメタライズ処理を施しメタライズ層を形成するメタライズ層形成工程と、前記損傷部が除去された前記基材の表面に、低融点金属層を介して、前記メタライズ層を前記基材側に対向させて前記セラミックシートを配置するセラミックシート配置工程と、前記低融点金属層を加熱して溶融させる加熱溶融工程と、を有することを特徴とする。
本発明の遮熱コーティングの補修方法によれば、剥離が生じた遮熱コーティングの補修を容易に行うことができ、また、遮熱コーティングの補修部と基材との密着性を向上させることができる。
以下、本発明の実施の形態について図面を参照して説明する。
(第1の実施の形態)
図1は、本発明に係る第1の実施の形態の遮熱コーティングの補修方法が適用されるガスタービン100の構成を一部断面で示す図である。
図1は、本発明に係る第1の実施の形態の遮熱コーティングの補修方法が適用されるガスタービン100の構成を一部断面で示す図である。
図1に示すように、ガスタービン100には、圧縮機ケーシング111内に、動翼112が植設された圧縮機ロータ113が備えられるとともに、圧縮機ケーシング111の内周に静翼114が複数配置され、外気を圧縮する圧縮機110が備えられている。
圧縮機110の周囲には、圧縮機110で加圧された空気と燃料とを混合して燃焼させる燃焼器ライナ120が複数備えられている。また、燃焼器ライナ120の出口側端部には、燃焼器ライナ120で生成した燃焼ガスをタービン部10に導くトランジションピース130が備えられている。
トランジションピース130の出口側端部には、タービンケーシング11内に、動翼13が植設されたタービンロータ14を備えるとともに、タービンケーシング11の内周に静翼15が複数配置され、トランジションピース130によって導入された燃焼ガスにより回転駆動するタービン部10とを備えている。
ガスタービン100を構成する高温部品として、例えば、タービン部10の動翼13、静翼15、燃焼器ライナ120、トランジションピース130などが例示される。なお、以下において、高温部品として、主に動翼13を例示して説明する。
図2は、本発明に係る第1の実施の形態の遮熱コーティングの補修方法が適用されるガスタービン100の動翼13の斜視図である。図3は、本発明に係る第1の実施の形態の遮熱コーティングの補修方法が適用されるガスタービン100の動翼13の断面の一部を示す図である。
図2に示す動翼13は、発電プラントのガスタービンに使用され、遮熱コーティングの剥離が生じた動翼である。動翼13は、翼有効部131、プラットフォーム部132、シャンク部133、植込部134で構成されている。高温の燃焼ガスに曝される翼有効部131を構成する基材40の表面には、図3に示すように、遮熱コーティング41が形成されている。図2に示すように、動翼13の、例えば、翼有効部131には、損傷である遮熱コーティング41の剥離30aが発生している。
図3に示すように、遮熱コーティング41は、基材40の表面に形成された金属材料からなる金属層42、およびこの金属層42の表面に積層して形成されたセラミックス材料からなるセラミックス層43を備える。ここで、金属層42は、いわゆるボンド層として機能し、セラミックス層43は、いわゆるトップ層として機能する。これらの金属層42およびセラミックス層43を備える遮熱コーティング41を有する動翼13は、広く一般的に使用されている。
動翼13の翼有効部131の基材は、例えばNi基合金で構成されている。Ni基合金としては、例えば、IN738LC等を用いることができる。なお、IN738LCの組成成分は、Ni−16Cr−8.5Co−1.7Mo−2.6W−1.7Ta−0.9Nb−3.4Al−3.4Ti(wt%)である。
図4は、本発明に係る実施形態の遮熱コーティングの補修方法の工程を説明するための流れ図である。図5〜図17は、本発明に係る第1の実施形態の遮熱コーティングの補修方法の工程を説明するための図である。
まず、補修を施す動翼13を目視によって観察し、動翼13の翼有効部131を構成する基材40の表面に形成された遮熱コーティング41の損傷、具体的には剥離の有無、剥離の発生箇所などを確認する(損傷確認工程(ステップ70))。
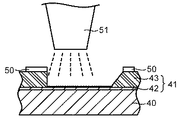
次いで、動翼13の遮熱コーティング41の剥離30aの発生領域(図2参照。)に合わせて形成された穴部を備えた金属製のマスク50を用意する。そして、図5に示すように、剥離30aの領域を金属マスク50で囲むようにして、金属マスク50をセラミック層43上に設置する(金属マスク設置工程(ステップ71))。
次いで、動翼13の翼有効部131を構成する基材40上に形成された、剥離30aの発生領域の遮熱コーティング41を除去する(図6及び図7参照。遮熱コーティング除去工程(ステップ72))。
剥離30の遮熱コーティング41を除去する工程においては、図6で示すように、金属マスク50で囲まれた領域に、例えばアルミナやNiCrからなる粒子をブラストガン51により高速で吹き付けるブラスト処理を行い、翼有効部131の最も外側に形成されたセラミックス層43(トップ層)を除去する。そして、セラミックス層43を除去した後、さらにブラスト処理を行い、不図示のエアブローにより残留グリッドを飛散させて、金属層42(ボンド層)を除去する(図7参照。)。
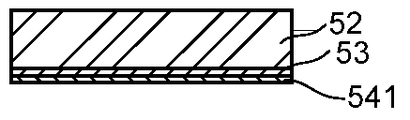
次いで、セラミックシート52を用意し、図8に示すように、セラミックシート52の一方の面にメタライズ処理を施して、メタライズ層53を形成する(メタライズ層形成工程(ステップ73))。
セラミックシート52としては、セラミック層43と同じ材質のものを用いることが好ましく、例えば、7〜8mol%のY2O3を含有して安定化されたZrO2などのイットリア部分安定化ジルコニア、ガドリニアジルコネート、ハフニア、セリア、ランタンジルコネート等を使用することができる。また、入手コストの観点からは、イットリア部分安定化ジルコニアを用いることが好ましい。
セラミックシート52としては、後述する加熱溶融工程(ステップ76)後の厚さが、セラミック層43と略同等となるように適宜調整したものを使用することが好ましい。
メタライズ層53としては、例えばニッケルを主成分とするもの、又はチタンを主成分とするものを適用することができる。これらの中でも、ニッケルを主成分としかつクロム及びアルミニウムを含有するメタライズ層53は、例えばNiCoCrAlY系等、初期の遮熱コーティング41の金属層42に近い組成を有するものとすることができ、優れた耐食性、耐酸化性を得られるため好ましい。一方、チタンを主成分とするメタライズ層53は、ハフニアに対する密着性が良好であることから、セラミックシート52としてハフニアを主成分とするものを用いた場合に、適用することが好ましい。
セラミックシート52に対するメタライズ処理の方法としては、例えば物理気相成長法(PVD法)、電解メッキ法又は無電解メッキ法により行うことができる。
具体的には、例えば、ニッケルを主成分とするメタライズ層53を形成する場合には、電解メッキ法又は無電解メッキ法により形成することも可能であり、物理気相成長法(PVD法)により形成することも可能である。さらに、ニッケルを主成分としかつクロム及びアルミニウムを含有するメタライズ層53は、複合メッキ法により形成することができる。一方、チタンからなるメタライズ層53を形成する場合には、物理気相成長法(PVD法)により形成することができる。
メタライズ層53が、ニッケルを主成分としかつクロム及びアルミニウムを含有する場合には、例えば、クロムを20質量%、アルミニウムを6質量%含有するものを用いることができる。
メタライズ層53は、後述する加熱溶融工程(ステップ76)後の厚さが、金属層42と略同等となるように、適宜調整して形成することが好ましい。
次いで、低融点金属をシート状にしたろう材シート541を用意する。そして、上記した遮熱コーティング除去工程(ステップ72)において遮熱コーティング41を除去した領域S(図7参照。以下、遮熱コーティング除去領域Sと示す。)の形状と同一の形状に、ろう材シート541を成形加工する(図9参照。)。そして、上記した遮熱コーティング除去領域Sにおける基材40の表面に、成形加工後のろう材シート541を配置して、図10で示すように、ろう材シート541からなる低融点金属層54を形成する(低融点金属層形成工程(ステップ74))。
なお、本明細書において、低融点金属とは、メタライズ層53の構成材料よりも低い融点を有する金属材料で構成され、例えば、Ni基合金材料にB(ボロン)、Si(シリコン)等を添加して融点を下げた材料が挙げられる。
ろう材シート541の厚さは、特に限定されないが、10〜50μmとすることが好ましい。ろう材シート541の厚さが10μm未満であると、遮熱コーティングの補修部411(図17参照。以下、遮熱コーティング補修部411と示す。)において、基材40とメタライズ層53との接着性を十分に得られないおそれがある。一方、ろう材シート541の厚さが50μmを超えると、メタライズ層53と初期の遮熱コーティング41の金属層42、及びセラミックシート52と初期の遮熱コーティング41のセラミックス層43との間で、それぞれ、遮熱コーティング41の厚さ方向における位置ずれが生じ易くなり、補修後の遮熱コーティング41全体としての安定性が損なわれるおそれがあるほか、ろう材シートに含まれるB(ボロン)などの低融点元素の、基材40およびメタライズ層53への拡散が不十分となり、ろう材シート541部の液化などが生ずるおそれがある。
なお、本実施形態においては、基材40の表面にろう材シート541を配置する構成としたが、本発明は、必ずしもこのような構成に限られず、例えば図11で示すように、低融点金属を含有するろう材ペースト542を基材40上に塗布して低融点金属層54を形成するようにしてもよい。
ろう材ペースト542は、例えばB(ボロン)、Si(シリコン)等の融点を低下させる元素を添加したNi基合金粉末と混合して形成したものである。
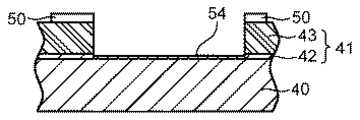
次いで、メタライズ層53を形成したセラミックシート52を、遮熱コーティング除去領域Sの形状と同一形状に成形加工する(図12参照。)。そして、図13に示すように、遮熱コーティング除去領域Sの基材40の上面に、低融点金属層54を介して、メタライズ層53を基材40側にして、セラミックシート52を配置し、基材40上に、低融点金属層54、メタライズ層53、及びセラミックシート52の順に積層する(セラミックシート配置工程(ステップ75))。
次いで、図14に示すように、基材40上に、低融点金属層54、メタライズ層53及びセラミックシート52が配置された動翼13を、加熱容器55内に設置する。そして、YAGレーザ56により、低融点金属層54を、セラミックシート52、メタライズ層53及び基材40とともに加熱し、低融点金属層54を溶融させる(加熱溶融工程(ステップ76))。
加熱処理は、YAGレーザ56を用いて行うことが好ましいが、例えばCO2レーザ等の、他のレーザ光を用いることも可能である。
YAGレーザ56を用いて加熱処理を行う場合には、例えば、スポット径を5mm程度とし、レーザー出力を600W程度として行うことが好ましい。
また、レーザ光以外にも、例えば図15で示すように、誘導加熱炉57を用いた誘導加熱法により、加熱処理を行ってもよい。
誘導加熱炉57を用いて加熱処理を行う場合には、1000〜1300℃の温度範囲で行うことが好ましい。加熱温度が1000℃未満であると、低融点金属層54を十分に溶融させることができず、基材40とメタライズ層53との接着性を十分に得られないおそれがある。一方、加熱温度が1300℃を超えると、基材40自体が溶融して、動翼13が変形するおそれがある。
加熱溶融工程(ステップ76)は、不活性雰囲気下で行うことができる。具体的には、例えば図14に示すように、加熱容器55内に、供給ノズル58から不活性ガスを供給して、加熱容55内を不活性雰囲気として行うことができる。不活性ガスとしては、例えば、ヘリウム、ネオン、アルゴン、クリプトン、キセノン等の希ガスや窒素などが挙げられる。これらの中でも、経済性の点から、アルゴンが好ましい。これらは、単独で使用してもよく、または2種以上を混合して使用してもよい。
なお、本実施形態では、加熱処理を加熱容器55内で行うこととしたが、必ずしもこのような構成に限られず、例えば、図16に示すように、低融点金属層54の設置領域を囲むように、セラミックシート52上に衝立59を設置するようにしてもよい。この場合、図16に示すように、衝立59で囲まれた空間に供給ノズル58から不活性ガスを供給することで、この空間を、部分的に不活性雰囲気とすることができる。
上述したように、低融点金属層54を加熱溶融することで、低融点金属層54に含まれる、ボロン、シリコン等の融点の低い成分が、基材40及びメタライズ層53に拡散し、図17に示すように、基材40上にメタライズ層53が接着されて、メタライズ層53及びセラミックシート52を有する遮熱コーティング補修部411が形成される。
上述したように、低融点金属層54に含まれる、ボロン、シリコン等の融点の低い成分は、加熱処理により基材40及びメタライズ層53に拡散する。このため、遮熱コーティング補修部411を有する動翼13が、加熱溶融工程(ステップ76)における加熱温度と同程度の温度環境で使用された場合でも、低融点金属成分が溶融することなく、安定した動作状態を得ることができる。
本実施形態によれば、基材40上に低融点金属層54を形成した後、この低融点金属層54上に、メタライズ層53を有するセラミックシート52を配置することで、初期の遮熱コーティング41との界面における隙間が少なく、密着性に優れた遮熱コーティング補修部411を形成することができる。
また、本実施形態によれば、セラミックシート52及びメタライズ層53の厚さを、それぞれ、初期の遮熱コーティング41のセラミック層43及び金属層42と同じ厚さとなるように調整したうえで、基材40上に配置することができる。このため、メタライズ層53と金属層42、及びセラミックシート52とセラミックス層43との間での、遮熱コーティング41の厚さ方向における位置ずれが抑制された遮熱コーティング補修部411を形成することができ、遮熱コーティング41としての機能を損なうことなく、遮熱コーティング41の損傷である剥離を補修することができる。
また、本実施形態によれば、遮熱コーティング41の剥離30aの発生領域のみを除去して、遮熱コーティング補修部411を形成することで、初期の遮熱コーティング41全体を除去して、遮熱コーティング41を再形成する場合と比較して、補修に要する手間やコストを大幅に低減することができる。
(第2の実施形態)
次に、本発明の第2の実施形態について説明する。
次に、本発明の第2の実施形態について説明する。
すなわち、上述した第1の実施形態では、基材40上に低融点金属層54を形成した後、この低融点金属層54上に、メタライズ層53を有するセラミックシート52を配置する構成を示したが、本発明は、必ずしもこのような構成に限られず、セラミックシート52上に形成したメタライズ層53上に、ろう材シート541を配置した後、このセラミックシート52を、メタライズ層53を基材40側にして、基材40上に配置するようにしてもよい。
図18〜図21は、本発明に係る第2の実施形態の遮熱コーティングの補修方法の工程を説明するための図である。なお、以下の説明において、第1の実施形態と重複する部分については、その説明を省略する。
まず、第1の実施形態と同様に、損傷確認工程(ステップ70)、金属マスク設置工程(ステップ71)、遮熱コーティング除去工程(ステップ72)(図5〜図7参照。)を行う。
次いで、第1の実施形態と同様にして、セラミックシート52の一方の面にメタライズ処理を施しメタライズ層53を形成した後(メタライズ層形成工程(ステップ73)、図8参照。)、図18で示すように、メタライズ層53上に、ろう材シート541を配置する(低融点金属層形成工程(ステップ74))。
次いで、メタライズ層53及びろう材シート541を有するセラミックシート52を、遮熱コーティング除去領域Sの形状と同一形状に成形加工する(図19参照。)。そして、メタライズ層53を基材40側にして、ろう材シート541を介して、基材40上にセラミックシート52を配置して、図20に示すように、基材40上に低融点金属層54、メタライズ層53、及びセラミックシート52を積層する(セラミックシート配置工程(ステップ75))。
次いで、図14に示すように、第1の実施形態と同様にして、加熱容器55内に動翼13を設置し、YAGレーザ56により、低融点金属層54を、セラミックシート52、メタライズ層53及び基材40とともに加熱し、低融点金属層54を溶融させる(加熱溶融工程(ステップ76))。
このように、低融点金属層を加熱溶融することで、図17に示すように、基材40上にメタライズ層53が接着されて、メタライズ層53及びセラミックシート52を有する遮熱コーティング補修部411が形成される。
なお、本実施形態では、加熱溶融工程(ステップ76)を、加熱容器55内でYAGレーザ56を用いて行う場合を例に説明したが、第1の実施形態と同様、加熱溶融工程(ステップ76)は、YAGレーザ56に代えて、誘導加熱炉57を用いて行ってもよく、また、加熱容器55を使用せず、衝立59を用いて、加熱領域を部分的に不活性雰囲気として行ってもよい。(図15又は図16参照。)
また、本実施形態では、低融点金属層54の形成にろう材シート541を用いた場合を例に説明したが、本実施形態においても、第1の実施形態と同様、メタライズ層53上にろう材ペースト542を塗布して低融点金属層54を形成することも可能である(図21参照。)
本実施形態によれば、セラミックシート52上に形成したメタライズ層53上に、ろう材シート541を配置するか、又はろう材ペースト542を塗布した後、このセラミックシート52を、メタライズ層53を基材40側にして、基材40上に配置することで、初期の遮熱コーティング41との界面における隙間が少なく、密着性に優れた遮熱コーティング補修部411を形成することができる。
また、本実施形態によれば、セラミックシート52及びメタライズ層53の厚さを、それぞれ、初期の遮熱コーティング41のセラミック層43及び金属層42と同じ厚さとなるように調整したうえで、基材40上に配置することができる。このため、メタライズ層53と金属層42、及びセラミックシート52とセラミックス層43との間での、遮熱コーティング41の厚さ方向における位置ずれが抑制された遮熱コーティング補修部411を形成することができ、遮熱コーティング41としての機能を損なうことなく、遮熱コーティング41の損傷である剥離を補修することができる。
また、本実施形態によれば、遮熱コーティング41の剥離30aの発生領域のみを除去して、遮熱コーティング補修部411を形成することで、初期の遮熱コーティング41全体を除去して、遮熱コーティング41を形成する場合と比較して、補修に要する手間やコストを大幅に低減することができる。
なお、上述した第1の実施形態及び第2の実施形態では、本発明の遮熱コーティングの補修方法を、タービン部10の動翼13の翼有効部131に適用した場合を例に説明したが、本発明の遮熱コーティングの補修方法は、必ずしも動翼13に限られず、他のガスタービンの高温部品に適用することも可能である。
例えば、静翼15は、動翼13と同様に、高温の燃焼ガスに曝されるなどの原因により損傷を受けやすい。
図22に示す静翼15は、発電プラントのガスタービンに使用され、遮熱コーティング41の剥離が生じた静翼である。図22に示すように、静翼15は、インナーサイドウォール20とアウターサイドウォール21に翼本体22が一体化されて形成されている。この翼本体22間に燃焼ガスが流れる。インナーサイドウォール20、アウターサイドウォール21及び翼本体22には、動翼13と同様に、基材40上に遮熱コーティング41が形成されており、図22に示すように、静翼15の、例えば翼本体22には、損傷である遮熱コーティング41の剥離30bが発生している。
本発明の遮熱コーティングの補修方法は、上記したような、動翼13の翼有効部131の遮熱コーティング41の剥離の補修だけでなく、静翼15の翼本体22に発生した、遮熱コーティング41の剥離30bの補修にも適用することができる。
また、燃焼器ライナ120では、上記したように、圧縮機110で加圧された空気と燃料とが内部で混合されるため、その内壁は高温となり易い。
図23に示す燃焼器ライナ120は、発電プラントのガスタービンに使用され、遮熱コーティング41の剥離が生じた燃焼器ライナである。燃焼器ライナ120は、動翼13と同様に、その内壁121に遮熱コーティング41が形成されており、図23に示すように、燃焼器ライナ120の内壁121の遮熱コーティング41には、剥離30cが発生している。
本発明の遮熱コーティングの補修方法は、上記したような、動翼13の遮熱コーティング41の剥離の補修だけでなく、燃焼器ライナ120の内壁121に発生した、遮熱コーティング41の剥離30cの補修にも適用することができる。
以上、具体例を参照しつつ本発明の実施形態について説明したが、上記の実施例は、本発明の一例として挙げたものであり、本発明を限定するものではない。また、上記した第1の実施形態及び第2の実施形態では、各工程を、損傷確認工程(ステップ70)、金属マスク設置工程(ステップ71)、遮熱コーティング除去工程(ステップ72)、メタライズ層形成工程(ステップ73)、低融点金属層形成工程(ステップ74)、セラミックシート配置工程(ステップ75)、加熱溶融工程(ステップ76)の順に行うこととしたが、本発明の遮熱コーティングの補修方法は、必ずしもこの順序に限られず、例えば、金属マスク設置工程(ステップ71)の前に、メタライズ層形成工程(ステップ73)を行うこととしてもよく、または、損傷確認工程(ステップ70)の前に、メタライズ層形成工程(ステップ73)を行うこととしてもよい。
その他、本発明の要素を具備し、本発明の趣旨に反しない範囲で当業者が適宜設計変更しうる全ての遮熱コーティングの補修方法は、本発明の範囲に包含される。本発明の範囲は、特許請求の範囲およびその均等物の範囲によって定義されるものである。
本発明のいくつかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
10…タービン部、11…タービンケーシング、13…動翼、131…翼有効部、132…プラットフォーム部、133…シャンク部、134…植込部、14…タービンロータ、15…静翼、20…インナーサイドウォール、21…アウターサイドウォール、22…翼本体、41…遮熱コーティング、42…金属層、43…セラミックス層、411…遮熱コーティング補修部、30a,30b,30c…剥離、50…金属製のマスク、51…ブラストガン、52…セラミックシート、53…メタライズ層、54…低融点金属層、541…ろう材シート、542…ろう材ペースト、55…加熱容器、56…YAGレーザ、57…誘導加熱炉、58…供給ノズル、59…衝立、100…ガスタービン、110…圧縮機、111…圧縮機ケーシング、112…動翼、113…圧縮機ロータ、114…静翼、120…燃焼器ライナ、130…トランジションピース、S…遮熱コーティング除去領域
Claims (6)
- 基材上に形成された遮熱コーティングの損傷部分を除去する遮熱コーティング除去工程と、
セラミックシートの一方の面にメタライズ処理を施しメタライズ層を形成するメタライズ層形成工程と、
前記損傷部が除去された前記基材の表面に、低融点金属層を介して、前記メタライズ層を前記基材側に対向させて前記セラミックシートを配置するセラミックシート配置工程と、
前記低融点金属層を加熱して溶融させる加熱溶融工程と、を有することを特徴とする
遮熱コーティングの補修方法。 - 前記低融点金属層を、前記損傷部が除去された前記基材の表面に形成する、ことを特徴とする請求項1に記載の遮熱コーティングの補修方法。
- 前記低融点金属層を、前記メタライズ層の表面に形成する、ことを特徴とする請求項1に記載の遮熱コーティングの補修方法。
- 前記低融点金属層を、低融点金属をシート状にしたろう材シートにより形成する、ことを特徴とする請求項1乃至3のいずれか1項に記載の遮熱コーティングの補修方法。
- 前記低融点金属層を、低融点金属を含有するろう材ペーストの塗布により形成する、ことを特徴とする請求項1乃至3のいずれか1項に記載の遮熱コーティングの補修方法。
- 請求項1乃至5に記載の遮熱コーティングの補修方法を使用して、前記遮熱コーティングの損傷が補修された、ことを特徴とするガスタービンの高温部品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013105942A JP2014227555A (ja) | 2013-05-20 | 2013-05-20 | 遮熱コーティングの補修方法及びガスタービンの高温部品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013105942A JP2014227555A (ja) | 2013-05-20 | 2013-05-20 | 遮熱コーティングの補修方法及びガスタービンの高温部品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014227555A true JP2014227555A (ja) | 2014-12-08 |
Family
ID=52127716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013105942A Pending JP2014227555A (ja) | 2013-05-20 | 2013-05-20 | 遮熱コーティングの補修方法及びガスタービンの高温部品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014227555A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021188710A1 (en) * | 2020-03-20 | 2021-09-23 | Lam Research Corporation | Plasma processing chamber with multilayer protective surface |
-
2013
- 2013-05-20 JP JP2013105942A patent/JP2014227555A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021188710A1 (en) * | 2020-03-20 | 2021-09-23 | Lam Research Corporation | Plasma processing chamber with multilayer protective surface |
| US20230138555A1 (en) * | 2020-03-20 | 2023-05-04 | Lam Research Corporation | Plasma processing chamber with multilayer protective surface |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5726545B2 (ja) | トランジションピースの損傷補修方法およびトランジションピース | |
| CN101429893B (zh) | 气冷燃气轮机部件及其制造和修理方法 | |
| CN101879661B (zh) | 用于改进的薄膜冷却的系统和方法 | |
| EP2578720B1 (en) | Repair methods for cooled components | |
| US8047771B2 (en) | Turbine nozzles and methods of manufacturing the same | |
| US9664111B2 (en) | Closure of cooling holes with a filing agent | |
| JP2010126812A (ja) | Tbc被覆タービン構成部品のための補修方法 | |
| US9884343B2 (en) | Closure of cooling holes with a filling agent | |
| US7182581B2 (en) | Layer system | |
| US20160199930A1 (en) | Combined braze and coating method for fabrication and repair of mechanical components | |
| JP2007224920A (ja) | タービンエンジン部品の熱遮蔽被覆の局所修理方法 | |
| CN101611171A (zh) | 具有高孔隙度的层状热障涂层和部件 | |
| US20190168327A1 (en) | Method for producing turbine blade | |
| CN101108454A (zh) | 涂覆制品的修复方法 | |
| US10760422B2 (en) | Pre-sintered preform for repair of service run gas turbine components | |
| US20170198587A1 (en) | Cooled article | |
| US20110217484A1 (en) | Method for repairing seal segments of rotor/stator seals of a gas turbine | |
| US7182580B2 (en) | Layer system, and process for producing a layer system | |
| JP3759028B2 (ja) | 高温部品の補修方法及び補修された高温部品 | |
| JP2015096709A (ja) | 耐熱合金部材およびこれを用いたガスタービン | |
| JP2014227555A (ja) | 遮熱コーティングの補修方法及びガスタービンの高温部品 | |
| US20140112758A1 (en) | High Temperature Components With Thermal Barrier Coatings for Gas Turbine | |
| US11525179B2 (en) | Methods for forming vertically cracked thermal barrier coatings and articles including vertically cracked thermal barrier coatings | |
| JP2012201982A (ja) | 被覆方法および被覆材料 | |
| US20190100832A1 (en) | Method for manufacturing a coating |