JP2014232777A - 希土類磁石、ロータおよび希土類磁石の製造方法 - Google Patents
希土類磁石、ロータおよび希土類磁石の製造方法 Download PDFInfo
- Publication number
- JP2014232777A JP2014232777A JP2013112250A JP2013112250A JP2014232777A JP 2014232777 A JP2014232777 A JP 2014232777A JP 2013112250 A JP2013112250 A JP 2013112250A JP 2013112250 A JP2013112250 A JP 2013112250A JP 2014232777 A JP2014232777 A JP 2014232777A
- Authority
- JP
- Japan
- Prior art keywords
- coating film
- rare earth
- molded body
- earth magnet
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/026—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets protecting methods against environmental influences, e.g. oxygen, by surface treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/005—Impregnating or encapsulating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F7/00—Magnets
- H01F7/02—Permanent magnets [PM]
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F7/00—Magnets
- H01F7/02—Permanent magnets [PM]
- H01F7/0205—Magnetic circuits with PM in general
- H01F7/0221—Mounting means for PM, supporting, coating, encapsulating PM
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/02—Details of the magnetic circuit characterised by the magnetic material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/04—Details of the magnetic circuit characterised by the material used for insulating the magnetic circuit or parts thereof
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
- H02K1/272—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis
- H02K1/2726—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of a single magnet or two or more axially juxtaposed single magnets
- H02K1/2733—Annular magnets
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Environmental & Geological Engineering (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
- Powder Metallurgy (AREA)
- Hard Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Abstract
Description
図1は、本発明を適用した希土類磁石およびロータを備えたステッピングモータの断面図である。
本形態では、出力側端板25を利用して回転軸12を出力側L1で回転可能に支持する出力側ラジアル軸受7が保持されており、出力側ラジアル軸受7は、回転軸12において永久磁石11より出力側L1に位置する部分を回転可能に支持している。より具体的には、出力側端板25には穴251が形成されており、出力側ラジアル軸受7は、穴251に嵌った状態で出力側端板25に保持されている。出力側ラジアル軸受7は、穴251に嵌った筒部71と、筒部71に対して出力側L1で拡径して筒部71より大径のフランジ部72とを有している。かかる出力側ラジアル軸受7は、フランジ部72の反出力側L2の面が出力側端板25の出力側L1の面に重なった状態で、筒部71のうち、出力側端板25の反出力側L2の面よりもさらに反出力側L2に突出した筒部71の外縁を出力側端板25の出力側L1の面にかしめることにより固定されている。出力側ラジアル軸受7は、焼結含油軸受からなる。
ステッピングモータ1において、出力側ラジアル軸受7とロータ10との間には、回転軸12を反出力側L2に付勢する付勢部材9が配置されている。本形態において、付勢部材9はコイルバネからなり、回転軸12の周りに配置されている。付勢部材9(コイルバネ)を配置するにあたって、本形態では、付勢部材9の反出力側L2の端部は、永久磁石11の環状凹部111の内部に収容されている。ここで、付勢部材9の出力側L1の端部と出力側ラジアル軸受7の反出力側L2の端面75との間には、回転軸12に装着された環状のワッシャ41が配置され、付勢部材9の反出力側L2の端部と環状凹部111の段部との間には、回転軸12に装着された環状のワッシャ42が配置されている。
永久磁石11は、ネオジム(Nd−Fe−B)等の希土類金属を含有する磁性粉を含む成形体11aを着磁した希土類磁石である。また、本形態において、永久磁石11は、希土類金属を含有する磁性粉がエポキシ樹脂等のバインダー樹脂によって固められたボンド磁石である。かかる成形体11aの表面では磁性粉が露出している。また、成形体11aの内部には、複数の空孔が形成されており、かかる空孔の内部でも磁性粉が露出している。
このように構成した永久磁石11において、成形体11aには防錆用の塗膜14が形成されている。また、成形体11aの内部の空孔では、成形体11aに対する防錆液の含浸により、磁性粉の表面に防錆処理層(図示せず)が形成されている。なお、図1には、塗膜14を太い線で表してある。
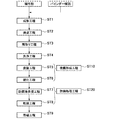
図2は、本発明を適用した永久磁石11の製造方法を示す工程図である。
以上説明したように、本形態の永久磁石11(希土類磁石)は、成形体11aの外面(外周面115および端面116、117)に防錆用の塗膜14が形成されているため、成形体11aの外面(外周面115および端面116、117)での錆の発生を抑制することができる。また、成形体11aの外面から磁性粉が脱落することを塗膜14によって防止することができる。また、成形体11a内部の空孔では、磁性粉の表面に防錆処理層が形成されている。ここで、成形体11aには多数の空孔が形成されており、かかる空孔の内部には塗膜14が形成されない。また、塗膜14にピンホールが存在すると、ピンホールから空孔に水分や空気が侵入する。このような場合でも、空孔では、磁性粉の表面に防錆処理層が形成されているため、空孔の内部に錆が発生することを抑制することができる。また、塗膜14は、フッ素を含有する樹脂膜からなるため、撥水性を有している。従って、錆の発生を効果的に抑制することができる。
上記実施の形態では、ボンド磁石からなる永久磁石11(希土類磁石)に本発明を適用する場合を例示したが、焼結磁石からなる永久磁石11(希土類磁石)に本発明を適用してもよい。
2 固定体
10 ロータ
11 永久磁石
12 回転軸
20 ステータ
11a 成形体
14 塗膜
110 成形体の貫通穴
111 環状凹部
112 大径部分
113 小径部分
114 第1部分
115 成形体の外周面
116、117 端面
118 環状凹部
119 第2部分
L モータ軸線方向
L1 出力側
L2 反出力側
Claims (9)
- 希土類金属を含有する磁性粉を含む成形体を着磁した希土類磁石であって、
前記成形体の外面には塗膜が形成され、
前記成形体内部の空孔では、前記磁性粉の表面に防錆処理層が形成されていることを特徴とする希土類磁石。 - 前記成形体では、前記磁性粉がバインダー樹脂によって固められていることを特徴とする請求項1に記載の希土類磁石。
- 前記塗膜は、フッ素を含有する樹脂膜からなることを特徴とする請求項1または2に記載の希土類磁石。
- 前記塗膜は、厚さが3μmから8μmであることを特徴とする請求項1乃至3の何れか一項に記載の希土類磁石。
- 前記成形体は、当該成形体を貫通する貫通穴が形成された円筒形状を有し、
前記貫通穴は、同一の内径で延在する第1部分と、該第1部分の少なくとも一方の端部で前記第1部分より拡径した第2部分と、を含み、
前記塗膜は、前記成形体の外周面および前記貫通穴の貫通方向の端部に位置する端面に形成され、前記貫通穴の前記第1部分の内面には形成されていないことを特徴とする請求項1乃至4の何れか一項に記載の希土類磁石。 - 前記塗膜は、前記貫通穴の前記第2部分のうち、少なくとも前記第1部分と隣り合う箇所の内面には形成されていないことを特徴とする請求項5に記載の希土類磁石。
- 請求項1乃至6の何れか一項に記載の希土類磁石を備えたロータであって、
前記貫通穴に嵌った回転軸を備え、
前記回転軸は、前記貫通穴の内部で接着固定されていることを特徴とするロータ。 - 希土類金属を含有する磁性粉を含む成形体を形成する成形工程と、
前記成形体の外面に塗膜を形成する塗膜形成工程と、
前記成形体に液状の防錆液を含浸する防錆処理工程と、
を有することを特徴とする希土類磁石の製造方法。 - 前記塗膜形成工程では、バレル塗装法によって前記塗膜を形成することを特徴とする請求項8に記載の希土類磁石の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013112250A JP6246500B2 (ja) | 2013-05-28 | 2013-05-28 | 希土類磁石の製造方法 |
| CN201310567793.0A CN104183348A (zh) | 2013-05-28 | 2013-11-13 | 稀土类磁体、转子及稀土类磁体的制造方法 |
| CN201320719058.2U CN203552841U (zh) | 2013-05-28 | 2013-11-13 | 稀土类磁体和转子 |
| US14/282,473 US9443653B2 (en) | 2013-05-28 | 2014-05-20 | Rare earth magnet, rotor and manufacturing method for rare earth magnet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013112250A JP6246500B2 (ja) | 2013-05-28 | 2013-05-28 | 希土類磁石の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014232777A true JP2014232777A (ja) | 2014-12-11 |
| JP6246500B2 JP6246500B2 (ja) | 2017-12-13 |
Family
ID=50470922
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013112250A Active JP6246500B2 (ja) | 2013-05-28 | 2013-05-28 | 希土類磁石の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9443653B2 (ja) |
| JP (1) | JP6246500B2 (ja) |
| CN (2) | CN203552841U (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2018079290A1 (ja) * | 2016-10-24 | 2019-09-12 | パナソニックIpマネジメント株式会社 | 飛行装置 |
| KR102359429B1 (ko) * | 2017-12-29 | 2022-02-08 | 현대자동차주식회사 | 자성체 합금 분말 함유 플라스틱 복합체, 이를 갖는 에어컨 컴프레서, 그리고 이들의 제조 방법 |
| CN108834354B (zh) * | 2018-07-10 | 2020-10-30 | 北京小米移动软件有限公司 | 功能组件、功能组件的控制方法和终端 |
| CN114308525A (zh) * | 2021-12-29 | 2022-04-12 | 合肥综合性国家科学中心能源研究院(安徽省能源实验室) | 一种实现大尺寸超导磁体真空环氧浸渍的镀膜工装及方法 |
| CN115831576B (zh) * | 2022-09-30 | 2023-05-16 | 北京大学 | 一种热固性粘结磁体的制备方法和装置 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04241410A (ja) * | 1991-01-16 | 1992-08-28 | Yamauchi Corp | 樹脂磁石の防錆方法 |
| JPH09205013A (ja) * | 1996-01-25 | 1997-08-05 | Daidoo Denshi:Kk | 防錆被覆層を有するボンド磁石とその防錆被覆処理方法 |
| JPH10226890A (ja) * | 1997-02-19 | 1998-08-25 | Daidoo Denshi:Kk | 希土類磁石の防錆処理方法 |
| JPH11238611A (ja) * | 1998-02-19 | 1999-08-31 | Sankyo Seiki Mfg Co Ltd | 希土類永久磁石の防錆処理方法 |
| JP2000012317A (ja) * | 1998-06-23 | 2000-01-14 | Sankyo Seiki Mfg Co Ltd | 磁石及びその製造方法 |
| JP2001210507A (ja) * | 2000-01-24 | 2001-08-03 | Tdk Corp | 電気絶縁性に優れたR−Fe−B系永久磁石及びその製造方法 |
| JP2001210505A (ja) * | 2000-01-24 | 2001-08-03 | Tdk Corp | 耐食性に優れた希土類ボンド磁石及びその製造方法 |
| JP2003224024A (ja) * | 2003-01-27 | 2003-08-08 | Sumitomo Special Metals Co Ltd | 耐食性永久磁石の製造方法 |
| JP2003309031A (ja) * | 2002-04-15 | 2003-10-31 | Nec Tokin Corp | 希土類ボンド磁石およびその製造方法 |
| JP2005039255A (ja) * | 2003-07-03 | 2005-02-10 | Neomax Co Ltd | 希土類永久磁石、回転機ならびに風力発電機 |
| JP2005057991A (ja) * | 2003-07-23 | 2005-03-03 | Sankyo Seiki Mfg Co Ltd | モータ |
| JP2007274752A (ja) * | 2006-03-30 | 2007-10-18 | Nidec Sankyo Corp | ロータマグネットの製造方法、およびモータ |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1007847B (zh) * | 1984-12-24 | 1990-05-02 | 住友特殊金属株式会社 | 制造具有改进耐蚀性磁铁的方法 |
| US4865915A (en) * | 1987-03-31 | 1989-09-12 | Seiko Epson Corporation | Resin coated permanent magnet |
| JP2879645B2 (ja) | 1987-03-31 | 1999-04-05 | セイコーエプソン株式会社 | 希土類磁石 |
| WO1997035331A1 (fr) * | 1996-03-18 | 1997-09-25 | Seiko Epson Corporation | Procede de formation d'aimant a liaison de terres rares, composition dudit aimant et son procede de fabrication |
| JP2000036403A (ja) * | 1998-07-21 | 2000-02-02 | Seiko Epson Corp | 希土類ボンド磁石用組成物、希土類ボンド磁石および希土類ボンド磁石の製造方法 |
| JP4019522B2 (ja) * | 1998-10-13 | 2007-12-12 | セイコーエプソン株式会社 | 焼結体の製造方法 |
| JP4961454B2 (ja) * | 2009-05-12 | 2012-06-27 | 株式会社日立製作所 | 希土類磁石及びこれを用いたモータ |
-
2013
- 2013-05-28 JP JP2013112250A patent/JP6246500B2/ja active Active
- 2013-11-13 CN CN201320719058.2U patent/CN203552841U/zh not_active Expired - Fee Related
- 2013-11-13 CN CN201310567793.0A patent/CN104183348A/zh active Pending
-
2014
- 2014-05-20 US US14/282,473 patent/US9443653B2/en not_active Expired - Fee Related
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04241410A (ja) * | 1991-01-16 | 1992-08-28 | Yamauchi Corp | 樹脂磁石の防錆方法 |
| JPH09205013A (ja) * | 1996-01-25 | 1997-08-05 | Daidoo Denshi:Kk | 防錆被覆層を有するボンド磁石とその防錆被覆処理方法 |
| JPH10226890A (ja) * | 1997-02-19 | 1998-08-25 | Daidoo Denshi:Kk | 希土類磁石の防錆処理方法 |
| JPH11238611A (ja) * | 1998-02-19 | 1999-08-31 | Sankyo Seiki Mfg Co Ltd | 希土類永久磁石の防錆処理方法 |
| JP2000012317A (ja) * | 1998-06-23 | 2000-01-14 | Sankyo Seiki Mfg Co Ltd | 磁石及びその製造方法 |
| JP2001210507A (ja) * | 2000-01-24 | 2001-08-03 | Tdk Corp | 電気絶縁性に優れたR−Fe−B系永久磁石及びその製造方法 |
| JP2001210505A (ja) * | 2000-01-24 | 2001-08-03 | Tdk Corp | 耐食性に優れた希土類ボンド磁石及びその製造方法 |
| JP2003309031A (ja) * | 2002-04-15 | 2003-10-31 | Nec Tokin Corp | 希土類ボンド磁石およびその製造方法 |
| JP2003224024A (ja) * | 2003-01-27 | 2003-08-08 | Sumitomo Special Metals Co Ltd | 耐食性永久磁石の製造方法 |
| JP2005039255A (ja) * | 2003-07-03 | 2005-02-10 | Neomax Co Ltd | 希土類永久磁石、回転機ならびに風力発電機 |
| JP2005057991A (ja) * | 2003-07-23 | 2005-03-03 | Sankyo Seiki Mfg Co Ltd | モータ |
| JP2007274752A (ja) * | 2006-03-30 | 2007-10-18 | Nidec Sankyo Corp | ロータマグネットの製造方法、およびモータ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6246500B2 (ja) | 2017-12-13 |
| US20140354100A1 (en) | 2014-12-04 |
| CN203552841U (zh) | 2014-04-16 |
| CN104183348A (zh) | 2014-12-03 |
| US9443653B2 (en) | 2016-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3918874B2 (ja) | モータ筐体及びモータ装置 | |
| JP6246500B2 (ja) | 希土類磁石の製造方法 | |
| US6351042B1 (en) | Motor structure and their manufacturing method | |
| JP2010200518A (ja) | 永久磁石回転機用回転盤及び永久磁石回転機の製造方法 | |
| US10367387B2 (en) | Ring magnet rotor of motor with coating material | |
| WO2019189143A1 (ja) | 電動機および界磁子 | |
| CN105745818B (zh) | 电机以及用于制造电机的方法 | |
| CN204118881U (zh) | 旋转电机的转子、旋转电机、旋转电机的磁化装置 | |
| JP5341657B2 (ja) | 圧粉磁心成形体、およびその成形体を備えた回転電機 | |
| JP4336354B2 (ja) | グラスファイバを含んだ絶縁体を有したモータの回転子 | |
| US10312767B2 (en) | Bearing device and brushless motor | |
| JP4245211B2 (ja) | スピンドルモータ用ヨーク一体型回転マグネット及びその製造方法 | |
| JP5917193B2 (ja) | ロータ、モータ及びロータの製造方法 | |
| JP2011151882A (ja) | ディスク駆動装置 | |
| WO2017008704A1 (en) | Brushless direct current motor | |
| KR102453826B1 (ko) | 경량 모터 및 그 제조방법 | |
| WO2017022044A1 (ja) | 動力伝達装置 | |
| JP2016025846A (ja) | 真空含浸中に固定子永久磁石の減磁を防止するためのシステムおよび方法 | |
| JP4140778B2 (ja) | 樹脂結合型磁石及びその製造方法 | |
| JP6305205B2 (ja) | マグネットロータ式モータ及び当該モータを含むポンプ | |
| JP2004197073A (ja) | 電着材料、およびモータ、並びにレンズ駆動装置 | |
| JP2017063545A (ja) | リラクタンスモータのロータ | |
| JP7061258B2 (ja) | リング状磁石組立体 | |
| JP6212472B2 (ja) | 永久磁石の固定構造、モータ、および永久磁石の固定方法 | |
| JP2007068323A (ja) | Dcブラシレスモータ装置及びその永久磁石 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160405 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170404 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170602 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171115 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6246500 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |