JP2014234882A - ラック製造方法及び中空ラックバー - Google Patents
ラック製造方法及び中空ラックバー Download PDFInfo
- Publication number
- JP2014234882A JP2014234882A JP2013117096A JP2013117096A JP2014234882A JP 2014234882 A JP2014234882 A JP 2014234882A JP 2013117096 A JP2013117096 A JP 2013117096A JP 2013117096 A JP2013117096 A JP 2013117096A JP 2014234882 A JP2014234882 A JP 2014234882A
- Authority
- JP
- Japan
- Prior art keywords
- bar
- rack bar
- rack
- joint member
- shaft portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/26—Racks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/1205—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using translation movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/129—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
- B23K37/0443—Jigs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Transmission Devices (AREA)
- Gears, Cams (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Power Steering Mechanism (AREA)
Abstract
Description
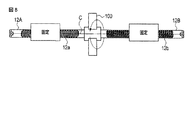
また、ダブルピニオンラックバー12は、中空の軸部から形成され、ラック歯12aを有する第1のラックバー12Aと、中空の軸部から形成され、ラック歯12bを有する第2のラックバー12Bと、継手部材15とを、各軸心線を一致させた状態で接合して形成されている。
Claims (4)
- 軸部に第1歯部が形成された第1のバーを支持し、
軸部に第2歯部が形成された第2のバーをその軸心線を前記第1のバーの軸心線と一致させて支持し、
前記第1のバーと、前記第2のバーとの間に位置決めされた継手部材を、その軸心線を前記第1のバーの軸心線及び前記第2のバーの軸心線と一致させて支持し、
前記第1のバー及び前記第2のバーに対し、前記継手部材を前記軸心線廻りに相対的に回転させ、
前記第1のバーの端部と前記第2のバーの端部を前記継手部材に同時に摩擦圧接させることを特徴とするラック製造方法。 - 前記継手部材の回転は、回転力を付与する治具と、前記継手部材に設けられ、前記治具との係合に供されて、前記軸心線周りの滑り止めを行う係合部とを備えていることを特徴とする請求項1に記載のラック製造方法。
- 中空の軸部に第1歯部が形成された第1のバーと、
中空の軸部に第2歯部が形成され、その軸心線が前記第1のバーの軸心線と一致する第2のバーと、
これら第1のバーと第2のバーとの間に、その軸心線が前記第1のバー及び前記第2のバーの軸心線と一致させて配置されると共に、前記第1のバーとは一端面で、前記第2のバーとは他端面で接合されている継手部材とを備えていることを特徴とする中空ラックバー。 - 前記第1のバーと、前記第2のバーとは、外径が異なっていることを特徴とする請求項3に記載の中空ラックバー。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013117096A JP6343431B2 (ja) | 2013-06-03 | 2013-06-03 | ラック製造方法及び中空ラックバー |
| EP14734564.9A EP3003630B1 (en) | 2013-06-03 | 2014-05-30 | Method for manufacturing rack and hollow rack bar |
| PCT/JP2014/065024 WO2014196617A1 (en) | 2013-06-03 | 2014-05-30 | Method for manufacturing rack and hollow rack bar |
| CN201480031928.4A CN105307810B (zh) | 2013-06-03 | 2014-05-30 | 齿条的制造方法和中空齿条杆 |
| US14/895,123 US20160116049A1 (en) | 2013-06-03 | 2014-05-30 | Method for manufacturing rack and hollow rack bar |
| US15/948,116 US10612642B2 (en) | 2013-06-03 | 2018-04-09 | Method for manufacturing rack and hollow rack bar |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013117096A JP6343431B2 (ja) | 2013-06-03 | 2013-06-03 | ラック製造方法及び中空ラックバー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014234882A true JP2014234882A (ja) | 2014-12-15 |
| JP6343431B2 JP6343431B2 (ja) | 2018-06-13 |
Family
ID=51059512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013117096A Active JP6343431B2 (ja) | 2013-06-03 | 2013-06-03 | ラック製造方法及び中空ラックバー |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20160116049A1 (ja) |
| EP (1) | EP3003630B1 (ja) |
| JP (1) | JP6343431B2 (ja) |
| CN (1) | CN105307810B (ja) |
| WO (1) | WO2014196617A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017068784A1 (en) | 2015-10-22 | 2017-04-27 | Neturen Co., Ltd. | Rack bar and rack bar manufacturing method |
| JP2017087819A (ja) * | 2015-11-04 | 2017-05-25 | 高周波熱錬株式会社 | ラックバーの製造方法 |
| JP2017136903A (ja) * | 2016-02-02 | 2017-08-10 | 株式会社ジェイテクト | ステアリング装置用のラックシャフト及びその製造方法 |
| WO2018168938A1 (en) | 2017-03-16 | 2018-09-20 | Neturen Co., Ltd. | Method for manufacturing rack bar |
| WO2018180281A1 (ja) * | 2017-03-30 | 2018-10-04 | Kyb株式会社 | ラックシャフト及び電動パワーステアリング装置 |
| WO2020137551A1 (ja) * | 2018-12-27 | 2020-07-02 | 日本精工株式会社 | 電動パワーステアリング装置用の直動軸、電動パワーステアリング装置、およびこれらの製造方法 |
| CN113302007A (zh) * | 2018-12-27 | 2021-08-24 | 日本精工株式会社 | 转向装置用的直线驱动轴、转向装置以及它们的制造方法 |
| JP2021186826A (ja) * | 2020-05-28 | 2021-12-13 | 日之出水道機器株式会社 | 摩擦圧接装置 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016212301A1 (de) * | 2016-07-06 | 2018-01-11 | Thyssenkrupp Ag | Zahnstange und ein Verfahren zur Herstellung einer Zahnstange für ein Lenkgetriebe eines Kraftfahrzeugs |
| DE102016212307B4 (de) | 2016-07-06 | 2018-02-22 | Thyssenkrupp Ag | Verfahren zur Herstellung einer Zahnstange für ein Kraftfahrzeug, sowie Zahnstange für ein Lenkgetriebe |
| DE102016212304B4 (de) | 2016-07-06 | 2018-02-22 | Thyssenkrupp Ag | Verfahren zur Herstellung einer Zahnstange für ein Lenkgetriebe eines Kraftfahrzeugs, sowie Zahnstange |
| DE102016212303A1 (de) | 2016-07-06 | 2018-01-11 | Thyssenkrupp Ag | Zahnstange und ein Verfahren zur Herstellung einer Zahnstange für ein Lenkgetriebe eines Kraftfahrzeugs |
| DE102016212308B4 (de) | 2016-07-06 | 2018-02-22 | Thyssenkrupp Ag | Verfahren zur Herstellung einer Zahnstange für ein Lenkgetriebe eines Kraftfahrzeugs, sowie Zahnstange |
| DE102016113706A1 (de) * | 2016-07-26 | 2018-02-01 | Robert Bosch Gmbh | Lenksystem und Verfahren zum Betreiben eines Lenksystems |
| CN106312432A (zh) * | 2016-10-19 | 2017-01-11 | 中航飞机股份有限公司西安飞机分公司 | 一种飞机起落架v形连杆接头的焊接夹具和焊接方法 |
| CN108001520A (zh) * | 2017-12-25 | 2018-05-08 | 杭州龙创汽车技术有限公司 | 一种三段式转向齿条及其制备方法 |
| US11872651B2 (en) * | 2019-11-12 | 2024-01-16 | Osaka University | Dissimilar material solid phase bonding method, dissimilar material solid phase bonded structure, and dissimilar material solid phase bonding device |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62168260U (ja) * | 1986-04-14 | 1987-10-26 | ||
| JP2002178094A (ja) * | 2000-12-18 | 2002-06-25 | Nsk Ltd | 中空ラック軸及びその製造方法 |
| JP2002224706A (ja) * | 2001-02-07 | 2002-08-13 | Kawasaki Steel Corp | 棒材圧延設備列 |
| JP2002224856A (ja) * | 2001-02-07 | 2002-08-13 | Kawasaki Steel Corp | 棒材の摩擦圧接方法および装置 |
| JP2004523365A (ja) * | 2001-03-22 | 2004-08-05 | ビショップ イノヴェーション リミテッド | 鍛造ラックの製造方法および装置 |
| US20050255927A1 (en) * | 2002-05-14 | 2005-11-17 | Thk Co., Ltd. | Shaft member with vibration damping function |
| JP2008138864A (ja) * | 2006-11-02 | 2008-06-19 | Nsk Ltd | ラック及びその製造方法 |
| JP2008137497A (ja) * | 2006-12-01 | 2008-06-19 | Nsk Ltd | ステアリング装置のラック及びその製造方法 |
| JP2009000734A (ja) * | 2007-06-25 | 2009-01-08 | Nsk Ltd | ラック及びその製造方法 |
| US20100038167A1 (en) * | 2007-04-19 | 2010-02-18 | Thyssenkrupp Presta Aktiengesellschaft | Toothed rack or threaded rod |
| JP2013013904A (ja) * | 2011-06-30 | 2013-01-24 | Neturen Co Ltd | ラック製造装置及びラック製造方法 |
| JP2014046803A (ja) * | 2012-08-31 | 2014-03-17 | Hitachi Automotive Systems Steering Ltd | ラックバーの製造方法、ラックバー及び電動パワーステアリング装置 |
Family Cites Families (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3337108A (en) * | 1964-10-01 | 1967-08-22 | Wallace D Taylor | Frictional welding apparatus |
| JPS4287Y1 (ja) | 1964-12-10 | 1967-01-06 | ||
| US3377009A (en) * | 1965-04-23 | 1968-04-09 | Caterpillar Tractor Co | Bonding machines |
| US3472996A (en) * | 1965-11-26 | 1969-10-14 | Trw Inc | Welding process and apparatus |
| US3609854A (en) * | 1967-08-05 | 1971-10-05 | Nat Res Inst Metals | Method of friction welding |
| US3580459A (en) * | 1968-10-23 | 1971-05-25 | Rockwell Standard Co | Variable position means for holding a nonrotating workpiece in friction welding apparatus |
| JPS4741662Y1 (ja) | 1969-04-08 | 1972-12-16 | ||
| US3954215A (en) * | 1970-12-30 | 1976-05-04 | Kabushiki Kaisha Toyoda Jidoshokki Seisakusho | Apparatus for rotary bi-axle type friction welding |
| US3717295A (en) * | 1971-03-17 | 1973-02-20 | Clarke Chapman Thompson J Ltd | Friction welding or like machines |
| US3779446A (en) * | 1971-10-13 | 1973-12-18 | J Lemelson | Welding apparatus |
| JPS5236502B2 (ja) * | 1972-07-07 | 1977-09-16 | ||
| US3897896A (en) * | 1973-04-04 | 1975-08-05 | Textron Inc | Friction welding apparatus with chuck means |
| GB1518340A (en) * | 1975-11-12 | 1978-07-19 | Clarke Chapman Ltd | Method of and apparatus for friction welding |
| GB1551699A (en) * | 1977-02-28 | 1979-08-30 | Bishop A E | Machine for manufacturing variable ratio racks |
| GB2161732B (en) * | 1984-07-20 | 1987-10-07 | Welding Inst | Chuck assembly |
| JPS62168260A (ja) | 1986-01-20 | 1987-07-24 | Mitsubishi Electric Corp | ワンチツプマイクロコンピユ−タ |
| US5858142A (en) * | 1997-02-27 | 1999-01-12 | Inertia Friction Welding, Inc. | Angular orientation control system for friction welding |
| US6588293B2 (en) * | 2000-04-14 | 2003-07-08 | Nsk Ltd. | Hollow rack shaft |
| JP2002154442A (ja) * | 2000-11-20 | 2002-05-28 | Nsk Ltd | 電動式パワーステアリング装置及びラック軸の製造方法 |
| JP3772110B2 (ja) | 2001-11-29 | 2006-05-10 | 高周波熱錬株式会社 | 中空なステアリングラック軸およびその製造方法 |
| JP2004010956A (ja) * | 2002-06-06 | 2004-01-15 | Toyoda Mach Works Ltd | ラックバーの熱処理方法及びラックバー |
| US6706127B1 (en) * | 2002-12-19 | 2004-03-16 | Delphi Technologies, Inc. | Lean manufacturing process for making ball-screw racks |
| AT413346B (de) * | 2003-03-21 | 2006-02-15 | Voestalpine Schienen Gmbh | Vorrichtung und verfahren zum verbinden der stirnseiten von teilen |
| DE10332824A1 (de) * | 2003-07-18 | 2005-02-10 | Multi Orbital Systems Gmbh | Mehrkopf-Reibschweißverfahren und Vorrichtung zur Durchführung des Verfahrens |
| KR20060054463A (ko) * | 2003-09-23 | 2006-05-22 | 비숍 이노베이션 리미티드 | 결합 조향 랙 |
| JP2005329784A (ja) * | 2004-05-19 | 2005-12-02 | Hitachi Ltd | 電動パワーステアリング装置 |
| DE202004010386U1 (de) * | 2004-07-01 | 2005-11-17 | Kuka Schweissanlagen Gmbh | Pressschweißmaschine |
| JP4504127B2 (ja) * | 2004-07-20 | 2010-07-14 | 松岡 美奈子 | 中空ラックバー製造装置 |
| EP1827947A1 (en) * | 2004-12-20 | 2007-09-05 | Bishop Innovation Limited | Composite steering rack |
| US20060278466A1 (en) * | 2005-06-13 | 2006-12-14 | Bo Cheng | Electric power steering systems |
| US20070051776A1 (en) * | 2005-07-06 | 2007-03-08 | Ssd Control Technology, Inc. | Dual friction welder |
| US20070057479A1 (en) * | 2005-08-23 | 2007-03-15 | Wolf Kenneth A | Friction welded rack and pinion steering apparatus and method |
| US8156781B2 (en) * | 2005-10-12 | 2012-04-17 | Nsk Ltd. | Steering rack and method of manufacturing the same |
| WO2008053896A1 (fr) | 2006-11-02 | 2008-05-08 | Nsk Ltd. | Crémaillère et son procédé de fabrication |
| DE102007018919A1 (de) * | 2007-04-19 | 2008-10-23 | Thyssenkrupp Presta Ag | Zahnstange oder Gewindestange |
| KR101133384B1 (ko) * | 2007-09-14 | 2012-04-09 | 니폰게이긴조쿠가부시키가이샤 | 접합 방법 |
| JP5060984B2 (ja) * | 2008-02-07 | 2012-10-31 | 株式会社豊田自動織機 | 摩擦圧接装置 |
| JP5243083B2 (ja) * | 2008-04-01 | 2013-07-24 | 株式会社豊田自動織機 | 摩擦圧接方法 |
| JP5692514B2 (ja) * | 2010-12-24 | 2015-04-01 | 株式会社ジェイテクト | 電動パワーステアリング装置及び車両用操舵装置 |
| JP4798674B1 (ja) * | 2011-04-11 | 2011-10-19 | コンドーセイコー株式会社 | ラックバー及びその製造方法 |
| CN102858617B (zh) * | 2011-04-25 | 2015-04-15 | 日本精工株式会社 | 齿轮齿条式转向器单元 |
| PL2873482T3 (pl) * | 2012-07-13 | 2017-02-28 | Nittan Valve Co., Ltd. | Sposób zgrzewania tarciowego i urządzenie do zgrzewania tarciowego |
| KR101717395B1 (ko) * | 2013-04-10 | 2017-03-16 | 신닛테츠스미킨 카부시키카이샤 | 스티어링 랙 바용 압연 환강재 및 스티어링 랙 바 |
| KR101668628B1 (ko) * | 2013-04-11 | 2016-10-24 | 후지코 가부시키가이샤 | 압연롤의 제조 방법 및 압연롤, 및 압연롤의 제조 장치 |
| JP2016179475A (ja) * | 2015-03-23 | 2016-10-13 | 高周波熱錬株式会社 | ラックバー及びラックバーの製造方法 |
| GB201505631D0 (en) * | 2015-04-01 | 2015-05-13 | Rolls Royce Plc | Friction welding vibration damping |
| JP2017082811A (ja) * | 2015-10-22 | 2017-05-18 | 高周波熱錬株式会社 | ラックバー及びラックバーの製造方法 |
| WO2017077717A1 (en) * | 2015-11-04 | 2017-05-11 | Neturen Co., Ltd. | Method for manufacturing rack bar |
-
2013
- 2013-06-03 JP JP2013117096A patent/JP6343431B2/ja active Active
-
2014
- 2014-05-30 CN CN201480031928.4A patent/CN105307810B/zh active Active
- 2014-05-30 US US14/895,123 patent/US20160116049A1/en not_active Abandoned
- 2014-05-30 WO PCT/JP2014/065024 patent/WO2014196617A1/en not_active Ceased
- 2014-05-30 EP EP14734564.9A patent/EP3003630B1/en active Active
-
2018
- 2018-04-09 US US15/948,116 patent/US10612642B2/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62168260U (ja) * | 1986-04-14 | 1987-10-26 | ||
| JP2002178094A (ja) * | 2000-12-18 | 2002-06-25 | Nsk Ltd | 中空ラック軸及びその製造方法 |
| JP2002224706A (ja) * | 2001-02-07 | 2002-08-13 | Kawasaki Steel Corp | 棒材圧延設備列 |
| JP2002224856A (ja) * | 2001-02-07 | 2002-08-13 | Kawasaki Steel Corp | 棒材の摩擦圧接方法および装置 |
| JP2004523365A (ja) * | 2001-03-22 | 2004-08-05 | ビショップ イノヴェーション リミテッド | 鍛造ラックの製造方法および装置 |
| US20050255927A1 (en) * | 2002-05-14 | 2005-11-17 | Thk Co., Ltd. | Shaft member with vibration damping function |
| JP2008138864A (ja) * | 2006-11-02 | 2008-06-19 | Nsk Ltd | ラック及びその製造方法 |
| JP2008137497A (ja) * | 2006-12-01 | 2008-06-19 | Nsk Ltd | ステアリング装置のラック及びその製造方法 |
| US20100038167A1 (en) * | 2007-04-19 | 2010-02-18 | Thyssenkrupp Presta Aktiengesellschaft | Toothed rack or threaded rod |
| JP2009000734A (ja) * | 2007-06-25 | 2009-01-08 | Nsk Ltd | ラック及びその製造方法 |
| JP2013013904A (ja) * | 2011-06-30 | 2013-01-24 | Neturen Co Ltd | ラック製造装置及びラック製造方法 |
| JP2014046803A (ja) * | 2012-08-31 | 2014-03-17 | Hitachi Automotive Systems Steering Ltd | ラックバーの製造方法、ラックバー及び電動パワーステアリング装置 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017068784A1 (en) | 2015-10-22 | 2017-04-27 | Neturen Co., Ltd. | Rack bar and rack bar manufacturing method |
| JP2017082811A (ja) * | 2015-10-22 | 2017-05-18 | 高周波熱錬株式会社 | ラックバー及びラックバーの製造方法 |
| JP2017087819A (ja) * | 2015-11-04 | 2017-05-25 | 高周波熱錬株式会社 | ラックバーの製造方法 |
| JP2017136903A (ja) * | 2016-02-02 | 2017-08-10 | 株式会社ジェイテクト | ステアリング装置用のラックシャフト及びその製造方法 |
| WO2018168938A1 (en) | 2017-03-16 | 2018-09-20 | Neturen Co., Ltd. | Method for manufacturing rack bar |
| US11247263B2 (en) | 2017-03-16 | 2022-02-15 | Neturen Co., Ltd. | Method for manufacturing rack bar |
| JP2018167780A (ja) * | 2017-03-30 | 2018-11-01 | Kyb株式会社 | ラックシャフト及び電動パワーステアリング装置 |
| WO2018180281A1 (ja) * | 2017-03-30 | 2018-10-04 | Kyb株式会社 | ラックシャフト及び電動パワーステアリング装置 |
| WO2020137551A1 (ja) * | 2018-12-27 | 2020-07-02 | 日本精工株式会社 | 電動パワーステアリング装置用の直動軸、電動パワーステアリング装置、およびこれらの製造方法 |
| CN113302007A (zh) * | 2018-12-27 | 2021-08-24 | 日本精工株式会社 | 转向装置用的直线驱动轴、转向装置以及它们的制造方法 |
| JPWO2020137551A1 (ja) * | 2018-12-27 | 2021-10-28 | 日本精工株式会社 | 電動パワーステアリング装置用の直動軸、電動パワーステアリング装置、およびこれらの製造方法 |
| JP7124891B2 (ja) | 2018-12-27 | 2022-08-24 | 日本精工株式会社 | 電動パワーステアリング装置用の直動軸、電動パワーステアリング装置、およびこれらの製造方法 |
| JP2021186826A (ja) * | 2020-05-28 | 2021-12-13 | 日之出水道機器株式会社 | 摩擦圧接装置 |
| JP7519666B2 (ja) | 2020-05-28 | 2024-07-22 | 日之出水道機器株式会社 | 摩擦圧接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20160116049A1 (en) | 2016-04-28 |
| US20180223981A1 (en) | 2018-08-09 |
| EP3003630B1 (en) | 2018-11-14 |
| EP3003630A1 (en) | 2016-04-13 |
| US10612642B2 (en) | 2020-04-07 |
| WO2014196617A1 (en) | 2014-12-11 |
| JP6343431B2 (ja) | 2018-06-13 |
| CN105307810A (zh) | 2016-02-03 |
| CN105307810B (zh) | 2019-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6343431B2 (ja) | ラック製造方法及び中空ラックバー | |
| JP6530882B2 (ja) | ラック製造装置及びラック製造方法 | |
| US9139221B2 (en) | Method of producing rack of electric power steering device | |
| EP2689988B1 (en) | Electric power steering system | |
| JP5692514B2 (ja) | 電動パワーステアリング装置及び車両用操舵装置 | |
| US8613459B2 (en) | Variable gear ratio type rack bar and steering apparatus for vehicle having the same | |
| US20150298721A1 (en) | Rack shaft and method for manufacturing rack shaft | |
| JP6748600B2 (ja) | ラックシャフト及びラックシャフトの製造方法 | |
| WO2018180281A1 (ja) | ラックシャフト及び電動パワーステアリング装置 | |
| JP5841755B2 (ja) | ラック製造装置及びラック製造方法 | |
| JP6653160B2 (ja) | ラックバーの製造方法 | |
| JP6343790B2 (ja) | ブローチ盤およびラックシャフトの製造方法 | |
| JP6135310B2 (ja) | ウォーム減速機及びデュアルピニオン式電動パワーステアリング装置 | |
| JP6191344B2 (ja) | デュアルピニオン式電動パワーステアリング装置用ラック軸及びその製造方法並びにデュアルピニオン式電動パワーステアリング装置 | |
| WO2022264376A1 (ja) | 歯車、及びステアリング装置 | |
| JP2017087819A (ja) | ラックバーの製造方法 | |
| JP2017136903A (ja) | ステアリング装置用のラックシャフト及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160517 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170711 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180424 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180521 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6343431 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |