JP2014234545A - 焼結用造粒原料の製造方法 - Google Patents
焼結用造粒原料の製造方法 Download PDFInfo
- Publication number
- JP2014234545A JP2014234545A JP2013118551A JP2013118551A JP2014234545A JP 2014234545 A JP2014234545 A JP 2014234545A JP 2013118551 A JP2013118551 A JP 2013118551A JP 2013118551 A JP2013118551 A JP 2013118551A JP 2014234545 A JP2014234545 A JP 2014234545A
- Authority
- JP
- Japan
- Prior art keywords
- raw material
- particles
- sintering
- scraper
- granulation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Mixers With Rotating Receptacles And Mixers With Vibration Mechanisms (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Glanulating (AREA)
Abstract
【解決手段】難造粒性の鉄鉱石を含む配合原料に水分を添加してドラムミキサーにて混合する混合工程と、混合後の配合原料をパンペレタイザーにて造粒する造粒工程とを経て焼結用造粒原料を製造する方法において、前記造粒工程で、パンペレタイザー内に滞留する配合原料転動層にある粗大な擬似粒子を、解砕機能付きスクレーパーによって付着物の掻き落しと同時に解砕しつつ適正粒子の大きさに再造粒すること。
【選択図】図1
Description
なお、焼結用鉄鉱石は、近年、高品質鉄鉱石の枯渇による低品位化、例えばスラグ成分の増加や微粉化の傾向が顕著であり、アルミナ含有量の増大、微粉比率の増大による造粒性の悪いものが多くなっている。その一方で、高炉で使用する焼結鉱としては、高炉での溶銑製造コストの低減やCO2発生量の低減という観点から低スラグ比、高被還元性、高強度のものが求められている。
特許文献2:特公平6−21297号公報
特許文献3:特公平6−21298号公報
特許文献4:特公平6−21299号公報
特許文献5:特公平6−60358号公報
さらには、造粒に用いられるバインダーである生石灰の使用量を増加せざるを得なくなり、焼結鉱製造コストの増大を招くことや、後工程において粉コークス等の固体燃料を被覆する際に、焼結原料全体としての粉コークス等の賦存状態が不均一となり、燃焼や着熱が不均一となって焼成速度が低下するという点に問題があった。
(1)前記解砕機能付きスクレーパーは、前記配合原料転動層の滞留位置に向かって移動調節可能であること、
(2)前記解砕機能付きスクレーパーは、前記配合原料転動層の滞留位置、およびドラムミキサーからパンペレタイザーへ配合原料を供給するための移送用ベルトコンベアの排出端直下位置に向かってそれぞれ移動調整可能であること、
(3)前記解砕機能付きスクレーパーの回転数が、8〜300rpmであること、
(4)前記粗大な擬似粒子は、核粒子に微粉および/または細粒が付着した粒子、または微粉および/または細粒が凝集した粒子であること、
(5)前記適正粒子の大きさが、JIS Z8801に規定の16メッシュ篩上〜4メッシュ篩下であること、
(6)前記粗大な擬似粒子は、粒径10mm以上の粒子であること、
(7)前記解砕は、前記解砕機能付きスクレーパーの回転によって粗大な擬似粒子を圧壊することにより行うこと、
(8)前記造粒工程の後に、この工程を経て製造された擬似粒子にコークス粉を付着させる工程を有すること、
である。
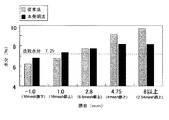
なお、焼結鉱製造用の原料としては、この粒径1.0mm〜4.75mmの中間粒子からなる粒径の揃った擬似粒子を用いることが好ましく、この範囲内とすることで、焼結機のパレット上に堆積させた際の充填層(焼結ベッド)の装入嵩密度が小さくなり、生産性を向上させることができる。
なお、壁面スクレーパー5および底面スクレーパー6は、通常、10〜40rpm程度の回転数で回転し、その回転によってパンペレタイザー3の底面や壁面に付着した配合原料を掻き落すように構成されている。パンペレタイザー3の底面や壁面に配合原料が付着すると、パンの内容積、即ち原料の保有量が下がり、パン内の原料滞留時間が短縮して造粒能力が低下するため除去が必要とされている。
これによれば、パンペレタイザー3へ装入する時点で既に配合原料中に含まれている粗大な擬似粒子(ドラムミキサー2での混合工程で発生した粗大な擬似粒子)が、パンペレタイザー3での造粒に先立って一定の粒径以下に解砕されるため、造粒の進行によって該擬似粒子が増大(肥大化)することがなく、たとえ、その後の造粒過程で粗大な擬似粒子が発生したとしても、それを配合原料転動層の滞留位置に設けた解砕機能付きスクレーパーSによって解砕することができるので、粗大な擬似粒子を確実に解砕し、粒子強度が大きく、粒度分布の小さく粒径の揃った擬似粒子を造粒することができる。
なお、従来のHPS法においては、壁面スクレーパーを回転数:40rpm、底面スクレーパーを回転数:10rpmで回転させ、一方、本発明1および2においては、各スクレーパーを滞留配合原料の転動領域まで移動させ、回転数:200rpmで高速回転させた。
上記のようにして製造した各造粒原料について、粗大擬似粒子(粒径10mm以上)の割合、およびこれを用いて焼結鉱を製造した際の焼結生産性について測定した結果を表1に示す。この結果より、本発明の適用によって(本発明1および本発明2)、粗大擬似粒子の生成割合が減少し、焼結生産性を向上させることができることが確認された。

この点に関し、本発明1および2において、パンペレタイザー内部の状態を観察したところ、従来法よりもパンペレタイザーの壁面・底面に付着した配合原料の、運転時間の増加に伴う成長が低下し、粗大な擬似粒子の形成を抑制することができることが確認できた。
2 ドラムミキサー
3 パンペレタイザー
4 ドラムミキサー
5 壁面スクレーパー
6 底面スクレーパー
10 ベルトコンベア
S 解砕機能付きスクレーパー
Claims (9)
- 難造粒性の鉄鉱石を含む配合原料に水分を添加してドラムミキサーにて混合する混合工程と、混合後の配合原料をパンペレタイザーにて造粒する造粒工程とを経て焼結用造粒原料を製造する方法において、
前記造粒工程で、パンペレタイザー内に滞留する配合原料転動層にある粗大な擬似粒子を、該パンペレタイザー内の壁面スクレーパーおよび/または底面スクレーパーからなる解砕機能付きスクレーパーによって付着物の掻き落しと同時に解砕しつつ適正粒子の大きさに再造粒することを特徴とする焼結用造粒原料の製造方法。 - 前記解砕機能付きスクレーパーは、前記配合原料転動層の滞留位置に向かって移動調節可能であることを特徴とする請求項1に記載の焼結用造粒原料の製造方法。
- 前記解砕機能付きスクレーパーは、前記配合原料転動層の滞留位置、およびドラムミキサーからパンペレタイザーへ配合原料を供給するための移送用ベルトコンベアの排出端直下位置に向かってそれぞれ移動調節可能であることを特徴とする請求項1に記載の焼結用造粒原料の製造方法。
- 前記解砕機能付きスクレーパーの回転数が、8〜300rpmであることを特徴とする請求項1〜3のいずれか1項に記載の焼結用造粒原料の製造方法。
- 前記粗大な擬似粒子は、核粒子に微粉および/または細粒が付着した粒子、または微粉および/または細粒が凝集した粒子であることを特徴とする請求項1〜4のいずれか1項に記載の焼結用造粒原料の製造方法。
- 前記適正粒子の大きさが、JIS Z8801に規定の16メッシュ篩上〜4メッシュ篩下であることを特徴とする請求項1〜5のいずれか1項に記載の焼結用造粒原料の製造方法。
- 前記粗大な擬似粒子は、粒径10mm以上の粒子であることを特徴とする請求項1〜5のいずれか1項に記載の焼結用造粒原料の製造方法。
- 前記解砕は、前記解砕機能付きスクレーパーの回転によって粗大な擬似粒子を圧壊することにより行うことを特徴とする請求項1〜7のいずれか1項に記載の焼結用造粒原料の製造方法。
- 前記造粒工程の後に、この工程を経て製造された擬似粒子にコークス粉を付着させる工程を有することを特徴とする請求項1〜8のいずれか1項に記載の焼結用造粒原料の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013118551A JP5910831B2 (ja) | 2013-06-05 | 2013-06-05 | 焼結用造粒原料の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013118551A JP5910831B2 (ja) | 2013-06-05 | 2013-06-05 | 焼結用造粒原料の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014234545A true JP2014234545A (ja) | 2014-12-15 |
| JP5910831B2 JP5910831B2 (ja) | 2016-04-27 |
Family
ID=52137471
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013118551A Active JP5910831B2 (ja) | 2013-06-05 | 2013-06-05 | 焼結用造粒原料の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5910831B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015160961A (ja) * | 2014-02-26 | 2015-09-07 | Jfeスチール株式会社 | 焼結原料の製造方法及び焼結原料の製造装置 |
| JP7107472B1 (ja) * | 2021-04-08 | 2022-07-27 | Jfeスチール株式会社 | 粉粒体原料の造粒方法及び焼結鉱の製造方法 |
| WO2022215584A1 (ja) * | 2021-04-08 | 2022-10-13 | Jfeスチール株式会社 | 粉粒体原料の造粒方法及び焼結鉱の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09157763A (ja) * | 1995-11-29 | 1997-06-17 | Nippon Steel Corp | 焼結原料の事前処理方法 |
| JPH09279259A (ja) * | 1996-04-16 | 1997-10-28 | Nippon Steel Corp | 焼結鉱の製造法 |
| JP2004183031A (ja) * | 2002-12-02 | 2004-07-02 | Sumitomo Metal Ind Ltd | 焼結鉱の製造方法 |
| JP2008519158A (ja) * | 2004-11-04 | 2008-06-05 | コンパニア バレ ド リオ ドセ | 造粒ディスクからのオーバーサイズペレットの除去装置 |
-
2013
- 2013-06-05 JP JP2013118551A patent/JP5910831B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09157763A (ja) * | 1995-11-29 | 1997-06-17 | Nippon Steel Corp | 焼結原料の事前処理方法 |
| JPH09279259A (ja) * | 1996-04-16 | 1997-10-28 | Nippon Steel Corp | 焼結鉱の製造法 |
| JP2004183031A (ja) * | 2002-12-02 | 2004-07-02 | Sumitomo Metal Ind Ltd | 焼結鉱の製造方法 |
| JP2008519158A (ja) * | 2004-11-04 | 2008-06-05 | コンパニア バレ ド リオ ドセ | 造粒ディスクからのオーバーサイズペレットの除去装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015160961A (ja) * | 2014-02-26 | 2015-09-07 | Jfeスチール株式会社 | 焼結原料の製造方法及び焼結原料の製造装置 |
| JP7107472B1 (ja) * | 2021-04-08 | 2022-07-27 | Jfeスチール株式会社 | 粉粒体原料の造粒方法及び焼結鉱の製造方法 |
| WO2022215584A1 (ja) * | 2021-04-08 | 2022-10-13 | Jfeスチール株式会社 | 粉粒体原料の造粒方法及び焼結鉱の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5910831B2 (ja) | 2016-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5569658B2 (ja) | 焼結用造粒原料の製造方法およびその製造装置ならびに高炉用焼結鉱の製造方法 | |
| JP5644955B2 (ja) | 焼結原料の造粒方法 | |
| JP6132114B2 (ja) | 焼結用造粒原料の製造方法 | |
| JP6468367B2 (ja) | 焼結鉱の製造方法 | |
| JP5910831B2 (ja) | 焼結用造粒原料の製造方法 | |
| JP5954546B2 (ja) | 焼結用造粒原料の製造方法 | |
| JP2016191122A (ja) | 焼結鉱の製造方法 | |
| JP6380762B2 (ja) | 焼結鉱の製造方法 | |
| TWI480380B (zh) | Production method of pseudo-particles for sintering production and method for manufacturing sintered ore | |
| JP2014201763A (ja) | 焼結用造粒原料の製造方法 | |
| JP4205242B2 (ja) | 焼結原料の造粒方法 | |
| JP5846402B1 (ja) | 焼結用造粒原料の製造装置 | |
| JP6020823B2 (ja) | 焼結用造粒原料の製造方法 | |
| JP6323297B2 (ja) | 焼結原料の事前処理方法 | |
| JP5928731B2 (ja) | 焼結用造粒原料の製造方法およびその製造装置 | |
| JP2003277838A (ja) | 高炉用焼結原料に用いる高結晶水鉱石、高炉用焼結原料及びその製造方法 | |
| JP3797184B2 (ja) | 焼結鉱の製造方法 | |
| JPWO2015152112A1 (ja) | 焼結用造粒原料の製造装置 | |
| JP5979382B2 (ja) | 焼結用造粒原料の製造方法およびその製造設備 | |
| TWI468522B (zh) | 燒結用造粒原料的製造方法、其製造裝置以及高爐用燒結礦的製造方法 | |
| JP5983949B2 (ja) | 焼結用造粒原料の製造方法 | |
| JPH07331342A (ja) | 焼結鉱の製造方法 | |
| JP6954236B2 (ja) | 炭材内装焼結鉱の製造方法及び製造設備 | |
| JP7047645B2 (ja) | 焼結鉱の製造方法 | |
| JP2000303121A (ja) | 焼結原料の事前処理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160302 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160315 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5910831 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |