JP2014238429A - 光拡散体 - Google Patents
光拡散体 Download PDFInfo
- Publication number
- JP2014238429A JP2014238429A JP2013119337A JP2013119337A JP2014238429A JP 2014238429 A JP2014238429 A JP 2014238429A JP 2013119337 A JP2013119337 A JP 2013119337A JP 2013119337 A JP2013119337 A JP 2013119337A JP 2014238429 A JP2014238429 A JP 2014238429A
- Authority
- JP
- Japan
- Prior art keywords
- light
- concavo
- sheet
- diffuser
- diffusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Optical Elements Other Than Lenses (AREA)
Abstract
Description
しかし、4隅で十分な照度が得られるように拡散性を大きくしたり、光束の強度を増加することは、効率低下につながり望ましくない。
以上のような状況から、光の利用効率を低下させずに矩形状の表示エリア全体の照度を維持するように出射光の配光を調整可能な矩形拡散体が求められている。
[1]少なくとも1枚の光拡散シートを含んで構成され、光源から出射された光を矩形状に拡散する光拡散体であって、単一の点光源の光出射側に前記光拡散体を配置したときに、前記点光源から前記光拡散シートへ下ろした法線を含み、かつ前記光拡散シートと直交する任意の平面において、前記光拡散体から出射される光の前記法線を光拡散角度の基準軸とする配光分布曲線において、相対照度の最大値が120以下であり、且つ、下記数式(1)を満たすことを特徴とする光拡散体。
角度範囲A >(角度範囲B1+角度範囲B2)・・・式(1)
A:光拡散角度0°を含み、相対照度が85以上である連続した角度範囲。
B1:相対照度が20°以上85°未満であり、角度範囲Aのマイナス側に隣接する角度範囲。
B2:相対照度が20°以上85°未満であり、角度範囲Aのプラス側に隣接する角度範囲。
[2]単一の点光源の光出射側に前記光拡散体を配置し前記光拡散体から光を出射したとき、
前記光拡散体から出射される光の拡散角度が最大となる、前記光拡散シート面と平行な方向Xと、前記光拡散体から出射される光の拡散角度が最大となる、前記光拡散シート面と平行な方向Yとが直交し、かつ、方向Xにおける拡散角度と方向Yにおける拡散角度との差が5°以上である[1]に記載の光拡散体。
[3]前記光拡散シートは、断面が波状で、略一方向に蛇行して延在する凹凸形状が、前記延在方向と直交する方向に不規則な間隔で配列された凹凸パターンを少なくとも片面に有する光拡散シートである[1]または[2]に記載の光拡散体。
[4]凹凸パターンを少なくとも片面に有する2枚の光拡散シートを含んで構成され、前記凹凸形状が蛇行して延在する方向が互いに略直交するように2枚の光拡散シートが積層された[3]に記載の光拡散体。
[5]前記凹凸パターンの最頻ピッチが1μmを超え30μm以下である[3]または[4]に記載の光拡散体。
本発明の光拡散体は、LEDのような点光源から出射された光を矩形状のエリアに略均一に拡散することができる光拡散体である。より具体的には以下のような配光分布曲線を有する。
単一の点光源の光出射側に本発明の光拡散体を配置したとき、前記点光源から前記光拡散シート面へ下ろした法線を配光分布曲線測定の基準軸とする。
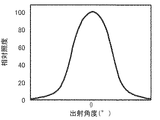
次に前記基準軸を含み、且つ、前記光拡散シート面と直交する任意の平面を選び、その平面上における前記光拡散体からの出射光の出射角度−90°〜+90°までの相対照度を一定角度間隔で測定し、配光分布曲線を得る。
角度範囲A >(角度範囲B1+角度範囲B2)・・・式(1)
式(1)においてAは、図4(本発明配光分布曲線の例)に図示したように、光拡散角度0°を含み、相対照度が85以上である連続した角度範囲である。
式(1)においてB1は、図4(本発明配光分布曲線の例)に図示したように、角度範囲Aのマイナス側に隣接した角度範囲であり、相対照度が20°以上85°未満の角度範囲である。
式(1)においてB2は、図4(本発明配光分布曲線の例)に図示したように、角度範囲Aのプラス側に隣接した角度範囲であり、相対照度が20°以上85°未満の角度範囲である。
(角度範囲B1+角度範囲B2)は、角度範囲Aの80%以下であることが好ましく、60%以下であることがより好ましい。(角度範囲B1+角度範囲B2)を角度範囲Aの80%以下とすることにより、本発明の光拡散体を表示装置に用いたとき、よりエネルギー効率の良い表示装置を得ることができる。
ここで拡散角度とは、配光分布曲線における半値幅(相対照度が0.5以上の角度範囲)のことである。
(矩形状拡散)
(1)単一の点光源の光出射側に本発明の光拡散体を配置したとき、前記点光源から前記光拡散シート面へ下ろした法線を配光分布曲線測定の基準軸とし、基準軸と原点で直交する2次元座標平面を照度測定面とする。
(2)前記2次元座標平面上に、任意の楕円、X2/a2+Y2/b2=1を仮定し、相対照度が20以上の範囲が最も小さい2次元座標平面上の軸を前記2次元座標Y軸に一致するように基準軸を中心に回転調整する。
(3)相対照度が20以上の範囲が最も小さい軸における相対照度が20以上の範囲の境界が、(x,y)=(0,b)と一致し、かつ、相対照度が20以上の範囲が最も小さい2次元座標平面上の軸と直交する2次元座標平面上の軸における相対照度が20以上の範囲の境界が、座標(x,y)=(a,0)と一致するように、a、bの値を決定し、楕円X2/a2+Y2/b2=1と、前記楕円に外接する長方形を描く。
(4)前記長方形の対角線上において測定した照度が、座標(x,y)=(a,0)または座標(x,y)=(0,b)のうち、いずれか1つの測定点で測定した照度よりも低くなる前記長方形の対角線上の点Cを特定する。
特定された点Cが前記楕円の外側にあれば矩形状拡散とみなす。
(第1の実施形態)
本発明の光拡散体に好ましく使用できる凹凸パターン形成シートの一実施形態について説明する。
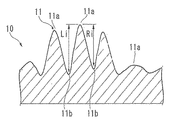
図1に、本実施形態の凹凸パターン形成シートの斜視図を、また、図2に前記凹凸パターン形成シートの表面の光学顕微鏡像を示す。本実施形態の凹凸パターン形成シート10は、一方の面に凹凸パターン11を有する。ここで、凹凸パターン11は、一方向Yに沿って凸部11aが繰り返し形成された波形状のパターンである。本明細書において、凸部11aとは、凹凸のうち、凹部11bの底から、その隣の凹部11bの底までの間に存在する凸状の部分のことである(図3参照)。
また、本実施形態における凹凸パターン11は凸部11aの先端が丸みを帯びており、さらに、凹凸パターン11の稜線は蛇行している。
具体的に、最頻ピッチPは以下の方法により求められる。
まず、凹凸パターン11の上面の光学顕微鏡による観察を行う(図2参照)。
次いで、顕微鏡観察により得られた凹凸構造の画像をグレースケール画像に変換した後、2次元フーリエ変換を行う。このフーリエ変換像の頻度(ZF)をスムージング処理し、得られたグラフから、フーリエ変換像の中心部以外で最大頻度を示す位置(XFmax,YFmax)を求める。そして、最頻ピッチP=1/{√(XFmax 2+YFmax 2)}の式から最頻ピッチPを求める。
最頻ピッチPは1μmを超え30μm以下であることが好ましい。最頻ピッチPが1μmを超え30μm以下であれば、凹凸パターン形成シート10またはその凹凸パターン11を転写させて得た複製シートを光拡散体として好適に用いることができる。
最頻ピッチPを上記所定の範囲にするためには、凹凸パターン形成シート10を製造する際に後述の硬質層の厚みを適宜選択すればよい。
また、平均収高さBは、凹凸パターン11を容易に形成できる点から、最頻ピッチPの500%以下であることが好ましく、100%以下であることがより好ましい。
凹凸パターン形成シート10は、後述する凹凸パターン形成シートの製造方法により得られたシートそのものであってもよいし、凹凸パターン形成シートの製造方法により得られたシートを原版として複製した複製シートであってもよい。
本発明の凹凸パターン形成シートの第2の実施形態について説明する。
本実施形態の凹凸パターン形成シート20は一方の面に凹凸パターン21を有する。ここで、凹凸パターン21は、一方向Yに沿って断面が波形状で表面から見ると蛇行している第1の凹凸パターン22が繰り返し形成されるとともに、前記第1の凹凸パターン22上に前記Y方向と直交するX方向に沿って断面が波形状で表面から見ると蛇行している第2の凹凸パターン23が繰り返し形成されている。
第1の凹凸パターン22と第2の凹凸パターン23をそれぞれ波形分離した場合、第1および第2の凹凸パターン22、23は第1の実施形態の凹凸パターン11と相似形のパターンである。波形分離後の凹凸パターン22の最頻ピッチP1および平均高さB1ならびに凹凸パターン23の最頻ピッチP2および平均高さB2は、凹凸パターン11の最頻ピッチPおよび平均高さBを求めた方法と同様の方法で求められる。
第1、第2の凹凸パターン22および23の最頻ピッチおよび平均高さが前記の範囲にあれば拡散性が好適となる。
凹凸パターン形成シート20は、後述する凹凸パターン形成シートの製造方法により得られたシートそのものであってもよいし、凹凸パターン形成シートの製造方法により得られたシートを原版として複製した複製シートであってもよい。
(第1の実施形態)
上記凹凸パターン形成シート10の製造方法について説明する。
本実施形態の凹凸パターン形成シートの製造方法は、積層フィルム作製工程と加熱収縮工程と延伸工程とを有する。
本実施形態における積層フィルム形成工程は、加熱収縮性樹脂フィルムの片面に、表面が平滑な硬質層(以下、「表面平滑硬質層」という。)を少なくとも1層設けて、積層フィルムを得る工程である。ここで、表面平滑硬質層とは、JIS B0601に記載の中心線平均粗さ0.1μm以下の層であって、加熱収縮性樹脂フィルムを収縮させる条件下で収縮しない層である。
加熱収縮性樹脂フィルムとしては、例えば、ポリエチレンテレフタレート系シュリンクフィルム、ポリスチレン系シュリンクフィルム、ポリオレフィン系シュリンクフィルム、ポリ塩化ビニル系シュリンクフィルム、ポリ塩化ビニリデン系シュリンクフィルムなどを用いることができる。
本実施形態では、加熱収縮性樹脂フィルムとして、1軸延伸フィルムを用いる。1軸延伸は、縦延伸、横延伸のいずれであってもよい。
加熱収縮性樹脂フィルムは、表面平滑硬質層を容易に形成できることから、表面が平坦であることが好ましい。ここで、平坦とは、JIS B0601による中心線平均粗さが0.1μm以下のことである。
表面平滑硬質層を構成する樹脂としては、加熱収縮性樹脂フィルムを構成する樹脂の種類によって適宜選択されるが、例えば、ポリビニルアルコール、ポリスチレン、アクリル樹脂、スチレン−アクリル共重合体、スチレン−アクリロニトリル共重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリカーボネート、ポリエーテルスルホン、フッ素樹脂などを使用することができる。
樹脂で構成された表面平滑硬質層を設ける方法としては、第2の樹脂を含む塗工液を加熱収縮性樹脂フィルムに連続的に塗工し、乾燥する方法が挙げられる。
塗工液の塗工方法としては、例えば、エアナイフコーティング、ロールコーティング、ブレードコーティング、メイヤーバーコーティング、グラビアコーティング、スプレーコーティング、キャストコーティング、カーテンコーティング、ダイスロットコーティング、ゲートロールコーティング、サイズプレスコーティング、スピンコーティング、ディップコーティング等が挙げられる。
加熱収縮性樹脂フィルムへの樹脂溶液の乾燥塗工量は、1〜100g/m2にすることが好ましい。樹脂溶液の乾燥塗工量を1g/m2以上にすれば、凹凸パターンを充分に形成でき、100g/m2以下にすれば、表面平滑硬質層を容易に薄くできる。
加熱収縮工程は、上記積層フィルムを加熱して加熱収縮性樹脂フィルムを収縮させることにより、前記表面平滑硬質層を折り畳むように変形させて、凹凸パターンを形成する工程である。
加熱収縮工程では、40%以上の収縮率で収縮させることが好ましい。このように収縮率を40%以上とすることによって、未収縮領域が少ない凹凸パターン11を形成できる。収縮率が大きくなりすぎると、得られる凹凸パターン形成シート10の面積が小さくなるため、歩留まり上好ましくない。このような観点からは、収縮率の上限は80%が好ましい。
加熱収縮性樹脂フィルムの熱収縮させる際の加熱温度は、使用する加熱収縮性樹脂フィルムの種類および目的とする凹凸パターン11の最頻ピッチPならびに凸部11aの平均高さBに応じて適宜選択することが好ましい。
また、加熱収縮温度は、(第2の樹脂のガラス転移温度Tg2+15℃)未満であることが好ましい。
加熱収縮工程後、収縮させた積層フィルムを一旦巻き取ってロール状にし、延伸工程にて、収縮させた積層フィルムをロールから繰り出してもよいし、収縮させた積層フィルムを巻き取らずにそのまま延伸工程に供給してもよい。収縮させた積層フィルムを一旦巻き取る場合には、凹凸パターン形成シートの生産に柔軟性を持たせることができる。収縮させた積層フィルムを巻き取らずにそのまま延伸工程に供給する場合には、温度を下げずに加熱収縮工程から延伸工程に積層フィルムを供給することができるため、エネルギーロスが少ない。
主収縮方向と直交する方向に沿って、積層フィルムを延伸する延伸工程を行う。このような延伸工程を行うことにより、後述するような出射光の配光分布がトップハット型となるような凹凸パターンを形成することができる。
延伸温度は、硬質層に亀裂が生じないようにするために、硬質層を構成する第2の樹脂のガラス転移温度Tg2を超える温度とすることが好ましい。延伸の具体的方法としては、主収縮方向と直交する方向の両端部などを互いに反対方向に引っ張って、積層フィルムに張力を作用させるなど、公知の方法を採用できる。
延伸倍率は、1〜5倍の範囲であることが好ましい。5倍を超えると、硬質層に亀裂が生じる可能性がある。
このような場合には、拡散性を適度に抑制するために、まず収縮工程において、積層フィルムの基材をその最大収縮率よりも小さな収縮率で収縮させる。これにより、拡散性(拡散角度)が適度に制御され、かつ、配向度が小さく、ばらつきのない凹部および凸部が形成される。
ここで、最大収縮率よりも小さな収縮率で収縮させる方法としては、積層フィルムの主収縮方向における両端部などをクリップで把持して、互いに反対方向に引っ張るなどして、積層フィルムが最大収縮率まで収縮しないように、収縮とは反対の方向の張力を作用させながら、収縮工程を行う方法が挙げられる。
このように最大収縮率よりも小さな収縮率で収縮し、収縮力が残存した状態の積層フィルムに対して、そのまま延伸工程を行うと、延伸工程での加熱および残存した収縮力により、積層フィルムはさらに収縮してしまう。
また、基材に使用する加熱収縮性フィルムとして、一軸方向に主に加熱収縮する加熱収縮性フィルムを用いたが、二軸方向に加熱収縮する加熱収縮性フィルムであってもよい。その場合には、収縮する2方向のうち、より収縮率の大きな方向を主収縮方向とし、収縮工程後の延伸工程では、この主方向に直交する方向に沿って延伸すればよい。
延伸工程2は、延伸工程1を経た積層フィルムを、加熱収縮工程での収縮方向と反対方向に延伸する工程である。
延伸方法としては、テンター法、ロール法が挙げられる。ここで、テンター法は、互いに離間する一対のクリップを有する延伸装置を用いる方法であり、フィルムに前記一対のクリップを取り付け、互いに離間させて、フィルムを延伸する方法である。ロール法は、一対のロールを有する挟持手段を複数備え、下流になるにつれて挟持手段のロールの回転速度が速い延伸装置を用いる方法であり、複数の挟持手段にフィルムを順次通して延伸する方法である。
延伸の際には、延伸させやすくするために、適度に加熱することが好ましい。延伸時の加熱温度は、容易に延伸できるようになるため、加熱収縮性樹脂フィルムのガラス転移温度Tg1以上であることが好ましい。
本延伸工程2は、延伸工程1で収縮工程において加熱収縮性フィルムからなる基材11をその最大収縮率よりも小さな収縮率で主収縮方向に収縮させ、収縮工程後の積層フィルムに対して熱セット工程を行ってから、延伸工程を行った場合と同様に拡散性(拡散角度)を適度に抑制することができる。
そのため、延伸工程1で最大収縮率に近い収縮率で収縮を行った場合で、拡散角度を抑制(低下)させることが必要な場合は本延伸工程2を行い、延伸工程1で熱セット工程から延伸工程を行い拡散性を抑制し所望の拡散角度がすでに得られているような場合は、本延伸工程2を行わなくてもよい。
上記凹凸パターン形成シート20の製造方法について説明する。
本実施形態の凹凸パターン形成シートの製造方法は、積層フィルム作製工程と加熱収縮工程と延伸工程とを有する。
本実施形態における積層フィルム作製工程は、加熱収縮性樹脂フィルムの片面に、未硬化の紫外線硬化樹脂を塗布し、第1の実施形態の製造方法により得られた凹凸パターン形成シート、電鋳等の凹凸パターン複製工程により、前記凹凸パターン形成シートの凹凸パターンが表面に転写されたスタンパ等の転写用型または前記凹凸パターン形成シートの凹凸パターンが表面に転写された凹凸パターン転写シートの凹凸パターンが形成された面と未硬化の紫外線硬化樹脂表面に押し当て、紫外線を照射させることにより未硬化の紫外線硬化樹脂を硬化させ、前記凹凸パターン形成シート、転写用型あるいは凹凸パターン転写シートを引き剥がすことで、加熱収縮性フィルムの片面に凹凸パターンが転写された積層フィルムを形成する。
本工程において、紫外線硬化樹脂表面に形成される凹凸パターンの配列方向は加熱収縮性フィルムの主収縮方向に対して直交している。
加熱収縮工程は、上記積層フィルムを加熱して加熱収縮性樹脂フィルムを収縮させることにより、前記
表面に凹凸パターンを有する紫外線硬化樹脂層を折り畳むように変形させて、凹凸パターンを形成する工程である。
本工程により得られた凹凸パターンと前記積層フィルム作製工程で得られた凹凸パターンとは、配列方向が体外に直交している。
本工程における収縮率、加熱方法等は第1の実施形態の製造方法の場合と同様である。
主収縮方向と直交する方向に沿って、前記加熱収縮工程で得られた積層フィルムを延伸する延伸工程を行う。このような延伸工程を行うことにより、後述するような出射光の配光分布がトップハット型となるような凹凸パターンを形成することができる。
延伸温度、延伸倍率、収縮率、熱セット工程等は前記第1の実施形態の延伸工程1と同様に行うことができる。
延伸工程2は、延伸工程1を経た積層フィルムを、加熱収縮工程での収縮方向と反対方向に延伸する工程である。
本工程は前記第1の実施形態の延伸工程2を同様に行うことができる。
このとき、第1の凹凸パターン22は前記加熱収縮工程で形成された凹凸パターンが延伸工程1および2を経て変形した凹凸パターンであり、第2の凹凸パターン23は前記積層フィルムの作製工程で紫外線硬化樹脂層表面に形成された凹凸パターンが延伸工程1および2を経て変形した凹凸パターンである。
上記凹凸パターン形成シートの製造方法の第1の実施形態により製造した凹凸パターン形成シート10自体を光拡散シートとして使用することができる。この場合は、2種の適当な拡散角度を有する凹凸パターン形成シート10を互いの凹凸パターンの配列方向が直交するように配置し、本発明の光拡散体として使用することができる。
凹凸パターンの転写方法については、例えば特開2012−022292に記載される方法を使用することができる。
上記に示す方法で製造した2種の適当な拡散角度を有する凹凸パターン転写シートを互いの凹凸パターンの配列方向が直交するように配置し、本発明の光拡散体として使用することができる。
前記凹凸パターン形成シート20の凹凸パターンを1回以上転写することにより前記凹凸パターンと同等の凹凸パターンを有する凹凸パターン転写シートを製造することができる。
前記凹凸パターン転写シート1枚で本発明の光拡散体として使用することができる。
凹凸パターンの転写方法については、例えば特開2012−022292に記載される方法を使用することができる。
上記光拡散シートの製造方法にて製造された光拡散シートは、2枚の光拡散シートを互いの凹凸パターンの配列方向が直交するように配置して使用するタイプ、光拡散シート1枚のみで使用するタイプいずれの場合においても、前記光拡散シートが凹凸パターンを片面のみに有し、照明装置や表示装置においては、凹凸パターンを有する面を光源からの光が入射する側に配置することが好ましい。凹凸パターンを光源からの光が入射する側に配置することにより、矩形状の拡散特性が得られやすくなる。
11、21 凹凸パターン
11a 凸部
11b 凹部
22 第1の凹凸パターン
23 第2の凹凸パターン
Claims (5)
- 少なくとも1枚の光拡散シートを含んで構成され、光源から出射された光を矩形状に拡散する光拡散体であって、単一の点光源の光出射側に前記光拡散体を配置したときに、前記点光源から前記光拡散シートへ下ろした法線を含み、かつ前記光拡散シートと直交する任意の平面において、前記光拡散体から出射される光の前記法線を光拡散角度の基準軸とする配光分布曲線において、相対照度の最大値が120以下であり、且つ、下記数式(1)を満たすことを特徴とする光拡散体。
角度範囲A >(角度範囲B1+角度範囲B2)・・・式(1)
A:光拡散角度0°を含み、相対照度が85以上である連続した角度範囲。
B1:相対照度が20°以上85°未満であり、角度範囲Aのマイナス側に隣接する角度範囲。
B2:相対照度が20°以上85°未満であり、角度範囲Aのプラス側に隣接する角度範囲。 - 単一の点光源の光出射側に前記光拡散体を配置し前記光拡散体から光を出射したとき、
前記光拡散体から出射される光の拡散角度が最大となる、前記光拡散シート面と平行な方向Xと、前記光拡散体から出射される光の拡散角度が最大となる、前記光拡散シート面と平行な方向Yとが直交し、かつ、方向Xにおける拡散角度と方向Yにおける拡散角度との差が5°以上である請求項1に記載の光拡散体。 - 前記光拡散シートは、断面が波状で、略一方向に蛇行して延在する凹凸形状が、前記延在方向と直交する方向に不規則な間隔で配列された凹凸パターンを少なくとも片面に有する光拡散シートである請求項1または2に記載の光拡散体。
- 凹凸パターンを少なくとも片面に有する2枚の光拡散シートを含んで構成され、前記凹凸形状が蛇行して延在する方向が互いに略直交するように2枚の光拡散シートが積層された請求項3に記載の光拡散体。
- 前記凹凸パターンの最頻ピッチが1μmを超え30μm以下である請求項3または4に記載の光拡散体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013119337A JP2014238429A (ja) | 2013-06-05 | 2013-06-05 | 光拡散体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013119337A JP2014238429A (ja) | 2013-06-05 | 2013-06-05 | 光拡散体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014238429A true JP2014238429A (ja) | 2014-12-18 |
| JP2014238429A5 JP2014238429A5 (ja) | 2016-02-18 |
Family
ID=52135640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013119337A Pending JP2014238429A (ja) | 2013-06-05 | 2013-06-05 | 光拡散体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014238429A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016136254A (ja) * | 2015-01-20 | 2016-07-28 | 王子ホールディングス株式会社 | 表面微細凹凸体 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002218509A (ja) * | 2001-01-24 | 2002-08-02 | Nippon Hoso Kyokai <Nhk> | 連続ホログラム作成装置 |
| JP2006500621A (ja) * | 2002-09-20 | 2006-01-05 | コーニング・インコーポレーテッド | 光線成形及び均一化のためのランダムマイクロレンズアレイ |
| JP2009075366A (ja) * | 2007-09-20 | 2009-04-09 | Toppan Printing Co Ltd | 光学シート、バックライトユニット及び表示装置 |
| JP2013008520A (ja) * | 2011-06-23 | 2013-01-10 | Oji Holdings Corp | 照明装置、及びそれを用いた検出器 |
-
2013
- 2013-06-05 JP JP2013119337A patent/JP2014238429A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002218509A (ja) * | 2001-01-24 | 2002-08-02 | Nippon Hoso Kyokai <Nhk> | 連続ホログラム作成装置 |
| JP2006500621A (ja) * | 2002-09-20 | 2006-01-05 | コーニング・インコーポレーテッド | 光線成形及び均一化のためのランダムマイクロレンズアレイ |
| JP2009075366A (ja) * | 2007-09-20 | 2009-04-09 | Toppan Printing Co Ltd | 光学シート、バックライトユニット及び表示装置 |
| JP2013008520A (ja) * | 2011-06-23 | 2013-01-10 | Oji Holdings Corp | 照明装置、及びそれを用いた検出器 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016136254A (ja) * | 2015-01-20 | 2016-07-28 | 王子ホールディングス株式会社 | 表面微細凹凸体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI530713B (zh) | 凹凸圖案形成片及其製造方法 | |
| JP2010058521A (ja) | 光学シートの製造方法及び光学シート | |
| JP6409675B2 (ja) | 表示装置用照明ユニットおよび表示装置 | |
| JP5660235B2 (ja) | 表面微細凹凸体および表面微細凹凸体の製造方法 | |
| TW200811482A (en) | Optical film | |
| JP2008003234A (ja) | 光学シート及びその製造方法 | |
| JP2012042820A (ja) | 異方性面発光ユニットおよび液晶表示装置 | |
| JP6274102B2 (ja) | 光拡散性シート | |
| JP6079602B2 (ja) | 導光板 | |
| JP6265018B2 (ja) | 照明用光学シートおよびそれを用いた照明装置 | |
| JP2012252149A (ja) | 凹凸パターン形成シートおよびその製造方法、光拡散体、光拡散体製造用スタンパならびに光拡散体の製造方法 | |
| JP2014238429A (ja) | 光拡散体 | |
| JP5974451B2 (ja) | 照明装置 | |
| TW201042297A (en) | Optical sheet, optical sheet production method, surface-emitting apparatus, and liquid crystal display apparatus | |
| TWI356926B (en) | Light guide plate and manufacture method thereof | |
| JP6079603B2 (ja) | 異方性光拡散シートおよび光拡散方法 | |
| JP6515781B2 (ja) | 表面微細凹凸シートおよび多層体 | |
| JP2014025954A (ja) | 異方性面発光ユニットおよび液晶表示装置 | |
| JP6515759B2 (ja) | 表面微細凹凸体および表面微細凹凸体の製造方法 | |
| JP2018146673A (ja) | 表面微細凹凸シート、光反射体、反射表示体、棚札 | |
| JP2016136254A (ja) | 表面微細凹凸体 | |
| JP5919983B2 (ja) | 凹凸パターン形成シートの製造方法および凹凸パターン形成シートの製造装置 | |
| JP2015161925A (ja) | 表示装置 | |
| JP2011213052A (ja) | 表面微細凹凸体およびその製造方法 | |
| JP2010097108A (ja) | 光拡散シートおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160809 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170214 |