JP2014503385A - 物体を積層造形するシステムおよび方法 - Google Patents
物体を積層造形するシステムおよび方法 Download PDFInfo
- Publication number
- JP2014503385A JP2014503385A JP2013540490A JP2013540490A JP2014503385A JP 2014503385 A JP2014503385 A JP 2014503385A JP 2013540490 A JP2013540490 A JP 2013540490A JP 2013540490 A JP2013540490 A JP 2013540490A JP 2014503385 A JP2014503385 A JP 2014503385A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- curing
- value
- hdt
- build material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/112—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using individual droplets, e.g. from jetting heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/188—Processes of additive manufacturing involving additional operations performed on the added layers, e.g. smoothing, grinding or thickness control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
Abstract
【選択図】図1A
Description
以下の例を参照する。これらの例は上の説明と合わせて、本発明のいくつかの実施形態を説明する(ただし本発明はこれらの例に制限されない)。
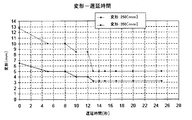
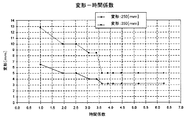
硬化工程の時間遅延と曲がりの影響との間の関係を調査するための実験を行った。この調査は、変形が最大限に減少するときの、連続する層の間の最小の時間遅延を求める目的で行った。

この例における実験は、例1に説明した実験に似ているが、230mmの棒の長さを使用し、印刷システムを最初に高速印刷(HS)モードで動作させ、次に高品質(HQ)モードで動作させた。高速印刷モードとは、物体の印刷が完了するまでの時間の長さが、通常モードよりも短い(すなわちスピーディである)ことを意味する。高品質モードとは、物体の印刷解像度が高いことを意味する。
Claims (22)
- 三次元の物体を積層造形する方法であって、複数の層を、前記物体の形に対応する形状を有するパターンに連続的に形成し、これによって前記物体を形成するステップを含んでおり、
各層を形成する前記ステップが、少なくとも1種類の未硬化の構築材料を分配するステップと、前記未硬化の構築材料を少なくとも部分的に硬化させるステップとを含んでおり、前記複数の層のうちの少なくとも1層において、前記硬化が、前記少なくとも1層の直前の層の硬化が開始されてから少なくともt秒の後に開始され、前記tが、前記形成に要求される合計時間よりも長い、
方法。 - 前記tが、少なくとも6である、
請求項1に記載の方法。 - 前記tが、約10秒〜約25秒である、
請求項1または請求項2に記載の方法。 - 前記少なくとも1種類の構築材料の特徴的な荷重たわみ温度(HDT)データを受け取るステップと、前記HDTに対応して前記tの値を選択するステップと、をさらに含んでいる、
請求項1から請求項3のいずれか1項に記載の方法。 - 前記tの値を、前記少なくとも1種類の構築材料の種類に基づいて選択するステップ、をさらに含んでいる、
請求項1から請求項4のいずれか1項に記載の方法。 - 前記tの値を、前記硬化時に前記少なくとも1層に供給される単位体積あたりのエネルギ線量に基づいて選択するステップ、をさらに含んでいる、
請求項1から請求項5のいずれか1項に記載の方法。 - 前記tの値を、前記少なくとも1層の厚さに基づいて選択するステップ、をさらに含んでいる、
請求項1から請求項6のいずれか1項に記載の方法。 - 前記tの値を、前記少なくとも1層の前記分配を特徴付ける速度に基づいて選択するステップ、をさらに含んでいる、
請求項1から請求項7のいずれか1項に記載の方法。 - 前記少なくとも1種類の構築材料の硬化後の特徴的な荷重たわみ温度(HDT)が、形成中の前記層の温度よりも高い、
請求項1から請求項4のいずれか1項に記載の方法。 - 前記特徴的なHDTが少なくとも50℃である、
請求項9に記載の方法。 - 前記構築材料が、少なくとも30重量%のモノアクリル官能性単量体またはモノメタクリル官能性単量体を含んでおり、前記単量体のそれぞれの重合体が、50℃より高いガラス転移温度(Tg)を有する、
請求項1から請求項10のいずれか1項に記載の方法。 - 前記Tgが60℃より高い、
請求項11に記載の方法。 - 前記Tgが70℃より高い、
請求項11に記載の方法。 - コンピュータソフトウェア製品であって、プログラム命令が格納されているコンピュータ可読媒体を備えており、前記命令が、積層造形システムのコンピュータ化されたコントローラによって読み取られたとき、それに起因して、前記システムが、請求項1から請求項13のいずれか1項に記載の方法を実行する、コンピュータソフトウェア製品。
- 三次元の物体を積層造形するシステムであって、
少なくとも1種類の未硬化の構築材料を分配するように構成されている分配ユニットと、
前記未硬化の構築材料を硬化させるように構成されている硬化ユニットと、
複数の層のうちの少なくとも1層において、前記硬化が、前記少なくとも1層の直前の層の硬化が開始されてから少なくともt秒の後に開始されるように、前記複数の層を、前記三次元の物体の形に対応する形状を有するパターンに連続的に形成するように、前記分配ユニットおよび前記硬化ユニットを作動させるように構成されているコントローラであって、前記tが、前記形成に要求される合計時間よりも長い、前記コントローラと、
を備えている、システム。 - 前記tが、少なくとも6である、
請求項15に記載のシステム。 - 前記tが、約10秒〜約25秒である、
請求項15または請求項16に記載のシステム。 - 前記コントローラが、前記少なくとも1種類の構築材料の特徴的な荷重たわみ温度(HDT)データを受け取り、前記HDTに対応して前記tの値を選択するように構成されている、
請求項15から請求項17のいずれか1項に記載のシステム。 - 前記コントローラが、前記tの値を、前記少なくとも1種類の構築材料の種類に基づいて選択するように構成されている、
請求項15から請求項18のいずれか1項に記載のシステム。 - 前記コントローラが、前記tの値を、前記硬化時に前記少なくとも1層に供給される単位体積あたりのエネルギ線量に基づいて選択するように構成されている、
請求項15から請求項19のいずれか1項に記載のシステム。 - 前記コントローラが、前記tの値を、前記少なくとも1層の厚さに基づいて選択するように構成されている、
請求項15から請求項20のいずれか1項に記載のシステム。 - 前記コントローラが、前記tの値を、前記少なくとも1層の前記分配を特徴付ける速度に基づいて選択するように構成されている、
請求項15から請求項21のいずれか1項に記載のシステム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US41743810P | 2010-11-28 | 2010-11-28 | |
| US61/417,438 | 2010-11-28 | ||
| PCT/IL2011/050032 WO2012070053A1 (en) | 2010-11-28 | 2011-11-28 | System and method for additive manufacturing of an object |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014503385A true JP2014503385A (ja) | 2014-02-13 |
| JP5956455B2 JP5956455B2 (ja) | 2016-07-27 |
Family
ID=45478416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013540490A Active JP5956455B2 (ja) | 2010-11-28 | 2011-11-28 | 物体を積層造形するシステムおよび方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10105903B2 (ja) |
| EP (2) | EP2643149B1 (ja) |
| JP (1) | JP5956455B2 (ja) |
| CN (2) | CN103384591A (ja) |
| HK (1) | HK1219704A1 (ja) |
| IL (2) | IL226623A (ja) |
| WO (1) | WO2012070053A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016064538A (ja) * | 2014-09-24 | 2016-04-28 | 株式会社ミマキエンジニアリング | 立体物造形装置及び立体物造形方法 |
| JP2018500866A (ja) * | 2014-12-08 | 2018-01-11 | エヌケーティー エイチブイ ケーブルズ ゲーエムべーハー | 低電圧、中電圧、高電圧、超高電圧ケーブルを自動的にスプライスおよび終端するシステムおよび方法 |
| WO2018180135A1 (ja) * | 2017-03-27 | 2018-10-04 | 株式会社神戸製鋼所 | 積層造形物の製造方法及び製造システム |
| JP2020124828A (ja) * | 2019-02-04 | 2020-08-20 | 株式会社ミマキエンジニアリング | 立体物製造システムおよび立体物製造管理プログラム |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2643149B1 (en) | 2010-11-28 | 2016-04-20 | Stratasys Ltd. | System and method for additive manufacturing of an object |
| JP6335782B2 (ja) | 2011-07-13 | 2018-05-30 | ヌボトロニクス、インク. | 電子的および機械的な構造を製作する方法 |
| US10150247B2 (en) | 2013-03-12 | 2018-12-11 | Orange Maker LLC | 3D printing using spiral buildup and high viscosity build materials |
| CA2904648C (en) | 2013-03-12 | 2021-05-18 | Orange Maker LLC | 3d printing using spiral buildup |
| WO2015103352A2 (en) | 2013-12-31 | 2015-07-09 | Dentsply International Inc. | Dental compositions containing upconversion phosphors and methods of use |
| EP3094469B1 (en) | 2014-01-16 | 2019-11-13 | Hewlett-Packard Development Company, L.P. | Generating a three-dimensional object |
| RU2650155C2 (ru) | 2014-01-16 | 2018-04-09 | Хьюлетт-Паккард Дивелопмент Компани, Л.П. | Формирование трехмерных объектов |
| JP6298169B2 (ja) | 2014-01-16 | 2018-03-20 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | 構築材料プロファイル |
| JP6570542B2 (ja) | 2014-01-16 | 2019-09-04 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | 三次元物体の生成 |
| EP3105040B1 (en) | 2014-02-10 | 2023-10-18 | Stratasys Ltd. | Composition and method for additive manufacturing of an object |
| TWI556946B (zh) * | 2014-03-07 | 2016-11-11 | 三緯國際立體列印科技股份有限公司 | 立體列印裝置及其列印頭控制方法 |
| KR102168792B1 (ko) | 2014-05-08 | 2020-10-23 | 스트라타시스 엘티디. | 선택적 소결에 의한 3d 프린팅 방법 및 장치 |
| SE1450569A1 (sv) * | 2014-05-14 | 2015-11-03 | Katarina Gustafsson | En metod och en apparat för geometrisk verifiering vid additiv tillverkning av tredimensionella objekt |
| JP6428049B2 (ja) * | 2014-08-25 | 2018-11-28 | 富士ゼロックス株式会社 | 積層造形装置及び積層造形プログラム |
| CN107111225B (zh) | 2014-12-23 | 2021-07-27 | 普利司通美国轮胎运营有限责任公司 | 聚合物产品的增材制造方法 |
| US10144185B2 (en) * | 2015-04-01 | 2018-12-04 | The Boeing Company | Method and apparatus for high-temperature post-curing of UV-cured photopolymers |
| CN104890249B (zh) * | 2015-07-07 | 2017-03-29 | 杭州先临三维科技股份有限公司 | 一种具有多喷嘴的 3d 打印装置及其打印方法 |
| FI129702B (en) | 2015-10-09 | 2022-07-15 | Inkron Ltd | Three dimensional printing materials and method for making a 3D printed article |
| US11097531B2 (en) | 2015-12-17 | 2021-08-24 | Bridgestone Americas Tire Operations, Llc | Additive manufacturing cartridges and processes for producing cured polymeric products by additive manufacturing |
| WO2017179052A1 (en) | 2016-04-11 | 2017-10-19 | Stratasys Ltd. | Method and apparatus for additive manufacturing with powder material |
| JP6719961B2 (ja) * | 2016-04-27 | 2020-07-08 | 株式会社ミマキエンジニアリング | 造形装置及び造形方法 |
| WO2017194127A1 (en) * | 2016-05-12 | 2017-11-16 | Hewlett-Packard Development Company, L.P. | Selecting a task in additive manufacturing |
| US11453161B2 (en) | 2016-10-27 | 2022-09-27 | Bridgestone Americas Tire Operations, Llc | Processes for producing cured polymeric products by additive manufacturing |
| CN108327253B (zh) * | 2017-01-19 | 2021-08-06 | 上海普利生机电科技有限公司 | 光固化型三维打印方法和设备 |
| US11400516B2 (en) | 2017-03-20 | 2022-08-02 | Stratasys Ltd. | Method and system for additive manufacturing with powder material |
| WO2020065657A2 (en) | 2018-09-27 | 2020-04-02 | Stratasys Ltd. | Method and system for additive manufacturing using closed-loop temperature control |
| EP3856486B1 (en) * | 2018-09-28 | 2025-05-28 | Stratasys Ltd. | Method for additive manufacturing with partial curing |
| US11619039B2 (en) * | 2020-03-05 | 2023-04-04 | Mighty Buildings, Inc. | Three-dimensional printed building components and structures |
| CA3194719A1 (en) * | 2020-10-02 | 2022-04-07 | Jeremy Samuel De Bonet | Systems and methods for additive manufacturing using an adjustable form |
| EP4094942A1 (en) | 2021-05-26 | 2022-11-30 | TIGER Coatings GmbH & Co. KG | Radiation curable composition for additive manufacturing suitable for electronic applications |
| US12246484B2 (en) * | 2022-02-25 | 2025-03-11 | Textron Innovations Inc. | Break-wire conductor manufacturing methods |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020188369A1 (en) * | 2001-05-03 | 2002-12-12 | Guertin Michelle D. | Automatic determination and selection of build parameters for solid freeform fabrication techniques based on automatic part feature recognition |
| JP2003062914A (ja) * | 2001-06-29 | 2003-03-05 | Three D Syst Inc | 三次元物体の形成方法 |
| JP2008189782A (ja) * | 2007-02-02 | 2008-08-21 | Cmet Inc | 面露光による光学的立体造形用樹脂組成物 |
| US20100121476A1 (en) * | 2007-04-01 | 2010-05-13 | Kritchman Eliahu M | Method and system for three-dimensional fabrication |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4863648A (en) * | 1986-07-03 | 1989-09-05 | Rutgers, The State University Of New Jersey | Process for making polarized material |
| US5184307A (en) * | 1988-04-18 | 1993-02-02 | 3D Systems, Inc. | Method and apparatus for production of high resolution three-dimensional objects by stereolithography |
| US5965079A (en) * | 1995-04-25 | 1999-10-12 | 3D Systems, Inc. | Method and apparatus for making a three-dimensional object by stereolithography |
| US6399010B1 (en) * | 1999-02-08 | 2002-06-04 | 3D Systems, Inc. | Method and apparatus for stereolithographically forming three dimensional objects with reduced distortion |
| US6259962B1 (en) | 1999-03-01 | 2001-07-10 | Objet Geometries Ltd. | Apparatus and method for three dimensional model printing |
| US6658314B1 (en) | 1999-10-06 | 2003-12-02 | Objet Geometries Ltd. | System and method for three dimensional model printing |
| US6850334B1 (en) | 2000-01-18 | 2005-02-01 | Objet Geometries Ltd | System and method for three dimensional model printing |
| US20030207959A1 (en) | 2000-03-13 | 2003-11-06 | Eduardo Napadensky | Compositions and methods for use in three dimensional model printing |
| US6569373B2 (en) | 2000-03-13 | 2003-05-27 | Object Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| US7300619B2 (en) * | 2000-03-13 | 2007-11-27 | Objet Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| US6706234B2 (en) * | 2001-08-08 | 2004-03-16 | Nanotek Instruments, Inc. | Direct write method for polarized materials |
| US20030151167A1 (en) | 2002-01-03 | 2003-08-14 | Kritchman Eliahu M. | Device, system and method for accurate printing of three dimensional objects |
| WO2004050323A1 (en) | 2002-12-03 | 2004-06-17 | Objet Geometries Ltd. | Process of and apparatus for three-dimensional printing |
| WO2004096527A2 (en) | 2003-05-01 | 2004-11-11 | Objet Geometries Ltd. | Rapid prototyping apparatus |
| WO2009013751A2 (en) | 2007-07-25 | 2009-01-29 | Objet Geometries Ltd. | Solid freeform fabrication using a plurality of modeling materials |
| US8609204B2 (en) * | 2008-06-05 | 2013-12-17 | Stratasys Ltd. | Apparatus and method for solid freeform fabrication |
| US7962237B2 (en) | 2008-08-06 | 2011-06-14 | Objet Geometries Ltd. | Method and apparatus for optimizing a scanning plan in three-dimensional printing |
| EP2643149B1 (en) | 2010-11-28 | 2016-04-20 | Stratasys Ltd. | System and method for additive manufacturing of an object |
-
2011
- 2011-11-28 EP EP11808366.6A patent/EP2643149B1/en active Active
- 2011-11-28 JP JP2013540490A patent/JP5956455B2/ja active Active
- 2011-11-28 US US13/989,826 patent/US10105903B2/en active Active
- 2011-11-28 EP EP16155427.4A patent/EP3034282B1/en active Active
- 2011-11-28 CN CN2011800571479A patent/CN103384591A/zh active Pending
- 2011-11-28 CN CN201610633309.3A patent/CN106564186B/zh not_active Expired - Fee Related
- 2011-11-28 WO PCT/IL2011/050032 patent/WO2012070053A1/en not_active Ceased
-
2013
- 2013-05-28 IL IL226623A patent/IL226623A/en active IP Right Grant
-
2016
- 2016-07-05 HK HK16107801.6A patent/HK1219704A1/en unknown
- 2016-09-11 IL IL247758A patent/IL247758B/en active IP Right Grant
-
2018
- 2018-10-22 US US16/166,228 patent/US10688715B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020188369A1 (en) * | 2001-05-03 | 2002-12-12 | Guertin Michelle D. | Automatic determination and selection of build parameters for solid freeform fabrication techniques based on automatic part feature recognition |
| JP2003062914A (ja) * | 2001-06-29 | 2003-03-05 | Three D Syst Inc | 三次元物体の形成方法 |
| JP2008189782A (ja) * | 2007-02-02 | 2008-08-21 | Cmet Inc | 面露光による光学的立体造形用樹脂組成物 |
| US20100121476A1 (en) * | 2007-04-01 | 2010-05-13 | Kritchman Eliahu M | Method and system for three-dimensional fabrication |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016064538A (ja) * | 2014-09-24 | 2016-04-28 | 株式会社ミマキエンジニアリング | 立体物造形装置及び立体物造形方法 |
| US10293554B2 (en) | 2014-09-24 | 2019-05-21 | Mimaki Engineering Co., Ltd. | Three-dimensional object forming device and three-dimensional object forming method |
| JP2018500866A (ja) * | 2014-12-08 | 2018-01-11 | エヌケーティー エイチブイ ケーブルズ ゲーエムべーハー | 低電圧、中電圧、高電圧、超高電圧ケーブルを自動的にスプライスおよび終端するシステムおよび方法 |
| WO2018180135A1 (ja) * | 2017-03-27 | 2018-10-04 | 株式会社神戸製鋼所 | 積層造形物の製造方法及び製造システム |
| JP2018162500A (ja) * | 2017-03-27 | 2018-10-18 | 株式会社神戸製鋼所 | 積層造形物の製造方法及び製造システム |
| US11273511B2 (en) | 2017-03-27 | 2022-03-15 | Kobe Steel, Ltd. | Method and system for manufacturing laminated shaped product |
| JP2020124828A (ja) * | 2019-02-04 | 2020-08-20 | 株式会社ミマキエンジニアリング | 立体物製造システムおよび立体物製造管理プログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| IL247758A0 (en) | 2016-11-30 |
| WO2012070053A1 (en) | 2012-05-31 |
| EP2643149B1 (en) | 2016-04-20 |
| IL226623A (en) | 2016-09-29 |
| US10688715B2 (en) | 2020-06-23 |
| JP5956455B2 (ja) | 2016-07-27 |
| HK1219704A1 (en) | 2017-04-13 |
| CN106564186B (zh) | 2020-07-28 |
| IL247758B (en) | 2019-09-26 |
| CN106564186A (zh) | 2017-04-19 |
| CN103384591A (zh) | 2013-11-06 |
| EP2643149A1 (en) | 2013-10-02 |
| US10105903B2 (en) | 2018-10-23 |
| EP3034282B1 (en) | 2025-04-16 |
| US20140110872A1 (en) | 2014-04-24 |
| EP3034282A1 (en) | 2016-06-22 |
| US20190054683A1 (en) | 2019-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5956455B2 (ja) | 物体を積層造形するシステムおよび方法 | |
| JP6626149B2 (ja) | 造形物を積層造形するシステムおよび方法 | |
| JP6062019B2 (ja) | 物体を積層造形するシステムおよび方法 | |
| JP7275255B2 (ja) | 閉ループ温度制御を用いた付加製造のための方法およびシステム | |
| EP3906149A1 (en) | Method and system for controlling a cooling system in three-dimensional printing | |
| HK1236892A1 (en) | System and method for additive manufacturing of an object | |
| HK1236892B (zh) | 用於对象的加式制造的系统和方法 | |
| HK1190118A (en) | System and method for additive manufacturing of an object | |
| US11292185B2 (en) | Method and system for reducing curling in additive manufacturing | |
| EP3906147A1 (en) | Method and system for improving color uniformity in inkjet printing | |
| HK1252019B (zh) | 用於对象的增材制造的系统和方法 | |
| HK1195033A (en) | System and method for additive manufacturing of an object | |
| HK1195033B (en) | System and method for additive manufacturing of an object | |
| HK1190117B (en) | System and method for additive manufacturing of an object |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150915 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20151124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160315 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160616 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5956455 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |