JP2015137192A - 薄板ガラスの孔開け加工方法 - Google Patents
薄板ガラスの孔開け加工方法 Download PDFInfo
- Publication number
- JP2015137192A JP2015137192A JP2014008511A JP2014008511A JP2015137192A JP 2015137192 A JP2015137192 A JP 2015137192A JP 2014008511 A JP2014008511 A JP 2014008511A JP 2014008511 A JP2014008511 A JP 2014008511A JP 2015137192 A JP2015137192 A JP 2015137192A
- Authority
- JP
- Japan
- Prior art keywords
- glass
- thin glass
- plate glass
- thin
- bubble
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000005357 flat glass Substances 0.000 title claims abstract description 81
- 238000003672 processing method Methods 0.000 title abstract description 5
- 238000000034 method Methods 0.000 claims abstract description 29
- 238000004519 manufacturing process Methods 0.000 claims abstract description 7
- 239000011521 glass Substances 0.000 claims description 105
- 239000007788 liquid Substances 0.000 claims description 19
- 238000005553 drilling Methods 0.000 claims description 11
- 239000000463 material Substances 0.000 abstract description 8
- 239000011324 bead Substances 0.000 description 10
- 238000010438 heat treatment Methods 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 8
- 230000003746 surface roughness Effects 0.000 description 5
- -1 polyethylene terephthalate Polymers 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 239000003513 alkali Substances 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 238000007500 overflow downdraw method Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 238000006124 Pilkington process Methods 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004506 ultrasonic cleaning Methods 0.000 description 1
Images



Landscapes
- Liquid Crystal (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
【課題】薄板ガラスにひずみを生じさせることなく、安定した孔開けを継続できる薄板ガラスの孔開け加工方法を提供する。【解決手段】支持体3と薄板ガラス2とを重ね合わせ、支持体3の上面と薄板ガラス2の下面との間に気泡部4を形成させた積層体1を作製する積層体作製工程と、気泡部4に超音波を作用させて、気泡部4に対応する位置で積層体1の薄板ガラス2に孔を開ける孔開け工程とを備えたことにより、支持体3と薄板ガラス2とを重ね合わせて作製された積層体1の気泡部4に、超音波を作用させることによって、積層体1に形成された気泡部4に対応する位置の薄板ガラス2に孔開け加工を施すことができる薄板ガラス2の孔開加工方法。【選択図】図2
Description
本発明は薄板ガラスの孔開け加工方法に関する。
プラズマディスプレイ、液晶ディスプレイ等のフラットパネルディスプレイに使用される薄板ガラスには、パネル内の排気や、ガスの封入を目的とした貫通孔(排気孔)が薄板ガラスの角部や周縁部などに設けられている。
薄板ガラスに孔開け加工を施す方法として、例えば、砥粒が付加された切削工具としてのドリルを用いて薄板ガラスに孔開け加工を施す方法(下記、特許文献1)が提案されている。
上記特許文献1に示されるように、ドリル等の切削工具を用いて薄板ガラスに孔開け加工を行う場合、ドリルを繰り返し使用することにより、ドリルに摩耗や劣化等が生じ加工性が低下する。加工性が低下したドリルを用いて、薄板ガラスに孔開け加工を施した場合、薄板ガラスに形成された孔の側面やその周辺部にカケやチッピング等のクラックが発生することがある。ガラス材料は、その材料特性として硬くて脆い性質を持っているため、薄板ガラスに発生したクラックが原因で薄板ガラスが破損してしまうという問題がある。
一方、ドリルに依らない薄板ガラスの孔開け加工方法として、レーザービームによる薄板ガラスの孔開け加工方法がある。この方法は、薄板ガラスに所望の孔形状に沿ってレーザービームを照射して加熱した後、急冷することによって、レーザービームが照射された部分に意図的にクラックを生じさせて、薄板ガラスに孔開け加工を施すものである。この方法では、薄板ガラスの孔開け部分はレーザービームによって局所的に軟化点付近まで加熱される。そのため、孔開け加工が施された薄板ガラスの孔の周辺にひずみが生じ、薄板ガラスに開けられた孔が変形するおそれがある。
本発明の解決すべき技術的課題は、薄板ガラスにひずみを生じさせることなく、安定した孔開けを継続できる薄板ガラスの孔開け加工方法を提供することにある。
上記課題を解決するためになされた本発明の薄板ガラスの孔開け加工方法は、支持体と薄板ガラスとを重ね合わせ、支持体の上面と薄板ガラスの下面との間に気泡部を形成させた積層体を作製する積層体作製工程と、気泡部に超音波を作用させて、気泡部に対応する位置で積層体の薄板ガラスに孔を開ける孔開け工程とを備えている。
このようにすれば、積層体に形成された気泡部に超音波を作用させるだけで、気泡部に対応する位置の薄板ガラスに孔を開けることができる。ここで、気泡部に超音波によって、振動、衝撃が加えられ、これにより気泡部に対応する薄板ガラスの一部でクラックが進行し、孔が開くと考えられる。
支持体はガラスであると好適である。このようにすれば、支持体と薄板ガラスとの密着性を高めることができるため、積層体に気泡部を維持させ易い。
積層体作製工程で積層体を加熱すると好適である。このようにすれば、支持体の上面と薄板ガラスの下面との密着性をさらに高めることができるため、超音波を気泡部に作用させている間に支持体に対して薄板ガラスが位置ズレするのを防止することができる。
また、支持体の上面と薄板ガラスの下面との間に介在物を付加し、介在物を介して気泡部を形成させてもよい。このようにすれば、介在物によって支持体の上面と薄板ガラスの下面との間に空間が生じ、この空間に気泡部を形成させることができる。そのため、支持体の上面と薄板ガラスの下面との間であって、積層体の所定の位置に介在物を付加することにより、積層体の選択した位置に安定的に気泡部を形成させることができる。さらに、介在物の高さによって、形成される気泡部の大きさを適宜設定することができる。
支持体の上面に凸状部を設け、凸状部を利用して気泡部を形成させてもよい。このようにすれば、支持体の上面の所定の位置に凸状部を設けることで、支持体と薄板ガラスとを重ね合わせるだけで凸状部の位置に対応して気泡部が形成される。
また、支持体の上面に凹状部を設け、凹状部を利用して気泡部を形成させてもよい。このようにすれば、支持体と薄板ガラスとを重ね合わせたとき、凹状部に対応して気泡部が形成される。このとき、気泡部の周囲は、支持体の上面と薄板ガラスの下面とが密着した状態で重ね合わされるため、気泡部が凹状部の外方に移動するのを防止できる。
液体中で積層体の気泡部に超音波を作用させる構成としてもよい。このようにすれば、積層体に形成された気泡部に対して超音波を作用させることができる。
液体中に複数の積層体を浸漬させる構成としてもよい。このようにすれば、液体中に浸漬された複数の積層体に形成された気泡部に対して一度に超音波を作用させることができる。
薄板ガラスの厚みは100μm以下であることが好ましい。
以上のように、本発明の薄板ガラスの孔開け加工方法によれば、ドリル等の切削工具のように加工性が低下するという事態が生じないため、加工性の低下に伴って、薄板ガラスの孔開け部分にクラックが生じるのを防止することができる。さらに、薄板ガラスの孔開け部分を局所的に加熱する必要が無いため、薄板ガラスに開けられた孔にひずみが生じるのを防止することができる。
以下、本発明の薄板ガラスの孔開け方法の一実施形態を図面に基づいて説明する。
本発明に係る薄板ガラスの孔開け加工方法は、例えば以下の工程を有するものである。すなわち、この加工方法は、支持体としての支持板ガラスと被加工物としての薄板ガラスとを重ね合わせて積層体を作製する積層体作製工程と、積層体作製工程で積層体を加熱した後、積層体を液体中に浸漬し、積層体に形成された気泡部に超音波を作用させて、気泡部に対応する位置で積層体の薄板ガラスに孔を開ける孔開け工程とを有している。
図1は、積層体作製工程で作製された積層体1の断面図を示している。積層体1は、薄板ガラス2の下面2aと支持体としての支持板ガラス3の上面3aとを互いに重ね合わせて直接密着させて積層したものである。なお、直接密着とは、接着剤等の他部材を使用することなく密着させることをいう。
図1に示すように積層体1には、薄板ガラス2の薄板ガラス2と支持板ガラス3とを重ね合わせた際、薄板ガラス2の下面2aと支持板ガラス3の上面3aとの間に空気を入り込ませることよって、気泡部4が形成される。このとき、気泡部4の高さは、4μm以上とすることが好ましい。気泡部4の高さを高くすることで、孔が開きやすくなる。形成する孔の大きさにもよるが、気泡部4の高さは、200μm以下とすることが好ましい。なお、図1及び図2においては説明のため、気泡部4を誇張して示している。
この時、薄板ガラス2の下面2a及び支持板ガラス3の上面3aを所定の表面粗さに設定することにより、薄板ガラス2と支持板ガラス3との密着力を高めることができる。具体的には、積層体1の薄板ガラス2の下面2aの表面粗さRaは、2.0nm以下、より好ましくは0.5nm以下、特に好ましくは0.2nm以下である。また同様に、支持板ガラス3の上面3aの表面粗さRaは、2.0nm以下、より好ましくは0.5nm以下、特に好ましくは0.2nm以下である。ここで、Ra(算術平均粗さ)は、JIS 2001に準拠するものとする。このような表面粗さを満足する薄板ガラス2及び支持板ガラス3は、例えばオーバーフローダウンドロー法により成形され、その表面が未研磨面とされる。なお、薄板ガラス2び支持板ガラス3の合わせ面を、研磨やエッチング処理することにより、上記の数値範囲を満足する表面粗さを付与してもよい。すなわち、薄板ガラス2び支持板ガラス3は、フロート法などのオーバーフローダウンドロー法以外の方法で成形してもよい。
薄板ガラス2は、例えば、10〜300μmの厚みを有しているが、プラズマディスプレイ、液晶ディスプレイ等のフラットパネルディスプレイに使用される薄板ガラス2に用いる場合には、50〜200μmとすることがさらに好ましい。
支持板ガラス3は、薄板ガラス2よりも厚みが大きく、例えば、200〜700μmの厚みを有している。なお、本実施形態では、支持体の材質としてガラスを用いた場合について示しているが、これに限定されることはない。薄板ガラス2を支持する支持体の材質としては、例えば、ポリカーボネート、アクリル、ポリエチレンテレフタレート、PEEK、ポリアミド、ポリ塩化ビニル、ポリエチレン、ポリプロピレン、ポリエチレンナフタレート等の各種樹脂樹脂材料を用いることもできる。
次に、積層体作製工程で積層体1に加熱処理を施して、薄板ガラス2と支持板ガラス3との密着力を向上させる。加熱処理の条件としては、薄板ガラス2と支持板ガラス3のうち、低い方の歪点未満まで加熱する。すなわち、薄板ガラス2と支持板ガラス3のうち、低い方の軟化点までは加熱せず、薄板ガラス2と支持板ガラス3に大きな形状変形が生じるのを防止している。加熱温度は、薄板ガラス2や支持板ガラス3のガラス組成によっても変わるが、例えば、200℃〜400℃程度(この実施形態では、約400℃)とされる。加熱処理の昇温速度は、例えば1〜10℃/minが好ましく、この実施形態では3℃/minである。加熱処理に利用する炉としては、例えば、ADVANTEC社製電気マッフル炉(FUW242PA)などを使用することができる。
その後、積層体1に形成された気泡部4に超音波を作用させる(孔開け工程)。本実施形態では、例えば、超音波洗浄機を使用する。図2に示すように、超音波洗浄機5の洗浄槽(以下、液体槽5aと呼ぶ。)には、超音波を発生させる超音波発生手段5bが設けられており、液体槽5a中には、例えば、液体としての水が満たされている。水が満たされた液体槽5aに積層体1を浸漬させた後、液体槽5aに設けられた超音波発生手段5bを駆動する。これにより、超音波が水中6を伝播して積層体1に伝えられる。超音波は、積層体1に形成された気泡部4に作用することにより、積層体1に形成された気泡部1に対応する位置の薄板ガラス2に孔が開けられる。薄板ガラス2に孔開け加工を施した後、孔開け加工が施された薄板ガラス2の使用目的に応じて、薄板ガラス2を支持板ガラス3に積層させたままの状態で用いたり、薄板ガラス2と支持板ガラス3とを分離して用いてもよい。
このとき、超音波発生手段5bから発生する超音波の周波数帯域は、20kHz〜50kHzである。周波数が低いほど、強力な衝撃が発生し、孔が開きやすくなる。
また、液体槽5aを満たす液体として水の他に、有機溶媒等を満たしてもよい。
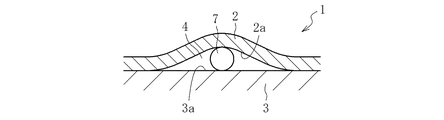
本発明は、上記の実施形態に限定されることなく、種々の形態で実施することができる。上記の実施形態では、薄板ガラス2を支持板ガラス3に重ね合わせた時に、薄板ガラス2の下面2aと支持板ガラス3の上面3aとの間に気泡部4を形成させた場合について説明したが、これ以外の方法でも積層体1に気泡部4を形成させることができる。図3に示すように、薄板ガラス2の下面2aと支持板ガラス3の上面3aとの間に例えば、介在物としてのガラスビーズ7を付加し、このガラスビーズ7を介して薄板ガラス2の下面2aと支持板ガラス3の上面3aとの間に気泡部4を形成させることができる。このとき、ガラスビーズ7の大きさは、4〜200μmであることが好ましい。ガラスビーズ7の大きさ(支持板ガラス3の上面3aから薄板ガラス2の下面2aまでの距離)によって、気泡部4の大きさを適宜変更することができる。これにより、ガラスビーズ7の大きさに応じて、加工される孔の大きさを設定することができる(実施例参照)。なお、介在物としては、上記したガラスビーズ7の他に、金属、有機物(例えば、マジックペン等のインク)を用いてもよい。
また、積層体1に複数の気泡部4を形成させることにより、1枚の薄板ガラス2の複数箇所を同時に孔開け加工を施すことができる。
また、複数の積層体1を液体槽5a中に浸漬することにより、液体槽5a中に浸漬された複数枚の薄板ガラス2に対して同時に孔開け加工を施すことができる。
また、加熱処理に代えて、薄板ガラス2と支持板ガラス3とを接着剤で接着してもよい。この場合、気泡部4の周囲のみを接着してもよい。
また、図4に示すように、支持板ガラス3の上面3aに凸状部3a1を設けることにより、薄板ガラス2の下面2aと支持板ガラス3の凸状部3a1との間に気泡部4を形成させることができる。支持板ガラス3の上面3aに凸状部3a1を設けておくことで、薄板ガラス2を支持板ガラス3に重ね合わせるだけで、積層体1の所定の位置に気泡部4を形成させることができる。積層体1の薄板ガラス2に孔開け加工を施した後、薄板ガラス2と支持板ガラス3とを分離することにより、分離された支持板ガラス3を、別の新たな薄板ガラス2の支持板ガラス3として再利用することができる。そのため、同じ支持板ガラス3を用いて積層体1を作製することにより、所定の位置に孔開け加工が施された薄板ガラス2を複数作製することができる。
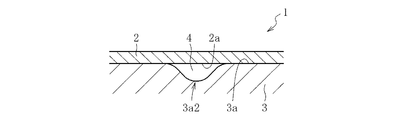
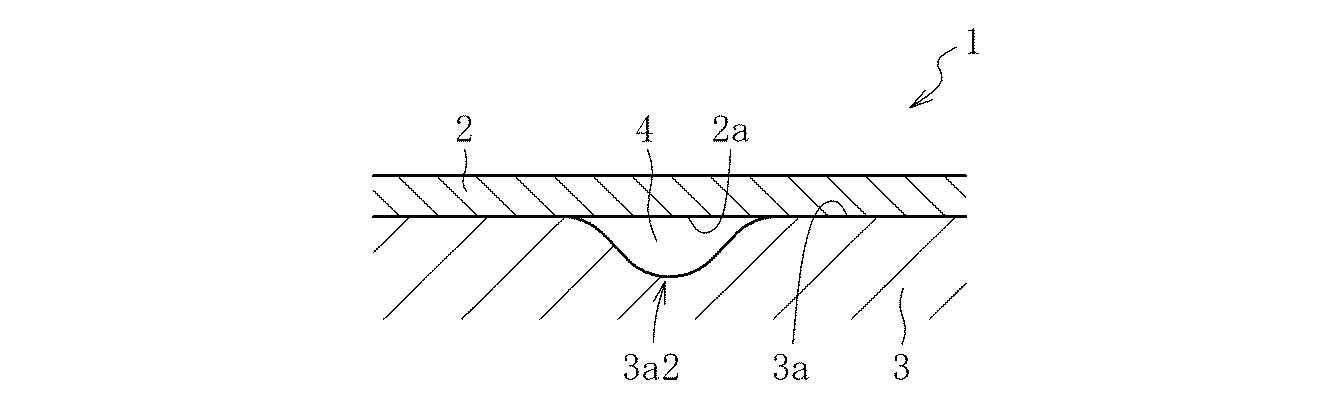
また、図5に示すように、支持板ガラス3の上面3aに凹状部3a2を設け、薄板ガラス2の下面2aと支持板ガラス3の凹状部3a2との間に気泡部4を形成させることもできる。凹状部3a2の周囲は、薄板ガラス2と支持板ガラス3とが密着した状態で重ね合わされているため、支持板ガラス3の上面3aに設けられた凹状部3a2の大きさによって、気泡部4の大きさが決定される。また、気泡部4は、薄板ガラス2と支持板ガラス3とによって、密閉されている。そのため、積層体1の搬送時や、孔開け加工を施している最中に、気泡部4が凹状部3a2の外に移動するのを防止することができる。
実施例の各積層体に対しては、気泡部の大きさと介在物の大きさとの相関性評価と、薄板ガラスの孔開けの成否評価とをそれぞれ行った。各実施例について、共通する事項は次の通りである。
〈支持板ガラス〉
支持板ガラスとしては、日本電気硝子株式会社製の無アルカリガラス(製品名:OA−10G)を使用した。支持板ガラスの大きさは、500mm×150mmとし、厚みは500μmとした。
〈薄板ガラス〉
薄板ガラスとしては、日本電気硝子株式会社製の無アルカリガラス(製品名:OA−10G)を使した。薄板ガラスの大きさは、150mm×150mmとし、厚みは100μmとした。
支持板ガラスとしては、日本電気硝子株式会社製の無アルカリガラス(製品名:OA−10G)を使用した。支持板ガラスの大きさは、500mm×150mmとし、厚みは500μmとした。
〈薄板ガラス〉
薄板ガラスとしては、日本電気硝子株式会社製の無アルカリガラス(製品名:OA−10G)を使した。薄板ガラスの大きさは、150mm×150mmとし、厚みは100μmとした。
薄板ガラスの下面と支持板ガラスの上面との間に介在させる介在物の大きさと積層体に形成された気泡部の大きさとの相関性評価及び、孔開け加工の成否の評価について説明する。
〈気泡部大きさと介在物の大きさとの相関性評価〉
ガラスビーズの大きさ(直径)及び積層体に形成された気泡部の大きさ(気泡部の幅)を測定し、その相関性を評価した。
ガラスビーズの大きさ(直径)及び積層体に形成された気泡部の大きさ(気泡部の幅)を測定し、その相関性を評価した。
〈薄板ガラスの孔開けの加工の成否評価〉
薄板ガラスへの孔開け加工の成否は、水が満たされた液体槽に、作製した積層体を浸漬し、超音波を気泡部に作用させた後、薄板ガラスに対する孔開け加工の成否を評価した。この際、液体槽中の液体の温度を20℃とし、超音波の周波数を42kHzに設定して、30分間超音波を発生させた。孔開け加工の成否は、「○」、「×」で評価した。「○」は、薄板ガラスに孔開けが施されたことを示し、「×」は、孔開けが施されなかったことを示している。
薄板ガラスへの孔開け加工の成否は、水が満たされた液体槽に、作製した積層体を浸漬し、超音波を気泡部に作用させた後、薄板ガラスに対する孔開け加工の成否を評価した。この際、液体槽中の液体の温度を20℃とし、超音波の周波数を42kHzに設定して、30分間超音波を発生させた。孔開け加工の成否は、「○」、「×」で評価した。「○」は、薄板ガラスに孔開けが施されたことを示し、「×」は、孔開けが施されなかったことを示している。
次に、各実施例の積層体の作製方法を説明する。
〈実施例1〉
薄板ガラスの下面と支持板ガラスの上面と間に直径11μmのガラスビーズを介在させ、意図的に気泡部を形成させた積層体を作製した。作製した積層体を400℃の加熱炉で、10分間加熱処理を行った。
薄板ガラスの下面と支持板ガラスの上面と間に直径11μmのガラスビーズを介在させ、意図的に気泡部を形成させた積層体を作製した。作製した積層体を400℃の加熱炉で、10分間加熱処理を行った。
〈実施例2〜5〉
実施例2〜5の積層体は、実施例1の積層体と同様の方法で作製した。ただし、薄板ガラスの下面と支持板ガラスの上面との間に介在させるガラスビーズの大きさは、実施例1と相違するように作製した。
実施例2〜5の積層体は、実施例1の積層体と同様の方法で作製した。ただし、薄板ガラスの下面と支持板ガラスの上面との間に介在させるガラスビーズの大きさは、実施例1と相違するように作製した。
〈各評価試験の結果〉
次に、以上のように作製された実施例1〜5の各評価試験結果を表1に示す。
次に、以上のように作製された実施例1〜5の各評価試験結果を表1に示す。
表1に示すように、気泡部の大きさ(直径)と介在物の大きさに相関があることが確認された。また、実施例1〜実施例5の全てにおいて、超音波を気泡部に作用させることによって、薄板ガラスに孔開けが施されているのが確認された。超音波を気泡部に作用させることによって孔開けがなされる要因として、積層体に形成された気泡が超音波によって振動したためであると想定される。この他にも、超音波振動によって生じたキャビテーションの影響によるものとも仮定される。
1 積層体
2 薄板ガラス
3 支持板ガラス
3a1 凸状部
3a2 凹状部
4 気泡部
5 超音波洗浄機
5a 液体槽
5b 超音波発生手段
7 ガラスビーズ(介在物)
2 薄板ガラス
3 支持板ガラス
3a1 凸状部
3a2 凹状部
4 気泡部
5 超音波洗浄機
5a 液体槽
5b 超音波発生手段
7 ガラスビーズ(介在物)
Claims (9)
- 支持体と薄板ガラスとを重ね合わせ、前記支持体の上面と前記薄板ガラスの下面との間に気泡部を形成させた積層体を作製する積層体作製工程と、前記気泡部に超音波を作用させて、前記気泡部に対応する位置で前記積層体の前記薄板ガラスに孔を開ける孔開け工程とを備えた薄板ガラスの孔開け加工方法。
- 前記支持体はガラスである請求項1記載の薄板ガラスの孔開け加工方法。
- 前記積層体作製工程で前記積層体を加熱する請求項2記載の薄板ガラスの孔開け加工方法。
- 前記支持体の上面と前記薄板ガラスの下面との間に介在物を付加して、該介在物を介して前記気泡部を形成させる請求項1〜3記載の何れか1項に記載の薄板ガラスの孔開け加工方法。
- 前記支持体の上面に凸状部を設け、該凸状部を利用して前記気泡部を形成させる請求項1〜3記載の何れか1項に記載の薄板ガラスの孔開け加工方法。
- 前記支持体の上面に凹状部を設け、該凹状部を利用して前記気泡部を形成させる請求項1〜3記載の何れか1項に記載の薄板ガラスの孔開け加工方法。
- 液体中で前記積層体の前記気泡部に超音波を作用させる請求項1〜6の何れか1項に記載の薄板ガラスの孔開け加工方法。
- 前記液体中に複数の前記積層体を浸漬させる請求項7に記載の薄板ガラスの孔開け加工方法。
- 薄板ガラスの厚みは100μm以下である請求項1〜8の何れか1項に記載の薄板ガラスの孔開け加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014008511A JP2015137192A (ja) | 2014-01-21 | 2014-01-21 | 薄板ガラスの孔開け加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014008511A JP2015137192A (ja) | 2014-01-21 | 2014-01-21 | 薄板ガラスの孔開け加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015137192A true JP2015137192A (ja) | 2015-07-30 |
Family
ID=53768452
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014008511A Pending JP2015137192A (ja) | 2014-01-21 | 2014-01-21 | 薄板ガラスの孔開け加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015137192A (ja) |
-
2014
- 2014-01-21 JP JP2014008511A patent/JP2015137192A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104136967B (zh) | 用于分离增强玻璃的方法及装置及由该增强玻璃生产的物品 | |
| CN107922259B (zh) | 玻璃板的制造方法、玻璃板、玻璃物品的制造方法、玻璃物品以及玻璃物品的制造装置 | |
| JP5422767B1 (ja) | 貼り合わせ分離方法及び分離装置 | |
| US9393661B2 (en) | Method of using device of processing tempered glass | |
| US10941069B2 (en) | Processing a plate-like workpiece having a transparent, glass, glass-like, ceramic and/or crystalline layer | |
| CN104114506A (zh) | 加工强化玻璃的方法和装置及藉此制造的物品 | |
| JP2017507101A (ja) | 薄い可撓性ガラスの自由形状切断のための方法および装置 | |
| JP5888158B2 (ja) | ガラスフィルムの割断方法 | |
| WO2016174956A1 (ja) | 可撓性積層体の製造方法 | |
| JP6045361B2 (ja) | ウエーハの加工方法 | |
| CN104326649A (zh) | 复合玻璃的孔切割方法 | |
| JP2015137192A (ja) | 薄板ガラスの孔開け加工方法 | |
| CN108137376B (zh) | 用于切割玻璃层压件的方法和设备 | |
| JP4987266B2 (ja) | ガラス切断方法およびその装置 | |
| CN105601093A (zh) | 刻划方法以及刻划装置 | |
| JP2015093822A (ja) | 強化ガラスと強化ガラスの面取り面の形成方法。 | |
| CN115570281A (zh) | 一种激光加工覆铜板的方法 | |
| JP2020070202A (ja) | 貼り合わせ基板の分断方法 | |
| JP2015063415A (ja) | ガラスフィルム、及びガラスフィルム積層体、並びにガラスフィルムの切断方法 | |
| TW201424968A (zh) | 分斷方法及分斷裝置 | |
| JP2002182178A5 (ja) | ||
| JP2020083690A (ja) | 貼り合わせ基板の分断方法 | |
| KR20120032261A (ko) | 커팅 다이 | |
| CN108059332A (zh) | 玻璃基板的成型方法 | |
| JP2019078838A (ja) | 液晶パネル製造方法 |