JP2015038245A - めっき濡れ性及びめっき密着性に優れた合金化溶融亜鉛めっき層を備えた鋼板とその製造方法 - Google Patents
めっき濡れ性及びめっき密着性に優れた合金化溶融亜鉛めっき層を備えた鋼板とその製造方法 Download PDFInfo
- Publication number
- JP2015038245A JP2015038245A JP2014173185A JP2014173185A JP2015038245A JP 2015038245 A JP2015038245 A JP 2015038245A JP 2014173185 A JP2014173185 A JP 2014173185A JP 2014173185 A JP2014173185 A JP 2014173185A JP 2015038245 A JP2015038245 A JP 2015038245A
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- less
- mass
- layer
- plating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0278—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0038—Apparatus characterised by the pre-treatment chambers located immediately upstream of the bath or occurring locally before the dipping process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0222—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating in a reactive atmosphere, e.g. oxidising or reducing atmosphere
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/024—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by cleaning or etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Coating With Molten Metal (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
【解決手段】鋼板の表面に溶融亜鉛めっき層Aを有する溶融亜鉛めっき鋼板であって、該鋼板表面直下で且つ該鋼板内にB層を有する溶融亜鉛めっき鋼板。B層:厚みが0.001〜0.5μmであり、質量基準で、Fe、Si、Mn、P、S、Alの酸化物の1種又は2種以上を合計で50質量%未満含有しており、酸化物ではないC、Si、Mn、P、S、Alを、C:0.05質量%未満、Si:0.1質量%未満、Mn:0.5質量%未満、P:0.001質量%未満、S:0.001質量%未満、Al:0.005質量%未満含有し、酸化物ではないFeを50質量%以上含有している層。
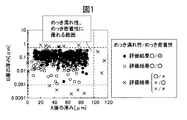
【選択図】図1
Description
(1)質量%で、
C:0.05%〜0.50%、
Si:0.1%〜3.0%、
Mn0.5%〜5.0%、
P0.001%〜0.5%、
S0.001%〜0.03%、
Al0.005%〜1.0%
を含有し、残部がFe及び不可避的不純物からなる鋼板の表面に溶融亜鉛めっき層Aを有する溶融亜鉛めっき鋼板であって、該鋼板表面直下で且つ該鋼板内に下記B層を有することを特徴とする、溶融亜鉛めっき鋼板。
B層:厚みが0.001μm〜0.5μmであり、該B層の質量基準で、Fe、Si、Mn、P、S、Alの酸化物の1種又は2種以上を合計で50質量%未満含有しており、
酸化物ではないC、Si、Mn、P、S、Alを、
C:0.05質量%未満、
Si:0.1質量%未満、
Mn:0.5質量%未満、
P:0.001質量%未満、
S:0.001質量%未満、
Al:0.005質量%未満
含有し、
酸化物ではないFeを50質量%以上
含有している層。
C:0.05%〜0.50%、
Si:0.1%〜3.0%、
Mn:0.5%〜5.0%、
P:0.001%〜0.5%、
S:0.001%〜0.03%、
Al:0.005%〜1.0%、
Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMのうち1種又は2種以上の元素、それぞれ0.0001%〜1%
を含有し、残部がFe及び不可避的不純物からなる鋼板の表面に溶融亜鉛めっき層Aを有する溶融亜鉛めっき鋼板であって、該鋼板表面直下で且つ該鋼板内に下記B層を有することを特徴とする、溶融亜鉛めっき鋼板。
B層:厚みが0.001μm〜0.5μmであり、該B層の質量基準で、Fe、Si、Mn、P、S、Al、Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMの酸化物の1種又は2種以上を合計で50質量%未満含有しており、
酸化物ではないC、Si、Mn、P、S、Al、Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMを、
C0.05質量%未満、
Si:0.1質量%未満、
Mn:0.5質量%未満、
P:0.001質量%未満、
S:0.001質量%未満、
Al:0.005質量%未満、
Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMの1種又は2種以上:それぞれ0.0001質量%未満
含有し、
酸化物ではないFeを50質量%以上
含有している層。
当該冷延鋼板を、加熱炉および均熱炉を備えた連続式溶融亜鉛めっき設備において焼鈍処理し、そして溶融亜鉛めっき処理することを含む溶融亜鉛めっき鋼板の製造方法であって、
該焼鈍処理を行う当該加熱炉及び均熱炉において、それぞれの炉における当該冷延鋼板板温が500℃〜950℃の温度範囲内であり、且つ下記条件で当該冷延鋼板を通板することを特徴とする、溶融亜鉛めっき鋼板の製造方法。
加熱炉条件:オールラジアントチューブ型の加熱炉を用い、前記冷延鋼板を上記温度範囲で且つ10秒〜1000秒間加熱中に、該加熱炉内の水蒸気分圧(PH2O)を水素分圧(PH2)で除した値の対数log(PH2O/PH2)が−2〜2であり、該加熱炉が水素濃度1体積%〜30体積%の水素、水蒸気および窒素からなる雰囲気を有する。
均熱炉条件:前記加熱炉に引き続く均熱炉で、前記冷延鋼板を上記温度範囲内で且つ10秒〜1000秒間均熱中に、該均熱炉内の水蒸気分圧(PH2O)を水素分圧(PH2)で除した値の対数log(PH2O/PH2)が−5〜−2であり、該均熱炉が水素濃度1体積%〜30体積%の水素、水蒸気および窒素からなる雰囲気を有する。
まず、前提として本発明の溶融亜鉛めっき層を備える鋼板の鋼成分は下記の通りである。尚、以下明細書で説明する%は特別に説明が無い限り質量%とする。
Cはオーステナイト相を安定化させる元素であり、鋼板の強度を上昇させるために必要な元素である。C量が0.05%未満では鋼板の強度が不足し、0.50%超では加工性が低下する。このため、C量は0.05%以上0.5%以下であり、好ましくは0.10%以上0.40%以下である。
Siは、フェライト相中の固溶Cをオーステナイト相中に濃化させ、鋼板の焼き戻し軟化抵抗を高めることにより、鋼板の強度を向上させる。Si量が0.1%未満では鋼板の強度が不足し、3.0%超では加工性が低下し、まためっき濡れ性やめっき密着性が十分に改善されない。このため、Si量は0.1%以上3.0%以下であり、好ましくは0.5%以上2.0%以下である。
Mnは、焼入れ性を高め鋼板の強度を高めるために有用な元素である。Mn量が0.5%未満では鋼板の強度が不足し、5.0%超では加工性が低下し、まためっき濡れ性やめっき密着性が十分に改善されない。このため、Mn量は0.5%以上5.0%以下であり、好ましくは1.0%以上3.0%未満である。
Pは強度の向上に寄与するため、必要とする強度レベルに応じてPを含有させることができる。但しP含有量が0.5%を超えて含有されると粒界偏析により材質が劣化するため、上限を0.5%とする。一方。P含有量を0.001%未満とするには製鋼段階での多大なコストアップが必要とされるため、0.001%を下限とする。
Sは、不可避的に含有される不純物元素であり、冷間圧延後に板状の介在物MnSが生成することにより加工性を低下するため、S量は少ない方が望ましいが、過度の低減は製鋼工程の脱硫コストの増加を伴う。このため、S量は0.001%以上0.03%以下である。
Alは、鋼板中のNとの親和性が高く、固溶しているNを析出物として固定して、加工性を向上させる効果がある。しかし過剰なAlの添加は逆に加工性を劣化させる。このため、Al量は0.005%以上1.0%以下である。
加熱炉条件:オールラジアントチューブ型の加熱炉を用い、前記冷延鋼板を上記温度範囲で且つ10秒以上1000秒以下の間加熱中に、該加熱炉内の水蒸気分圧(PH2O)を水素分圧(PH2)で除した値の対数log(PH2O/PH2)が−2以上2以下であり、該加熱炉が水素濃度1体積%以上30体積%以下の水素、水蒸気および窒素からなる雰囲気を有する。均熱炉条件:前記加熱炉に引き続く均熱炉で、前記冷延鋼板を上記温度範囲内で且つ10秒以上1000秒以下の間均熱中に、該均熱炉内の水蒸気分圧(PH2O)を水素分圧(PH2)で除した値の対数log(PH2O/PH2)が−5以上−2未満であり、該均熱炉が水素濃度1体積%以上30体積%以下の水素及び水蒸気を含む窒素雰囲気を有する。
ここで言う、Si、Mn、P、S、Al、Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMから選ばれる1種又は2種以上の元素の外部酸化物とは、特に以下に限定されるものではないが、具体的な例としてはFeO、Fe2O3、Fe3O4、MnO、MnO2、Mn2O3、Mn3O4、SiO2、P2O5、Al2O3、SO2、TiO2、NbO、Cr2O3、MoO2、NiO、CuO、ZrO2、V2O5、WO2、B2O5、CaOの単独酸化物及びそれぞれの非化学量論組成の単独酸化物、又はFeSiO3、Fe2SiO4、MnSiO3、Mn2SiO4、AlMnO3、Fe2PO3、Mn2PO3の複合酸化物及びそれぞれの非化学量論組成の複合酸化物が外部酸化したものが挙げられる。

(1)質量%で、
C:0.05%〜0.50%、
Si:0.1%〜3.0%、
Mn0.5%〜5.0%、
P0.001%〜0.5%、
S0.001%〜0.03%、
Al0.005%〜1.0%
を含有し、残部がFe及び不可避的不純物からなる鋼板の表面に合金化溶融亜鉛めっき層Aを有する合金化溶融亜鉛めっき鋼板であって、該鋼板表面直下で且つ該鋼板内に下記B層を有することを特徴とする、合金化溶融亜鉛めっき鋼板。
B層:厚みが0.001μm〜0.5μmであり、該B層の質量基準で、Fe、Si、Mn、P、S、Alの酸化物の1種又は2種以上を合計で50質量%未満含有しており、
酸化物ではないC、Si、Mn、P、S、Alを、
C:0.05質量%未満、
Si:0.1質量%未満、
Mn:0.5質量%未満、
P:0.001質量%未満、
S:0.001質量%未満、
Al:0.005質量%未満
含有し、
酸化物ではないFeを50質量%以上
含有している層。
C:0.05%〜0.50%、
Si:0.1%〜3.0%、
Mn:0.5%〜5.0%、
P:0.001%〜0.5%、
S:0.001%〜0.03%、
Al:0.005%〜1.0%、
Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMのうち1種又は2種以上の元素、それぞれ0.0001%〜1%
を含有し、残部がFe及び不可避的不純物からなる鋼板の表面に合金化溶融亜鉛めっき層Aを有する合金化溶融亜鉛めっき鋼板であって、該鋼板表面直下で且つ該鋼板内に下記B層を有することを特徴とする、合金化溶融亜鉛めっき鋼板。
B層:厚みが0.001μm〜0.5μmであり、該B層の質量基準で、Fe、Si、Mn、P、S、Al、Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMの酸化物の1種又は2種以上を合計で50質量%未満含有しており、
酸化物ではないC、Si、Mn、P、S、Al、Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMを、
C0.05質量%未満、
Si:0.1質量%未満、
Mn:0.5質量%未満、
P:0.001質量%未満、
S:0.001質量%未満、
Al:0.005質量%未満、
Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMの1種又は2種以上:それぞれ0.0001質量%未満
含有し、
酸化物ではないFeを50質量%以上
含有している層。
当該冷延鋼板を、加熱炉および均熱炉を備えた連続式溶融亜鉛めっき設備において焼鈍処理し、そして溶融亜鉛めっき処理することを含む合金化溶融亜鉛めっき鋼板の製造方法であって、
該焼鈍処理を行う当該加熱炉及び均熱炉において、それぞれの炉における当該冷延鋼板板温が500℃〜950℃の温度範囲内であり、且つ下記条件で当該冷延鋼板を通板することを特徴とする、合金化溶融亜鉛めっき鋼板の製造方法。
加熱炉条件:オールラジアントチューブ型の加熱炉を用い、前記冷延鋼板を上記温度範囲で且つ10秒〜1000秒間加熱中に、該加熱炉内の水蒸気分圧(PH2O)を水素分圧(PH2)で除した値の対数log(PH2O/PH2)が−2〜2であり、該加熱炉が水素濃度1体積%〜30体積%の水素、水蒸気および窒素からなる雰囲気を有する。
均熱炉条件:前記加熱炉に引き続く均熱炉で、前記冷延鋼板を上記温度範囲内で且つ10秒〜1000秒間均熱中に、該均熱炉内の水蒸気分圧(PH2O)を水素分圧(PH2)で除した値の対数log(PH2O/PH2)が−5〜−2であり、該均熱炉が水素濃度1体積%〜30体積%の水素、水蒸気および窒素からなる雰囲気を有する。
まず、前提として本発明の合金化溶融亜鉛めっき層を備える鋼板の鋼成分は下記の通りである。尚、以下明細書で説明する%は特別に説明が無い限り質量%とする。
加熱炉条件:オールラジアントチューブ型の加熱炉を用い、前記冷延鋼板を上記温度範囲で且つ10秒以上1000秒以下の間加熱中に、該加熱炉内の水蒸気分圧(PH2O)を水素分圧(PH2)で除した値の対数log(PH2O/PH2)が−2以上2以下であり、該加熱炉が水素濃度1体積%以上30体積%以下の水素、水蒸気および窒素からなる雰囲気を有する。均熱炉条件:前記加熱炉に引き続く均熱炉で、前記冷延鋼板を上記温度範囲内で且つ10秒以上1000秒以下の間均熱中に、該均熱炉内の水蒸気分圧(PH2O)を水素分圧(PH2)で除した値の対数log(PH2O/PH2)が−5以上−2未満であり、該均熱炉が水素濃度1体積%以上30体積%以下の水素及び水蒸気を含む窒素雰囲気を有する。
ここで言う、Si、Mn、P、S、Al、Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMから選ばれる1種又は2種以上の元素の外部酸化物とは、特に以下に限定されるものではないが、具体的な例としてはFeO、Fe2O3、Fe3O4、MnO、MnO2、Mn2O3、Mn3O4、SiO2、P2O5、Al2O3、SO2、TiO2、NbO、Cr2O3、MoO2、NiO、CuO、ZrO2、V2O5、WO2、B2O5、CaOの単独酸化物及びそれぞれの非化学量論組成の単独酸化物、又はFeSiO3、Fe2SiO4、MnSiO3、Mn2SiO4、AlMnO3、Fe2PO3、Mn2PO3の複合酸化物及びそれぞれの非化学量論組成の複合酸化物が外部酸化したものが挙げられる。
Claims (4)
- 質量%で、
C:0.05%〜0.50%、
Si:0.1%〜3.0%、
Mn0.5%〜5.0%、
P0.001%〜0.5%、
S0.001%〜0.03%、
Al0.005%〜1.0%
を含有し、残部がFe及び不可避的不純物からなる鋼板の表面に溶融亜鉛めっき層Aを有する溶融亜鉛めっき鋼板であって、該鋼板表面直下で且つ該鋼板内に下記B層を有することを特徴とする、溶融亜鉛めっき鋼板。
B層:厚みが0.001μm〜0.5μmであり、該B層の質量基準で、Fe、Si、Mn、P、S、Alの酸化物の1種又は2種以上を合計で50質量%未満含有しており、
酸化物ではないC、Si、Mn、P、S、Alを、
C:0.05質量%未満、
Si:0.1質量%未満、
Mn:0.5質量%未満、
P:0.001質量%未満、
S:0.001質量%未満、
Al:0.005質量%未満
含有し、
酸化物ではないFeを50質量%以上
含有している層。 - 質量%で、
C:0.05%〜0.50%、
Si:0.1%〜3.0%、
Mn:0.5%〜5.0%、
P:0.001%〜0.5%、
S:0.001%〜0.03%、
Al:0.005%〜1.0%、
Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMのうち1種又は2種以上の元素、それぞれ0.0001%〜1%
を含有し、残部がFe及び不可避的不純物からなる鋼板の表面に溶融亜鉛めっき層Aを有する溶融亜鉛めっき鋼板であって、該鋼板表面直下で且つ該鋼板内に下記B層を有することを特徴とする、溶融亜鉛めっき鋼板。
B層:厚みが0.001μm〜0.5μmであり、該B層の質量基準で、Fe、Si、Mn、P、S、Al、Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMの酸化物の1種又は2種以上を合計で50質量%未満含有しており、
酸化物ではないC、Si、Mn、P、S、Al、Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMを、
C0.05質量%未満、
Si:0.1質量%未満、
Mn:0.5質量%未満、
P:0.001質量%未満、
S:0.001質量%未満、
Al:0.005質量%未満、
Ti、Nb、Cr、Mo、Ni、Cu、Zr、V、W、B、Ca、REMの1種又は2種以上:それぞれ0.0001質量%未満
含有し、
酸化物ではないFeを50質量%以上
含有している層。 - 前記溶融亜鉛めっき層Aの厚みが2μm〜100μmである請求項1又は2に記載の溶融亜鉛めっき鋼板。
- 請求項1または2に記載の成分の鋼を、鋳造、熱間圧延、酸洗、冷間圧延を施して冷延鋼板とし、
当該冷延鋼板を、加熱炉および均熱炉を備えた連続式溶融亜鉛めっき設備において焼鈍処理し、そして溶融亜鉛めっき処理することを含む溶融亜鉛めっき鋼板の製造方法であって、
該焼鈍処理を行う当該加熱炉及び均熱炉において、それぞれの炉における当該冷延鋼板板温が500℃〜950℃の温度範囲内であり、且つ下記条件で当該冷延鋼板を通板することを特徴とする、溶融亜鉛めっき鋼板の製造方法。
加熱炉条件:オールラジアントチューブ型の加熱炉を用い、前記冷延鋼板を上記温度範囲で且つ10秒〜1000秒間加熱中に、該加熱炉内の水蒸気分圧(PH2O)を水素分圧(PH2)で除した値の対数log(PH2O/PH2)が−2〜2であり、該加熱炉が水素濃度1体積%〜30体積%の水素、水蒸気および窒素からなる雰囲気を有する。
均熱炉条件:前記加熱炉に引き続く均熱炉で、前記冷延鋼板を上記温度範囲内で且つ10秒〜1000秒間均熱中に、該均熱炉内の水蒸気分圧(PH2O)を水素分圧(PH2)で除した値の対数log(PH2O/PH2)が−5〜−2であり、該均熱炉が水素濃度1体積%〜30体積%の水素、水蒸気および窒素からなる雰囲気を有する。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014173185A JP5907221B2 (ja) | 2011-09-30 | 2014-08-27 | めっき濡れ性及びめっき密着性に優れた合金化溶融亜鉛めっき層を備えた鋼板とその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011217144 | 2011-09-30 | ||
| JP2011217144 | 2011-09-30 | ||
| JP2014173185A JP5907221B2 (ja) | 2011-09-30 | 2014-08-27 | めっき濡れ性及びめっき密着性に優れた合金化溶融亜鉛めっき層を備えた鋼板とその製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013514485A Division JP5648741B2 (ja) | 2011-09-30 | 2012-09-28 | めっき濡れ性及びめっき密着性に優れた溶融亜鉛めっき層を備えた鋼板とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015038245A true JP2015038245A (ja) | 2015-02-26 |
| JP5907221B2 JP5907221B2 (ja) | 2016-04-26 |
Family
ID=47995827
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013514485A Active JP5648741B2 (ja) | 2011-09-30 | 2012-09-28 | めっき濡れ性及びめっき密着性に優れた溶融亜鉛めっき層を備えた鋼板とその製造方法 |
| JP2014173185A Active JP5907221B2 (ja) | 2011-09-30 | 2014-08-27 | めっき濡れ性及びめっき密着性に優れた合金化溶融亜鉛めっき層を備えた鋼板とその製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013514485A Active JP5648741B2 (ja) | 2011-09-30 | 2012-09-28 | めっき濡れ性及びめっき密着性に優れた溶融亜鉛めっき層を備えた鋼板とその製造方法 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US9752221B2 (ja) |
| EP (1) | EP2762601B1 (ja) |
| JP (2) | JP5648741B2 (ja) |
| KR (1) | KR101624810B1 (ja) |
| CN (1) | CN103827342B (ja) |
| BR (1) | BR112014007509A2 (ja) |
| CA (1) | CA2848949C (ja) |
| ES (1) | ES2680649T3 (ja) |
| MX (1) | MX359228B (ja) |
| PL (1) | PL2762601T3 (ja) |
| RU (1) | RU2584060C2 (ja) |
| TW (1) | TWI465581B (ja) |
| WO (1) | WO2013047804A1 (ja) |
| ZA (1) | ZA201402254B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019019344A (ja) * | 2017-07-12 | 2019-02-07 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板の製造方法 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IN2015DN01525A (ja) | 2012-08-03 | 2015-07-03 | Nippon Steel & Sumitomo Metal Corp | |
| TWI494442B (zh) | 2012-11-06 | 2015-08-01 | 新日鐵住金股份有限公司 | Alloyed molten galvanized steel sheet and manufacturing method thereof |
| WO2015001367A1 (en) * | 2013-07-04 | 2015-01-08 | Arcelormittal Investigación Y Desarrollo Sl | Cold rolled steel sheet, method of manufacturing and vehicle |
| JP5799996B2 (ja) * | 2013-09-12 | 2015-10-28 | Jfeスチール株式会社 | 外観性とめっき密着性に優れる溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板ならびにそれらの製造方法 |
| JP5799997B2 (ja) * | 2013-09-12 | 2015-10-28 | Jfeスチール株式会社 | 外観性とめっき密着性に優れる溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板ならびにそれらの製造方法 |
| JP6505480B2 (ja) * | 2014-08-29 | 2019-04-24 | 株式会社神戸製鋼所 | 溶融亜鉛めっき用または合金化溶融亜鉛めっき用原板、および溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板 |
| DE102014116929B3 (de) * | 2014-11-19 | 2015-11-05 | Thyssenkrupp Ag | Verfahren zur Herstellung eines aufgestickten Verpackungsstahls, kaltgewalztes Stahlflachprodukt und Vorrichtung zum rekristallisierenden Glühen und Aufsticken eines Stahlflachprodukts |
| JP6164280B2 (ja) | 2015-12-22 | 2017-07-19 | Jfeスチール株式会社 | 表面外観および曲げ性に優れるMn含有合金化溶融亜鉛めっき鋼板およびその製造方法 |
| KR102135839B1 (ko) * | 2016-02-25 | 2020-07-21 | 닛폰세이테츠 가부시키가이샤 | 강판의 제조 방법 및 강판의 연속 어닐링 장치 |
| RU2625194C1 (ru) * | 2016-07-11 | 2017-07-12 | Юлия Алексеевна Щепочкина | Литой высокобористый сплав |
| WO2019092467A1 (en) * | 2017-11-08 | 2019-05-16 | Arcelormittal | A galvannealed steel sheet |
| JP6916129B2 (ja) * | 2018-03-02 | 2021-08-11 | 株式会社神戸製鋼所 | ホットスタンプ用亜鉛めっき鋼板およびその製造方法 |
| CN110284064B (zh) * | 2019-07-18 | 2021-08-31 | 西华大学 | 一种高强度含硼钢及其制备方法 |
| KR102405223B1 (ko) * | 2020-11-05 | 2022-06-02 | 주식회사 포스코 | 법랑용 강판 및 그 제조방법 |
| KR102547364B1 (ko) * | 2020-12-18 | 2023-06-22 | 주식회사 포스코 | 고강도강 용융아연도금강판 및 그 제조방법 |
| CN117255869B (zh) * | 2021-04-27 | 2026-03-24 | 日本制铁株式会社 | 钢板及镀覆钢板 |
| CN115404426B (zh) * | 2022-07-22 | 2023-12-22 | 江苏甬金金属科技有限公司 | 一种高强度热镀锌钢板及其制备方法 |
| CN121137497B (zh) * | 2025-11-14 | 2026-02-27 | 四川英智翔机电有限公司 | 一种微波电路板加工用镀锡装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08170159A (ja) * | 1994-12-14 | 1996-07-02 | Sumitomo Metal Ind Ltd | Si添加高張力鋼材の溶融亜鉛めっき方法 |
| JP2008144264A (ja) * | 2006-11-16 | 2008-06-26 | Jfe Steel Kk | 高強度溶融亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板の製造方法 |
| JP2009068041A (ja) * | 2007-09-11 | 2009-04-02 | Jfe Steel Kk | 溶融亜鉛めっき鋼板の製造方法 |
| WO2010061954A1 (ja) * | 2008-11-27 | 2010-06-03 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板およびその製造方法 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55122865A (en) | 1979-03-12 | 1980-09-20 | Nippon Steel Corp | Molten zinc plating method for difficult plating steel sheet |
| JPS5633463A (en) | 1979-07-16 | 1981-04-03 | Nippon Parkerizing Co Ltd | Hot dipping method |
| JPS5779160A (en) | 1980-11-04 | 1982-05-18 | Nippon Steel Corp | Production of zinc-iron type alloy coated high tensile steel plate |
| JP3606102B2 (ja) * | 1999-04-20 | 2005-01-05 | Jfeスチール株式会社 | 熱延鋼板、溶融めっき熱延鋼板およびそれらの製造方法 |
| JP2001200352A (ja) * | 2000-01-20 | 2001-07-24 | Nkk Corp | 耐パウダリング性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 |
| JP4283408B2 (ja) * | 2000-02-14 | 2009-06-24 | 新日本製鐵株式会社 | 成形性の優れた溶融亜鉛メッキ高強度薄鋼板とその製造方法 |
| JP2001279412A (ja) | 2000-03-29 | 2001-10-10 | Nippon Steel Corp | 耐食性の良好なSi含有高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP2001323355A (ja) | 2000-05-11 | 2001-11-22 | Nippon Steel Corp | めっき密着性と塗装後耐食性の良好なSi含有高強度溶融亜鉛めっき鋼板と塗装鋼板およびその製造方法 |
| JP3912014B2 (ja) * | 2001-02-05 | 2007-05-09 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板およびその製造方法 |
| BR0210265B1 (pt) | 2001-06-06 | 2013-04-09 | folha de aÇo galvanizado ou galvanelado com imersço a quente. | |
| JP4331915B2 (ja) | 2001-07-12 | 2009-09-16 | 新日本製鐵株式会社 | 疲労耐久性および耐食性に優れた高強度高延性溶融Znめっき鋼板及びその製造方法 |
| JP4275424B2 (ja) | 2002-02-12 | 2009-06-10 | Jfeスチール株式会社 | 高張力溶融亜鉛めっき鋼板及びその製造方法、並びに高張力合金化溶融亜鉛めっき鋼板及びその製造方法 |
| FR2844281B1 (fr) * | 2002-09-06 | 2005-04-29 | Usinor | Acier a tres haute resistance mecanique et procede de fabrication d'une feuille de cet acier revetue de zinc ou d'alliage de zinc |
| RU2312162C2 (ru) | 2003-04-10 | 2007-12-10 | Ниппон Стил Корпорейшн | Высокопрочный стальной лист с покрытием из расплавленного цинка и способ его изготовления |
| JP4192051B2 (ja) * | 2003-08-19 | 2008-12-03 | 新日本製鐵株式会社 | 高強度合金化溶融亜鉛めっき鋼板の製造方法と製造設備 |
| KR100892815B1 (ko) * | 2004-12-21 | 2009-04-10 | 가부시키가이샤 고베 세이코쇼 | 용융 아연 도금 방법 및 용융 아연 도금 설비 |
| JP4912684B2 (ja) * | 2006-01-18 | 2012-04-11 | 新日本製鐵株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造装置ならびに高強度合金化溶融亜鉛めっき鋼板の製造方法 |
| JP4837459B2 (ja) | 2006-06-30 | 2011-12-14 | 新日本製鐵株式会社 | 外観が良好な耐食性に優れた高強度溶融亜鉛めっき鋼板及びその製造方法 |
| JP5223360B2 (ja) | 2007-03-22 | 2013-06-26 | Jfeスチール株式会社 | 成形性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2009020939A (ja) | 2007-07-11 | 2009-01-29 | Funai Electric Co Ltd | 光ピックアップ |
| JP5315795B2 (ja) * | 2008-05-30 | 2013-10-16 | Jfeスチール株式会社 | 高加工時の耐めっき剥離性に優れた高強度溶融亜鉛めっき鋼板、高強度合金化溶融亜鉛めっき鋼板、およびその製造方法 |
| JP5595913B2 (ja) * | 2008-07-09 | 2014-09-24 | スズキ株式会社 | 亜鉛めっき鋼板のレーザ重ね溶接方法 |
| JP5444752B2 (ja) | 2009-02-23 | 2014-03-19 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板の製造方法および高強度合金化溶融亜鉛めっき鋼板の製造方法 |
| JP5206705B2 (ja) * | 2009-03-31 | 2013-06-12 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
| DE102011051731B4 (de) * | 2011-07-11 | 2013-01-24 | Thyssenkrupp Steel Europe Ag | Verfahren zur Herstellung eines durch Schmelztauchbeschichten mit einer metallischen Schutzschicht versehenen Stahlflachprodukts |
-
2012
- 2012-09-28 WO PCT/JP2012/075189 patent/WO2013047804A1/ja not_active Ceased
- 2012-09-28 BR BR112014007509A patent/BR112014007509A2/pt not_active Application Discontinuation
- 2012-09-28 MX MX2014003789A patent/MX359228B/es active IP Right Grant
- 2012-09-28 CA CA2848949A patent/CA2848949C/en not_active Expired - Fee Related
- 2012-09-28 ES ES12835446.1T patent/ES2680649T3/es active Active
- 2012-09-28 KR KR1020147006759A patent/KR101624810B1/ko active Active
- 2012-09-28 RU RU2014117496/02A patent/RU2584060C2/ru not_active IP Right Cessation
- 2012-09-28 JP JP2013514485A patent/JP5648741B2/ja active Active
- 2012-09-28 CN CN201280047145.6A patent/CN103827342B/zh active Active
- 2012-09-28 EP EP12835446.1A patent/EP2762601B1/en active Active
- 2012-09-28 US US14/346,618 patent/US9752221B2/en active Active
- 2012-09-28 TW TW101135905A patent/TWI465581B/zh not_active IP Right Cessation
- 2012-09-28 PL PL12835446T patent/PL2762601T3/pl unknown
-
2014
- 2014-03-26 ZA ZA2014/02254A patent/ZA201402254B/en unknown
- 2014-08-27 JP JP2014173185A patent/JP5907221B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08170159A (ja) * | 1994-12-14 | 1996-07-02 | Sumitomo Metal Ind Ltd | Si添加高張力鋼材の溶融亜鉛めっき方法 |
| JP2008144264A (ja) * | 2006-11-16 | 2008-06-26 | Jfe Steel Kk | 高強度溶融亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板の製造方法 |
| JP2009068041A (ja) * | 2007-09-11 | 2009-04-02 | Jfe Steel Kk | 溶融亜鉛めっき鋼板の製造方法 |
| WO2010061954A1 (ja) * | 2008-11-27 | 2010-06-03 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板およびその製造方法 |
| JP2010126757A (ja) * | 2008-11-27 | 2010-06-10 | Jfe Steel Corp | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019019344A (ja) * | 2017-07-12 | 2019-02-07 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5907221B2 (ja) | 2016-04-26 |
| KR101624810B1 (ko) | 2016-05-26 |
| WO2013047804A1 (ja) | 2013-04-04 |
| TWI465581B (zh) | 2014-12-21 |
| ZA201402254B (en) | 2015-08-26 |
| CN103827342B (zh) | 2016-06-22 |
| CN103827342A (zh) | 2014-05-28 |
| US20140234656A1 (en) | 2014-08-21 |
| PL2762601T3 (pl) | 2018-11-30 |
| JP5648741B2 (ja) | 2015-01-07 |
| CA2848949A1 (en) | 2013-04-04 |
| RU2014117496A (ru) | 2015-11-10 |
| KR20140053322A (ko) | 2014-05-07 |
| US9752221B2 (en) | 2017-09-05 |
| MX359228B (es) | 2018-09-20 |
| EP2762601A4 (en) | 2015-08-05 |
| MX2014003789A (es) | 2014-07-10 |
| BR112014007509A2 (pt) | 2017-04-04 |
| ES2680649T3 (es) | 2018-09-10 |
| EP2762601B1 (en) | 2018-05-30 |
| CA2848949C (en) | 2016-09-20 |
| RU2584060C2 (ru) | 2016-05-20 |
| EP2762601A1 (en) | 2014-08-06 |
| TW201319271A (zh) | 2013-05-16 |
| JPWO2013047804A1 (ja) | 2015-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5907221B2 (ja) | めっき濡れ性及びめっき密着性に優れた合金化溶融亜鉛めっき層を備えた鋼板とその製造方法 | |
| JP6025867B2 (ja) | メッキ表面品質及びメッキ密着性に優れた高強度溶融亜鉛メッキ鋼板及びその製造方法 | |
| JP5708884B2 (ja) | 合金化溶融亜鉛めっき鋼板とその製造方法 | |
| JP5206705B2 (ja) | 高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| KR101831173B1 (ko) | 외관성과 도금 밀착성이 우수한 용융 아연 도금 강판 및 합금화 용융 아연 도금 강판 그리고 그들의 제조 방법 | |
| JP5513216B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP5799819B2 (ja) | めっき濡れ性及び耐ピックアップ性に優れる溶融亜鉛めっき鋼板の製造方法 | |
| JP5417797B2 (ja) | 高強度溶融亜鉛系めっき鋼板およびその製造方法 | |
| JP2013515863A (ja) | 表面特性に優れた熱間プレス用亜鉛めっき鋼板並びにこれを利用した熱間プレス成形部品及びその製造方法 | |
| JP5982905B2 (ja) | 高強度溶融亜鉛めっき鋼板の製造方法 | |
| JP5552859B2 (ja) | 高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| JP5444752B2 (ja) | 高強度溶融亜鉛めっき鋼板の製造方法および高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| KR101789958B1 (ko) | 합금화 용융 아연 도금 강판 및 그 제조 방법 | |
| EP2759617B1 (en) | Alloyed hot-dip galvanized steel sheet with excellent corrosion resistance after coating | |
| WO2017110054A1 (ja) | Mn含有合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP2005200711A (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150617 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150925 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160223 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160307 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5907221 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |