JP2014236033A - 貼付装置 - Google Patents
貼付装置 Download PDFInfo
- Publication number
- JP2014236033A JP2014236033A JP2013114910A JP2013114910A JP2014236033A JP 2014236033 A JP2014236033 A JP 2014236033A JP 2013114910 A JP2013114910 A JP 2013114910A JP 2013114910 A JP2013114910 A JP 2013114910A JP 2014236033 A JP2014236033 A JP 2014236033A
- Authority
- JP
- Japan
- Prior art keywords
- film
- substrate
- unit
- roller
- sticking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000758 substrate Substances 0.000 claims abstract description 293
- 230000032258 transport Effects 0.000 claims abstract description 154
- 239000000463 material Substances 0.000 claims abstract description 127
- 239000000853 adhesive Substances 0.000 claims abstract description 126
- 230000001070 adhesive effect Effects 0.000 claims abstract description 114
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims abstract description 60
- 239000007788 liquid Substances 0.000 claims abstract description 59
- 230000001681 protective effect Effects 0.000 claims abstract description 42
- 238000000576 coating method Methods 0.000 claims abstract description 27
- 239000011248 coating agent Substances 0.000 claims abstract description 24
- 238000004804 winding Methods 0.000 claims description 23
- 238000005520 cutting process Methods 0.000 claims description 16
- 239000010408 film Substances 0.000 description 589
- 238000004140 cleaning Methods 0.000 description 74
- 238000010438 heat treatment Methods 0.000 description 43
- 230000007246 mechanism Effects 0.000 description 34
- 239000003595 mist Substances 0.000 description 32
- 238000000034 method Methods 0.000 description 21
- 230000008569 process Effects 0.000 description 16
- 238000010586 diagram Methods 0.000 description 14
- 239000012790 adhesive layer Substances 0.000 description 11
- 239000002245 particle Substances 0.000 description 10
- 238000001179 sorption measurement Methods 0.000 description 10
- 238000007689 inspection Methods 0.000 description 9
- 238000003384 imaging method Methods 0.000 description 8
- 238000011084 recovery Methods 0.000 description 6
- 238000003825 pressing Methods 0.000 description 5
- 239000007921 spray Substances 0.000 description 5
- 230000002950 deficient Effects 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000005611 electricity Effects 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 230000003068 static effect Effects 0.000 description 3
- 238000001035 drying Methods 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011362 coarse particle Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000009191 jumping Effects 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000005549 size reduction Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images
















Landscapes
- Labeling Devices (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
Description
本発明を採用すれば、当接部が基板上面を下方に変位させた状態に押さえるので、保護材が剥離方向に引っ張られた時に保護材と主フィルム材とを良好に分離させることができる。よって、基板に貼り付けられた主フィルム材が保護材に引っ張られることで基板が跳ねるのを防止できる。よって、基板の跳ねによる破損といった不具合の発生を防止できる。
また、本貼付装置によれば、フィルムに塗布液を塗布する塗布工程、及び主フィルム材を基板に貼り付ける工程を一貫したラインで行うことができるので、効率良く主フィルム材を基板に貼り付けることができる。
この構成によれば、当接部がローラー部材から構成されるので当接時に基板にダメージを与えることが無い。また、ローラー部材が回転することで基板の搬送を妨げるといった不具合の発生が防止される。
この構成によれば、基板と当接部とが接触した際、当接部がバネ部材により上方向に変位して退避することで当接部の下方に基板をスムーズに導くことができる。よって、当接部により基板の搬送が妨げられるといった不具合の発生を防止できる。
この構成によれば、フィルム貼付ローラーが基板の搬送方向先端がフィルム貼り付け位置に到達するタイミングに合わせて下降するので、基板に対してフィルムを良好に位置合わせして貼り付けることができる。
この構成によれば、例えば基板の搬送速度、フィルム貼付ローラーの昇降速度等に応じて適宜設定された非貼付部分を備えることで、フィルムの貼付開始位置と基板の搬送方向先端との位置合わせを容易なものにすることができる。
この構成によれば、基板は、搬送方向前端側がニップ部にニップされた際、搬送方向後端側が当接部に当接することで下方に撓んだ状態となる。よって、当接部が搬送方向後端部を確実に抑えることで基板が跳ねるのをより確実に防止することができる。
この構成によれば、ロール体から巻き出されたフィルムを複数の基板に対して順次貼り付けることができ、貼り付け工程をより効率的に行うことができる。また、巻取部が保護材を巻き取る動作により、フィルムの搬送動作を簡便且つ確実に行うことができる。
この構成によれば、塗布部が接着剤または粘着剤を塗布するので、該接着剤または粘着剤によりフィルムと基板とを簡便に貼り付けることができる。
この構成によれば、水平面と交差する方向、例えば鉛直方向に沿って搬送されるフィルムに対して塗布液を塗布できるので、塗布時に飛散して下方に落下したミストが付着することが防止され、フィルムに安定した膜厚の塗布液を塗布することができる。よって、塗布液の塗布面にムラが発生するのを抑制できる。
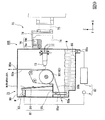
図1は本実施形態に係る貼付装置の概略構成を示す側面図である。
図1に示すように、貼付装置100は、装置筐体101、基板供給部102、基板搬送部103、フィルム搬送部104、フィルム貼付部(貼付部)105、貼付補助部135、塗布部106、加熱部107を備えている。
加熱部107は、塗布部106で接着剤または粘着剤が塗布されたフィルム60を加熱する(ベーク処理)ことで接着剤または粘着剤を硬化させるためのものである。
第2基板搬送ローラー部31は、複数(本実施形態では3つ)のローラー対131を有している。各ローラー対131は、下側ローラー31a及び上側ローラー31bを有している。基板1は、これらローラー31a,31b間に挟持された状態で搬送されるようになっている。
具体的に、上側ローラー33bは、例えば、保持部材134を介して不図示の筐体部に取り付けられている。上側ローラー33bは、回転軸132を介して保持部材134の一端側に回転可能に取り付けられている。上側ローラー33bは、従動ローラー又は主動ローラーのいずれで構成されていてもよい。上側ローラー33bは、例えば、ゴム等の弾性材料から構成されている。これにより、当接時に基板1の表面にダメージを与えることが防止されている。
図2は基板当接部136の周辺における要部構成を示す図である。
図2に示されるように、基板当接部136は、ローラー部材136aと、バネ部材136bと、ローラー部材136aを保持する保持部材136cと、を含む。ローラー部材136aは、回転軸137を介して保持部材136cの一端側に回転可能に取り付けられている。ローラー部材136aは、従動ローラー又は主動ローラーのいずれで構成されていてもよい。ローラー部材136aは、例えば、ゴム等の弾性材料から構成されている。これにより、当接時に基板1の表面にダメージを与えることが防止されている。
図4に示すように、本実施形態に係るカッター部48は、フィルム60を切断(カット)するための回転刃(カッター刃)161と、回転刃161に対向配置されるフィルム支持部162と、回転刃161を洗浄する刃洗浄部(カッター刃洗浄部)163と、を有する。
図6(a)に示されるように塗布機構70は、接着剤または粘着剤を噴射するノズル73と、本体部74と、本体部74をX軸回りで回動させる回動部75とを含む。ノズル73としては、接着剤または粘着剤をスプレー噴射するスプレーノズルが用いられる。本体部74は、ノズル73をフィルム60の幅方向に沿って移動可能とする移動機構79を有している。移動機構79は、ノズル73の移動をガイドするガイド部79aと、該ガイド部79aに対してノズル73を移動させる駆動力を伝達する駆動部79bとを含む。ノズル73は、取付アーム78を介してガイド部79aに接続されている。
これに対し、本実施形態においては、鉛直方向(Z方向)に沿って搬送されるフィルム60に対してノズル73から接着剤または粘着剤を塗布する構成を採用している。
初めに貼付装置100ではフィルム繰出部41にロール体Rが取り付けられる(ステップS1)。
ロール体Rが取り付けられた後、貼付装置100はフィルム搬送部104が駆動し、フィルム60の巻出しを行う(ステップS2)。具体的にフィルム搬送部104は、フィルム繰出部41及びフィルム巻取部51を回転駆動させ、フィルム60を所定方向に沿って搬送する。
また、本実施形態に係るカッター部48は、スポンジ部材163aに接触した状態で回転刃161を回転駆動させるので、前記回転刃161の先端に付着した粘着層63を確実に洗浄して除去することができる。
次に、第二実施形態について説明する。以下の説明において、上述の実施形態と同一又は同等の構成部分については同一の符号を付し、その説明を簡略若しくは省略する。
図13は第二実施形態に係る貼付装置の構成を示す図である。貼付装置100Aにおいては、図13に示すように装置筐体101内に複数のイオナイザー110を配置するようにしてもよい。これによれば、フィルム60の搬送によって生じる静電気を除電することで静電気によるフィルム60の貼り付き等といった不具合の発生が防止され、フィルム60が良好に搬送されて基板1への貼付を行うことができる。
次に、第三実施形態について説明する。以下の説明において、上述の実施形態と同一又は同等の構成部分については同一の符号を付し、その説明を簡略若しくは省略する。
次に、第四実施形態について説明する。以下の説明において、上述の実施形態と同一又は同等の構成部分については同一の符号を付し、その説明を簡略若しくは省略する。
図15に示すように、本実施形態に係る貼付装置100Bは、搬送経路調整部42と同様の構成を採用したタイミング調整部247を備えている。
よって、フィルム搬送部104はフィルム60の搬送不良を生じさせることなく、搬送状態のままでフィルム60をカッター部48によって良好に切断することができる。また、フィルム搬送部104は、カッター部48による切断作業ごとにフィルム60の搬送を一時停止する必要が無くなるので、フィルム60の貼付に要する作業時間を短縮できる。
次に、第五実施形態について説明する。以下の説明において、上述の実施形態と同一又は同等の構成部分については同一の符号を付し、その説明を簡略若しくは省略する。
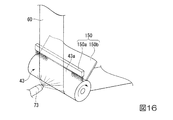
図16に示すように、本実施形態においては、フィルム保持ローラー43に付着した接着剤または粘着剤を洗浄するローラー洗浄部150を備えている。
次に、第六実施形態について説明する。以下の説明において、上述の実施形態と同一又は同等の構成部分については同一の符号を付し、その説明を簡略若しくは省略する。
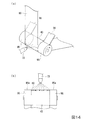
カッター部160は、図17に示すようにフィルム60を切断(カット)するための刃48aと、刃48aに対向配置される台座部48bとを有する。カッター部160は、台座部48b上のフィルム60に対して刃48aを押し付けることでフィルム60を切断可能となっている。具体的にカッター部48は、図17に示すようにフィルム60のうち、主フィルム材61のみを切断可能な位置まで刃48aを押し付ける。これにより、フィルム60は主フィルム材61が所定の長さにカットした状態で粘着層63により保護材62に貼り付けられた状態とすることができる。
次に、第七実施形態について説明する。以下の説明において、上述の実施形態と同一又は同等の構成部分については同一の符号を付し、その説明を簡略若しくは省略する。
図18に示すように、本実施形態に係る貼付装置100Cは、基板1に貼り付けられたフィルムを検査する検査部170を備えている。検査部170は、第4基板搬送ローラー部33と、第5基板搬送ローラー部34との間に配置される。
図19に示すように、検査部170は、主フィルム材61が貼り付けられた基板1の四隅を撮像部172により撮像し、撮像した画像Gを判定部173に送信する。判定部173は、撮像部172から送信された画像Gについて、基板1および主フィルム材61の角部を構成するそれぞれの縁辺部間の距離D1、D2を算出する。
Claims (9)
- 主フィルム材と保護材とを含むフィルムを搬送する搬送部と、
前記フィルムの前記主フィルム材に塗布液を塗布する塗布部と、
前記塗布液が塗布された前記主フィルム材を所定の長さに切断するカッター部と、
フィルム貼付位置において前記フィルムから前記保護材を剥離するとともに前記主フィルム材のみを前記塗布液を介して基板の上面に貼り付ける貼付部と、
前記貼付部によるフィルム貼付位置の近傍、且つ前記フィルム貼付位置における前記基板の上面よりも低い位置に設けられ、前記主フィルム材が貼り付けられた前記基板上面に当接する当接部と、を備えることを特徴とする貼付装置。 - 前記当接部はローラー部材から構成されることを特徴とする請求項1に記載の貼付装置。
- 前記当接部は、バネ部材により少なくとも上下方向に変位可能とされていることを特徴とする請求項1又は2に記載の貼付装置。
- 前記貼付部は、前記搬送部の一部を構成する前記基板を搬送する第1搬送ローラーと、該第1搬送ローラーに対して昇降可能とされ、当該第1搬送ローラーとの間で前記基板及び前記フィルムを挟むことで該フィルムを該基板に貼り付けるフィルム貼付ローラーとを含み、
前記フィルム貼付ローラーは、前記搬送部に搬送される前記基板の搬送方向先端が前記フィルム貼付位置に到達するタイミングに合わせて下降することを特徴とする請求項1〜3のいずれか一項に記載の貼付装置。 - 前記カッター部は、前記基板に貼り付けられる貼付部分と前記基板に貼り付けられない非貼付部分とを含むように前記フィルムを切断することを特徴とする請求項1〜4のいずれか一項に記載の貼付装置。
- 前記当接部に対して前記基板の搬送方向の下流側に設けられ、前記当接部を経由した前記基板をニップするニップ部をさらに備え、
前記ニップ部は、前記基板を搬送する搬送ローラーと、前記搬送ローラーに対して上側に配置され、該搬送ローラーとの間で前記基板をニップするニップローラーとを含み、
前記当接部は、前記ニップローラーよりも鉛直方向下側に配置されることを特徴とする請求項1〜5のいずれか一項に記載の貼付装置。 - 前記フィルムは長尺状のシート部材を巻回したロール体から構成され、
前記搬送部は、前記フィルム貼付位置において前記主フィルム材から剥離された前記保護材を巻き取る巻取部を有し、前記巻取部による前記保護材の巻取動作に基づいて前記ロール体から巻き出した前記シート部材を前記基板に搬送することを特徴とする請求項1〜6のいずれか一項に記載の貼付装置。 - 前記塗布部が前記塗布液として接着剤または粘着剤を塗布することを特徴とする請求項1〜7のいずれか一項に記載の貼付装置。
- 前記搬送部は、前記塗布部に対して前記フィルムを水平面と交差する方向に沿って搬送することを特徴とする請求項1〜8のいずれか一項に記載の貼付装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013114910A JP6155098B2 (ja) | 2013-05-31 | 2013-05-31 | 貼付装置 |
| TW103119060A TWI628080B (zh) | 2013-05-31 | 2014-05-30 | 貼合裝置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013114910A JP6155098B2 (ja) | 2013-05-31 | 2013-05-31 | 貼付装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014236033A true JP2014236033A (ja) | 2014-12-15 |
| JP6155098B2 JP6155098B2 (ja) | 2017-06-28 |
Family
ID=52138548
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013114910A Expired - Fee Related JP6155098B2 (ja) | 2013-05-31 | 2013-05-31 | 貼付装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6155098B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115043014A (zh) * | 2022-06-10 | 2022-09-13 | 南昌龙旗信息技术有限公司 | 贴膜设备 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5718387A (en) * | 1980-07-09 | 1982-01-30 | Hitachi Chemical Co Ltd | Method of cutting photosensitive resin film photosensitive resin film bonding device to substrate for circuit board |
| JPS6439712A (en) * | 1987-08-06 | 1989-02-10 | Nitto Denko Corp | Device for sticking of semiconductor wafer |
| JPH01233789A (ja) * | 1988-03-14 | 1989-09-19 | Nitto Denko Corp | フイルム貼着方法および装置 |
| US20030178148A1 (en) * | 2002-03-19 | 2003-09-25 | Mccardell Edward | Spot laminator with charging bar |
| JP2004249510A (ja) * | 2003-02-19 | 2004-09-09 | Hitachi Industries Co Ltd | フィルム貼付方法及びその装置 |
| JP2006137488A (ja) * | 2004-11-12 | 2006-06-01 | Michiharu Todo | ラベル自動貼付機 |
| JP2006352054A (ja) * | 2005-05-19 | 2006-12-28 | Lintec Corp | 貼付装置 |
| JP2007000815A (ja) * | 2005-06-24 | 2007-01-11 | Miyako Roller Industry Co | 基板への塗膜形成方法及び基板への塗膜形成装置 |
| JP2008238763A (ja) * | 2007-03-29 | 2008-10-09 | Fujifilm Corp | 長尺状ウエブの貼り付け方法 |
| JP2011124475A (ja) * | 2009-12-14 | 2011-06-23 | Lintec Corp | シート貼付装置および貼付方法 |
-
2013
- 2013-05-31 JP JP2013114910A patent/JP6155098B2/ja not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5718387A (en) * | 1980-07-09 | 1982-01-30 | Hitachi Chemical Co Ltd | Method of cutting photosensitive resin film photosensitive resin film bonding device to substrate for circuit board |
| JPS6439712A (en) * | 1987-08-06 | 1989-02-10 | Nitto Denko Corp | Device for sticking of semiconductor wafer |
| JPH01233789A (ja) * | 1988-03-14 | 1989-09-19 | Nitto Denko Corp | フイルム貼着方法および装置 |
| US20030178148A1 (en) * | 2002-03-19 | 2003-09-25 | Mccardell Edward | Spot laminator with charging bar |
| JP2004249510A (ja) * | 2003-02-19 | 2004-09-09 | Hitachi Industries Co Ltd | フィルム貼付方法及びその装置 |
| JP2006137488A (ja) * | 2004-11-12 | 2006-06-01 | Michiharu Todo | ラベル自動貼付機 |
| JP2006352054A (ja) * | 2005-05-19 | 2006-12-28 | Lintec Corp | 貼付装置 |
| JP2007000815A (ja) * | 2005-06-24 | 2007-01-11 | Miyako Roller Industry Co | 基板への塗膜形成方法及び基板への塗膜形成装置 |
| JP2008238763A (ja) * | 2007-03-29 | 2008-10-09 | Fujifilm Corp | 長尺状ウエブの貼り付け方法 |
| JP2011124475A (ja) * | 2009-12-14 | 2011-06-23 | Lintec Corp | シート貼付装置および貼付方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115043014A (zh) * | 2022-06-10 | 2022-09-13 | 南昌龙旗信息技术有限公司 | 贴膜设备 |
| CN115043014B (zh) * | 2022-06-10 | 2023-05-26 | 南昌龙旗信息技术有限公司 | 贴膜设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6155098B2 (ja) | 2017-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6006779B2 (ja) | 貼付装置 | |
| KR100782445B1 (ko) | 필름 접착방법 및 그 장치 | |
| JP6373076B2 (ja) | 貼付装置および貼付方法 | |
| JP4371709B2 (ja) | 光学フィルム貼付装置及び方法 | |
| CN102473654A (zh) | 胶带粘贴装置 | |
| JP6215576B2 (ja) | 貼付装置 | |
| CN109103126B (zh) | 贴片装置及粘贴方法 | |
| KR20090066184A (ko) | 필름 첩부 장치 | |
| US20090065029A1 (en) | Apparatus and Method for Cleaning a Board Terminal | |
| CN106965524A (zh) | 粘接片粘贴装置以及粘贴方法 | |
| CN109311616B (zh) | 薄膜构件粘贴装置、薄膜构件粘贴方法以及引导构件 | |
| KR100879806B1 (ko) | 폴부착 장치 | |
| KR20170028321A (ko) | 접합 장치, 접합 방법, 광학 표시 디바이스의 생산 시스템 및 광학 표시 디바이스의 생산 방법 | |
| JP2014097469A (ja) | 塗布装置及び貼付装置 | |
| CN110844229A (zh) | 一种撕膜导光体压合设备及方法 | |
| KR20170029492A (ko) | 접합 장치, 접합 방법, 광학 표시 장치의 생산 시스템 및 광학 표시 장치의 생산 방법 | |
| CN110621600B (zh) | 薄膜构件粘贴装置、薄膜构件粘贴方法以及静电去除构件 | |
| JP6155098B2 (ja) | 貼付装置 | |
| CN111433145B (zh) | 薄膜构件粘贴装置以及薄膜构件粘贴方法 | |
| JP2016140850A (ja) | 異物除去装置及び清掃システム | |
| JP6155097B2 (ja) | 貼付装置 | |
| JP7197525B2 (ja) | ノズル清掃装置、塗布装置、ノズル清掃方法、および、スクレーパー | |
| JP2018149632A (ja) | 吸着テープ自動貼着装置および吸着テープ自動貼着方法 | |
| JP2005321582A (ja) | フィルム貼付方法及びフィルム貼付装置 | |
| TWI628080B (zh) | 貼合裝置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20170208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170509 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170605 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6155098 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |