JP2015157404A - タイヤ部材形成装置 - Google Patents
タイヤ部材形成装置 Download PDFInfo
- Publication number
- JP2015157404A JP2015157404A JP2014033191A JP2014033191A JP2015157404A JP 2015157404 A JP2015157404 A JP 2015157404A JP 2014033191 A JP2014033191 A JP 2014033191A JP 2014033191 A JP2014033191 A JP 2014033191A JP 2015157404 A JP2015157404 A JP 2015157404A
- Authority
- JP
- Japan
- Prior art keywords
- guide roller
- rubber strip
- transport
- surface portion
- supported
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/30—Applying the layers; Guiding or stretching the layers during application
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/06—Making preforms by moulding the material
- B29B11/10—Extrusion moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/30—Applying the layers; Guiding or stretching the layers during application
- B29D30/3028—Applying the layers; Guiding or stretching the layers during application by feeding a continuous band and winding it helically, i.e. the band is fed while being advanced along the drum axis, to form an annular element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/52—Unvulcanised treads, e.g. on used tyres; Retreading
- B29D30/58—Applying bands of rubber treads, i.e. applying camel backs
- B29D30/60—Applying bands of rubber treads, i.e. applying camel backs by winding narrow strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/30—Applying the layers; Guiding or stretching the layers during application
- B29D2030/3064—Details, accessories and auxiliary operations not otherwise provided for
- B29D2030/3085—Details, accessories and auxiliary operations not otherwise provided for the layers being applied being already cut to the appropriate length, before the application step
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/24—Drums
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tyre Moulding (AREA)
Abstract
Description
(1)搬送コンベヤcを、被巻付け体bの軸心biと平行なX軸方向に沿って横移動させる横移動手段gxと、
(2)搬送コンベヤcを、Y軸方向に沿って被巻付け体bに向かって進退移動させる縦移動手段gyと、
(3)搬送コンベヤcを、垂直なZ軸方向の軸心Zi廻りで旋回させる旋回手段gzとを具える。
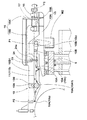
図1は、本発明の一実施形態のタイヤ部材形成装置Tの側面図である。図1に示されるように、タイヤ部材形成装置T(以下、単に「形成装置T」という場合がある。)は、未加硫のゴムストリップGが巻付けられるドラム装置1と、ゴムストリップGを供給するゴムストリップ供給装置2と、ゴムストリップ供給装置2から供給されるゴムストリップGをドラム装置1に貼付けるゴムストリップ貼付装置3とを含んでいる。
貼付装置3は、本例では、基台5と、この基台5に上下移動可能に支持される昇降台9と、該昇降台9に横移動可能に支持される横移動台6とを含むとともに、この横移動台6に前記アプリケータ4が取り付く。前記昇降台9は、昇降手段12を介して上下動可能に支持される。本例の昇降手段12は、垂直な一対のガイド軸12aと、垂直なボールネジ軸12bとを含む。前記ガイド軸12aの上端は前記昇降台9に固定され、かつ下端は下板12cに固定される。又前記ボールネジ軸12bは前記昇降台9と下板12cとによって回転自在に枢支されるとともに、その下端部は、前記下板12cに取り付く昇降用モータM1に連結される。又前記基台5は、前記ガイド軸12aを挿通するガイド孔と前記ボールネジ軸12bに螺合するネジ孔とを有する支持板部5aを具える。
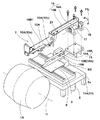
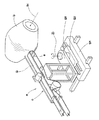
7 搬送コンベヤ
10 案内ローラ
10A 前方側の案内ローラ
10B 後方側の案内ローラ
11 搬送ベルト
11S 搬送面
11j 搬送面巾中心線
11SA 前方側の搬送面部
11SB 後方側の搬送面部
11SM 捻れ搬送面部
Claims (5)
- 回転駆動される非直円筒状かつゴムストリップが巻付けられる被巻付け体を具えるドラム装置と、前記ゴムストリップを供給するゴムストリップ供給装置と、前記ゴムストリップ供給装置から供給される前記ゴムストリップを前記被巻付け体に搬送して巻き付けるアプリケータを具えるゴムストリップ貼付装置とを含むタイヤ部材形成装置であって、
前記アプリケータは、複数の案内ローラによって周回可能に案内され、かつ搬送面上で前記ゴムストリップを搬送する搬送ベルトを有する搬送コンベヤを具え、
しかも前記搬送面は、この搬送面の全長に亘って一直線状にのびる搬送面巾中心線を具えるとともに、
前記案内ローラは、搬送方向最前方側に配される最前方側案内ローラを含む前方側の案内ローラと、搬送方向最後方側に配される最後方側案内ローラを含む後方側の案内ローラとに区分され、しかも前記前方側の案内ローラが、前記搬送面巾中心線廻りで傾動可能に保持されることより、前記搬送面は、前記前方側の案内ローラに支持される前方側の搬送面部と、前記後方側の案内ローラに支持される後方側の搬送面部との間に、捻れ可能な捻れ搬送面部を形成したことを特徴とするタイヤ部材形成装置。 - 前記ゴムストリップ供給装置は、定量的にゴムを押出しうるギヤポンプと、前記ギヤポンプから押出された前記ゴムを予成形する押出しヘッドとを具えるゴム押出機を含むことを特徴とする請求項1記載のタイヤ部材形成装置。
- 前記後方側の案内ローラは、第1フレームに支持されるとともに、前記前方側の案内ローラは、前記第1フレームに前記搬送面巾中心線廻りで傾動可能に保持される第2フレームに支持されることを特徴とする請求項1又は2記載のタイヤ部材形成装置。
- 前記アプリケータは、複数の上案内ローラによって周回可能に案内され、かつ前記ゴムストリップを前記搬送ベルトに押し付ける押付けベルトを有する押付けコンベヤを具えるとともに、
前記押付けベルトは、前記ゴムストリップを前記前方側の搬送面部に押し付ける前方側の押付け面部と、前記後方側の搬送面部に押し付ける後方側の押付け面部と、前記捻れ搬送面部に押し付ける捻れ押付け面部とからなる押付け面を具えることを特徴とする請求項1乃至3のいずれかに記載のタイヤ部材形成装置。 - 前記ゴムストリップ供給装置は、前記被巻付け体の軸心と平行な方向に移動可能に支持された横移動台を有し、
前記アプリケータは、前記横移動台に取り付けられることを特徴とする請求項1乃至4のいずれかに記載のタイヤ部材形成装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014033191A JP5945290B2 (ja) | 2014-02-24 | 2014-02-24 | タイヤ部材形成装置 |
| CN201580007702.5A CN105980141B (zh) | 2014-02-24 | 2015-01-15 | 轮胎部件形成装置 |
| US15/116,092 US10343360B2 (en) | 2014-02-24 | 2015-01-15 | Tire member-forming apparatus |
| EP15751582.6A EP3106292B1 (en) | 2014-02-24 | 2015-01-15 | Tire member-forming apparatus |
| PCT/JP2015/050860 WO2015125519A1 (ja) | 2014-02-24 | 2015-01-15 | タイヤ部材形成装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014033191A JP5945290B2 (ja) | 2014-02-24 | 2014-02-24 | タイヤ部材形成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015157404A true JP2015157404A (ja) | 2015-09-03 |
| JP5945290B2 JP5945290B2 (ja) | 2016-07-05 |
Family
ID=53878035
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014033191A Expired - Fee Related JP5945290B2 (ja) | 2014-02-24 | 2014-02-24 | タイヤ部材形成装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10343360B2 (ja) |
| EP (1) | EP3106292B1 (ja) |
| JP (1) | JP5945290B2 (ja) |
| CN (1) | CN105980141B (ja) |
| WO (1) | WO2015125519A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021133655A (ja) * | 2020-02-28 | 2021-09-13 | 住友ゴム工業株式会社 | 搬送装置 |
| JP2023542579A (ja) * | 2021-08-26 | 2023-10-11 | ヴェーエムイー ホーランド ベー. ヴェー. | ストリップアプリケータ、ストリップ巻回ステーション、およびストリップをストリップ巻回ドラムに適用するための方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102202019B1 (ko) * | 2014-08-27 | 2021-01-12 | 후지 세이코 가부시키가이샤 | 비드 코어 성형장치 |
| CN108190641B (zh) * | 2018-01-26 | 2024-06-04 | 联亚智能科技(苏州)有限公司 | 一种橡胶部件自动缠绕机组 |
| CN108673918A (zh) * | 2018-04-11 | 2018-10-19 | 联亚智能科技(苏州)有限公司 | 一种具有称重功能的缠绕机组 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006110856A (ja) * | 2004-10-14 | 2006-04-27 | Sumitomo Rubber Ind Ltd | ゴムストリップの貼付装置 |
| JP2006347003A (ja) * | 2005-06-16 | 2006-12-28 | Bridgestone Corp | タイヤの製造方法およびベルト形成装置 |
| JP2011183698A (ja) * | 2010-03-09 | 2011-09-22 | Sumitomo Rubber Ind Ltd | タイヤ用ゴム部材の製造方法、及びそれに用いる製造装置 |
| JP2013226677A (ja) * | 2012-04-24 | 2013-11-07 | Bridgestone Corp | 帯状部材の巻付け装置および巻付け方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4233013A (en) * | 1978-05-16 | 1980-11-11 | The Firestone Tire & Rubber Company | Apparatus for producing continuous cured rubber strips |
| US4330116A (en) * | 1980-10-20 | 1982-05-18 | Newsome John R | Bundling mechanism for signatures |
| FR2603841B1 (fr) | 1986-09-17 | 1989-02-24 | Michelin & Cie | Procede de fabrication d'un pneumatique avec pose des produits caoutchouteux et des elements de renforcement sur un support, dispositif de pose des produits caoutchouteux et machine qui utilise de tel(s) dispositif(s) |
| JP2783804B2 (ja) * | 1988-02-10 | 1998-08-06 | 株式会社アマダ | ワイヤカット放電加工機のワイヤ排出装置 |
| US5335415A (en) * | 1991-10-30 | 1994-08-09 | Bridgestone Corporation | Apparatus for winding and pressure-fitting a small width strip to a rotating body |
| JP3194765B2 (ja) * | 1991-11-13 | 2001-08-06 | 株式会社ブリヂストン | 細幅帯状体の巻き付け装置 |
| JP4159801B2 (ja) * | 2002-05-17 | 2008-10-01 | 株式会社ブリヂストン | タイヤ部材の成型装置および成型方法 |
| JP5129428B2 (ja) * | 2003-12-01 | 2013-01-30 | インベンテイオ・アクテイエンゲゼルシヤフト | エレベータシステム |
| DE602005004581T2 (de) * | 2004-10-14 | 2009-01-29 | Sumitomo Rubber Industries Ltd., Kobe | Verfahren und Vorrichtung zur Herstellung eines Gegenstandes durch Wickeln eines Gummistreifens auf einen Tragkörper |
| JP4673614B2 (ja) * | 2004-12-02 | 2011-04-20 | 住友ゴム工業株式会社 | タイヤ用ゴム部材の製造方法 |
| DE102005046115A1 (de) * | 2005-09-27 | 2007-03-29 | Continental Aktiengesellschaft | Vorrichtung zum Zuführen und Andrücken von Kautschukmaterial zum Aufbau einer Reifenaufbauschicht |
| JP4398936B2 (ja) * | 2005-11-15 | 2010-01-13 | 住友ゴム工業株式会社 | ゴムストリップの貼付装置 |
| JP5121835B2 (ja) * | 2007-09-05 | 2013-01-16 | 株式会社ブリヂストン | 未加硫タイヤの製造方法および装置 |
| BRPI0822589B1 (pt) * | 2008-04-23 | 2020-03-31 | Pirelli Tyre S.P.A. | Processo e aparelho para construir pneus |
| US8691034B2 (en) * | 2008-12-05 | 2014-04-08 | Michelin Recherche Et Technique S.A. | Method and apparatus for forming a tire component upon an axially tapered surface |
| JP4922425B2 (ja) * | 2010-03-19 | 2012-04-25 | 住友ゴム工業株式会社 | ゴムストリップの押付け装置 |
| FR2975040B1 (fr) | 2011-05-10 | 2013-06-28 | Michelin Soc Tech | Outil de pose d'une bandelette pour la realisation d'une ebauche de pneumatique |
| JP6030910B2 (ja) * | 2012-10-02 | 2016-11-24 | 住友ゴム工業株式会社 | ゴム部材の製造装置 |
| JP5767623B2 (ja) * | 2012-12-27 | 2015-08-19 | 住友ゴム工業株式会社 | ゴムストリップの貼付装置 |
-
2014
- 2014-02-24 JP JP2014033191A patent/JP5945290B2/ja not_active Expired - Fee Related
-
2015
- 2015-01-15 US US15/116,092 patent/US10343360B2/en not_active Expired - Fee Related
- 2015-01-15 CN CN201580007702.5A patent/CN105980141B/zh not_active Expired - Fee Related
- 2015-01-15 WO PCT/JP2015/050860 patent/WO2015125519A1/ja not_active Ceased
- 2015-01-15 EP EP15751582.6A patent/EP3106292B1/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006110856A (ja) * | 2004-10-14 | 2006-04-27 | Sumitomo Rubber Ind Ltd | ゴムストリップの貼付装置 |
| JP2006347003A (ja) * | 2005-06-16 | 2006-12-28 | Bridgestone Corp | タイヤの製造方法およびベルト形成装置 |
| JP2011183698A (ja) * | 2010-03-09 | 2011-09-22 | Sumitomo Rubber Ind Ltd | タイヤ用ゴム部材の製造方法、及びそれに用いる製造装置 |
| JP2013226677A (ja) * | 2012-04-24 | 2013-11-07 | Bridgestone Corp | 帯状部材の巻付け装置および巻付け方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021133655A (ja) * | 2020-02-28 | 2021-09-13 | 住友ゴム工業株式会社 | 搬送装置 |
| JP7476571B2 (ja) | 2020-02-28 | 2024-05-01 | 住友ゴム工業株式会社 | 搬送装置 |
| JP2023542579A (ja) * | 2021-08-26 | 2023-10-11 | ヴェーエムイー ホーランド ベー. ヴェー. | ストリップアプリケータ、ストリップ巻回ステーション、およびストリップをストリップ巻回ドラムに適用するための方法 |
| KR20240047464A (ko) * | 2021-08-26 | 2024-04-12 | 브이엠아이 홀랜드 비.브이. | 스트립 어플리케이터, 스트립-권취 스테이션 및 스트립-권취 드럼에 스트립을 적용하기 위한 방법 |
| JP7574326B2 (ja) | 2021-08-26 | 2024-10-28 | ヴェーエムイー ホーランド ベー. ヴェー. | ストリップアプリケータ、ストリップ巻回ステーション、およびストリップをストリップ巻回ドラムに適用するための方法 |
| US12246504B2 (en) | 2021-08-26 | 2025-03-11 | Vmi Holland B.V. | Strip applicator, strip-winding station and method for applying a strip to a strip-winding drum |
| KR102844709B1 (ko) | 2021-08-26 | 2025-08-08 | 브이엠아이 홀랜드 비.브이. | 스트립 어플리케이터, 스트립-권취 스테이션 및 스트립-권취 드럼에 스트립을 적용하기 위한 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015125519A1 (ja) | 2015-08-27 |
| US10343360B2 (en) | 2019-07-09 |
| JP5945290B2 (ja) | 2016-07-05 |
| EP3106292B1 (en) | 2019-05-29 |
| EP3106292A4 (en) | 2017-11-22 |
| CN105980141B (zh) | 2019-01-01 |
| EP3106292A1 (en) | 2016-12-21 |
| US20170165934A1 (en) | 2017-06-15 |
| CN105980141A (zh) | 2016-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5767623B2 (ja) | ゴムストリップの貼付装置 | |
| JP5945290B2 (ja) | タイヤ部材形成装置 | |
| CN109556508B (zh) | 轮胎内表面形状测定装置以及轮胎内表面形状测定方法 | |
| KR101458918B1 (ko) | 스파이럴 스프링 가스켓의 제조장치 및 그 제조방법 | |
| KR20200078313A (ko) | 연속 라벨 용지의 타발 스크랩 권취장치 | |
| JP6809026B2 (ja) | コード入りゴムシート部材の切断方法および装置 | |
| JP2014069561A (ja) | ゴムストリップ貼り付け装置 | |
| JP2017196836A (ja) | ゴムストリップの貼付装置 | |
| JP6013860B2 (ja) | ゴムストリップ搬送切断装置 | |
| JP2010058278A (ja) | 押し出し機およびゴムローラの製造方法 | |
| KR101002394B1 (ko) | 권취된 성형 가공물의 리사이징 커팅장치 | |
| JP2012121226A (ja) | タイヤ構成部材の供給装置、未加硫タイヤの製造装置および未加硫タイヤの製造方法 | |
| JP4673614B2 (ja) | タイヤ用ゴム部材の製造方法 | |
| CN213536216U (zh) | 转运带用张紧结构 | |
| JP2006159744A (ja) | 空気入りタイヤのインフレート成形機におけるターンナップ方法及びそのターンナップ装置 | |
| JP6280374B2 (ja) | ゴムストリップの押付け装置 | |
| JP2014073549A (ja) | 曲面加工方法および曲面加工用のワイヤソー | |
| JP2023061105A (ja) | 環状ゴム部材の製造方法および装置 | |
| US20140262048A1 (en) | Conveying device | |
| JP4316346B2 (ja) | 伝動ベルトの製造方法 | |
| JP5620298B2 (ja) | ゴムストリップの切断装置および切断方法 | |
| JPWO2003006350A1 (ja) | 長尺塑性変形部材の保管方法および長尺塑性変形部材の保管装置 | |
| JP7275802B2 (ja) | ゴムストリップの貼付装置 | |
| JP2024010735A (ja) | ストリップの切断装置 | |
| JP6787062B2 (ja) | ストリップ巻回体形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160517 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160527 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5945290 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |