JP2015199521A - ブロー成形プラスチックボトル - Google Patents
ブロー成形プラスチックボトル Download PDFInfo
- Publication number
- JP2015199521A JP2015199521A JP2014079661A JP2014079661A JP2015199521A JP 2015199521 A JP2015199521 A JP 2015199521A JP 2014079661 A JP2014079661 A JP 2014079661A JP 2014079661 A JP2014079661 A JP 2014079661A JP 2015199521 A JP2015199521 A JP 2015199521A
- Authority
- JP
- Japan
- Prior art keywords
- plastic bottle
- peripheral
- preform
- blow molded
- molded plastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
Abstract
【解決手段】ブロー成形プラスチックボトル10は、口部11と、肩部12と、胴部20と、底部30とを備えている。底部30は周縁部31と、持上部32と、周縁部31と持上部32との間の円周状接地部35とを有する。周縁部31に複数の半径方向リブ31aが設けられている。
【選択図】図1
Description
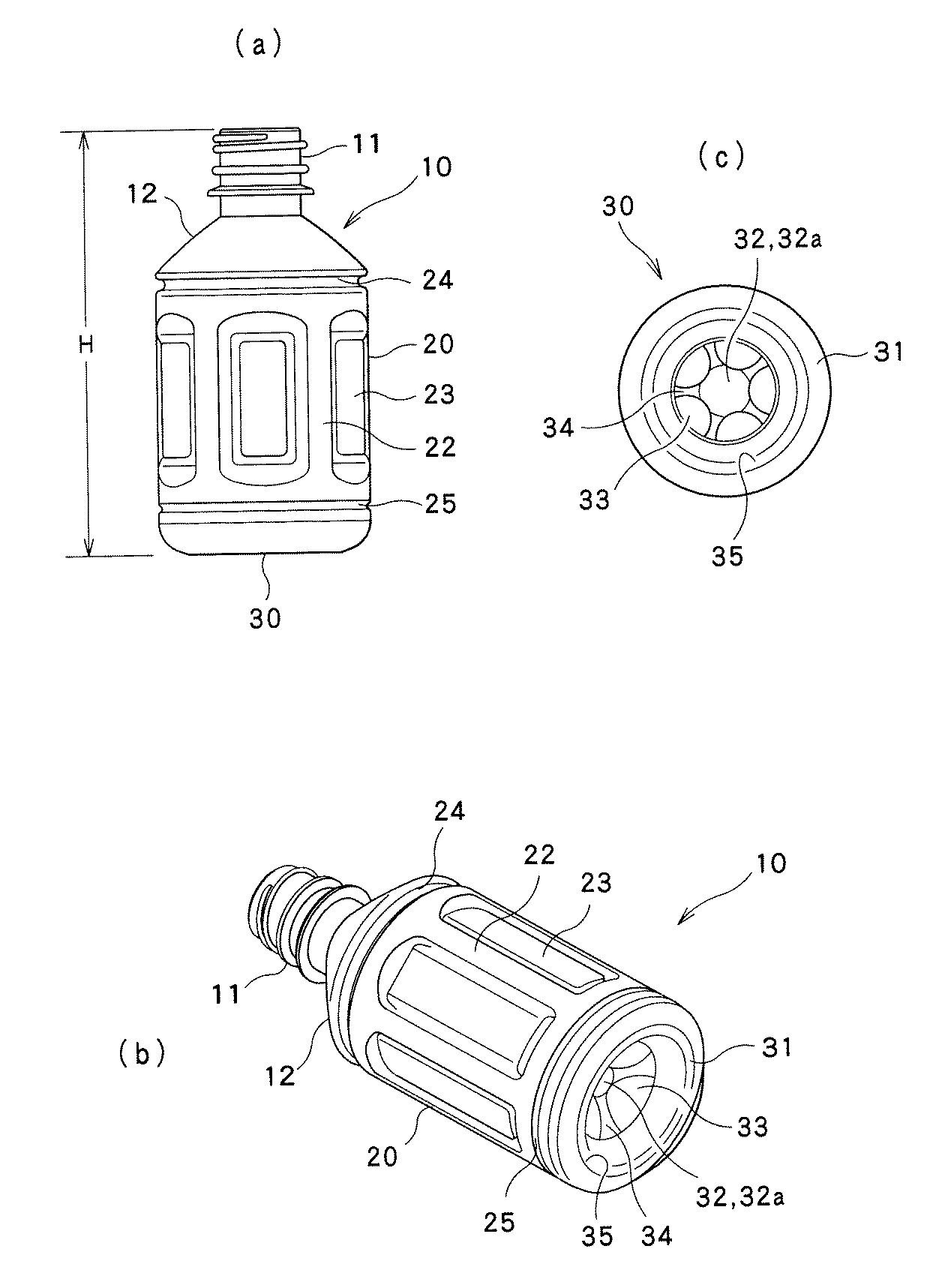
11 口部
12 肩部
20 胴部
22 境界面
23 パネル部
24 水平凹状リブ
25 水平凹状リブ
30 底部
31 周縁部
31a 半径方向リブ
32 持上部
32a 中央部
33 突部
34 凹部
35 接地部
Claims (5)
- ブロー成形により製造されたプラスチックボトルにおいて、
口部と、
肩部と、
円筒状の胴部と、
底部とを備え、
底部は周縁に位置する周縁部と、中央に位置し上方へ持上げられた持上部と、周縁部と持上部との間に位置する円周状接地部とを有し、
周縁部に接地部に向って半径方向に延び、内側へ引込む凹状の半径方向リブを設けたことを特徴とするプラスチックボトル。 - 底部の各凹状リブは、周縁部から接地部直前まで延びていることを特徴とする請求項1記載のプラスチックボトル。
- 胴部に、複数の平板状のパネル部が形成されていることを特徴とする請求項1または2記載のプラスチックボトル。
- 底部の持上部に、外側に向って突出する複数の突部が環状に設けられていることを特徴とする請求項1乃至3のいずれか記載のプラスチックボトル。
- 請求項1乃至4のいずれか記載のプラスチックボトルを成形するためのプリフォーム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014079661A JP2015199521A (ja) | 2014-04-08 | 2014-04-08 | ブロー成形プラスチックボトル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014079661A JP2015199521A (ja) | 2014-04-08 | 2014-04-08 | ブロー成形プラスチックボトル |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015199521A true JP2015199521A (ja) | 2015-11-12 |
Family
ID=54551200
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014079661A Pending JP2015199521A (ja) | 2014-04-08 | 2014-04-08 | ブロー成形プラスチックボトル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015199521A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020063065A (ja) * | 2018-10-16 | 2020-04-23 | 大日本印刷株式会社 | プラスチックボトル |
| JP2021123379A (ja) * | 2020-02-04 | 2021-08-30 | 大日本印刷株式会社 | プラスチックボトル |
| JP2024034442A (ja) * | 2022-08-31 | 2024-03-13 | 株式会社吉野工業所 | 樹脂製ボトル |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000229615A (ja) * | 1999-02-10 | 2000-08-22 | Mitsubishi Plastics Ind Ltd | プラスチックボトル |
| JP2006008200A (ja) * | 2004-06-28 | 2006-01-12 | Dainippon Printing Co Ltd | プラスチック容器 |
| JP2010500242A (ja) * | 2006-08-08 | 2010-01-07 | シデル パーティシペイションズ | プリフォームの吹き込み成型または引き抜き吹き込み成型により得られる中空体底 |
| JP2013209158A (ja) * | 2012-02-28 | 2013-10-10 | Dainippon Printing Co Ltd | プラスチックボトル |
-
2014
- 2014-04-08 JP JP2014079661A patent/JP2015199521A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000229615A (ja) * | 1999-02-10 | 2000-08-22 | Mitsubishi Plastics Ind Ltd | プラスチックボトル |
| JP2006008200A (ja) * | 2004-06-28 | 2006-01-12 | Dainippon Printing Co Ltd | プラスチック容器 |
| JP2010500242A (ja) * | 2006-08-08 | 2010-01-07 | シデル パーティシペイションズ | プリフォームの吹き込み成型または引き抜き吹き込み成型により得られる中空体底 |
| JP2013209158A (ja) * | 2012-02-28 | 2013-10-10 | Dainippon Printing Co Ltd | プラスチックボトル |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020063065A (ja) * | 2018-10-16 | 2020-04-23 | 大日本印刷株式会社 | プラスチックボトル |
| JP7173435B2 (ja) | 2018-10-16 | 2022-11-16 | 大日本印刷株式会社 | プラスチックボトル |
| JP2021123379A (ja) * | 2020-02-04 | 2021-08-30 | 大日本印刷株式会社 | プラスチックボトル |
| JP7519024B2 (ja) | 2020-02-04 | 2024-07-19 | 大日本印刷株式会社 | プラスチックボトル |
| JP2024034442A (ja) * | 2022-08-31 | 2024-03-13 | 株式会社吉野工業所 | 樹脂製ボトル |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015009493A (ja) | ブロー成形方法および複合プリフォーム | |
| JP2018058590A (ja) | 合成樹脂製容器 | |
| JP5589535B2 (ja) | 合成樹脂製容器 | |
| JP2013023227A (ja) | 非耐熱成形プラスチックボトル | |
| JP5471042B2 (ja) | プラスチック容器 | |
| JP2015199521A (ja) | ブロー成形プラスチックボトル | |
| JP6044871B2 (ja) | ブロー成形プラスチックボトルおよびブロー成形プラスチックボトルの製造方法 | |
| JP6160895B2 (ja) | プラスチックボトル | |
| JP2017148963A (ja) | ブロー成形プラスチックボトルの製造方法、ブロー成形プラスチックボトル、ブロー成形プラスチックボトル用金型、および表面部材 | |
| JP6070178B2 (ja) | ブロー成形プラスチックボトルおよびブロー成形プラスチックボトルの製造方法 | |
| JP5893401B2 (ja) | プラスチックボトル | |
| JP2014151932A (ja) | プラスチックボトル | |
| JP6443712B2 (ja) | ブロー成形プラスチックボトル | |
| JP6160896B2 (ja) | プラスチックボトル | |
| JP6299848B2 (ja) | ブロー成形プラスチックボトルおよびブロー成形プラスチックボトルの製造方法 | |
| JP7278465B1 (ja) | プラスチックボトル、ブロー成形型及びプラスチックボトルの製造方法 | |
| JP5896286B2 (ja) | プラスチックボトル | |
| JP6131627B2 (ja) | プラスチックボトル | |
| JP6274329B2 (ja) | ブロー成形プラスチックボトルおよびブロー成形プラスチックボトルの製造方法 | |
| JP6109764B2 (ja) | プラスチック容器 | |
| JP2020049779A (ja) | プリフォーム | |
| JP6968740B2 (ja) | 複合容器の製造方法 | |
| JP2015127210A (ja) | プラスチックボトル | |
| JP6641793B2 (ja) | 合成樹脂製容器 | |
| JP2016210516A (ja) | プラスチック容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171020 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180330 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181102 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181225 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190531 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190826 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190902 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20191115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200311 |