JP2015115332A - 貼り合わせsoiウェーハの製造方法 - Google Patents
貼り合わせsoiウェーハの製造方法 Download PDFInfo
- Publication number
- JP2015115332A JP2015115332A JP2013253659A JP2013253659A JP2015115332A JP 2015115332 A JP2015115332 A JP 2015115332A JP 2013253659 A JP2013253659 A JP 2013253659A JP 2013253659 A JP2013253659 A JP 2013253659A JP 2015115332 A JP2015115332 A JP 2015115332A
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- ion implantation
- layer
- insulating film
- heat treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Element Separation (AREA)
Abstract
【解決手段】 ベースウェーハの表面に第1の絶縁膜を形成し、第1の絶縁膜を通して臨界ドーズ量未満の水素イオン注入を行ってベースウェーハの表面近傍に水素イオン注入層を形成する工程と、第1の絶縁膜を除去する工程と、水素イオン注入層が形成されたベースウェーハに熱処理を行うことで、水素イオン注入層で剥離させることなく水素イオン注入層をイオン注入欠陥層に改質する工程と、熱処理を行ったベースウェーハと、ボンドウェーハとを第2の絶縁膜を介して貼り合わせた後、ボンドウェーハを薄膜化することでSOI層を形成する工程とを有することを特徴とする貼り合わせSOIウェーハの製造方法。
【選択図】 図1
Description
また、このようなキャリアトラップ層を有するSOIウェーハの製法として、SOI層を形成するボンドウェーハに、主に水素イオンを注入して剥離用イオン注入層を形成し、絶縁膜を介してベースウェーハと貼り合わせた後、剥離用イオン注入層で剥離して薄膜化する方法(イオン注入剥離法)が主として採用される。
従って、特許文献3に記載されている様に、キャリアトラップ層を形成するためのイオン注入を、剥離用イオン注入と同一の水素イオンで行うことができれば、イオン種の変更やイオン注入装置の変更を行う必要がないため、効率的な製造が可能となる。
熱処理を500℃以上の温度で行うことで、ガス分子の拡散が不十分となることを防止でき、熱処理を800℃以下の温度で行うことで、後工程で消滅しにくいイオン注入欠陥層への改質が進む前に欠陥が単結晶化して消滅することをより確実に防止できる。
水素イオン注入のドーズ量を1×1016/cm2以上に設定することで、キャリアトラップ層としての機能が不十分になることを防止でき、水素イオン注入のドーズ量を1×1017/cm2以下に設定することで、熱処理において、剥離が生じることを防止できる。
このように、イオン注入剥離法を用いてボンドウェーハの薄膜化を行うことができる。
第1、第2の絶縁膜として、シリコン酸化膜を好適に用いることができる。
前述のように、より高い周波数に対応するデバイスを作製するため、SOIウェーハのBOX層下にキャリアトラップ層を形成することが必須になってきている。
しかしながら、剥離を発生させることのない臨界ドーズ量未満の水素イオンを注入して形成された水素イオン注入層は、注入直後には欠陥を有するものの、その後の貼り合わせSOIウェーハ製造プロセス中の熱処理(結合強化熱処理やSOI膜厚調整のための犠牲酸化などの熱処理)によってイオン注入により生じた欠陥が消滅してしまい、キャリアトラップ層として機能しなくなってしまうという問題があった。
まず、シリコン単結晶からなるベースウェーハ及びボンドウェーハを準備する(図1のS1−0ステップ、S2−0ステップ参照)。
RFデバイス用として、ベースウェーハの抵抗率は1000Ω・cm以上が好ましく、3000Ω・cm以上がより好ましい。
第1の絶縁膜は、熱酸化により酸化シリコン膜を形成することが好ましい。
また、ボンドウェーハに第2の絶縁膜(埋め込み酸化膜)を形成する(図1のS2−1ステップ参照)。
第1の絶縁膜及び第2の絶縁膜は、熱酸化により酸化シリコン膜を形成することが好ましい。
ベースウェーハへの水素イオン注入のドーズ量は、1×1016/cm2以上、1×1017/cm2以下の範囲内に設定することが好ましく、3×1016/cm2以上、6×1016/cm2以下の範囲内に設定することがより好ましい。
水素イオン注入のドーズ量を1×1016/cm2以上に設定することで、キャリアトラップ層としての機能が不十分になることを防止でき、水素イオン注入のドーズ量を1×1017/cm2以下に設定することで、熱処理において剥離が生じることを確実に防止できる。
このとき、改質を行う熱処理を500℃以上、800℃以下の温度で行うことが好ましい。500℃以上の温度で行うことで、雰囲気ガスの拡散が不十分となることを防止でき、800℃以下の温度で行うことで、後工程で消滅しにくいイオン注入欠陥層への改質が進む前に欠陥が単結晶化して消滅することをより確実に防止できる。
この剥離熱処理は、例えば、Ar雰囲気で500℃、30分の条件で行うことができる。
また、上記の説明では、第2の絶縁膜をボンドウェーハ側に形成しているが、第2の絶縁膜をS1−4ステップの熱処理後にベースウェーハ側に形成することができるし、両方に形成するようにしてもよい。
また、上記では、ステップS1−0〜ステップS1−4の工程を、ステップS2−0〜ステップS2−2の工程を並行して進めるように説明したが、これらはステップS4の貼り合わせ前までに行われていればよく、それぞれ個別に工程を進めてもよい。
図1に示す本発明の貼り合わせSOIウェーハを製造するフローの代替評価として、図2に示す評価フローに従って、ベースウェーハを作製した。
図2の評価フローにおいては、図1の「貼り合わせ前洗浄工程」(ステップS3)、「貼り合わせ工程」(ステップS4)、「剥離熱処理工程」(ステップS5)は省略している。
また、図2の評価フローにおいては、図1の「熱処理工程」(ステップS6)の替わりに、評価用の熱処理工程であるステップS6’(SOIウェーハ製造工程の熱処理を想定した熱処理:1000℃、4.5時間+1050℃、1.5時間)を行っている。
熱処理工程(ステップS6’)後に、ベースウェーハの断面を透過型電子顕微鏡(TEM)により観察した。
上記の評価フローの各工程の実験条件を表1に示す。
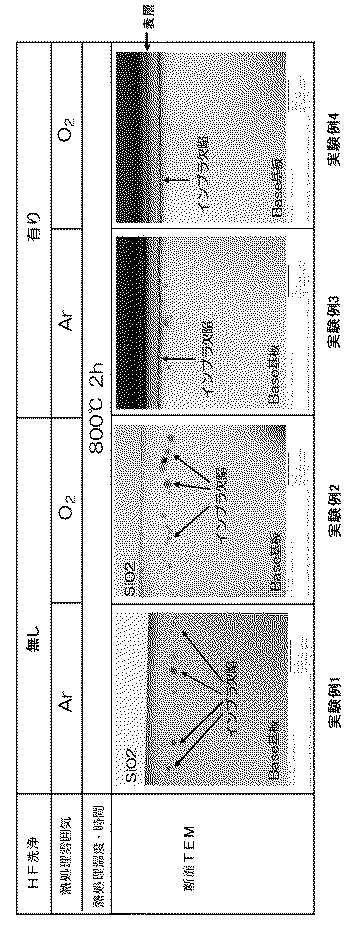
図3からわかるように、実験例3,4(ベースウェーハに酸化膜を形成し、水素イオン注入を行った後、形成された酸化膜をHFで除去し、改質熱処理をしたもの)では、酸化膜下部のベースウェーハの表面近傍に、高密度の欠陥層(連続した欠陥層)が全面にわたり形成されていた。
しかしながら、ベースウェーハに形成された酸化膜を除去していないものは、水素イオン注入後の熱処理がAr雰囲気(実験例1)、O2雰囲気(実験例2)のいずれの場合でも高密度の欠陥層は認められなかった。
なお、ステップS1−4の熱処理温度を500℃に変更して同様の実験を行ったが、800℃の場合と同様の結果となった。
ベースウェーハとして、直径300mm、結晶方位<100>、抵抗率3000Ωcmのシリコン単結晶ウェーハを用い、ボンドウェーハとして、直径300mm、結晶方位<100>、抵抗率10Ωcmのシリコン単結晶ウェーハを用い、図1に示す製造フローで貼り合わせSOIウェーハを作製した。
ここで、実施例1−4、比較例1−2の各工程の条件を表2に示す。
表2に示す条件で、貼り合わせSOIウェーハを作製した。なお、ステップS1−3のHF洗浄工程は10%HF水溶液を用いて行い、ステップS1−4の改質熱処理工程は100%O2、700℃、2時間で行った。
表2に示す条件で、貼り合わせSOIウェーハを作製した。なお、ステップS1−3のHF洗浄工程は10%HF水溶液を用いて行い、ステップS1−4の改質熱処理工程は100%O2、600℃、3時間で行った。
表2に示す条件で、貼り合わせSOIウェーハを作製した。なお、ステップS1−3のHF洗浄工程は10%HF水溶液を用いて行い、ステップS1−4の改質熱処理工程は100%O2、500℃、4時間で行った。
表2に示す条件で、貼り合わせSOIウェーハを作製した。なお、ステップS1−3のHF洗浄工程は10%HF水溶液を用いて行い、ステップS1−4の改質熱処理工程は100%Ar、800℃、2時間で行った。
表2に示す条件で、貼り合わせSOIウェーハを作製した。なお、ステップS1−3のHF洗浄工程は10%HF水溶液を用いて行い、ステップS1−4の改質熱処理工程は行わなかった。
表2に示す条件で、貼り合わせSOIウェーハを作製した。なお、ステップS1−3のHF洗浄工程は行わずに、ステップS1−4の改質熱処理工程は100%O2、700℃、2時間で行った。
その結果、HF洗浄を行い熱酸化膜を除去し、かつ、500℃〜800℃の改質熱処理を行った実施例1−4のSOIウェーハの埋め込み酸化膜(BOX膜)下部のベースウェーハの表面近傍には、高密度の欠陥層(すなわち、連続した欠陥層)が形成されていることがわかった。
一方、改質熱処理を行わなかった比較例1、及び、HF洗浄を行わなかった比較例2については、埋め込み酸化膜下部のベースウェーハの表面近傍には、欠陥層がまばらに観察されたが、高密度の欠陥層は形成されておらず、キャリアトラップ層として機能させるためには不十分であるレベルであった。
Claims (5)
- いずれもシリコン単結晶からなるボンドウェーハとベースウェーハとを準備する工程と、
該ベースウェーハの表面に第1の絶縁膜を形成し、該第1の絶縁膜を通して臨界ドーズ量未満の水素イオン注入を行って前記ベースウェーハの表面近傍に水素イオン注入層を形成する工程と、
前記第1の絶縁膜を除去する工程と、
前記水素イオン注入層が形成された前記ベースウェーハに熱処理を行うことによって、前記水素イオン注入層で剥離させることなく前記水素イオン注入層をイオン注入欠陥層に改質する工程と、
前記熱処理を行った前記ベースウェーハと、前記ボンドウェーハとを第2の絶縁膜を介して貼り合わせた後、前記ボンドウェーハを薄膜化することによってSOI層を形成する工程と
を有することを特徴とする貼り合わせSOIウェーハの製造方法。 - 前記ベースウェーハへの熱処理を500℃以上、800℃以下の温度で行うことを特徴とする請求項1に記載の貼り合わせSOIウェーハの製造方法。
- 前記ベースウェーハへの水素イオン注入におけるドーズ量を1×1016/cm2以上、1×1017/cm2以下の範囲内に設定することを特徴とする請求項1又は請求項2に記載の貼り合わせSOIウェーハの製造方法。
- 前記第2の絶縁膜を前記ボンドウェーハの表面に形成し、該第2の絶縁膜を介して前記ボンドウェーハの表面近傍に臨界ドーズ量以上の水素イオン又は希ガスイオンの少なくとも一方を注入して剥離用イオン注入層を形成し、前記ベースウェーハと貼り合わせた後に、前記剥離用イオン注入層で剥離することによって前記薄膜化を行うことを特徴とする請求項1から請求項3のいずれか一項に記載の貼り合わせSOIウェーハの製造方法。
- 前記第1、第2の絶縁膜をシリコン酸化膜とすることを特徴とする請求項1から請求項4のいずれか一項に記載の貼り合わせSOIウェーハの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013253659A JP6131179B2 (ja) | 2013-12-06 | 2013-12-06 | 貼り合わせsoiウェーハの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013253659A JP6131179B2 (ja) | 2013-12-06 | 2013-12-06 | 貼り合わせsoiウェーハの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015115332A true JP2015115332A (ja) | 2015-06-22 |
| JP6131179B2 JP6131179B2 (ja) | 2017-05-17 |
Family
ID=53528916
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013253659A Active JP6131179B2 (ja) | 2013-12-06 | 2013-12-06 | 貼り合わせsoiウェーハの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6131179B2 (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0661234A (ja) * | 1992-08-06 | 1994-03-04 | Hitachi Ltd | 半導体装置の製造方法 |
| JPH08181149A (ja) * | 1994-12-21 | 1996-07-12 | Yamaha Corp | 半導体ウェハの欠陥低減法 |
| JPH1050628A (ja) * | 1996-05-15 | 1998-02-20 | Commiss Energ Atom | 半導体材料薄層の製造方法 |
| JPH1167682A (ja) * | 1997-08-08 | 1999-03-09 | Mitsubishi Electric Corp | 半導体装置の製造方法 |
| JP2004063730A (ja) * | 2002-07-29 | 2004-02-26 | Shin Etsu Handotai Co Ltd | Soiウェーハの製造方法 |
| JP2005228988A (ja) * | 2004-02-13 | 2005-08-25 | Sumitomo Mitsubishi Silicon Corp | Soiウェーハの製造方法 |
| WO2005124865A1 (ja) * | 2004-06-17 | 2005-12-29 | Shin-Etsu Handotai Co., Ltd. | 貼り合わせウェーハの製造方法 |
| JP2012517691A (ja) * | 2009-02-11 | 2012-08-02 | インターナショナル・ビジネス・マシーンズ・コーポレーション | 高次無線周波数高調波抑制領域を含む半導体オン・インシュレータ基板及び構造体 |
-
2013
- 2013-12-06 JP JP2013253659A patent/JP6131179B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0661234A (ja) * | 1992-08-06 | 1994-03-04 | Hitachi Ltd | 半導体装置の製造方法 |
| JPH08181149A (ja) * | 1994-12-21 | 1996-07-12 | Yamaha Corp | 半導体ウェハの欠陥低減法 |
| JPH1050628A (ja) * | 1996-05-15 | 1998-02-20 | Commiss Energ Atom | 半導体材料薄層の製造方法 |
| JPH1167682A (ja) * | 1997-08-08 | 1999-03-09 | Mitsubishi Electric Corp | 半導体装置の製造方法 |
| JP2004063730A (ja) * | 2002-07-29 | 2004-02-26 | Shin Etsu Handotai Co Ltd | Soiウェーハの製造方法 |
| JP2005228988A (ja) * | 2004-02-13 | 2005-08-25 | Sumitomo Mitsubishi Silicon Corp | Soiウェーハの製造方法 |
| WO2005124865A1 (ja) * | 2004-06-17 | 2005-12-29 | Shin-Etsu Handotai Co., Ltd. | 貼り合わせウェーハの製造方法 |
| JP2012517691A (ja) * | 2009-02-11 | 2012-08-02 | インターナショナル・ビジネス・マシーンズ・コーポレーション | 高次無線周波数高調波抑制領域を含む半導体オン・インシュレータ基板及び構造体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6131179B2 (ja) | 2017-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6443394B2 (ja) | 貼り合わせsoiウェーハの製造方法 | |
| WO2013102968A1 (ja) | 貼り合わせsoiウェーハの製造方法 | |
| CN104115255B (zh) | 贴合soi晶片的制造方法 | |
| KR102499512B1 (ko) | 접합 soi 웨이퍼의 제조방법 | |
| CN104620384B (zh) | Soi晶圆的制造方法 | |
| WO2015136834A1 (ja) | 貼り合わせsoiウェーハの製造方法 | |
| TWI716627B (zh) | 貼合式soi晶圓的製造方法 | |
| JP5493343B2 (ja) | 貼り合わせウェーハの製造方法 | |
| JP5190669B2 (ja) | 貼り合わせウェーハの製造方法 | |
| KR102095383B1 (ko) | 접합 웨이퍼의 제조방법 | |
| JP5541136B2 (ja) | 貼り合わせsoiウエーハの製造方法 | |
| WO2014061196A1 (ja) | Soiウェーハの製造方法 | |
| WO2016059748A1 (ja) | 貼り合わせウェーハの製造方法 | |
| JP6131179B2 (ja) | 貼り合わせsoiウェーハの製造方法 | |
| JP5703920B2 (ja) | 貼り合わせウェーハの製造方法 | |
| WO2014080565A1 (ja) | Soiウェーハの製造方法 | |
| JP5673180B2 (ja) | 貼り合わせウェーハの製造方法 | |
| JP6473970B2 (ja) | 貼り合わせsoiウェーハの製造方法 | |
| JP6136786B2 (ja) | 貼り合わせウェーハの製造方法 | |
| JP2010040608A (ja) | 貼り合わせsoiウェーハの製造方法 | |
| JP5368000B2 (ja) | Soi基板の製造方法 | |
| JP2008072049A (ja) | 貼り合わせウェーハの製造方法 | |
| JP2009252948A (ja) | 貼り合わせウェーハの製造方法 | |
| JP2013168432A (ja) | Soiウェーハの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160729 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161021 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170404 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170417 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6131179 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |