JP2015193128A - 成形金型 - Google Patents
成形金型 Download PDFInfo
- Publication number
- JP2015193128A JP2015193128A JP2014072051A JP2014072051A JP2015193128A JP 2015193128 A JP2015193128 A JP 2015193128A JP 2014072051 A JP2014072051 A JP 2014072051A JP 2014072051 A JP2014072051 A JP 2014072051A JP 2015193128 A JP2015193128 A JP 2015193128A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- space
- molding
- claw
- molding die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
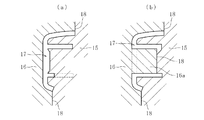
【解決手段】本発明に係る成形金型は、区画部により被取付け部品7を取付けるための取付けスペース8が区画形成され、区画部に設けられた爪部12により被取付け部品7の取付けスペース8からの離脱を規制可能な構造の樹脂成形品1を成形するための樹脂の充填空間17を有する。また、区画部の一部に窓13を設けて、爪部12のうち被取付け部品7と対向する面12aの全域が窓13を通じて型開き方向から視認できるよう、充填空間17を構成し、爪部12の対向面12aと連続する位置に、可動型16と固定型15との分割面18を配置した。
【選択図】図3
Description
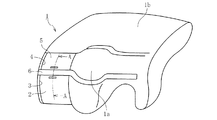
1a 前面部
2 グローブボックス
3 第一開口部
4 アッパーボックス
5 蓋部
6 化粧パネル
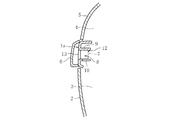
7 照明部材
8 スペース
9 壁部
10 切欠き部
11 支持面
12 爪部
13 窓
15 固定型
16 可動型
16a 突出部
17 充填空間
18 分割面
Claims (1)
- 区画部により被取付け部品を取付けるための取付けスペースが区画形成され、前記区画部に設けられた爪部により前記被取付け部品の前記取付けスペースからの離脱を規制可能な構造の樹脂成形品を成形するための樹脂の充填空間を有する成形金型であって、
前記区画部の一部に窓を設けて、前記爪部のうち前記被取付け部品と対向する面の全域が前記窓を通じて型開き方向から視認できるよう、前記充填空間を構成し、
前記爪部の対向面と連続する位置に、可動型と固定型との分割面を配置した成形金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014072051A JP2015193128A (ja) | 2014-03-31 | 2014-03-31 | 成形金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014072051A JP2015193128A (ja) | 2014-03-31 | 2014-03-31 | 成形金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015193128A true JP2015193128A (ja) | 2015-11-05 |
Family
ID=54432653
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014072051A Pending JP2015193128A (ja) | 2014-03-31 | 2014-03-31 | 成形金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015193128A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112880037A (zh) * | 2021-03-12 | 2021-06-01 | 珠海格力电器股份有限公司 | 接水盘、天井机空调以及接水盘制造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0997666A (ja) * | 1995-03-17 | 1997-04-08 | Sumitomo Wiring Syst Ltd | コネクタの製造方法、コネクタの製造用金型、樹脂成形品の製造方法およびこれに使用する金型 |
| JPH117745A (ja) * | 1997-06-18 | 1999-01-12 | Fuji Photo Film Co Ltd | 磁気テープカセットの成型方法 |
| JP3088160U (ja) * | 2002-02-25 | 2002-08-30 | 船井電機株式会社 | 樹脂成型体の取付構造 |
| JP2006170392A (ja) * | 2004-12-17 | 2006-06-29 | Ricoh Co Ltd | 構造体保持構造および金型構造 |
| JP2010257697A (ja) * | 2009-04-23 | 2010-11-11 | Yazaki Corp | ハウジングの成形型構造及びハウジングの成形方法並びにハウジング |
-
2014
- 2014-03-31 JP JP2014072051A patent/JP2015193128A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0997666A (ja) * | 1995-03-17 | 1997-04-08 | Sumitomo Wiring Syst Ltd | コネクタの製造方法、コネクタの製造用金型、樹脂成形品の製造方法およびこれに使用する金型 |
| JPH117745A (ja) * | 1997-06-18 | 1999-01-12 | Fuji Photo Film Co Ltd | 磁気テープカセットの成型方法 |
| JP3088160U (ja) * | 2002-02-25 | 2002-08-30 | 船井電機株式会社 | 樹脂成型体の取付構造 |
| JP2006170392A (ja) * | 2004-12-17 | 2006-06-29 | Ricoh Co Ltd | 構造体保持構造および金型構造 |
| JP2010257697A (ja) * | 2009-04-23 | 2010-11-11 | Yazaki Corp | ハウジングの成形型構造及びハウジングの成形方法並びにハウジング |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112880037A (zh) * | 2021-03-12 | 2021-06-01 | 珠海格力电器股份有限公司 | 接水盘、天井机空调以及接水盘制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5126197B2 (ja) | 金型構造 | |
| JP2012101623A (ja) | ミラーユニット | |
| JP2013240922A (ja) | クリップ取付座の成形方法 | |
| CN102463927B (zh) | 雾灯灯罩安装结构 | |
| JP2015208872A (ja) | エジェクタ装置および成形金型 | |
| CN104160795A (zh) | 线夹安装结构及显示装置 | |
| JP2015193128A (ja) | 成形金型 | |
| JP6865113B2 (ja) | 収納装置 | |
| JP6354644B2 (ja) | ワイヤハーネス用の外装材および該外装材の製造方法 | |
| JP6071477B2 (ja) | 車両用コンソールボックス | |
| JP5640965B2 (ja) | バンパー | |
| JP2014004901A (ja) | フック装置 | |
| JP2018025235A (ja) | クリップの取付構造 | |
| JP6876599B2 (ja) | 車両の灯具取付部構造 | |
| JP2015217847A (ja) | 車両用樹脂部品及び車両用樹脂部品の製造方法 | |
| JP5396417B2 (ja) | 車両用内装材 | |
| JP2006182286A (ja) | 車両用サイドミラー及びその製造方法 | |
| US20250242978A1 (en) | Container box | |
| JP5626893B2 (ja) | 組立て物用クッション体のダイレクト成形方法 | |
| JP6164485B2 (ja) | アッパートリム | |
| JP2019059214A (ja) | 樹脂パネル部品及びその製造方法 | |
| JP6270577B2 (ja) | 成形金型 | |
| JP6159700B2 (ja) | サイドミラー装置 | |
| JP6123464B2 (ja) | 車両用ドア | |
| JP2007160787A (ja) | 樹脂部品成型装置、樹脂部品の成型方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170303 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180626 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20181221 |