JP2014231069A - アーク状コイルスプリングの製造装置 - Google Patents
アーク状コイルスプリングの製造装置 Download PDFInfo
- Publication number
- JP2014231069A JP2014231069A JP2013112630A JP2013112630A JP2014231069A JP 2014231069 A JP2014231069 A JP 2014231069A JP 2013112630 A JP2013112630 A JP 2013112630A JP 2013112630 A JP2013112630 A JP 2013112630A JP 2014231069 A JP2014231069 A JP 2014231069A
- Authority
- JP
- Japan
- Prior art keywords
- coil spring
- fixed
- metal fitting
- arc
- fixing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Wire Processing (AREA)
- Heat Treatment Of Articles (AREA)
- Mechanical Operated Clutches (AREA)
- Springs (AREA)
Abstract
Description
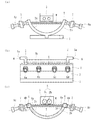
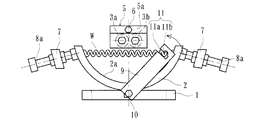
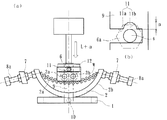
図1は、本発明に係るアーク状コイルスプリングの製造装置の一実施形態を示す分解斜視図、図2は、図1のアーク状コイルスプリングの製造装置の平面図、図3(a)は、図1のアーク状コイルスプリングの製造装置の正面図、(b)は、(a)の側面図、(c)は、図2のIII−III線に沿った横断面図、図4は、本発明に係る可動押圧金具の位置決め機構を示す正面図、図5(a)は、可動押圧金具のピンにロックアームが固定された状態を示す説明図、(b)は、(a)のロックアームの固定部を示す要部拡大図、図6(a)〜(d)は、本発明に係るアーク状コイルスプリングの製造工程を示す説明図である。
(a)に示すように、固定受け金具2の内周面2aの上方にワークWが整列された状態で跨架される。その後、(b)に示すように、圧力体3が図示しないエアシリンダーの下降に伴って下降され、ワークWを固定受け金具2の底部(矢印方向)に向け押圧して行く。そして、図5(a)に示すように、ワークWが所望の曲率半径に弾性変形した状態、すなわち、エアシリンダー12が下死点の状態で停止される。この時のエアシリンダー12のストローク量をL+αとする。その後、ロックアーム9を揺動させ、凹所11の挿入溝11aをブラケット5のピン6に係合させる。
2 固定受け金具
2a 固定受け金具の内周面
2b 固定受け金具の外壁
2c 貫通孔
3 圧力体
3a、3b 可動押圧金具
4 可動壁
4a、4b 可動壁の端面
5 ブラケット
5a ブラケットの端面
6 ピン
6a ピンの頭部
7 固定板
8a〜8d 固定ボルト
9 ロックアーム
10 枢軸
11 凹所
11a 挿入溝
11b 凹溝
12 エアシリンダー
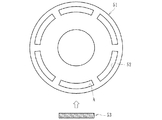
51 クラッチディスク
52 スプリング溝
53、55 コイルスプリング
54 芯金
L エアシリンダーのストローク量
W ワーク
α ピンの外径と凹所の凹溝との距離
Claims (4)
- 直線状のコイルスプリングを湾曲した状態で保持し、所定の温度と時間で低温焼鈍処理することにより、一定の曲率半径を有するアーク状コイルスプリングを成形する製造装置において、
前記アーク状コイルスプリングに対応する曲率半径に形成された内周面を有し、この内周面で前記直線状のコイルスプリングを跨架した状態で保持する半円筒状の固定受け金具と、
この固定受け金具の内周面の曲率半径より小さい曲率半径からなる外周面を有し、前記コイルスプリングを押圧して湾曲させる円筒状の可動押圧金具と、
この可動押圧金具を前記コイルスプリングに向けて押圧する駆動部と、
前記固定受け金具に形成された貫通孔に進退自在に嵌挿され、前記コイルスプリングの両端面に当接して位置規制する一対の可動壁と、
前記固定受け金具の外壁に沿って軸方向に延びる一対の固定板と、
この固定板の長手方向に沿って螺合される複数の固定ボルトと、を備え、
これら複数の固定ボルトのうち前記固定板の端部側の固定ボルトが前記固定受け金具に螺着されて前記固定板を位置決め固定すると共に、
前記複数の固定ボルトのうち前記固定板の中央部の固定ボルトが前記可動壁に当接され、当該中央部の固定ボルトを前記固定受け金具側に押し込むことにより前記可動壁を前記固定受け金具の内周面から突出させ、前記コイルスプリングの端部をさらに湾曲させることを特徴とするアーク状コイルスプリングの製造装置。 - 前記可動壁の一方の端面が前記固定受け金具の内周面の形状に沿った凹面に形成されると共に、他方の端面と前記固定ボルトの先端が凹凸嵌合されている請求項1に記載のアーク状コイルスプリングの製造装置。
- 前記可動押圧金具が一対で構成され、前記固定受け金具の内周面の上方で、当該固定受け金具の軸線に沿って水平状に並設されている請求項1または2に記載のアーク状コイルスプリングの製造装置。
- 前記可動押圧金具の両端面にブラケットが固定され、このブラケットの前記固定受け金具の端面側にピンが立設されると共に、前記固定受け金具の端面にロックアームが固定され、このロックアームの長手方向所定の位置に前記ピンに係止させるための凹所が形成され、当該ロックアームによって前記可動押圧金具と固定受け金具間の距離が保持される請求項1乃至3いずれかに記載のアーク状コイルスプリングの製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013112630A JP5914413B2 (ja) | 2013-05-29 | 2013-05-29 | アーク状コイルスプリングの製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013112630A JP5914413B2 (ja) | 2013-05-29 | 2013-05-29 | アーク状コイルスプリングの製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014231069A true JP2014231069A (ja) | 2014-12-11 |
| JP5914413B2 JP5914413B2 (ja) | 2016-05-11 |
Family
ID=52124797
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013112630A Expired - Fee Related JP5914413B2 (ja) | 2013-05-29 | 2013-05-29 | アーク状コイルスプリングの製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5914413B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105463161A (zh) * | 2016-01-28 | 2016-04-06 | 佛山市昱纶机械有限公司 | 一种应用于袋装弹簧机的热处理装置 |
| CN112024790A (zh) * | 2019-11-26 | 2020-12-04 | 苏州市新艺弹簧厂 | 一种弯管弹簧的弯曲装置 |
| US11248674B2 (en) | 2017-08-24 | 2022-02-15 | Ressorts Liberte Inc. | Coil spring and method of fabrication thereof |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0544339U (ja) * | 1991-11-15 | 1993-06-15 | 中央発條株式会社 | 曲がりコイルばねの製造に用いる曲げ成形用治具 |
| JPH071065A (ja) * | 1992-07-29 | 1995-01-06 | Fried Krupp Ag Hoesch Krupp | 湾曲したコイルばねを製造する方法及び装置 |
| JPH10237546A (ja) * | 1997-02-26 | 1998-09-08 | Nhk Spring Co Ltd | コイルばねの製造方法およびその装置 |
| JP2000129359A (ja) * | 1998-10-19 | 2000-05-09 | Suncall Corp | クラッチディスク用アーク状スプリング製造方法 |
-
2013
- 2013-05-29 JP JP2013112630A patent/JP5914413B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0544339U (ja) * | 1991-11-15 | 1993-06-15 | 中央発條株式会社 | 曲がりコイルばねの製造に用いる曲げ成形用治具 |
| JPH071065A (ja) * | 1992-07-29 | 1995-01-06 | Fried Krupp Ag Hoesch Krupp | 湾曲したコイルばねを製造する方法及び装置 |
| JPH10237546A (ja) * | 1997-02-26 | 1998-09-08 | Nhk Spring Co Ltd | コイルばねの製造方法およびその装置 |
| JP2000129359A (ja) * | 1998-10-19 | 2000-05-09 | Suncall Corp | クラッチディスク用アーク状スプリング製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105463161A (zh) * | 2016-01-28 | 2016-04-06 | 佛山市昱纶机械有限公司 | 一种应用于袋装弹簧机的热处理装置 |
| US11248674B2 (en) | 2017-08-24 | 2022-02-15 | Ressorts Liberte Inc. | Coil spring and method of fabrication thereof |
| CN112024790A (zh) * | 2019-11-26 | 2020-12-04 | 苏州市新艺弹簧厂 | 一种弯管弹簧的弯曲装置 |
| CN112024790B (zh) * | 2019-11-26 | 2022-05-10 | 苏州市新艺弹簧厂 | 一种弯管弹簧的弯曲装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5914413B2 (ja) | 2016-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5914413B2 (ja) | アーク状コイルスプリングの製造装置 | |
| JP2016078234A (ja) | プレスプライヤ | |
| CN104245182B (zh) | 齿条、齿条的制造方法以及齿条的制造装置 | |
| KR101371578B1 (ko) | 딤플 성형용 버니싱 공구 | |
| CN105268858B (zh) | 一种双向u形弯曲模 | |
| JP5819659B2 (ja) | 皿ばねおよびその製造方法 | |
| JP2009536268A (ja) | 歯車を製造する方法 | |
| JP5855600B2 (ja) | アーク状コイルスプリングの製造装置 | |
| US6983634B2 (en) | Rotary bending tool and method of manufacture | |
| US9046157B2 (en) | Mandrel, set of mandrels, and hollow rack bar | |
| JP6259210B2 (ja) | 駒式ボールねじ | |
| JP2017170461A (ja) | セッチング装置 | |
| WO2014087329A1 (en) | Counter-matrix with inserts for metal pipes bending machines and bending machine with said counter-matrix | |
| JP5094192B2 (ja) | ヘッドレトステイのプレス加工方法およびそのプレス加工装置 | |
| JP4923597B2 (ja) | 円筒状軸製品の成形方法および成形金型 | |
| CN204159688U (zh) | 条形薄板横向弯形装置 | |
| JP2013151095A (ja) | スライドコアガイドユニット | |
| JP2013202760A (ja) | ディンプル成形バニシング工具およびそれを用いたワークの加工方法 | |
| JP5003184B2 (ja) | 動力伝達チェーン用ピンおよびその製造方法 | |
| JP6939489B2 (ja) | 金型装置 | |
| JP7004839B2 (ja) | 加工工具およびバニシング加工装置 | |
| JP2007203376A5 (ja) | ||
| JP4331559B2 (ja) | 光学素子の成形方法 | |
| JP6532258B2 (ja) | 成形装置及び成形方法 | |
| JP2009195987A (ja) | 円筒軸の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160318 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160404 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5914413 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |