JP2015190077A - 布移送機構と布接着装置 - Google Patents
布移送機構と布接着装置 Download PDFInfo
- Publication number
- JP2015190077A JP2015190077A JP2014067418A JP2014067418A JP2015190077A JP 2015190077 A JP2015190077 A JP 2015190077A JP 2014067418 A JP2014067418 A JP 2014067418A JP 2014067418 A JP2014067418 A JP 2014067418A JP 2015190077 A JP2015190077 A JP 2015190077A
- Authority
- JP
- Japan
- Prior art keywords
- cloth
- roller
- transfer mechanism
- pulley
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/52—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive
- B29C65/524—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive by applying the adhesive from an outlet device in contact with, or almost in contact with, the surface of the part to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/40—Applying molten plastics, e.g. hot melt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/481—Non-reactive adhesives, e.g. physically hardening adhesives
- B29C65/4815—Hot melt adhesives, e.g. thermoplastic adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
- B29C65/7888—Means for handling of moving sheets or webs
- B29C65/7894—Means for handling of moving sheets or webs of continuously moving sheets or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
- B29C66/244—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being non-straight, e.g. forming non-closed contours
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/432—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/729—Textile or other fibrous material made from plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/816—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8165—Carrier plates for mounting joining tool parts, e.g. for re-arranging the tool parts to make other forms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/816—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8167—Quick change joining tools or surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/822—Transmission mechanisms
- B29C66/8221—Scissor or lever mechanisms, i.e. involving a pivot point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/824—Actuating mechanisms
- B29C66/8242—Pneumatic or hydraulic drives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83411—Roller, cylinder or drum types
- B29C66/83413—Roller, cylinder or drum types cooperating rollers, cylinders or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/845—C-clamp type or sewing machine type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/87—Auxiliary operations or devices
- B29C66/876—Maintenance or cleaning
- B29C66/8762—Cleaning of the joining tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8324—Joining or pressing tools pivoting around one axis
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Treatment Of Fiber Materials (AREA)
- Advancing Webs (AREA)
- Sewing Machines And Sewing (AREA)
Abstract
Description
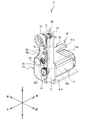
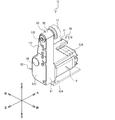
12 布移送機構
13 下ローラ
14 第三モータ
17 ノズル
18 上ローラ
50 モータ駆動部
58 第一プーリ
59 テンションプーリ
60,260 連結ブロック
70,170,270 ローラ支持部
73 第二プーリ
80,280 ベルト
266 継手ブロック
320 布移送機構
Claims (6)
- 対向配置する布の間に接着剤を吐き出すノズルに対して前記布の移送方向下流側で第一ローラと対向し、前記接着剤を塗布した前記布を前記第一ローラとの間に挟み、押圧して移送する布接着装置の布移送機構であって、
一軸方向に延びる本体と、
前記本体の前記一軸方向一端側に設け、前記一軸方向と直交する方向に延びる回転軸を有するモータと、
前記本体の前記一端側とは反対の他端側に設け、前記第一ローラとの間に前記布を挟んで移送する為の第二ローラと、
前記本体内に配置し、前記モータの動力を前記第二ローラに伝達する伝達手段と
を備え、
前記本体は、
前記モータを備える第一本体部と、
前記第二ローラを備え、前記第一本体部と相互に分離結合可能である第二本体部と
を備えたことを特徴とする布移送機構。 - 前記第一本体部は、前記モータの回転軸に連結する第一プーリを備え、
前記第二本体部は、前記第一プーリの回転軸と平行な回転軸を有し、前記第二ローラと一体して回転する第二プーリを備え、
前記伝達手段は、前記第一プーリと前記第二プーリとの間に掛架する無端状のベルトを備えたことを特徴とする請求項1に記載の布移送機構。 - 前記本体は、
前記第一本体部と前記第二本体部の間に着脱可能に連結する継手部を備え、
前記継手部は、
前記ベルトを内側に収容可能であることを特徴とする請求項2に記載の布移送機構。 - 前記第一本体部は、前記ベルトに張力を付与するテンションプーリを備えたことを特徴とする請求項2又は3に記載の布移送機構。
- 前記第一プーリは、前記モータの出力軸と同軸上に配置し、
前記モータの前記出力軸は、前記第二プーリに対し前記一軸方向と直交する所定方向にずれた位置に配置し、
前記テンションプーリは、前記出力軸が前記第二プーリに対し前記所定方向にずれる方向側の前記ベルトの外側に配置することを特徴とする請求項4に記載の布移送機構。 - 対向配置する前記布の間に前記接着剤を吐き出す前記ノズルと、
前記ノズルに対して前記布の移送方向下流側に配置し、前記布を移送する前記第一ローラと、
前記第一ローラの下方且つ前記第一ローラに対向し、前記接着剤を塗布した前記布を前記第一ローラとの間に挟み、押圧して移送する請求項1から5の何れか一つに記載の布移送機構と
を備えたことを特徴とする布接着装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014067418A JP6311394B2 (ja) | 2014-03-28 | 2014-03-28 | 布移送機構と布接着装置 |
| EP15160091.3A EP2923984B1 (en) | 2014-03-28 | 2015-03-20 | Cloth feed mechanism and cloth bonding apparatus |
| CN201520173427.1U CN204580014U (zh) | 2014-03-28 | 2015-03-25 | 布料输送机构和布料粘接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014067418A JP6311394B2 (ja) | 2014-03-28 | 2014-03-28 | 布移送機構と布接着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015190077A true JP2015190077A (ja) | 2015-11-02 |
| JP6311394B2 JP6311394B2 (ja) | 2018-04-18 |
Family
ID=52692542
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014067418A Active JP6311394B2 (ja) | 2014-03-28 | 2014-03-28 | 布移送機構と布接着装置 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2923984B1 (ja) |
| JP (1) | JP6311394B2 (ja) |
| CN (1) | CN204580014U (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019178472A (ja) * | 2018-03-30 | 2019-10-17 | ブラザー工業株式会社 | 布接着装置と布接着装置の布搬送機構 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6582789B2 (ja) * | 2015-09-18 | 2019-10-02 | ブラザー工業株式会社 | 接着装置 |
| CN105216305A (zh) * | 2015-10-30 | 2016-01-06 | 安徽五星新型防水建材科技有限公司 | 防水布生产用的导料偏心调节装置 |
| JP6658206B2 (ja) * | 2016-03-30 | 2020-03-04 | ブラザー工業株式会社 | 布接着装置 |
| JP7020254B2 (ja) * | 2018-03-30 | 2022-02-16 | ブラザー工業株式会社 | 接着装置 |
| CN111483135A (zh) * | 2020-04-16 | 2020-08-04 | 浙江宏仕达新材料有限公司 | 一种加工抗紫外线遮阳布的压合装置 |
| CN112810158B (zh) * | 2020-12-21 | 2024-05-17 | 海峡(晋江)伞业科技创新中心有限公司 | 一种高效智能的布料压边流水线 |
| CN112760896B (zh) * | 2020-12-21 | 2023-06-30 | 海峡(晋江)伞业科技创新中心有限公司 | 一种高自动化布料压边设备 |
| CN113519955B (zh) * | 2021-07-19 | 2022-11-08 | 浙江蓝天鹤舞控股有限公司 | 一种警用骑行服的定制方法 |
| CN113601937B (zh) * | 2021-07-23 | 2022-12-23 | 兔皇羊绒有限公司 | 一种用于羊绒大衣制作的面料复合机构 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61103425U (ja) * | 1984-12-14 | 1986-07-01 | ||
| JP2008307883A (ja) * | 2007-06-12 | 2008-12-25 | Gi Won Seo | 防水テープ用熱風溶着機 |
| US20090199970A1 (en) * | 2008-02-08 | 2009-08-13 | Macpi-Pressing Division S.P.A. | Modular apparatus for adhesively assembling two fabric pieces |
| JP2010222140A (ja) * | 2009-03-25 | 2010-10-07 | Brother Ind Ltd | 布接着装置 |
| EP2253458A1 (en) * | 2009-05-22 | 2010-11-24 | Brother Kogyo Kabushiki Kaisha | Cloth bonding apparatus |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4608114A (en) * | 1984-04-10 | 1986-08-26 | Queen Light Of Electronic Industries Ltd. | Seal tape sticking device |
| GB9519390D0 (en) * | 1995-09-22 | 1995-11-22 | Rosslyn Precision Ltd | Seam sealing |
| JP5251560B2 (ja) | 2009-02-04 | 2013-07-31 | ブラザー工業株式会社 | 布接着装置 |
| ITMI20120611A1 (it) * | 2012-04-13 | 2013-10-14 | Macpi Pressing Div | Macchina per nastrare e relativo procedimento di nastratura di articoli aventi anche forma complessa |
-
2014
- 2014-03-28 JP JP2014067418A patent/JP6311394B2/ja active Active
-
2015
- 2015-03-20 EP EP15160091.3A patent/EP2923984B1/en not_active Not-in-force
- 2015-03-25 CN CN201520173427.1U patent/CN204580014U/zh not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61103425U (ja) * | 1984-12-14 | 1986-07-01 | ||
| JP2008307883A (ja) * | 2007-06-12 | 2008-12-25 | Gi Won Seo | 防水テープ用熱風溶着機 |
| US20090199970A1 (en) * | 2008-02-08 | 2009-08-13 | Macpi-Pressing Division S.P.A. | Modular apparatus for adhesively assembling two fabric pieces |
| JP2010222140A (ja) * | 2009-03-25 | 2010-10-07 | Brother Ind Ltd | 布接着装置 |
| EP2253458A1 (en) * | 2009-05-22 | 2010-11-24 | Brother Kogyo Kabushiki Kaisha | Cloth bonding apparatus |
| JP2010270416A (ja) * | 2009-05-22 | 2010-12-02 | Brother Ind Ltd | 布接着装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019178472A (ja) * | 2018-03-30 | 2019-10-17 | ブラザー工業株式会社 | 布接着装置と布接着装置の布搬送機構 |
| JP7081276B2 (ja) | 2018-03-30 | 2022-06-07 | ブラザー工業株式会社 | 布接着装置と布接着装置の布搬送機構 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN204580014U (zh) | 2015-08-26 |
| EP2923984B1 (en) | 2018-05-30 |
| EP2923984A1 (en) | 2015-09-30 |
| JP6311394B2 (ja) | 2018-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6311394B2 (ja) | 布移送機構と布接着装置 | |
| JP6314594B2 (ja) | 布接着装置及び布接着装置の布搬送機構 | |
| JP5177046B2 (ja) | 布接着装置 | |
| EP2216163B1 (en) | Cloth bonding apparatus | |
| CA2975769C (en) | Coating apparatus | |
| US20110185581A1 (en) | Compact circular saw | |
| CN101514511B (zh) | 钉扣缝纫机 | |
| JP6540332B2 (ja) | 接着装置 | |
| JP6394186B2 (ja) | 布接着装置 | |
| AU2013312953A1 (en) | Modular welding wire feeder assembly | |
| JP2011122262A (ja) | 布接着装置 | |
| JP6070001B2 (ja) | 布接着装置 | |
| CN101892597B (zh) | 布粘接装置 | |
| JP6252300B2 (ja) | 布接着装置 | |
| JP5343591B2 (ja) | 接着剤供給装置 | |
| CN205884776U (zh) | 布料粘接装置 | |
| CN101638833B (zh) | 柱形底座缝纫机 | |
| EP3437742A1 (en) | Bonding device and upper transport unit | |
| JP4660268B2 (ja) | ボタン搬送装置 | |
| KR101587817B1 (ko) | 연료탱크펌프용 체결장치 | |
| JP6074956B2 (ja) | 布接着装置 | |
| CN112404718A (zh) | 一种用于蓝牙耳机生产的激光焊接机 | |
| KR200334164Y1 (ko) | 가이드바아를 갖춘 전기용접장치 | |
| JP2003175289A (ja) | ポスト型ミシン | |
| JP7099011B2 (ja) | 布接着装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160920 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170727 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170822 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180305 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6311394 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |