JP2015190885A - エッジ検出装置 - Google Patents
エッジ検出装置 Download PDFInfo
- Publication number
- JP2015190885A JP2015190885A JP2014068980A JP2014068980A JP2015190885A JP 2015190885 A JP2015190885 A JP 2015190885A JP 2014068980 A JP2014068980 A JP 2014068980A JP 2014068980 A JP2014068980 A JP 2014068980A JP 2015190885 A JP2015190885 A JP 2015190885A
- Authority
- JP
- Japan
- Prior art keywords
- height
- edge detection
- edge
- light
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Landscapes
- Length Measuring Devices By Optical Means (AREA)
- Automatic Focus Adjustment (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Abstract
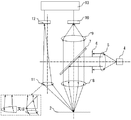
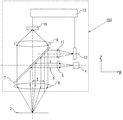
【解決手段】 投光部(4、5、6、7、8)が、集光された照射光をワーク2の上面に鉛直方向から投光し、高さ検出部(11、12、13)が、上面で照射光が拡散反射された拡散反射光のうち鉛直方向に対して斜め方向に光軸を有する第1の反射光成分に基づいて上面に対する投光部の相対的な高さを検出し、駆動部が、高さ検出部の検出結果に基づいて相対的な高さを所定の範囲内に調整するとともに、投光部のワーク2に対する鉛直方向から見た場合の相対位置を所定の経路で移動させ、エッジ検出部(8、9、10、13)が、複数の相対位置で拡散反射光のうち第1の反射光成分の光軸とは異なる光軸を有する第2の反射光成分を受光して受光量の変化に基づいてワーク2のエッジを検出する。
【選択図】 図2
Description
図1は、本発明の実施の形態1によるエッジ検出装置を搭載した加工機の斜視図である。エッジ検出装置は、エッジ検出センサ101と駆動部とを備える。エッジ検出センサ101は、加工機の加工ヘッド1の側面に取り付けられる。エッジ検出センサ101は、単にセンサと呼ばれることもある。被加工物であり、エッジ検出の被検出物であるワーク2は加工機の走査部3(ステージ)に取付け治具14で固定される。エッジ検出センサ101は、ワーク2の上面に光を照射し、ワーク2からの反射光の有無を検出してエッジ検出を行う。

実施の形態2では、実施の形態1に対して部品点数を削減し、さらにコストダウンや小型化を行った例について説明する。なお、実施の形態1と重複する点については説明を省略する。
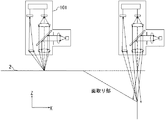
実施の形態3では、高さ検出部をエッジ検出部の側面ではなく、光源側に折り返すことで、センサのX方向の幅を小型化する例について説明する。図15は、本発明の実施の形態3によるエッジ検出装置におけるエッジ検出センサ103の構成を示す図であり、エッジ検出センサ103の構成を側面(図1におけるY方向)から見た構成図となる。投光部とエッジ検出部は実施の形態1におけるものと同様であるため、説明を省略する。また、エッジ検出センサ103以外の構成は、実施の形態1におけるものと同様である。
実施の形態4では、高さ検出部を2つ以上設けることで、高さ検出信号の信頼性を向上させる構成について説明する。高さ検出部の光軸は、投光部やエッジ検出部からずれた位置に配置する。投光部は、ワーク表面の平坦部に対して垂直に(鉛直方向から)投光し、エッジ検出部はワーク表面の平坦部に対して垂直に拡散反射する成分を主に利用する。一方、高さ検出部は、斜めに拡散反射した成分を利用するため、高さ検出用レンズ11に入射する光の利用効率は悪い。また、ワークの表面形状によって拡散反射する光の反射角度に対する光量分布がばらつくと、高さ検出信号がばらつくことが考えられる。高さ検出部では、高さ検出用受光素子12上の受光位置で高さを検出しており、反射角度に対する光量分布がばらつくと受光位置もばらつくと考えられるからである。
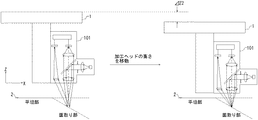
実施の形態5では、カメラを組み込んだ構成とすることで、検出対象とする位置(領域)を素早く見つけ、検出時間を短縮する方法について説明する。エッジを高精度に検出する前にエッジ位置を粗く検出し、この結果を元に高精度に検出する領域を適切に設定することで、検出時間を短縮できる。図8に示す検出経路で高精度にエッジを検出する場合、X方向に距離ΔX移動する間にエッジを横切る位置を検出開始点とする必要がある。つまり、粗く検出したエッジ位置からワーク2内に少し入った位置からエッジ検出を開始すれば、ΔXを小さくすることができ、検出時間を短縮できる。しかし、エッジ検出装置の位置がワーク2のエッジ位置から離れていた場合、投光ビーム(照射光)がエッジを横切るまでワーク2を走査する必要があり、検出に時間がかかる。エッジ検出装置にカメラを組み込んで、現在の投光ビームの集光位置を中心とした領域を画像として見ることができれば、画像認識により、エッジの粗い位置を素早く見つけることができる。
Claims (7)
- 集光された照射光を被検出物の上面に鉛直方向から投光する投光部と、
前記上面で前記照射光が拡散反射された拡散反射光のうち鉛直方向に対して斜め方向に光軸を有する第1の反射光成分に基づいて前記上面に対する前記投光部の相対的な高さを検出する高さ検出部と、
前記高さ検出部の検出結果に基づいて前記相対的な高さを所定の範囲内に調整するとともに、前記投光部の前記被検出物に対する鉛直方向から見た場合の相対位置を所定の経路で移動させる駆動部と、
複数の前記相対位置で前記拡散反射光のうち前記第1の反射光成分の光軸とは異なる光軸を有する第2の反射光成分を受光して受光量の変化に基づいて前記被検出物のエッジを検出するエッジ検出部と
を備えることを特徴とするエッジ検出装置。 - 前記第2の反射光成分の前記光軸は、鉛直方向であることを特徴とする請求項1に記載のエッジ検出装置。
- 前記所定の範囲は、前記照射光の焦点深度の範囲内であることを特徴とする請求項1または請求項2に記載のエッジ検出装置。
- 前記高さ検出部は、前記第1の反射光成分の光軸の向きに基づいて前記相対的な高さを検出することを特徴とする請求項1から請求項3のいずれか1項に記載のエッジ検出装置。
- 前記第1の反射光成分は、前記第2の反射光成分の一部であることを特徴とする請求項1から請求項4のいずれか1項に記載のエッジ検出装置。
- 前記高さ検出部を複数備えることを特徴とする請求項1から請求項5のいずれか1項に記載のエッジ検出装置。
- 前記被検出物を撮像するカメラを備え、前記カメラの撮像結果に基づいて前記所定の経路の始点を決定することを特徴とする請求項1から請求項6のいずれか1項に記載のエッジ検出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014068980A JP6056798B2 (ja) | 2014-03-28 | 2014-03-28 | エッジ検出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014068980A JP6056798B2 (ja) | 2014-03-28 | 2014-03-28 | エッジ検出装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015190885A true JP2015190885A (ja) | 2015-11-02 |
| JP6056798B2 JP6056798B2 (ja) | 2017-01-11 |
Family
ID=54425479
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014068980A Active JP6056798B2 (ja) | 2014-03-28 | 2014-03-28 | エッジ検出装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6056798B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10222199B2 (en) | 2014-12-02 | 2019-03-05 | Mitsubishi Electric Corporation | Displacement sensor, displacement detection apparatus, and displacement detection method |
| CN110596114A (zh) * | 2019-07-24 | 2019-12-20 | 无锡奥特维科技股份有限公司 | 一种检测装置和硅片分选设备 |
| CN111912369A (zh) * | 2019-05-10 | 2020-11-10 | 卡尔蔡司工业测量技术有限公司 | 用于确定工件倒角的倒角属性的方法和设备以及程序 |
| CN113375548A (zh) * | 2020-02-25 | 2021-09-10 | 北星科技股份有限公司 | 电子部件输送装置和检查装置以及容纳部位置检测方法 |
| JP2022134464A (ja) * | 2021-03-03 | 2022-09-15 | オムロン株式会社 | ワーク形状計測装置、ワーク形状計測システム、ワーク形状計測方法およびワーク形状計測プログラム |
| CN115483139A (zh) * | 2022-10-09 | 2022-12-16 | 上海微高精密机械工程有限公司 | 一种多规格晶片中心检测装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08178623A (ja) * | 1994-12-22 | 1996-07-12 | Olympus Optical Co Ltd | 光学測定装置 |
| JP2010216891A (ja) * | 2009-03-13 | 2010-09-30 | Omron Corp | 計測装置 |
| JP2011033575A (ja) * | 2009-08-05 | 2011-02-17 | Mitsubishi Electric Corp | 部材の位置認識装置、位置決め装置、接合装置および部材の接合方法 |
-
2014
- 2014-03-28 JP JP2014068980A patent/JP6056798B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08178623A (ja) * | 1994-12-22 | 1996-07-12 | Olympus Optical Co Ltd | 光学測定装置 |
| JP2010216891A (ja) * | 2009-03-13 | 2010-09-30 | Omron Corp | 計測装置 |
| JP2011033575A (ja) * | 2009-08-05 | 2011-02-17 | Mitsubishi Electric Corp | 部材の位置認識装置、位置決め装置、接合装置および部材の接合方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10222199B2 (en) | 2014-12-02 | 2019-03-05 | Mitsubishi Electric Corporation | Displacement sensor, displacement detection apparatus, and displacement detection method |
| CN111912369A (zh) * | 2019-05-10 | 2020-11-10 | 卡尔蔡司工业测量技术有限公司 | 用于确定工件倒角的倒角属性的方法和设备以及程序 |
| CN110596114A (zh) * | 2019-07-24 | 2019-12-20 | 无锡奥特维科技股份有限公司 | 一种检测装置和硅片分选设备 |
| CN110596114B (zh) * | 2019-07-24 | 2024-02-13 | 无锡奥特维科技股份有限公司 | 一种检测装置和硅片分选设备 |
| CN113375548A (zh) * | 2020-02-25 | 2021-09-10 | 北星科技股份有限公司 | 电子部件输送装置和检查装置以及容纳部位置检测方法 |
| JP2021135075A (ja) * | 2020-02-25 | 2021-09-13 | 株式会社Nsテクノロジーズ | 電子部品搬送装置、電子部品検査装置およびポケット位置検出方法 |
| JP7362507B2 (ja) | 2020-02-25 | 2023-10-17 | 株式会社Nsテクノロジーズ | 電子部品搬送装置、電子部品検査装置およびポケット位置検出方法 |
| US11815549B2 (en) | 2020-02-25 | 2023-11-14 | Ns Technologies, Inc. | Electronic component handler, electronic component tester, and method of detecting position of pocket |
| JP2022134464A (ja) * | 2021-03-03 | 2022-09-15 | オムロン株式会社 | ワーク形状計測装置、ワーク形状計測システム、ワーク形状計測方法およびワーク形状計測プログラム |
| CN115483139A (zh) * | 2022-10-09 | 2022-12-16 | 上海微高精密机械工程有限公司 | 一种多规格晶片中心检测装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6056798B2 (ja) | 2017-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI586467B (zh) | Laser alignment of the laser beam and the use of laser optical axis alignment method of laser processing device | |
| JP6056798B2 (ja) | エッジ検出装置 | |
| KR101845187B1 (ko) | 레이저 다이싱 장치 및 다이싱 방법 | |
| JP5925390B1 (ja) | 変位センサ、変位検出装置及び変位検出方法 | |
| JP2015179078A (ja) | 視差演算システム及び距離測定装置 | |
| KR101891182B1 (ko) | 자동초점 조절장치 | |
| SG173479A1 (en) | Method for noncontact measurement of surface shape and device thereof | |
| EP2463618A1 (en) | Surface profile inspection device | |
| TW591689B (en) | Semiconductor device identification apparatus | |
| CN107148550A (zh) | 表面形状测定装置 | |
| JP2003232989A (ja) | 顕微鏡ベースのシステムに対するオートフォーカスモジュール、オートフォーカスモジュールを有する顕微鏡システム、および顕微鏡ベースのシステムに対する自動焦点合わせ方法 | |
| KR102160025B1 (ko) | 하전 입자빔 장치 및 광학식 검사 장치 | |
| JP2010014656A (ja) | 非接触側面形状測定装置 | |
| JP2016139726A (ja) | レーザーダイシング装置 | |
| JP2001311866A (ja) | 顕微鏡のオートフォーカス方法及び装置 | |
| KR101361776B1 (ko) | 레이저 가공용 오토포커싱 장치 및 이를 이용한 오토포커싱 방법 | |
| JP2022117054A (ja) | 亀裂検出における検出光の入射角測定方法及び装置並びに亀裂検出方法及び装置 | |
| JP5359778B2 (ja) | オートフォーカス制御装置およびその制御を用いた計測処理装置、ならびにオートフォーカス制御方法 | |
| JP2022117057A (ja) | 亀裂検出装置及び方法 | |
| JPH06218570A (ja) | レーザ加工機 | |
| JP6567410B2 (ja) | 非接触凹部形状測定装置 | |
| JP6256316B2 (ja) | 変位センサ及び変位測定装置 | |
| JP2025154448A (ja) | レーザー加工装置の光軸補正方法 | |
| JP2019163946A (ja) | 非接触表面形状測定装置 | |
| KR20170017019A (ko) | 집광점 검출장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160823 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161121 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6056798 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |