JP2015202171A - 装飾箸の製造方法、及びその方法によって模様付けされた装飾箸 - Google Patents
装飾箸の製造方法、及びその方法によって模様付けされた装飾箸 Download PDFInfo
- Publication number
- JP2015202171A JP2015202171A JP2014082333A JP2014082333A JP2015202171A JP 2015202171 A JP2015202171 A JP 2015202171A JP 2014082333 A JP2014082333 A JP 2014082333A JP 2014082333 A JP2014082333 A JP 2014082333A JP 2015202171 A JP2015202171 A JP 2015202171A
- Authority
- JP
- Japan
- Prior art keywords
- chopsticks
- film cylinder
- shrink film
- paint
- decorative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Table Equipment (AREA)
Abstract
【解決手段】本発明は、下記1〜4の工程からなる装飾箸の製造方法である。
1)素材箸1に凹部を形成する工程、
2)凹部を形成した素材箸1に、熱収縮性を持つシュリンクフィルム筒2を位置決めする位置決め工程、
3)該凹部を形成した素材箸1にシュリンクフィルム筒2を加熱して圧着固定させる工程
4)素材箸1にシュリンクフィルム筒2を加熱して圧着固定した後、凹部11を除く部分に塗料を塗布する塗布工程。
【選択図】図9
Description
現在では、特に装飾性のある箸が大人、子供を含め多くの世代で人気があり、従来の素朴な模様から、華麗な模様へと趣向が変化してきている。
このような装飾加工には、箸の表面に塗料を塗る方法があるが、最近では、印刷フィルムを使った装飾方法が採用されている。
これによると、樹脂フィルム筒、シュリンクフィルム筒に印刷された模様であれば、簡単に箸の表面にその模様を付与することができる利点がある。
これは、分割されたチューブ状フィルム間の間隔部に露出する模様層があるので、複雑な組み合わせ模様が可能となり、極めて有用なものである。
しかも印刷と塗料による組み合わせ模様に立体性を付与するものはなく、その製造方法も、未だ提供されていない。
すなわち、本発明の目的は、印刷と塗料による組み合わせ模様に立体性を付与された装飾箸の製造方法を提供すること、及びその方法によって模様が形成された箸を提供することである。
1)素材箸1に凹部を形成する工程、
2)凹部を形成した素材箸1に、熱収縮性を持つシュリンクフィルム筒2を位置決めする位置決め工程、
3)該凹部を形成した素材箸1にシュリンクフィルム筒2を加熱して圧着固定させる工程、
4)素材箸1にシュリンクフィルム筒2を加熱して圧着固定した後、凹部11を除く部分に塗料を塗布する塗布工程。
また、塗料を塗る工程が極めて効率良く行える、すなわちシュリンクフィルム筒の上に塗料による模様が簡単に付与される。
箸の製造方法として極めて効率がよい。
箸に形成された凹部と他の領域との境界部がシュリンクフィルム筒により被われて滑らかになり鋭い角が立たない立体形状となる。
素材箸1の磨き過程を必ずしも必要としない。
以下、図面に基づき発明の実施における最適な例を示す。
本発明の装飾箸の製造方法は、次に示すような主なる工程(1〜4)を含むものである。
(1)素材箸1に凹部11を形成する工程、
(2)凹部11を形成した素材箸1に熱収縮性を持つシュリンクフィルム筒2を位置決めする位置決め工程、
(3)該凹部11を形成した素材箸1にシュリンクフィルム筒2を加熱して圧着固定させる工程、
(4)素材箸1にシュリンクフィルム筒2を加熱して圧着固定した後、凹部11を除く部分に塗料を塗布する塗布工程。
図1は、その製造方法における工程を示したブロック図である。
(1)素材箸1用意
まず、予め木材を製品の形に切削して素材箸1を用意する。
この時使用する素材箸1は、特に限定されないが主に、鉄木、ラミン、竹、マラス等の木材が使用される。
(2)凹部形成工程
次に、素材箸1に凹部11を形成するための工程を遂行する。
この場合は、木製の場合は、切削加工が主に採用されるが、凹部11として、間隔を開けて孤立した小さな凹部11よりなるもの、箸の長さ方向に連続して形成された多数の小さな凹部11よりなるもの、箸の長さ方向に線状になった凹部11よりなるもの、等が挙げられる。
この図では、箸の長さ方向に菱形の凹部11を箸の全周囲に規則的に形成したものを例示する。
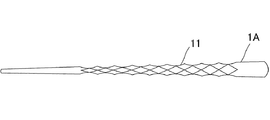
(3)位置決め工程
この工程は、シュリンクフィルム筒2を素材箸1Aの長さ方向のある位置にセットする位置決め工程である。
シュリンクフィルム筒2は、有色や透明のものに印刷模様(文字等を含む)が施されており、素材箸1Aの挿入可能なものである。
その材質としては、塩化ビニル、OPS(ポリスチレン)、ポリエチレンテレフタレート、ポリプロピレン等があるが、熱を加えることで収縮して径が小さくなる特色を有する。
前工程において凹部11を形成した後は、シュリンクフィルム筒2を素材箸1に形成された凹部11を被うように外挿し、位置決めする。
この場合、シュリンクフィルム筒2は、少なくとも前記の工程で形成した凹部11の領域をカバーできるような長さのものを使う。
この工程はシュリンクフィルム筒2を凹部11が形成された素材箸1Aに圧着固定する工程である。
操作としては、シュリンクフィルム筒2が外挿された状態の素材箸1Aを適当な方法、例えば、加熱して、シュリンクフィルム筒2を収縮させ径を小さくする。
その結果、シュリンクフィルム筒2が凹部11を設けた素材箸1Aの表面に上から圧着固定されることとなる。
なお、加熱の方法は、シュリンクフィルム筒2が十分な力で圧着、固定できるまで収縮できれば、どのような仕方でもよいが、温度調節が容易で且つムラなく均等に素材箸全体に熱を加えられ、加熱時間の設定も容易であるとの観点から、電気加熱室で加熱することが好ましい。
この場合、シュリンクフィルム筒2の径L1は、素材箸1Aの径L2の太さに収縮することにより、凹部11の底面に確実に圧接することができる。
そのために、シュリンクフィルム筒2の熱収縮率は、少なくとも凹部11の底面における径よりも縮径となるようにL2/L1が必要である。
この工程は、シュリンクフィルム筒2を圧着固定した状態の素材箸1Bに対して塗料を塗布する工程である。
シュリンクフィルム筒2を圧着固定した後は、凹部11を除く部分に塗料を塗布する。
シュリンクフィルム筒2の印刷模様に加え、凹部11を除いた部分に塗料が付与されて、印刷模様と塗料による模様が組み合わされた独特の装飾が現出される。
この場合に、凹部11には塗布しないため、凹部11に塗布できない特有の塗布方法を採用する。
すなわち、塗料を含んだ布材Fを空中に張架し(保持し)、或いは平台に置き、この上に素材箸1を転動させるのである。
図に示すように、布材Fの上を素材箸1Bが転がる結果、塗料は、素材箸1Bの凹部11には付着しないが、それ以外の部分には付着する。
ここで、凹部11は、最初の素材箸1を例えば削って形成したものであるため、素材箸1の削られていない径の大きい部分には塗料は付着しない。
この素材箸1Bの転動により、布と接触した部分にのみ塗料が付与されるため、効率よく模様が形成される。
塗料が付与された後の、素材箸1Cは、シュリンクフィルム筒2の印刷模様と、塗布による模様とが組み合わされた独特の立体模様が現出される。
ここで布材Fの全面に一様に同じ色の塗料を含ませることで、凹部11を除く部分に布材Fと同じ色を付与することができるが、必ずしも全面に同じ色ではなくとも部分的に異なった色を含ませることも可能である。
例えば、布材Fを区分して、ある領域にA色、また別の領域にB色を含ませておくことで、箸には、A色とB色とを凹部11を除く部分に塗布することができる。
本工程に使用される布材Fとしては、塗料を含ませることができるものであれば良く、薄板フィルムの他、スポンジ、発泡樹脂材、フエルト地、編地、織地等が採用される。
塗布工程の後は、乾燥することにより塗料を固化させる。
上述した第1の実施形態の塗布工程において、更なる塗布を行うことができる。
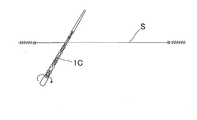
すなわち塗布工程おいては、凹部11を除く部分に塗料が付与された素材箸1Cに対して、更に塗料が付与された糸材Sを接触させることにより横ラインLを形成させることができる。
すると糸材Sの塗料が箸に転移されて横ラインL(輪状のライン)が形成されるのである。
圧着固定させたシュリンクフィルム筒2の両端部付近に糸材Sを当接させると、その部分に横ラインLが形成される。
糸材Sとしては、塗料を含ませることができるものであれば良く、モノフィラメント糸、或いはマルチフィラメントよりなる捲縮糸や、紡績糸等が採用可能である。
この場合、糸材Sを、複数本、張架状態に保持しておくことにより、複数の横ラインLを一挙に形成することもできる。
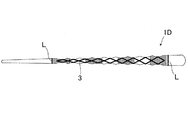
シュリンクフィルム筒2の両端部付近に横ラインLが塗布形成されている。
ところで、複数本の糸材Sを張架状態にし、各糸材Sに素材箸1Cを接触させて回動することで、複数本の横ラインLが塗布形成された素材箸1Dができる。
塗料を塗布した後、24時間以上放置して塗料を乾燥、凝固させる。
樹脂塗料が完全に乾燥したら装飾された箸の製造は終了となる。
以上のように、素材箸1→凹部を形成された素材箸1A→シュリンクフィルム筒2が圧着固定された素材箸1B→凹部以外の領域に塗料が塗布された素材箸1C→更に横ラインLが塗布形成された素材箸1Dとなり、最後に乾燥されて箸となる。
製造効率がよく、また製造された箸もシュリンクフィルム筒2の印刷模様と、塗布による模様とが組み合わされた独特の立体模様が現出されたものとなる。
例えば、塗布工程が終了したら後は、必要に応じて適宜、後処理(仕上げの透明樹脂塗等)を行うことができる。
また、乾燥は、乾燥室で乾燥したり、数時間放置することで乾燥させるが、どの方法によるかは限定されない。
また、凹部11を形成する方法としては、木製の場合は、前述した切削加工による方法の他に、押圧変形加工も採用でき、この場合は、水を含ませた加熱状態で行うことが好ましい。
そのため、箸に対して凹部11以外の部分に塗料を塗るのに広く採用可能で有用性がある。
また、シュリンクフィルム筒2の印刷模様と、塗布による模様とが組み合わされた独特の立体模様が現出可能である。
11…凹部
2…シュリンクフィルム筒
3…塗料
F…布材
S…糸材
L…横ライン
Claims (6)
- 下記1〜4の工程からなる装飾箸の製造方法。
1)素材箸に凹部を形成する工程、
2)凹部を形成した素材箸に、熱収縮性を持つシュリンクフィルム筒を位置決めする位置決め工程、
3)該凹部を形成した素材箸にシュリンクフィルム筒を加熱して圧着固定させる工程、
4)素材箸にシュリンクフィルム筒を加熱して圧着固定した後、凹部を除く部分に塗料を塗布する塗布工程。 - 上記4)の塗布工程おける塗布は、塗料が付与された布材の上に素材箸を転動させることにより行うことを特徴とする請求項1記載の装飾箸の製造方法。
- 上記4)の塗布工程おける塗布は、塗料が付与された布材の上に素材箸を転動させることにより行った後、更に塗料が付与された糸体を圧着させたシュリンクフィルム筒の端部に接触させることにより突出したラインを形成させることを特徴とする請求項1記載の装飾箸の製造方法。
- 凹部が、箸の長さ方向に連続して形成された多数の小凹部よりなることを特徴とする請求項1記載の装飾箸の製造方法。
- 素材箸の断面が角形であることを特徴とする請求項1記載の装飾箸の製造方法。
- 上記(1)〜(5)のいずれか1項に記載の装飾箸の製造方法によって模様が付与された装飾箸。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014082333A JP6284810B2 (ja) | 2014-04-11 | 2014-04-11 | 装飾箸の製造方法、及びその方法によって模様付けされた装飾箸 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014082333A JP6284810B2 (ja) | 2014-04-11 | 2014-04-11 | 装飾箸の製造方法、及びその方法によって模様付けされた装飾箸 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015202171A true JP2015202171A (ja) | 2015-11-16 |
| JP6284810B2 JP6284810B2 (ja) | 2018-02-28 |
Family
ID=54596050
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014082333A Expired - Fee Related JP6284810B2 (ja) | 2014-04-11 | 2014-04-11 | 装飾箸の製造方法、及びその方法によって模様付けされた装飾箸 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6284810B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4832146Y1 (ja) * | 1968-04-09 | 1973-10-01 | ||
| JPS59178176U (ja) * | 1983-05-16 | 1984-11-28 | 株式会社 山半 | 箸 |
| JP2008206993A (ja) * | 2008-04-16 | 2008-09-11 | Ishida:Kk | 箸に対する模様付与方法、及びその方法によって模様付けされた箸 |
| JP2012005550A (ja) * | 2010-06-22 | 2012-01-12 | Ishida:Kk | 箸の模様付け加工方法、及びその方法によって模様付けされた箸 |
| JP3178906U (ja) * | 2012-07-25 | 2012-10-04 | 株式会社フナイワークス | 箸 |
| JP3188250U (ja) * | 2013-09-11 | 2014-01-16 | 清水 司 | 衛生面に優れた塗り箸 |
-
2014
- 2014-04-11 JP JP2014082333A patent/JP6284810B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4832146Y1 (ja) * | 1968-04-09 | 1973-10-01 | ||
| JPS59178176U (ja) * | 1983-05-16 | 1984-11-28 | 株式会社 山半 | 箸 |
| JP2008206993A (ja) * | 2008-04-16 | 2008-09-11 | Ishida:Kk | 箸に対する模様付与方法、及びその方法によって模様付けされた箸 |
| JP2012005550A (ja) * | 2010-06-22 | 2012-01-12 | Ishida:Kk | 箸の模様付け加工方法、及びその方法によって模様付けされた箸 |
| JP3178906U (ja) * | 2012-07-25 | 2012-10-04 | 株式会社フナイワークス | 箸 |
| JP3188250U (ja) * | 2013-09-11 | 2014-01-16 | 清水 司 | 衛生面に優れた塗り箸 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6284810B2 (ja) | 2018-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101253695B1 (ko) | 인조속눈썹 및 그 제조방법 | |
| CN102729549A (zh) | 一种柔性转移膜及其制造方法 | |
| KR101395449B1 (ko) | 장식 박막이 전체적으로 전이된 미용재료 원단과 그 제조방법 및 미용재료 원단을 이용한 미용 스티커 | |
| JP6284810B2 (ja) | 装飾箸の製造方法、及びその方法によって模様付けされた装飾箸 | |
| JP2008206993A (ja) | 箸に対する模様付与方法、及びその方法によって模様付けされた箸 | |
| JP4521825B2 (ja) | 箸に対する模様付与方法、及びその方法によって模様付けされた箸 | |
| KR102036367B1 (ko) | 부분 박리 문양을 형성하는 필름 또는 부분 박리 문양을 형성하는 필름이 부착된 물건의 제조장치 및 제조 방법 | |
| CN201186578Y (zh) | 铝塑板浮雕工艺品 | |
| CN103507541A (zh) | 木塑复合材料表面纹理的加工方法 | |
| CN107164581A (zh) | 一种皮革的无缝拼接生产工艺 | |
| KR101287316B1 (ko) | 한지 공예품 및 이의 제조 방법 | |
| CN201044982Y (zh) | 聚氯乙烯皮革 | |
| JP5566788B2 (ja) | 箸の模様付け方法と、その模様付けをした箸 | |
| TW200422202A (en) | Method for forming pattern on article and the formed article | |
| RU2428317C2 (ru) | Способ изготовления филигранных изделий | |
| KR100562222B1 (ko) | 자개 낚싯대의 제조 방법 및 그에 따른 낚싯대 | |
| JP5566789B2 (ja) | 箸の模様付け加工方法、及びその方法によって模様付けされた箸 | |
| JP5695360B2 (ja) | 多層模様層箸 | |
| RU2798015C1 (ru) | Способ бисероплетения | |
| KR100384687B1 (ko) | 스크린인쇄기법을 이용한 나전장식물 및 그의 제조방법 | |
| KR20030096988A (ko) | 의복에 장식을 행하기 위한 홀로그램 장식물의 제조방법과이에 의하여 제조한 장식물 | |
| KR102036365B1 (ko) | 부분 박리문양을 형성하는 필름 및 부분 박리문양을 형성하는 필름이 부착된 물건 | |
| EP3103611B1 (en) | Method for manufacturing a product of plastic material | |
| JP3069393U (ja) | 額縁用枠材 | |
| KR20220073942A (ko) | 저피 유래 가공소재를 활용한 수지판 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160525 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160525 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180131 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6284810 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |