JP2015196986A - 溝蓋 - Google Patents
溝蓋 Download PDFInfo
- Publication number
- JP2015196986A JP2015196986A JP2014075356A JP2014075356A JP2015196986A JP 2015196986 A JP2015196986 A JP 2015196986A JP 2014075356 A JP2014075356 A JP 2014075356A JP 2014075356 A JP2014075356 A JP 2014075356A JP 2015196986 A JP2015196986 A JP 2015196986A
- Authority
- JP
- Japan
- Prior art keywords
- rod
- head
- shaped
- shaped member
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Sewage (AREA)
Abstract
【課題】十分な強度を確保しながら軽量化を図るとともに、製造コストを低減させることが可能な溝蓋を提供する。【解決手段】第1頭部21と前記第1頭部21から垂設された第1脚部25を有する第1棒状部材20と、第2頭部31と前記第2頭部31から垂設され前記第1脚部21よりも高さの低い第2脚部25を有する第2棒状部材30とを含み、前記第1棒状部材20と第2棒状部材30が複数本並列され、前記各棒状部材20,30の並列方向と直交する方向に前記各棒状部材20,30の各脚部25,35の貫通孔28,38に連結部材40を貫通させて格子状に固定されてなる。【選択図】図1
Description
本発明は、複数本並列された棒状部材の並列方向と直交する方向に連結部材を貫通させて格子状に固定されてなる溝蓋に関する。
一般に、側溝や横断溝等の溝開口部には、複数本並列されたベアリングバー等の棒状部材の並列方向と直交する方向にクロスパイプ等の連結部材を格子状に固定させてなる溝蓋(グレーチング)が載置される。この種の溝蓋では、棒状部材が表面に滑り止めのための凹凸等が形成される頭部と該頭部から垂設された脚部とを有し、棒状部材の脚部に貫通孔を形成して、連結部材を貫通孔に挿通させるとともに貫通孔挿通部以外の部分を径方向の両側から圧縮して変形させた圧縮変形部によって貫通孔に固定しているものが知られている(例えば、特許文献1参照。)。
上記溝蓋は、連結部材を棒状部材の脚部に貫通させ圧縮変形させて固定しているため、プロジェクション溶接を用いずに電気使用量を大幅に抑制して製造することが可能であり、表面に連結部材が突出せず外観性を向上させることができ、棒状部材の脚部の強度を向上させることができる。
この種の溝蓋にあっては、自動車の通過等の荷重に耐え得る強度を確保するためにステンレス材や鉄材等の金属材料によって構成することが一般的である。しかしながら、金属材料は重量がかさむため、施工やメンテナンス等の作業性を低下させる要因となっている。そこで、十分な強度を確保しつつ作業性を考慮して軽量化を図り、同時に製造コストを低減させることが求められている。
本発明は前記の点に鑑みなされたものであり、十分な強度を確保しながら軽量化を図るとともに、製造コストを低減させることが可能な溝蓋を提供するものである。
すなわち、請求項1の発明は、第1頭部と前記第1頭部から垂設された第1脚部を有する第1棒状部材と、第2頭部と前記第2頭部から垂設され前記第1脚部よりも高さの低い第2脚部を有する第2棒状部材とを含み、前記第1棒状部材と第2棒状部材が複数本並列され、前記各棒状部材の並列方向と直交する方向に前記各棒状部材の各脚部の貫通孔に連結部材を貫通させて格子状に固定されてなることを特徴とする溝蓋に係る。
請求項2の発明は、前記第1頭部と前記第2頭部の少なくとも表面が同一形状を有する請求項1に記載の溝蓋に係る。
請求項3の発明は、前記第1頭部と前記第2頭部が同一形状を有する請求項1又は2に記載の溝蓋に係る。
請求項4の発明は、前記第1頭部と前記第2頭部が異なった形状を有する請求項1に記載の溝蓋に係る。
請求項5の発明は、前記第1棒状部材と前記第2棒状部材とが交互に並列されている請求項1ないし4のいずれか1項に記載の溝蓋に係る。
請求項6の発明は、前記第1棒状部材と前記第2棒状部材との間隙が同一に形成されている請求項1ないし5のいずれか1項に記載の溝蓋に係る。
請求項7の発明は、前記第1棒状部材又は前記第2棒状部材の頭部の断面形状が矩形状、逆台形形状、T字形状、V字形状のいずれかに形成されている請求項1ないし6のいずれか1項に記載の溝蓋に係る。
請求項8の発明は、前記連結部材がパイプ部材からなり、前記各棒状部材の各脚部の貫通孔に挿通された後に貫通孔挿通部以外の部分を径方向の両側から圧縮して変形させた圧縮変形部によって前記貫通孔に固定されている請求項1ないし7のいずれか1項に記載の溝蓋に係る。
請求項1の発明に係る溝蓋は、第1頭部と前記第1頭部から垂設された第1脚部を有する第1棒状部材と、第2頭部と前記第2頭部から垂設され前記第1脚部よりも高さの低い第2脚部を有する第2棒状部材とを含み、前記第1棒状部材と第2棒状部材が複数本並列され、前記各棒状部材の並列方向と直交する方向に前記各棒状部材の各脚部の貫通孔に連結部材を貫通させて格子状に固定されてなるため、十分な強度を確保しながら軽量化を図るとともに、製造コストを低減させることができる。
請求項2の発明は、請求項1において、前記第1頭部と前記第2頭部の少なくとも表面が同一形状を有するため、外観に統一感を持たせて意匠性を向上させることができる。
請求項3の発明は、請求項1又は2において、前記第1頭部と前記第2頭部が同一形状を有するため、統一感のある外観性と機能性を備えた溝蓋を提供することができる。
請求項4の発明は、請求項1において、前記第1頭部と前記第2頭部が異なった形状を有するため、各頭部の形状とその組み合わせに応じた多彩な機能性を備えた溝蓋を提供することができる。
請求項5の発明は、請求項1ないし4において、前記第1棒状部材と前記第2棒状部材とが交互に並列されているため、強度と軽量化をバランスよく行うとともに、外観性を高めることができる。
請求項6の発明は、請求項1ないし5において、前記第1棒状部材と前記第2棒状部材との間隙が同一に形成されているため、製造が容易であるとともに、外観性を高めることができる。
請求項7の発明は、請求項1ないし6において、前記第1棒状部材又は前記第2棒状部材の頭部の断面形状が矩形状、逆台形形状、T字形状、V字形状のいずれかに形成されているため、用途に応じて様々な機能を選択して付与することができる。
請求項8の発明は、請求項1ないし7において、前記連結部材がパイプ部材からなり、前記各棒状部材の各脚部の貫通孔に挿通された後に貫通孔挿通部以外の部分を径方向の両側から圧縮して変形させた圧縮変形部によって前記貫通孔に固定されているため、連結部材が各棒状部材の上部側に露出しなくなって外観性が向上するとともに、大電流を用いた加工が不要となって製造時の電力使用量を大幅に抑制することができる。
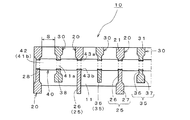
図1に示す本発明の一実施例に係る溝蓋10は、路面の側溝、排水溝、横断溝等の溝開口部に設置されて表面排水を可能とするものであり、第1棒状部材20と、第2棒状部材30とを含み、第1棒状部材20と第2棒状部材30が複数本適宜の間隙を空けて並列され、各棒状部材20,30の並列方向と直交する方向に連結部材40を貫通させて格子状に固定されてなる。図において、符号11は当該溝蓋10の外枠を構成する端板である。
この溝蓋10は、ステンレス材や鉄材等の金属材料、繊維強化プラスチック(FRP)等の強度に優れた材料が用いられる。特に、鉄材を用いる場合、耐食性を向上させるために、溝蓋全体が亜鉛メッキ層によって被覆される。亜鉛メッキ層は、公知の溶融亜鉛メッキ処理によって形成される。また、溶融亜鉛メッキ処理に際して、溝蓋10が加熱されることにより強化されて強度を向上させることができる。
第1棒状部材20は、2つの端板11,11間に梁状に複数本並列されて架設されるものであり、図2に示すように、第1頭部21と、第1頭部21から垂設された第1脚部25を有する。第1棒状部材20は、いわゆるベアリングバーであり、当該溝蓋10の強度を保持するものである。
第1頭部21は、図1,2に示すように、当該溝蓋10の表面を構成する部位であり、必要に応じて表面に滑り止めのための凹凸面22が形成される。また、第1頭部21は、図4,5に示すように、断面形状が矩形状、逆台形形状、T字形状、V字形状等の様々な形状で構成される。
第1脚部25は、第1頭部21を支持する部位であり、図2に示すように、少なくとも第2頭部31から垂設された板状部26を有する。板状部26には、必要に応じて下部に補強のために肉厚に形成された膨大部27が設けられて、断面形状が逆T字形状に形成される。なお、第1脚部25を板状部26のみで構成すれば、材料の使用量をさらに減らすことが可能となるため、軽量化や製造コストの低減が可能となる。
また、図2,3に示すように、第1脚部25の板状部26には複数の第1貫通孔28が形成される。第1貫通孔28は、後述する連結部材40が挿通可能とされ、製造時の作業性の観点から、連結部材40の外径より1mm大きく形成される。連結部材40の外径より大きく形成される大きさが1mmより小さい場合、連結部材40が挿通しにくく作業性が悪化する。1mmより大きい場合、後述する連結部材40の変形量を大きくする必要が出て固定しにくくなるとともに、外観性も悪化する恐れがある。なお、第1貫通孔28は、一部が第1頭部21にかかるように穿設されてもよい。
第2棒状部材30は、第1棒状部材20と同様に2つの端板11,11間に梁状に複数本並列されて架設されるものであり、図2に示すように、第2頭部31と、第2頭部31から垂設され第1脚部25よりも高さの低い第2脚部35を有する。第2棒状部材30は、第2脚部35を第1棒状部材20の第1脚部25より低くして材料の使用量を減らし軽量化や製造コストの低減を図りつつ、複数の第1棒状部材20の間隙の調整や、第1棒状部材20による強度保持の補強を行うものである。
第2頭部31は、図1,2に示すように、当該溝蓋10の間隙Sを規定するとともに、必要に応じて第1棒状部材20の第1頭部21とともに溝蓋10の表面を構成する部位である。第2頭部31では、図1に示すように、溝蓋10の表面を構成する際に必要に応じて滑り止めのための凹凸面32が形成される。特に、第2頭部31の表面を第1棒状部材20の第1頭部21の表面と同一形状とすれば、外観に統一感を持たせることができて意匠性を向上させることができる。また、第2頭部31は、図4,5に示すように、断面形状が矩形状、逆台形形状、T字形状、V字形状等の様々な形状で構成される。
第2脚部35は、第2頭部31を支持する部位であり、図2に示すように、少なくとも第2頭部31から垂設された板状部36を有する。板状部36には、必要に応じて下部に補強のために肉厚に形成された膨大部37が設けられて、断面形状が逆T字形状に形成される。なお、第2脚部35を板状部36のみで構成すれば、材料の使用量をさらに減らすことが可能となるため、より軽量化や製造コストの低減が可能となる。
また、第2脚部35の板状部36には、図2,3に示すように、第1棒状部材20の複数の第1貫通孔28と同一線上に複数の第2貫通孔38が形成される。第2貫通孔38は、第2貫通孔28とともに後述する連結部材40が挿通可能とされる。この第2貫通孔38は、第2貫通孔28と同様に製造時の作業性の観点から、連結部材40の外径より1mm大きく形成される。
第1棒状部材20と第2棒状部材30との並列順序は、用途等に応じて決定されるものであり、例えば、第1棒状部材20と第2棒状部材30とを規則的に並列(第1棒状部材20を2本、その隣に第2棒状部材30を1本の順序を繰り返す等)したり、第1棒状部材20と第2棒状部材30とを不規則に並列したりする等、適宜である。実施例では、図2,3に示すように、第1棒状部材20と第2棒状部材30とが交互に並列されている。そのため、当該溝蓋10の強度と軽量化をバランスよく行うことができるとともに、第1棒状部材20と第2棒状部材30の規則的な配列により外観性を高めることができる。
第1棒状部材20と第2棒状部材30との間隙Sは特に限定されるものではないが、排水性、強度、重量、製造コスト、車輪の落ち込みや歩行者のつまづき防止等の観点から適宜に設定される。実施例では、各間隙Sが同一に形成されている。そのため、製造が容易であるとともに、外観性を高めることができる。また、間隙Sとしては、7〜18mmが好ましい。間隙Sが8mmより小さい場合、各棒状部材20,30の本数が増大して排水性の低下や重量及び製造コストが増大する問題がある。間隙Sが18mmより大きい場合、間隙Sから石等の異物が落下しやすくなったり、自転車やベビーカー等の車輪が落ち込みやすくなったり、歩行者がつまづきやすくなったりする等の不具合が生じる恐れがある。
ここで、第1棒状部材20の第1頭部21と、第2棒状部材30の第2頭部31の形状の様々なバリエーションについて、図4,5を用いて説明する。
以下に説明する図4は、第1頭部21と第2頭部31が同一形状を有する例である。図4(a)は、第1棒状部材20及び第2棒状部材30の各頭部21,31の断面形状が矩形状21A,31Aに形成され例である。矩形状の各頭部21A,31Aは、各脚部25,35の板状部26,36と同一の厚みで形成される。そのため、材料の使用量を減らすことができてより効果的な軽量化や製造コストの低減を図ることができ、さらに、形状が簡素であるから製造が容易となる。また、第1棒状部材20及び第2棒状部材30の各脚部25,35を板状部26,36のみでで構成すれば、全体形状が板状となり製造が容易になるとともに、更なる軽量化やコスト削減が可能となる。
図4(b)は、第1棒状部材20及び第2棒状部材30の各頭部21,31の断面形状が逆台形形状21B,31Bに形成された例である。逆台形形状の各頭部21B,31Bでは、両側面23a,33aが各脚部25,35より肉厚な表面側から各脚部25,35側へ傾斜して形成されている。これにより、第1棒状部材20と第2棒状部材30との間に石等の異物が引っかかった場合でも、各脚部25,35側へ次第に隙間が広くなることから異物を落下させる等して容易に取り除くことが可能となり、異物の堆積による目詰まりを効果的に抑制することができる。また、第1脚部25または第2脚部35の少なくとも一方(図の例では第2脚部35)を板状部26,36のみで構成すれば、さらに容易に異物を取り除くことが可能となる。
図4(c)は、第1棒状部材20及び第2棒状部材30の各頭部21,31の断面形状がT字形状21C,31Cに形成された例である。T字形状の各頭部21C,31Cは、表面側に各脚部26,36より肉厚に形成された膨大部23b,33bを有する。これにより、溝蓋10の強度を向上させることができる。
図4(d)は、第1棒状部材20及び第2棒状部材30の各頭部21,31の断面形状がV字形状21D,31Dに形成された例である。V字形状の各頭部21D,31Dでは、溝状部24a,34aに滑り止め材24b,34bが充填固着されている。滑り止め材24bは、顆粒状の無機材料からなる砂状セラミックスと、砂状セラミックスのバインダーとして用いられるエポキシ樹脂等の合成樹脂材との混合物よりなり、必要に応じて所望の顔料などを添加して着色することが可能であり、溝蓋10表面を美麗に装飾して美観を向上させることができる。このようにV字形状の各頭部21D,31Dとすれば、溝蓋10の表面積を大きくして滑り止め効果を向上させることが可能となるとともに、溝蓋10の耐磨耗性や強度を向上させることができる。なお、図中の符号24c,34cは滑り止め材24b,34bをV字形状の各頭部21D,31D内に安定して固定するためのコイル状のアンカー部材である。
上記のように第1棒状部材20と第2棒状部材30の各頭部21,31を同一形状とすれば、統一感のある外観性と機能性を備えた溝蓋10を提供することができる。
以下に説明する図5は、第1頭部21と第2頭部31が異なった形状を有する例である。なお、図5の各例では、第1棒状部材20の第1頭部21をT字形状の頭部21Cに統一する。
図5(a)は、T字形状の第1頭部21Cに対し、第2棒状部材30の第2頭部31の断面形状が矩形状31Aに形成された例である。この例では、T字形状の第1頭部21Cを有する第1棒状部材20により溝蓋10の強度を向上させる一方、矩形状の第2頭部31Aを有する第2条状部材20により軽量化や製造コストの低減を図る。
図5(b)は、T字形状の第1頭部21Cに対し、第2棒状部材30の第2頭部31の断面形状が逆台形形状31Bに形成された例である。この例では、T字形状の第1頭部21Cを有する第1棒状部材20により溝蓋10の強度を向上させる一方、逆台形形状の第2頭部31Bを有する第2条状部材20により石等の異物が引っかかる等の異物の体積による目詰まりを効果的に抑制する。
図5(b)は、T字形状の第1頭部21Cに対し、第2棒状部材30の第2頭部31の断面形状をT字形状31Cとするとともに、その表面が第1頭部21Cの表面より低い位置で段違い状になるように形成された例である。この例では、T字形状の第1頭部21Cを有する第1棒状部材20により溝蓋10の強度を向上させる一方、T字形状の第2頭部31Cを有する第2棒状部材30により溝蓋10の強度を向上させ、かつ、第1頭部21Cと第2頭部31Cの段違い状の配置により適度な凹部が形成されて滑り止め効果が向上する。
図5(d)は、T字形状の第1頭部21Cに対し、第2棒状部材30の第2頭部31の断面形状がV字形状31Dに形成された例である。この例では、T字形状の第1頭部21Cを有する第1棒状部材20により溝蓋10の強度を向上させる一方、V字形状の第2頭部31Dを有する第2条状部材20により美観や滑り止め効果、耐磨耗性、強度等を向上させる。
上記のように第1棒状部材20と第2棒状部材30の各頭部21,31を異なる形状とすれば、各頭部21,31の形状とその組み合わせに応じた多彩な機能性を備えた溝蓋10を提供することができる。なお、図示の各例では第1頭部21をT字形状21Cに統一して説明したが、第2頭部21と異なる他の形状(21A,21B,21D)としてもよい。
連結部材40は、図1〜3,6に示すように、各棒状部材20,30の並列方向と直交する方向に各棒状部材20,30の各脚部25,35の貫通孔28,38に貫通させて格子状に固定する。連結部材40は、各棒状部材20,30の各脚部25,35の貫通孔28,38を貫通して固定する構成であれば形状等は特に限定されない。実施例の連結部材40は、図6に示すように、中空部44を有する筒形状のパイプ部材からなり、各脚部25,35の貫通孔28,38に挿通された後に貫通孔挿通部41a以外の部分41bを径方向の両側から圧縮して変形させた圧縮変形部42によって貫通孔28,38に固定されている。この連結部材40では、パイプ部材とすることにより圧縮変形を容易に行うことができる。なお、貫通孔挿通部41aは、圧縮変形部42が形成されるに伴って、貫通孔28,38内で変形している。
圧縮変形部42は、径方向の両側から圧縮されることによって断面略楕円形状に形成され、その長軸の両端部分43a,43bを各貫通孔28,38の内周及び各貫通孔28,38近傍の各脚部25,35の側面に圧接させて固定する貫通孔固定部45を構成する。貫通孔固定部45は、第1棒状部材20及び第2棒状部材30の各脚部25,35を貫通して固定しているため、各棒状部材20,30の上部側に露出して固定することがなく、外観性が向上する。しかも、圧縮変形によって固定可能であるから、プロジェクション溶接等の大電流を用いた加工が不要となり、製造時の電力使用量を大幅に抑制することができる。また図示しないが、各貫通孔28,38の少なくとも一方の一部を各頭部21,31にかかるように穿設した場合では、貫通孔固定部45の上部が頭部21,31にかかって固定されるため、各棒状部材20,30と連結部材40との結合強度を高めることができる。さらに、各部材20,30,40に鉄材を用いて亜鉛メッキ層を形成する場合、貫通孔固定部45の各棒状部材20,30(各貫通孔28,38)と連結部材40(圧縮変形部42)とを接合してより強固に固定することができる。
次に、この溝蓋10の製造工程の一例について、図7〜図12に示す加工装置50を用いて説明する。加工装置50は、各棒状部材20,30の間隙Sと同一間隔で形成された複数の保持溝61,66をそれぞれ有する固定櫛部材60と可動櫛部材65が並設されたものであり、可動櫛部材65が固定櫛部材60側へ進退可能に構成される。図において、符号51は各棒状部材20,30の載置部、52は固定櫛部材60と可動櫛部材65とを昇降させるシリンダ装置等からなる昇降手段、67は可動櫛部材65を進退させるシリンダ装置等からなる移動手段である。
まず、図8に示すように、昇降手段52により固定櫛部材60と可動櫛部材65とを載置部51より上方へ上昇させ、固定櫛部材60と可動櫛部材65の複数の保持溝61,66に複数の第1棒状部材20及び第2棒状部材30を所定の並列順序(図の例では第1棒状部材20と第2棒状部材30とを交互に並列)でそれぞれ嵌挿させて載置部51に載置し、各棒状部材20,30の各貫通孔28,38の位置が重なり合う(同一直線状になる)ように適宜の当て板等を用いて整列させる。その際、各棒状部材20,30の貫通孔28,38の1つを固定櫛部材60と可動櫛部材65との間に配置する。
続いて、図7,9に示すように、保持溝61,66に整列された各棒状部材20,30の各貫通孔28,38にパイプ部材からなる複数の連結部材40をそれぞれ挿通させ、該複数の連結部材40のうちのいずれか1つ(例えば、一番手前)の連結部材40を固定櫛部材60と可動櫛部材65との間に位置するように配置させる。そして、図10に示すように、移動手段67により可動櫛部材65を固定櫛部材側60に移動(前進)させ、固定櫛部材60と可動櫛部材65により連結部材40の貫通孔挿通部41a以外の部分41bを径方向の両側から挟み込んで断面略楕円形状に圧縮変形させ圧縮変形部42を形成する。これにより、圧縮変形部42の長軸の両端部分43a,43bが各貫通孔28,38の内周及び各貫通孔28,38近傍の各脚部25,35の側面に圧接されて各棒状部材20,30を固定する貫通孔固定部45が形成される。
貫通孔固定部45の形成後、図11,12に示すように、移動手段67により可動櫛部材65を固定櫛部材側60側から後退させるとともに、昇降手段52により固定櫛部材60と可動櫛部材65とを載置部51より下方へ下降させる。そして、他の連結部材40が固定櫛部材60と可動櫛部材65との間に相当する位置に配置されるように整列された各棒状部材20,30を移動させ、昇降手段52により固定櫛部材60と可動櫛部材65とを載置部51より上方へ上昇させて複数の保持溝61,66に複数の各棒状部材20,30をそれぞれ嵌挿させるとともに、連結部材40を固定櫛部材60と可動櫛部材65との間に位置するように配置させる。
以後、同様の手順を繰り返し、全ての連結部材40を圧縮変形させた後、必要に応じて公知の亜鉛メッキ処理等が施されて溝蓋10が得られる。
以上図示し説明したように、本発明の溝蓋10では、第1頭部21と第1頭部21から垂設された第1脚部25を有する第1棒状部材20と、第2頭部31と第2頭部31から垂設され第1脚部25よりも高さの低い第2脚部35を有する第2棒状部材30とを含み、第1棒状部材20と第2棒状部材30が複数本並列され、各棒状部材20,30の並列方向と直交する方向に各棒状部材20,30の各脚部25,35の貫通孔28,38に連結部材40を貫通させて格子状に固定されてなるため、十分な強度を確保しながら材料の使用量を減らして軽量化や製造コストの低減を図ることができる。
また、第1頭部21と第2頭部31の少なくとも表面を同一形状とすれば、外観に統一感を持たせることができて意匠性が向上する。
さらに、第1頭部21と第2頭部31を同一形状とすれば、統一感のある外観性に加え、各頭部21,31形状に応じた統一された機能性を備えた溝蓋を提供することができる。
一方、第1頭部21と第2頭部31を異なった形状とすれば、各頭部21,31の形状とその組み合わせに応じた多彩な機能性を備えた溝蓋を提供することができる。
また、第1棒状部材20と第2棒状部材30とを交互に並列すれば、強度と軽量化をバランスよく行うとともに、各棒状部材20,30の規則的な配列により外観性を高めることができる。
さらに、第1棒状部材20と第2棒状部材30との間隙Sを同一に形成すれば、規則的な構造によって製造が容易となるとともに外観性を高めることができる。
加えて、第1棒状部材20又は第2棒状部材30の頭部21,31の断面形状を矩形状21A,31A、逆台形形状21B,31B、T字形状21C,31C、V字形状21D,31Dのいずれかに形成すれば、より軽量化や製造コストの低減に適した形状、異物の堆積による目詰まり防止に適した形状、より強度向上に適した形状、滑り止め効果や耐磨耗性等の向上に適した形状等、用途に応じて様々な機能を選択して付与することができる。
また、連結部材40をパイプ部材とし、各棒状部材20,30の各脚部25,35の貫通孔28,38に挿通した後に貫通孔挿通部41以外の部分を径方向の両側から圧縮して変形させた圧縮変形部42によって貫通孔28,38に固定すれば、連結部材40が各棒状部材20,30の上部側に露出しなくなって外観性が向上するとともに、プロジェクション溶接等の大電流を用いた加工が不要となって製造時の電力使用量を大幅に抑制することができる。
なお、本発明の溝蓋は、前述の実施例のみに限定されるものではなく、発明の趣旨を逸脱しない範囲において構成の一部を適宜に変更して実施することができる。
10 溝蓋
11 端板
20 第1棒状部材
21 第1頭部
25 第1脚部
28 第1貫通孔
30 第2棒状部材
31 第2頭部
35 第2脚部
38 第2貫通孔
40 連結部材
42 圧縮変形部
45 貫通孔固定部
S 間隙
11 端板
20 第1棒状部材
21 第1頭部
25 第1脚部
28 第1貫通孔
30 第2棒状部材
31 第2頭部
35 第2脚部
38 第2貫通孔
40 連結部材
42 圧縮変形部
45 貫通孔固定部
S 間隙
Claims (8)
- 第1頭部と前記第1頭部から垂設された第1脚部を有する第1棒状部材と、第2頭部と前記第2頭部から垂設され前記第1脚部よりも高さの低い第2脚部を有する第2棒状部材とを含み、前記第1棒状部材と第2棒状部材が複数本並列され、前記各棒状部材の並列方向と直交する方向に前記各棒状部材の各脚部の貫通孔に連結部材を貫通させて格子状に固定されてなることを特徴とする溝蓋。
- 前記第1頭部と前記第2頭部の少なくとも表面が同一形状を有する請求項1に記載の溝蓋。
- 前記第1頭部と前記第2頭部が同一形状を有する請求項1又は2に記載の溝蓋。
- 前記第1頭部と前記第2頭部が異なった形状を有する請求項1に記載の溝蓋。
- 前記第1棒状部材と前記第2棒状部材とが交互に並列されている請求項1ないし4のいずれか1項に記載の溝蓋。
- 前記第1棒状部材と前記第2棒状部材との間隙が同一に形成されている請求項1ないし5のいずれか1項に記載の溝蓋。
- 前記第1棒状部材又は前記第2棒状部材の頭部の断面形状が矩形状、逆台形形状、T字形状、V字形状のいずれかに形成されている請求項1ないし6のいずれか1項に記載の溝蓋。
- 前記連結部材がパイプ部材からなり、前記各棒状部材の各脚部の貫通孔に挿通された後に貫通孔挿通部以外の部分を径方向の両側から圧縮して変形させた圧縮変形部によって前記貫通孔に固定されている請求項1ないし7のいずれか1項に記載の溝蓋。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014075356A JP2015196986A (ja) | 2014-04-01 | 2014-04-01 | 溝蓋 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014075356A JP2015196986A (ja) | 2014-04-01 | 2014-04-01 | 溝蓋 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015196986A true JP2015196986A (ja) | 2015-11-09 |
Family
ID=54546846
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014075356A Pending JP2015196986A (ja) | 2014-04-01 | 2014-04-01 | 溝蓋 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015196986A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021038628A (ja) * | 2019-09-02 | 2021-03-11 | グリーン プラス カンパニー,リミテッド | プレハブ格子 |
| JP2023064015A (ja) * | 2021-10-25 | 2023-05-10 | 株式会社ダイクレ | 銅粉入り樹脂製グレーチング |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS545975U (ja) * | 1977-06-16 | 1979-01-16 | ||
| JPS59135987U (ja) * | 1983-02-24 | 1984-09-11 | 山下 三男 | 簀子状のグレーチング |
| JPH0653685U (ja) * | 1992-12-18 | 1994-07-22 | 石田鉄工株式会社 | グレーチング |
| JPH1096257A (ja) * | 1996-09-20 | 1998-04-14 | Yodogawa Steel Works Ltd | 金属製グレーチング溝蓋 |
| JPH10131275A (ja) * | 1996-10-25 | 1998-05-19 | Takara Kizai:Kk | 踏み面側に充填材を有するグレーチング |
| JP2000027279A (ja) * | 1998-06-11 | 2000-01-25 | Taiyo Bussan:Kk | 金属製平形棒材 |
| JP2000087441A (ja) * | 1998-09-16 | 2000-03-28 | Kaneso Co Ltd | グレーチング |
| JP2002061275A (ja) * | 2000-08-14 | 2002-02-28 | Mie Jukogyo Kk | グレーチング |
| JP2003227169A (ja) * | 2002-02-04 | 2003-08-15 | Chubu Corporation | グレーチング |
| JP3169866U (ja) * | 2011-06-10 | 2011-08-18 | 石田鉄工株式会社 | 鉄製溝蓋 |
| GB2489797A (en) * | 2011-04-07 | 2012-10-10 | Savage Peter Ltd | A Gully Grating and a Method of Providing a Drainage Point |
-
2014
- 2014-04-01 JP JP2014075356A patent/JP2015196986A/ja active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS545975U (ja) * | 1977-06-16 | 1979-01-16 | ||
| JPS59135987U (ja) * | 1983-02-24 | 1984-09-11 | 山下 三男 | 簀子状のグレーチング |
| JPH0653685U (ja) * | 1992-12-18 | 1994-07-22 | 石田鉄工株式会社 | グレーチング |
| JPH1096257A (ja) * | 1996-09-20 | 1998-04-14 | Yodogawa Steel Works Ltd | 金属製グレーチング溝蓋 |
| JPH10131275A (ja) * | 1996-10-25 | 1998-05-19 | Takara Kizai:Kk | 踏み面側に充填材を有するグレーチング |
| JP2000027279A (ja) * | 1998-06-11 | 2000-01-25 | Taiyo Bussan:Kk | 金属製平形棒材 |
| JP2000087441A (ja) * | 1998-09-16 | 2000-03-28 | Kaneso Co Ltd | グレーチング |
| JP2002061275A (ja) * | 2000-08-14 | 2002-02-28 | Mie Jukogyo Kk | グレーチング |
| JP2003227169A (ja) * | 2002-02-04 | 2003-08-15 | Chubu Corporation | グレーチング |
| GB2489797A (en) * | 2011-04-07 | 2012-10-10 | Savage Peter Ltd | A Gully Grating and a Method of Providing a Drainage Point |
| JP3169866U (ja) * | 2011-06-10 | 2011-08-18 | 石田鉄工株式会社 | 鉄製溝蓋 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021038628A (ja) * | 2019-09-02 | 2021-03-11 | グリーン プラス カンパニー,リミテッド | プレハブ格子 |
| JP2023064015A (ja) * | 2021-10-25 | 2023-05-10 | 株式会社ダイクレ | 銅粉入り樹脂製グレーチング |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9243374B2 (en) | Prefabricated mold for construction of concrete pavement | |
| RU2009131861A (ru) | Система переносного пористого дорожного покрытия и способ ее сборки | |
| JP2015196986A (ja) | 溝蓋 | |
| KR20120135565A (ko) | 비모듈 대응성 및 수평 전단 성능 향상을 위한 중공슬래브 및 이의 시공 방법 | |
| CN202621455U (zh) | 一种自洁振动筛筛网 | |
| KR101132742B1 (ko) | 조립형 다웰바 어셈블리 | |
| CN202466567U (zh) | 一种表面凹凸形的混凝土空心方桩 | |
| CN101914967B (zh) | 一种钢筋混凝土空心楼板及施工方法 | |
| CN102518082B (zh) | 废旧轮胎平铺组合和立式组合预应力网片 | |
| KR101084700B1 (ko) | 강연선 커플러와 커플러포켓을 이용한 프리텐션 거더 및 그의 제작공법 | |
| JP2016031001A (ja) | コンクリート構造物の補強構造及び方法 | |
| JP3169866U (ja) | 鉄製溝蓋 | |
| KR101568348B1 (ko) | 평지와 경사로의 공용이 용이한 메쉬 펜스 및 이 시공 방법 | |
| GB2447199A (en) | Method of splicing pile cages, set of components therefor, and assembled pile cages | |
| KR101098878B1 (ko) | 강관파일용 밴드 압착식 두부보강장치 | |
| MX2011005149A (es) | Elemento de losa pretensado. | |
| JP6280324B2 (ja) | 配筋支持具及び当該配筋支持具を用いたコンクリートブロックの組積方法 | |
| JP3170099U (ja) | 溝蓋の加工装置 | |
| CN205476843U (zh) | 简便装拆式体育场围网 | |
| CN201237027Y (zh) | 网架 | |
| CN105220884A (zh) | 现浇砼楼板钢筋网片铺装方法 | |
| CN206267626U (zh) | 电力围栏 | |
| CN202865806U (zh) | 廊道防冲刷废旧轮胎衬层 | |
| CN201942993U (zh) | 一种预应力空心板梁 | |
| CN204676561U (zh) | 一种边坡锚钉支护结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160301 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161220 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170704 |