JP2015227151A - 中心面が固定されたシアタイを有する対称翼リブ - Google Patents
中心面が固定されたシアタイを有する対称翼リブ Download PDFInfo
- Publication number
- JP2015227151A JP2015227151A JP2014125201A JP2014125201A JP2015227151A JP 2015227151 A JP2015227151 A JP 2015227151A JP 2014125201 A JP2014125201 A JP 2014125201A JP 2014125201 A JP2014125201 A JP 2014125201A JP 2015227151 A JP2015227151 A JP 2015227151A
- Authority
- JP
- Japan
- Prior art keywords
- rib structure
- web
- notch
- fastener
- symmetrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C3/00—Wings
- B64C3/18—Spars; Ribs; Stringers
- B64C3/187—Ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C3/00—Wings
- B64C3/26—Construction, shape, or attachment of separate skins, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64F—GROUND OR AIRCRAFT-CARRIER-DECK INSTALLATIONS SPECIALLY ADAPTED FOR USE IN CONNECTION WITH AIRCRAFT; DESIGNING, MANUFACTURING, ASSEMBLING, CLEANING, MAINTAINING OR REPAIRING AIRCRAFT, NOT OTHERWISE PROVIDED FOR; HANDLING, TRANSPORTING, TESTING OR INSPECTING AIRCRAFT COMPONENTS, NOT OTHERWISE PROVIDED FOR
- B64F5/00—Designing, manufacturing, assembling, cleaning, maintaining or repairing aircraft, not otherwise provided for; Handling, transporting, testing or inspecting aircraft components, not otherwise provided for
Landscapes
- Engineering & Computer Science (AREA)
- Aviation & Aerospace Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Transportation (AREA)
- Connection Of Plates (AREA)
Abstract
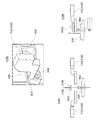
【解決手段】構造ウェブ408は、ウェブ中心面及び複数のウェブ補強材を備え、前記ウェブ中心面に関して対称である。フランジは、対称リブ構造の周囲に構成され、締め具孔706は、フランジ714に構成され、ウェブ中心面と位置合わせされた締め具孔中心線718を備える。切り欠きは、締め具孔周辺の構造ウェブに構成され、二つの支柱724,726は、切り欠きの対向側面でフランジに結合される。
【選択図】図7
Description
ウェブ中心面及び複数のウェブ補強材を備え、前記ウェブ中心面に関して対称である構造ウェブ;
前記対称リブ構造の周囲に構成されたフランジ;
前記フランジに構成され、前記ウェブ中心面と位置合わせされた締め具孔中心線を備える、締め具孔;
前記締め具孔周辺の前記構造ウェブに構成された切り欠き;及び
前記切り欠きの対向側面で前記フランジに結合された二つの支柱
を備える、対称リブ構造。
前記構造ウェブは、締め具孔を分離するように構成される、条項1に記載の対称リブ構造。
前記構造ウェブの前記ウェブ中心面と位置合わせされ、偏心荷重を除去するように構成された締め具をさらに備える、条項1に記載の対称リブ構造。
前記切り欠きは、締め具、及び前記締め具を固定するためのツーリングコンポーネントを受け入れるようにサイズ決定された体積を画定する条項1に記載の対称リブ構造。
前記切り欠きは、前記二つの支柱に沿って隙間を備える、条項1に記載の対称リブ構造。
前記締め具孔及び前記切り欠きの内装面は、締りばめスリーブ補修により覆われる、条項1に記載の対称リブ構造。
単列の締め具は、前記構造ウェブの前記ウェブ中心面に取り付けられ、前記対称リブ構造の幅を狭めることができる、条項1に記載の対称リブ構造。
前記対称リブ構造は、航空機の翼に取り付けられる、条項1に記載の対称リブ構造。
前記切り欠きはシアタイ切り欠きを含み、前記フランジはシアタイ足部を含む、条項1に記載の対称リブ構造。
ストックのサイズを縮小できる一つの締め具を、前記シアタイ足部にさらに備える、条項9に記載の対称リブ構造。
ウェブ中心面及び複数のウェブ補強材を備え、前記ウェブ中心面に関して対称である構造ウェブを構成すること;
前記対称リブ構造の周囲に構成されるフランジを構成すること;
前記フランジに構成され、前記ウェブ中心面と位置合わせされた締め具孔中心線を備える、締め具孔を構成すること;
切り欠きを、前記締め具孔周辺の前記構造ウェブに構成すること;並びに
前記切り欠きの対向側面で前記フランジに結合された二つの支柱を構成すること
を含む、対称リブ構造を構成するための方法。
締め具及び前記締め具を固定するためのツーリングコンポーネントを受け入れるためにサイズ決定された体積を画定するように前記切り欠きを構成することをさらに含む、条項11に記載の方法。
前記二つの支柱に沿って隙間を備えるために前記切り欠きを構成することをさらに含む、条項11に記載の方法。
前記切り欠きの内装面及び前記締め具孔を、締りばめスリーブ補修により覆うことをさらに含む、条項11に記載の方法。
単列の締め具を前記対称リブ構造の前記構造ウェブの前記ウェブ中心面に取り付け、前記対称リブ構造の幅を狭められることをさらに含む、条項11に記載の方法。
前記対称リブ構造を航空機の翼に取り付けることをさらに含む、条項11に記載の方法。
ストックのサイズを縮小できる一つの締め具をフランジに備えるシアタイ切り欠きを備えるように、前記切り欠きを構成することをさらに含む、条項11に記載の方法。
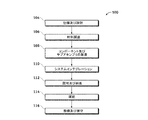
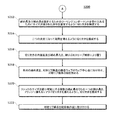
対称リブ構造の片側固定のための方法であって、前記方法は、
対称リブ構造をアセンブリの場所に位置決めすることであって、前記対称リブ構造は:
ウェブ中心面及び複数のウェブ補強材を備え、前記ウェブ中心面に関して対称である構造ウェブ;
アセンブリ側面であって、
前記ウェブ中心面に対する前記対称リブ構造の第一の側面、及び前記ウェブ中心面に対する前記第一の側面に対向する、前記対称リブ構造の第二の側面のうちの一つを備える、前記アセンブリ側面;
前記対称リブ構造の周囲に構成されたフランジ;
前記フランジに構成され、前記ウェブ中心面と位置合わせされた締め具孔中心線を備える、複数の締め具孔の中の一つの締め具孔;
前記締め具孔周辺の前記構造ウェブに構成された切り欠き;並びに
前記切り欠きの対向側面で前記フランジに結合された二つの支柱を備える、前記対称リブ構造を位置決めすること、
複数の締め具の中の一つの締め具を、前記アセンブリ側面のみから、前記対称リブ構造の前記切り欠きに挿入すること、
前記締め具を、前記アセンブリ側面のみから前記締め具孔に位置決めすること、
締め具ツールを、前記アセンブリ側面のみから、前記対称リブ構造の前記切り欠きに挿入すること、
前記締め具ツールを前記締め具に結合すること;並びに
前記締め具を一又は複数の目標物に結合するために、前記締め具ツールを、前記アセンブリ側面のみから操作すること
を含む、方法。
単列の締め具を前記対称リブ構造の前記構造ウェブの前記ウェブ中心面に取り付け、前記対称リブ構造の幅を狭められることをさらに含む、条項18に記載の方法。
前記対称リブ構造を航空機の翼に取り付けることをさらに含む、条項18に記載の方法。
200 航空機
300 非対称翼リブ構造
302 第一の側面
304 第二の側面
306 リブ足部
308 構造ウェブ
310 シアタイ
400 対称翼リブ構造
402 第一の側面
404 第二の側面
406 シアタイ
408 構造ウェブ
500 非対称翼リブ構造
502 締め具
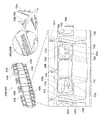
600 対称翼リブ構造
600A 対称翼リブ構造600の一部分の拡大表示
602 締め具
604 大きな締め具
608 ウェブ中心面
610 シアタイ足部
612 構造ウェブ翼弦(リブ翼弦)
614 構造ウェブ補強材
616 シアタイ支柱
620 シアタイ切り欠き
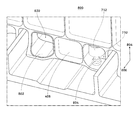
702 航空機
704 翼
706 締め具孔
710 隙間
712 締め具ツール(ツーリングコンポーネント)
714 フランジ
716 噛合外板パネル
718 締め具孔中心線
720 開放面
724、726 支柱
728 周囲
730 内装面
800 対称翼リブ構造600の一部分の拡大表示
802 締まりばめスリーブ補修
804 外側方向
806 船外方向
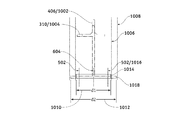
900 対称翼リブ構造600の一部分の拡大表示
1002、1004 シアタイ断面
1006、1008 原料ストック枠
1010 寸法d1
1012 寸法d2
1016 締め具孔中心線
1018 エッジ
1100 位置決め
1102 締め具ツール(ツーリングコンポーネント)
1104 位置決め
1106 位置決め
1108 第一の側面
1110 第二の側面
1112 側面
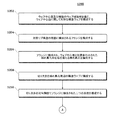
1200、1300 プロセス
Claims (15)
- ウェブ中心面(608)及び複数のウェブ補強材(614)を備え、前記ウェブ中心面に関して対称である構造ウェブ(408);
前記対称リブ構造の周囲(728)に構成されたフランジ(714);
前記フランジに構成され、前記ウェブ中心面と位置合わせされた締め具孔中心線(718)を備える、締め具孔(706);
前記締め具孔周辺の前記構造ウェブに構成された切り欠き(620);及び
前記切り欠きの対向側面で前記フランジに結合された二つの支柱(724、726)
を備える、対称リブ構造(400/600)。 - 前記構造ウェブ(408)は、締め具孔(706)を分離するように構成される、請求項1に記載の対称リブ構造(400/600)。
- 前記構造ウェブ(408)の前記ウェブ中心面(608)と位置合わせされ、偏心荷重を除去するように構成された締め具(604)をさらに備える、請求項1又は2に記載の対称リブ構造(400/600)。
- 前記切り欠き(620)は、締め具(604)及び前記締め具を固定するためのツーリングコンポーネント(712)を受け入れるようにサイズ決定された体積を画定し;前記切り欠きは、前記二つの支柱(724、726)に沿って隙間(710)を備える、請求項1から3のいずれか一項に記載の対称リブ構造(400/600)。
- 前記締め具孔(706)及び前記切り欠き(620)の内装面(730)は、締りばめスリーブ補修(802)により覆われる、請求項1から4のいずれか一項に記載の対称リブ構造(400/600)。
- 単列の締め具(604)は、前記構造ウェブ(408)の前記ウェブ中心面(608)に取り付けられ、前記対称リブ構造の幅を狭めることができる、請求項1から5のいずれか一項に記載の対称リブ構造(400/600)。
- 前記対称リブ構造は、航空機の翼に取り付けられる、請求項1から6のいずれか一項に記載の対称リブ構造(400/600)。
- 前記切り欠き(620)は、シアタイ切り欠き(620)を備え、前記フランジ(714)は、ストックのサイズを縮小できる一つの締め具(604)を有するシアタイ足部(610)を備える、請求項1から7のいずれか一項に記載の対称リブ構造(400/600)。
- 対称リブ構造(400/600)を構成するための方法であって:
ウェブ中心面(608)及び複数のウェブ補強材(614)を備え、前記ウェブ中心面に関して対称である構造ウェブ(408)を構成すること;
前記対称リブ構造の周囲(728)に構成されるフランジ(714)を構成すること;
前記フランジに構成され、前記ウェブ中心面と位置合わせされた締め具孔中心線(718)を備える、締め具孔(706)を構成すること;
切り欠き(620)を、前記締め具孔周辺の前記構造ウェブに構成すること;及び
前記切り欠きの対向側面で前記フランジに結合された二つの支柱(724、726)を構成すること
を含む、方法。 - 締め具(604)及び前記締め具を固定するためのツーリングコンポーネント(712)を受け入れるためにサイズ決定された体積を画定するように前記切り欠き(620)を構成することをさらに含む、請求項9に記載の方法。
- 前記二つの支柱(724、726)に沿って隙間(710)を備えるように前記切り欠き(620)を構成することをさらに備える、請求項9又は10に記載の方法。
- 前記切り欠き(620)の内装面(730)及び前記締め具孔(706)を、締りばめスリーブ補修(802)により覆うことをさらに含む、請求項9から11のいずれか一項に記載の方法。
- 単列の締め具(604)を前記対称リブ構造(400/600)の前記構造ウェブ(408)の前記ウェブ中心面(608)に取り付け、前記対称リブ構造の幅を狭められることをさらに含む、請求項9から12のいずれか一項に記載の方法。
- 前記対称リブ構造(400/600)を航空機の翼に取り付けることをさらに含む、請求項9から13のいずれか一項に記載の方法。
- ストックのサイズを縮小できる一つの締め具(604)を前記フランジ(714)に備えるシアタイ切り欠き(620)を備えるように、前記切り欠き(620)を構成することをさらに含む、請求項9から14のいずれか一項に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/923,841 | 2013-06-21 | ||
| US13/923,841 US9296466B2 (en) | 2013-06-21 | 2013-06-21 | Symmetric wing rib with center plane fastened shear ties |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015227151A true JP2015227151A (ja) | 2015-12-17 |
| JP2015227151A5 JP2015227151A5 (ja) | 2017-08-03 |
| JP6494186B2 JP6494186B2 (ja) | 2019-04-03 |
Family
ID=50980176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014125201A Active JP6494186B2 (ja) | 2013-06-21 | 2014-06-18 | 中心面が固定されたシアタイを有する対称翼リブ |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9296466B2 (ja) |
| EP (1) | EP2815961B1 (ja) |
| JP (1) | JP6494186B2 (ja) |
| KR (1) | KR102153756B1 (ja) |
| CN (1) | CN104229121B (ja) |
| AU (1) | AU2014201864B2 (ja) |
| CA (1) | CA2847635C (ja) |
| ES (1) | ES2616729T3 (ja) |
| RU (1) | RU2661411C2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2910365B1 (en) * | 2014-02-21 | 2017-04-26 | Airbus Operations GmbH | Composite structural element and torsion box |
| US10479474B2 (en) * | 2016-07-14 | 2019-11-19 | The Boeing Company | Friction stir welded wingtip torque box |
| US10745103B2 (en) * | 2017-05-31 | 2020-08-18 | The Boeing Company | Aircraft, aircraft wings and associated shear ties |
| CN108082474B (zh) * | 2017-10-31 | 2022-11-18 | 中航通飞华南飞机工业有限公司 | 一种水上飞机断阶框结构 |
| US11319051B2 (en) * | 2020-01-03 | 2022-05-03 | The Boeing Company | Stiffened composite ribs |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008174223A (ja) * | 2006-12-13 | 2008-07-31 | Boeing Co:The | 航空機構造およびそれを製造するための方法 |
| JP2010505689A (ja) * | 2006-10-03 | 2010-02-25 | エアバス・ユ―ケ―・リミテッド | 接合具 |
| US20110147521A1 (en) * | 2009-07-16 | 2011-06-23 | Airbus Operations (S.A.S.) | Method of constructing a fixed-wing aircraft |
| US20120148801A1 (en) * | 2010-12-14 | 2012-06-14 | Hyukbong Kwon | Skew-Angle Radius Filler |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB157310A (en) | 1919-02-27 | 1922-06-08 | John William Rapp | Improvements in airplane ribs |
| FR1396979A (fr) | 1964-06-01 | 1965-04-23 | Kirk Wing Company | Structure de profil d'aile et son procédé de fabrication |
| US4557440A (en) | 1983-08-18 | 1985-12-10 | The Boeing Company | Movable panel with compound curvature and method of making same |
| GB2409443A (en) | 2003-12-23 | 2005-06-29 | Airbus Uk Ltd | Rib for an aircraft and the manufacture thereof |
| GB0606079D0 (en) * | 2006-03-27 | 2006-05-03 | Airbus Uk Ltd | Aircraft component |
| FR2901243B1 (fr) * | 2006-05-16 | 2008-06-27 | Airbus France Sas | Dispositif d'accrochage d'un moteur d'aeronef |
| US7721995B2 (en) * | 2006-12-13 | 2010-05-25 | The Boeing Company | Rib support for wing panels |
| US8714485B2 (en) | 2009-12-15 | 2014-05-06 | The Boeing Company | Method of fabricating a hat stringer |
| EP2799439B1 (en) * | 2010-12-09 | 2017-05-10 | Shin-Etsu Chemical Co., Ltd. | Hydrosilylation method, method for producing organosilicon compound, and organosilicon compound |
| JP6093192B2 (ja) * | 2013-01-25 | 2017-03-08 | 三菱航空機株式会社 | 航空機の機体用パネル、航空機の翼 |
-
2013
- 2013-06-21 US US13/923,841 patent/US9296466B2/en active Active
-
2014
- 2014-03-27 CA CA2847635A patent/CA2847635C/en active Active
- 2014-04-01 AU AU2014201864A patent/AU2014201864B2/en active Active
- 2014-04-21 KR KR1020140047710A patent/KR102153756B1/ko active Active
- 2014-06-17 RU RU2014124529A patent/RU2661411C2/ru active
- 2014-06-17 CN CN201410270297.3A patent/CN104229121B/zh active Active
- 2014-06-18 JP JP2014125201A patent/JP6494186B2/ja active Active
- 2014-06-19 ES ES14173180.2T patent/ES2616729T3/es active Active
- 2014-06-19 EP EP14173180.2A patent/EP2815961B1/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010505689A (ja) * | 2006-10-03 | 2010-02-25 | エアバス・ユ―ケ―・リミテッド | 接合具 |
| JP2008174223A (ja) * | 2006-12-13 | 2008-07-31 | Boeing Co:The | 航空機構造およびそれを製造するための方法 |
| US20110147521A1 (en) * | 2009-07-16 | 2011-06-23 | Airbus Operations (S.A.S.) | Method of constructing a fixed-wing aircraft |
| US20120148801A1 (en) * | 2010-12-14 | 2012-06-14 | Hyukbong Kwon | Skew-Angle Radius Filler |
Non-Patent Citations (1)
| Title |
|---|
| LEN REID: "Sustaining an Aging Aiarcraft Fleet with Practical Life Enhancement Methods", DEFENSE TECHNICAL INFORMATION CENTER COMPILATION PART NOTICE, ADP014083,, JPN6018014243, 8 October 2001 (2001-10-08), US, pages 32 - 1, ISSN: 0003782650 * |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150298790A1 (en) | 2015-10-22 |
| KR20150035362A (ko) | 2015-04-06 |
| ES2616729T3 (es) | 2017-06-14 |
| EP2815961A1 (en) | 2014-12-24 |
| CN104229121A (zh) | 2014-12-24 |
| EP2815961B1 (en) | 2016-11-30 |
| KR102153756B1 (ko) | 2020-09-09 |
| CA2847635A1 (en) | 2014-12-21 |
| CN104229121B (zh) | 2018-05-22 |
| RU2661411C2 (ru) | 2018-07-16 |
| US9296466B2 (en) | 2016-03-29 |
| AU2014201864B2 (en) | 2016-05-19 |
| JP6494186B2 (ja) | 2019-04-03 |
| CA2847635C (en) | 2018-06-19 |
| AU2014201864A1 (en) | 2015-01-22 |
| RU2014124529A (ru) | 2015-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8517312B2 (en) | Multi-spar port box joint | |
| JP6494186B2 (ja) | 中心面が固定されたシアタイを有する対称翼リブ | |
| US8371532B2 (en) | Aircraft joint | |
| JP2015157617A (ja) | ウイングレット取付具およびスプリットウイングレットを主翼に取り付ける方法 | |
| EP3192736B1 (en) | A leading edge with laminar flow control and manufacturing method thereof | |
| JP6530096B2 (ja) | 継手アセンブリおよびその組立て方法 | |
| WO2011158015A2 (en) | Aircraft wing box joint | |
| US10822071B2 (en) | Contour retention in segmented fuselage assemblies | |
| EP3241739B1 (en) | Mechanical fastening system and associated structural assembly and method | |
| CN104743095A (zh) | 复合材料制成的高度集成的灌注箱及制造方法 | |
| CN110758765A (zh) | 复合机身组件及用于其制造的方法和装置 | |
| CA2829899A1 (en) | Joint for composite wings | |
| US9446834B2 (en) | Self-stiffened skin for aircraft fuselage including stringers with a closed section and associated manufacturing method | |
| EP3725674A1 (en) | Aircraft main landing gear drag brace backup fitting assemblies and related methods | |
| US20080105786A1 (en) | Stringer for an aircraft wing and a method of reinforcing thereof | |
| US20210291958A1 (en) | Monolithic Wing to Side Body Upper Chord Assembly for Aircraft |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170619 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170619 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180424 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180723 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190305 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6494186 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |