JP2015174166A - 基板キャリア及び研磨基板の製造方法 - Google Patents
基板キャリア及び研磨基板の製造方法 Download PDFInfo
- Publication number
- JP2015174166A JP2015174166A JP2014051019A JP2014051019A JP2015174166A JP 2015174166 A JP2015174166 A JP 2015174166A JP 2014051019 A JP2014051019 A JP 2014051019A JP 2014051019 A JP2014051019 A JP 2014051019A JP 2015174166 A JP2015174166 A JP 2015174166A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- carrier
- polishing
- side protruding
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 447
- 238000005498 polishing Methods 0.000 title claims abstract description 78
- 238000004519 manufacturing process Methods 0.000 title claims description 17
- 238000000034 method Methods 0.000 title description 9
- 239000000853 adhesive Substances 0.000 claims abstract description 135
- 230000001070 adhesive effect Effects 0.000 claims abstract description 132
- 230000002093 peripheral effect Effects 0.000 claims description 14
- 238000000227 grinding Methods 0.000 claims description 5
- 239000002131 composite material Substances 0.000 abstract description 59
- WSMQKESQZFQMFW-UHFFFAOYSA-N 5-methyl-pyrazole-3-carboxylic acid Chemical compound CC1=CC(C(O)=O)=NN1 WSMQKESQZFQMFW-UHFFFAOYSA-N 0.000 description 18
- 239000012790 adhesive layer Substances 0.000 description 12
- 239000001993 wax Substances 0.000 description 7
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 238000001816 cooling Methods 0.000 description 5
- 239000003822 epoxy resin Substances 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 229920000647 polyepoxide Polymers 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000002002 slurry Substances 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 3
- 239000008119 colloidal silica Substances 0.000 description 3
- 239000013078 crystal Substances 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- GQYHUHYESMUTHG-UHFFFAOYSA-N lithium niobate Chemical compound [Li+].[O-][Nb](=O)=O GQYHUHYESMUTHG-UHFFFAOYSA-N 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 229910052744 lithium Inorganic materials 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 230000008646 thermal stress Effects 0.000 description 2
- RIUWBIIVUYSTCN-UHFFFAOYSA-N trilithium borate Chemical compound [Li+].[Li+].[Li+].[O-]B([O-])[O-] RIUWBIIVUYSTCN-UHFFFAOYSA-N 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical compound FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- -1 langasite (LGS) Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 239000005028 tinplate Substances 0.000 description 1
Images




Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
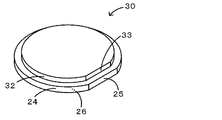
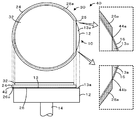
【解決手段】接着体40において基板キャリア10側の接着面13に垂直な方向で且つ複合基板20側から透視したときに、キャリア側はみ出し面13aが基板側はみ出し面26aと第1,第2接点で隣接している状態となるようにする。そして、キャリア側はみ出し面13aを横切り且つその両側において第1,第2接点でキャリア側はみ出し面13aに隣接する基板側はみ出し面26aを通るように、線状部材59を掛け渡し、線状部材59の両側を引っ張ることで貼り合わせ基板を研磨した後の複合基板20を基板キャリアから剥離する。
【選択図】図5
Description
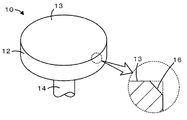
接着剤を介して前記基板を接着する基板キャリアであって、
前記基板を接着剤を介して接着するキャリア側接着面を備え、
前記キャリア側接着面は、円形領域と、該円形領域の外側に突出する1以上の突出領域と、を備えている、
ものである。
(a)基板と、該基板を接着するキャリア側接着面を有する基板キャリアと、を用意する工程と、
(b)前記キャリア側接着面の一部であり前記基板側の接着面の外側にはみ出すキャリア側はみ出し面が存在し、前記基板側の接着面の一部であり前記キャリア側接着面の外側にはみ出す1以上の基板側はみ出し面が存在し、前記キャリア側接着面に垂直な方向で且つ前記基板側から透視したときに、前記キャリア側はみ出し面が1つ又は2つの前記基板側はみ出し面と第1,第2接点で隣接した状態となるように、接着剤を介して前記基板を前記キャリア側接着面に接着して接着体とする工程と、
(c)前記基板のうち前記基板キャリアとの接着面とは反対側の面を研磨して研磨基板とする工程と、
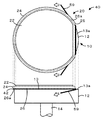
(d)前記キャリア側はみ出し面を横切り且つその両側において前記第1,第2接点で前記キャリア側はみ出し面に隣接する前記基板側はみ出し面を通るように線状部材を掛け渡し、該線状部材の両側を引っ張ることで前記研磨基板を前記基板キャリアから剥離する工程と、
を含むものである。
(a)基板と、該基板を接着するキャリア側接着面を有する基板キャリアと、を用意する工程と、
(b)前記基板側の接着面の一部であり前記キャリア側接着面の外側にはみ出す基板側はみ出し面が存在し、前記キャリア側接着面の一部であり前記基板側の接着面の外側にはみ出す1以上のキャリア側はみ出し面が存在し、前記キャリア側接着面に垂直な方向で且つ前記基板側から透視したときに、前記基板側はみ出し面が1つ又は2つの前記キャリア側はみ出し面と第1,第2接点で隣接した状態となるように、接着剤を介して前記基板を前記キャリア側接着面に接着して接着体とする工程と、
(c)前記基板のうち前記基板キャリアとの接着面とは反対側の面を研磨して研磨基板とする工程と、
(d)前記基板側はみ出し面を横切り且つその両側において前記第1,第2接点で前記基板側はみ出し面に隣接する前記キャリア側はみ出し面を通るように線状部材を掛け渡し、該線状部材の両側を引っ張ることで前記研磨基板を前記基板キャリアから剥離する工程と、
を含むものである。
工程(a)として、アルミナからなるセラミックス製の基板キャリアと、LT基板とSi基板とをエポキシ樹脂を介して接着した貼り合わせ基板と、を用意した。基板キャリアは、上面であるキャリア側接着面の直径が97mmであり、上面の外周縁にC0.5mmの面取りがなされたものを用いた。貼り合わせ基板は、以下のように作製して用意した。まず、OFを有する直径100mm,厚み350μmのLT基板と、OFを有する直径100mm,厚み230μmのSi基板とをエポキシ樹脂を介して接着した。接着は、Si基板の表面にエポキシ樹脂をスピンコータ(回転数1000rpm)で膜厚1μmとなるように塗布し、Si基板とLT基板とを貼り合わせて150℃のオーブンで樹脂を硬化させることで行った。続いて、LT基板とSi基板との非接着部を取り除くため、LT基板の外周部分を2mmの幅でトリミングした。その結果、Si基板のうちLT基板との接着面も外周部分が約50μmの深さで削られており、Si基板のうちLT基板よりも径方向外側の部分は厚みが180μmになっていた。次に、グラインダーでLT基板のうちSi基板との接着面とは反対側の面を研削し、LT基板の厚みを30μmとして、貼り合わせ基板とした。
以下の点以外は、実施例1と同様にして複合基板を作製した。工程(a)では、キャリア側接着面の直径が120mm(貼り合わせ基板側の接着面の直径よりも大きい値)の基板キャリアを用意した。工程(b)では、キャリア側接着面と貼り合わせ基板側の接着面とを同軸に接着して接着体とした。なお、キャリア側接着面の直径は貼り合わせ基板側の接着面の直径よりも大きく、しかも接着面を同軸に接着したため、接着体には基板側はみ出し面は存在しなかった。工程(d)では、剥離させる直前の複合基板の表面温度は−0.3℃とし、スクレイパーを複合基板と基板キャリアとの間に侵入させて複合基板を剥離させた。
比較例2として、工程(d)において接着体を90℃に加熱し、ワックスを熔融させスクレイパーを複合基板と基板キャリアとの間に侵入させて複合基板剥離した点以外は、実施例1と同様にして複合基板を作製した。
Claims (7)
- 基板を研磨する際に該基板を接着する基板キャリアであって、
接着剤を介して前記基板を接着するキャリア側接着面を備え、
前記キャリア側接着面は、円形領域と、該円形領域の外側に突出する1以上の突出領域と、を備えている、
基板キャリア。 - 前記キャリア側接着面のうち前記円形領域と前記突出領域との少なくとも一方の外周縁が面取りされている、
請求項1に記載の基板キャリア。 - (a)基板と、該基板を接着するキャリア側接着面を有する基板キャリアと、を用意する工程と、
(b)前記キャリア側接着面の一部であり前記基板側の接着面の外側にはみ出すキャリア側はみ出し面が存在し、前記基板側の接着面の一部であり前記キャリア側接着面の外側にはみ出す1以上の基板側はみ出し面が存在し、前記キャリア側接着面に垂直な方向で且つ前記基板側から透視したときに、前記キャリア側はみ出し面が1つ又は2つの前記基板側はみ出し面と第1,第2接点で隣接した状態となるように、接着剤を介して前記基板を前記キャリア側接着面に接着して接着体とする工程と、
(c)前記基板のうち前記基板キャリアとの接着面とは反対側の面を研磨して研磨基板とする工程と、
(d)前記キャリア側はみ出し面を横切り且つその両側において前記第1,第2接点で前記キャリア側はみ出し面に隣接する前記基板側はみ出し面を通るように線状部材を掛け渡し、該線状部材の両側を引っ張ることで前記研磨基板を前記基板キャリアから剥離する工程と、
を含む研磨基板の製造方法。 - 前記工程(a)では、オリエンテーションフラットを有する前記基板を用意し、
前記工程(b)では、前記オリエンテーションフラットの両端が前記キャリア側接着面からはみ出し、且つ前記キャリア側接着面の一部が前記オリエンテーションフラットからはみ出すように前記基板と前記基板キャリアとを接着することで、前記状態にする、
請求項3に記載の研磨基板の製造方法。 - (a)基板と、該基板を接着するキャリア側接着面を有する基板キャリアと、を用意する工程と、
(b)前記基板側の接着面の一部であり前記キャリア側接着面の外側にはみ出す基板側はみ出し面が存在し、前記キャリア側接着面の一部であり前記基板側の接着面の外側にはみ出す1以上のキャリア側はみ出し面が存在し、前記キャリア側接着面に垂直な方向で且つ前記基板側から透視したときに、前記基板側はみ出し面が1つ又は2つの前記キャリア側はみ出し面と第1,第2接点で隣接した状態となるように、接着剤を介して前記基板を前記キャリア側接着面に接着して接着体とする工程と、
(c)前記基板のうち前記基板キャリアとの接着面とは反対側の面を研磨して研磨基板とする工程と、
(d)前記基板側はみ出し面を横切り且つその両側において前記第1,第2接点で前記基板側はみ出し面に隣接する前記キャリア側はみ出し面を通るように線状部材を掛け渡し、該線状部材の両側を引っ張ることで前記研磨基板を前記基板キャリアから剥離する工程と、
を含む研磨基板の製造方法。 - 前記工程(a)では、前記キャリア側接着面の外周縁が面取りされている前記基板キャリアを用意する、
請求項3〜5のいずれか1項に記載の研磨基板の製造方法。 - 前記工程(d)では、前記線状部材の両側を前記キャリア側接着面と平行方向に引っ張るか又は前記平行方向から前記基板キャリア側に傾斜した斜め方向に引っ張ることで前記研磨基板を前記基板キャリアから剥離する、
請求項3〜6のいずれか1項に記載の研磨基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014051019A JP6254466B2 (ja) | 2014-03-14 | 2014-03-14 | 研磨基板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014051019A JP6254466B2 (ja) | 2014-03-14 | 2014-03-14 | 研磨基板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015174166A true JP2015174166A (ja) | 2015-10-05 |
| JP6254466B2 JP6254466B2 (ja) | 2017-12-27 |
Family
ID=54253842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014051019A Active JP6254466B2 (ja) | 2014-03-14 | 2014-03-14 | 研磨基板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6254466B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026019597A1 (en) * | 2024-07-19 | 2026-01-22 | Wolfspeed, Inc. | Boules with boule-handling carrier processing methods |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01129058U (ja) * | 1988-02-26 | 1989-09-04 | ||
| JP2006032506A (ja) * | 2004-07-14 | 2006-02-02 | Taiyo Yuden Co Ltd | 半導体ウェハの剥離方法および剥離装置 |
| JP2011146457A (ja) * | 2010-01-13 | 2011-07-28 | Tokyo Ohka Kogyo Co Ltd | 分離方法及び分離装置 |
-
2014
- 2014-03-14 JP JP2014051019A patent/JP6254466B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01129058U (ja) * | 1988-02-26 | 1989-09-04 | ||
| JP2006032506A (ja) * | 2004-07-14 | 2006-02-02 | Taiyo Yuden Co Ltd | 半導体ウェハの剥離方法および剥離装置 |
| JP2011146457A (ja) * | 2010-01-13 | 2011-07-28 | Tokyo Ohka Kogyo Co Ltd | 分離方法及び分離装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026019597A1 (en) * | 2024-07-19 | 2026-01-22 | Wolfspeed, Inc. | Boules with boule-handling carrier processing methods |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6254466B2 (ja) | 2017-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5384313B2 (ja) | 複合基板の製造方法及び複合基板 | |
| KR102024390B1 (ko) | 표면 보호 부재 및 가공 방법 | |
| JP6167984B2 (ja) | ウェーハの加工方法 | |
| JP2014144500A (ja) | サファイアウェハーの片面研磨方法、サファイアウェハーの製造方法 | |
| JP3904943B2 (ja) | サファイアウエハーの加工方法及び電子装置の製造方法 | |
| JP6280403B2 (ja) | 研磨基板の製造方法 | |
| JP2011216763A (ja) | ウェーハの加工方法 | |
| JP6220279B2 (ja) | 複合基板の研磨方法 | |
| JP5363092B2 (ja) | 表面弾性波フィルタ用複合基板の製造方法及び表面弾性波フィルタ用複合基板 | |
| JP2013197425A (ja) | 炭化珪素基板の平坦化研削加工方法 | |
| TWI424484B (zh) | Wafer grinding method and wafer | |
| JP6254466B2 (ja) | 研磨基板の製造方法 | |
| JP2015119219A (ja) | 複合基板及びその製法 | |
| JP2014120583A (ja) | 半導体装置の製造方法 | |
| JP4462940B2 (ja) | 半導体装置の製造方法 | |
| JP2018120916A (ja) | ウェーハの研削方法 | |
| CN108284352A (zh) | 一种适用于激光剥离前蓝宝石片抛光装置及抛光方法 | |
| JP5234780B2 (ja) | 複合基板の製造方法及び複合基板 | |
| JP6342051B2 (ja) | 複合基板の研磨方法 | |
| CN114800220B (zh) | 二氧化硅膜层的抛光方法 | |
| JP2001217213A (ja) | 半導体ウェーハの研磨方法 | |
| JP2001334444A (ja) | 薄板の曲面加工方法 | |
| JP2002111420A (ja) | 弾性表面波素子用ウエハ及びその作製方法 | |
| JP7233815B2 (ja) | ダミーウェーハ及びダミーウェーハの製造方法 | |
| JPS63123645A (ja) | 半導体装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161017 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170808 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171128 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171130 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6254466 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |