JP2015507366A - 半田付け方法及び半田付け装置 - Google Patents
半田付け方法及び半田付け装置 Download PDFInfo
- Publication number
- JP2015507366A JP2015507366A JP2014555084A JP2014555084A JP2015507366A JP 2015507366 A JP2015507366 A JP 2015507366A JP 2014555084 A JP2014555084 A JP 2014555084A JP 2014555084 A JP2014555084 A JP 2014555084A JP 2015507366 A JP2015507366 A JP 2015507366A
- Authority
- JP
- Japan
- Prior art keywords
- soldering
- solder
- temperature
- circuit board
- printed circuit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0201—Thermal arrangements, e.g. for cooling, heating or preventing overheating
- H05K1/0212—Printed circuits or mounted components having integral heating means
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3494—Heating processes for reflow soldering
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/11—Printed elements for providing electric connections to or between printed circuits
- H05K1/111—Pads for surface mounting, e.g. lay-out
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/18—Printed circuits structurally associated with non-printed electric components
- H05K1/181—Printed circuits structurally associated with non-printed electric components associated with surface mounted components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10007—Types of components
- H05K2201/10022—Non-printed resistor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/341—Surface mounted components
- H05K3/3415—Surface mounted components on both sides of the substrate or combined with lead-in-hole components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
- Y10T29/49144—Assembling to base an electrical component, e.g., capacitor, etc. by metal fusion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53174—Means to fasten electrical component to wiring board, base, or substrate
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
【課題手段】本発明は、半田6,7を熱で溶融して電気部品8をプリント基板2に接続し、半田6,7を用いてプリント基板2を電気部品8に半田付けする半田付け方法と、それを実行する半田付け装置とを提供する。電気部品8にエネルギーを供給することで、部品8から半田6,7へと伝達されて、半田6,7を溶融させる電気的熱損失を部品8に生成するよう、半田6,7を溶融させるのに必要な熱が生成される。【選択図】図4
Description
本発明は、半田を用いてプリント基板を電気部品(例えば電流検出抵抗器(シャント))に半田付けする半田付け方法及び半田付け装置に関する。
従来、SMD部品(Surface Mounted Device;表面実装部品)をプリント基板に実装する際に、半田を溶融させるのに必要な熱は、別の熱源によって加熱されるオーブンにおいて供給される。この既知の半田付け方法の欠点は、まず半田を加熱するのに別の熱源が必要とされることが挙げられる。また、この半田付け方法の他の欠点としては、この既知の半田付け方法では、一般的に半田付け点を有するプリント基板全体と部品とがオーブンで加熱されるが、このような加熱は、熱に弱い部品には好ましくなく、破損に繋がり得るという点が挙げられる。
また、従来技術において知られているいわゆる抵抗半田付けでは、半田が塗布された実際の半田付け点を通って電流が流れ、電気的熱損失により半田を溶融させる。しかしながら、これまでのところ、抵抗半田付けは電気部品をプリント基板に実装するためにはまだ用いられていない。これもまた、電流を半田付け点に流すのに別の接続が必要となるからであろう。
一方で加熱電流を導電体に印加することにより、結果として生ずる熱損失を用いて導電体をプリント基板基体に半田付けすることが、ドイツ特許出願公開第102009031227A1号明細書(特許文献1)で知られている。しかしながら、この導電体は電子部品ではない。したがって、この既知の半田付け方法は、電子部品の半田付けには適していない。
さらに、集積回路をプリント基板に接続するための半田付け方法が、米国特許4,582,975号明細書(特許文献2)で知られている。しかしながら、ここで半田を溶融させるのに必要な熱は、集積回路における別の電気加熱器によって生成される。したがって、この既知の半田付け方法の欠点は、集積回路をこれに対応するよう変更しなければならないことが挙げられる。
したがって本発明の目的は、適切に改善された半田付け方法及びそれを実行する半田付け装置を提供することにある。
この目的は、本願の独立請求項に係る半田付け方法及びそれを実行する半田付け装置によって達成される。
本発明は、概して、被組付部品に電流を流すことによって、電気部品にエネルギーを供給することによって該電流により部品に電気的熱損失を、半田を溶融させるのに必要な熱をとして生成して、前記熱損失が部品から半田へと伝達されて半田を溶融させる。
前述の抵抗半田付けと異なり、この電気的熱損失は、半田付け点又は半田に直接生成されるのではなく、被組付部品において生成される。これには、プリント基板組み立て品の動作の際に用いられる部品に電流を印加する接続を用いることができるので、部品の電流を印加するのに別の電気接続を必要としないという利点がある。
この部品は、好ましくは抵抗器等の受動素子である。ただ本発明は、被組付部品に関して、受動素子(例えば抵抗器)に限定されず、基本的に、半田を溶融させるために利用可能な、電流が印加されたときに熱を生成する他の種類の部品によっても実現できる。
本発明の好ましい態様において、被組付部品は、抵抗材料(例えばマンガニン(登録商標))で形成される抵抗素子と、導電材料(例えば銅)で形成される二つの接続部とを備える、抵抗器である。抵抗素子は二つの接続部間で電気的に接続されている。したがって、電流は二つの接続部のうちの一方を介して抵抗器へと流れ込み、ここから抵抗素子を通って他方の接続部へと流れて、こうして電流が抵抗器から流れ出る。このような低オーム抵抗電流検出抵抗器は従来技術において知られている。例えば欧州特許出願公開第0 605 800 A1号明細書に記載されており、ここに記載する抵抗器の構造及び機能に関する記述の一部として、該文献の開示内容全体を援用する。
本発明に係る半田付け方法においても、従来のSMD半田付け方法と同様、半田を例えば半田ペーストの態様でプリント基板の半田付けパッド(接続領域)及び/又は抵抗器の接続部に塗布し、半田を半田付けパッドに付着させる。次に、半田がプリント基板の半田付けパッドと抵抗器の接続部との間に配置されるように、プリント基板が抵抗器に組み付けられる。そして、電流が抵抗器に印加されて、抵抗素子において生成される電気的熱損失が抵抗器の接続部を介して半田に伝達され、これにより、半田を溶融させる。この場合、抵抗素子の抵抗材料とそしてまた接続部の導電材料とが高い熱伝導率を有しており、これに対応して、抵抗素子から半田へと熱を効率よく伝達できる。抵抗素子へのエネルギー供給の後、プリント基板が組み付けられた抵抗器を半田と共に冷却する冷却段階となり、これにより、半田が硬化し、抵抗器の接続部をプリント基板の半田付けパッドに電気的に且つ機械的に接続する。
被組付部品が電流検出抵抗器である場合、プリント基板の半田付けパッドは、好ましくは抵抗器の抵抗素子における電圧降下を測定するための電圧タップを形成する。この場合、電圧タップとして機能するプリント基板の半田付けパッドは、好ましくは、半田が、接続部と抵抗素子との間の境界に隣接する位置で抵抗器の接続部と接触するように配置される。この構成によれば、測定された電圧が、接続部における電圧降下による歪みを受けることなく、抵抗素子における電圧降下のみを実質的に表すという利点が得られる。
さらにまた、好ましくは、抵抗器の抵抗素子における電圧降下を測定するために、電子測定回路をプリント基板に組み付ける。このような測定回路は既に知られている。例えば欧州特許出願公開第1 363 131 A1号明細書に記載されており、該文献の開示内容全体を、本明細書で開示する測定回路の構造及び機能に関する記述の一部として援用する。ここでは、測定回路をASIC(特定用途向け集積回路)とできることに言及しておく。プリント基板に電子測定回路を組み付けると、プリント基板の対応する半田付けパッドと測定回路とを介して抵抗器の接続部間で接続が形成される。これにより、測定回路は抵抗器の抵抗素子における電圧降下を測定できる。
好ましい態様によれば、抵抗器の二つの接続部及び抵抗素子はそれぞれ、例えば欧州特許出願公開第0 605 800 A1号明細書に記載されているような板状である。ここでは好ましくは、抵抗素子は隣接する接続部より薄い。したがって抵抗素子は、好ましくはプリント基板から離間している。この構成は、半田付け過程の際に半田が抵抗素子に流れるのを防止し、半田をそれぞれの接続部とのみ接触させるのに有効である。もし半田が抵抗素子上に流れれば、半田を介して抵抗素子の外部側端縁に並列接続が形成されて、抵抗素子の幾何学的形状によって決められた抵抗値が変化し、そのため、これに対応して測定誤差が生じることになる。したがって、薄い抵抗素子は好ましくはプリント基板から離間している側が隣接する接続部と同一面にある。このため、プリント基板に面する側の抵抗素子はより、厚い接続部の面に対して凹んでいる。このため、好ましくは実際の半田付け過程の前、実際の半田付け過程の際及び/又は実際の半田付け過程の後に、半田は抵抗素子と直接接触していない。
本発明の好ましい態様において、半田の目標温度と対応する半田付け温度は、閉ループ制御される。この制御では、半田付け温度に対して目標設定値が、それぞれの半田の組成に応じて、決定されている。実用的には、半田付け過程の際に、半田付け温度の実際の値が継続的に測定される。また、半田付け温度の設定値と半田付け温度の実測値との間の差が決定される。そして、半田付け温度の実際の値が設定値に調整されるよう、設定値と実際の値との間の差に応じて部品への電気的エネルギー供給が設定される。実用的には、部品を通って流れる電流による電力を、この制御機構を用いて変化させる。
さらに、本発明の好ましい態様において、半田付け過程の際の半田付け温度を、規定された温度−時間特性に応じて変化させる。その結果、半田付け温度の時間変化曲線を規定された温度−時間特性に近づけることができる。開ループ制御又は閉ループ制御の一部として、目標温度−時間特性に応じて半田付け温度を設定できる。
半田付け温度は、好ましくは半田の温度である。ただし、半田自体の温度を頻繁に測定できない。本発明において、あるいは、半田の温度を導出するために、抵抗素子又は抵抗器の接続部の温度を測定することもできる。したがって、本発明において用いられる半田付け温度という語は、一般に理解されるものであり、半田付けされる接続自体の温度に限定されない。
抵抗器の接続部の導電材料は、可能な限り電気抵抗率が低いものであり、好ましくは銅又は銅合金である。このことは、抵抗素子における電圧降下の測定において接続部内の電圧降下による歪みを可能な限り小さくするために重要である。
一方、抵抗素子の抵抗材料は、例えば銅合金、又はマンガン銅ニッケル合金(例えばCu84Ni4Mn12、所謂マンガニン(登録商標))とできる。ただ、本発明に係る抵抗材料は、例示した上記材料に限定されない。
また本発明の好ましい態様においては、抵抗素子の抵抗材料の抵抗率は、導電材料よりも高い。
なお接続部は、好ましくは、例えば電子ビーム溶接によって形成できる溶接シームによって、抵抗素子に機械的に固定して接続されることを付言しておく。本発明に係る半田付け方法においては、接続部と抵抗素子との間を、耐熱性且つ非溶融性で接続できるという利点が得られる。
なお、抵抗素子の抵抗材料は、好ましくは低オーム抵抗であり、例えばその電気抵抗率が2×10-4Ω・m、2×10-5Ω・m又は2×10-6Ω・m未満であることを付言しておく。
一方、接続部の導電材料の電気抵抗率は、10-5Ω・m、10-6Ω・m又は10-7Ω・m未満である。
なお、本発明における抵抗器の接続部及び抵抗素子は好ましくは、例えば欧州特許出願公開第0 605 800 A1号明細書に記載されているような板状であり、板状接続部又は板状抵抗素子は好ましくは平面状又は湾曲状である。
また、半田を溶融させるために、部品には、半田を溶融させるのに必要な熱を生成するのに十分な電流を用いてエネルギーが供給されることを付言しておく。したがって、半田付け過程の際に、部品には、200A、500A、1000A又は2000Aより大きい電流を用いてエネルギーが供給される。
なお組み付けられる部品は、好ましくは、プリント基板に面実装で装着されるSMD部品であることを最後に付言しておく。
またさらに、本発明は、上述の半田付け方法だけなく、これに対応してプリント基板を電気部品に半田付けする半田付け装置も提供する。ここでは、加熱装置は、部品において生成される電気的熱損失によって半田を溶融させるために、電流を用いて部品にエネルギーを供給する電流源の態様で提供される。
さらに本発明に係る半田付け装置は、好ましくは、半田付け温度の実際の値を測定するために温度検出器を有する。この半田付け温度は半田の温度を表す。温度検出器は、好ましくは、半田付け温度の規定された設定値と半田付け温度の実測値との間の差に応じて、電流源を作動させる制御器と接続されており、半田付け温度の規定された設定値に半田付け温度の実際の値を調整する。
さらに、本発明に係る半田付け装置は、半田付け温度に関する温度−時間特性を提供する制御装置を有することができる。これにより、制御装置は温度−時間特性に応じて制御器又は電流源を作動させる。したがって、制御装置は、時間に基づいて、設定された温度−時間特性に従って半田付け温度に関する設定値を設定でき、又はそれに従って直接的に電流源を制御できる。
最後にまた、本発明は、プリント基板と、半田を用いてプリント基板と半田付けされる電気部品とを備えたプリント基板組み立て品を提供する。本発明に係るプリント基板組み立て品は、従来のプリント基板組み立て品とは異なる。なぜなら、完成後の半田付け接続において形成された半田が部品の電気的エネルギー供給によって溶融される点が、本発明に係るプリント基板組み立て品と従来のプリント基板組み立て品との違いを示しているからである。
本発明のさらなる他の有用な展開は、従属請求項に記載される、あるいは図面を参照した好ましい例示的な実施の形態の説明を用いてより詳細に説明される。以下に図面を説明する。
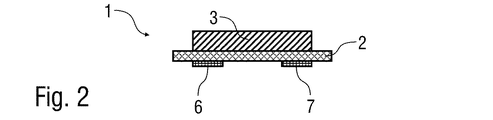
図1は、プリント基板2と、プリント基板の上面に装着された測定回路3とを有するプリント基板組み立て品1の概略断面図である。このプリント基板組み立て品は、例えば欧州特許出願公開第1 363 131 A1号明細書に記載されているようなASIC(特定用途向け集積回路)とできる。プリント基板2の下部には、電気的接触のための複数の半田付けパッド4,5があり、半田付けパッド4,5は露出した接触領域である。
図2は、半田ペースト6,7を半田付けパッド4,5に塗布した後の図1のプリント基板組み立て品1を示している。
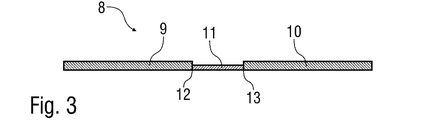
さらに図3は、銅又は銅合金で形成された二つの板状の接続部9,10と、(例えばCu84Ni4Mn12、所謂マンガニン(登録商標))等の抵抗材料で形成された同じく板状の抵抗素子11とを有する既知の電流検出抵抗器8の概略断面図を示している。抵抗素子11は、その外部側端縁12,13が、接続部9,10に溶接されている。この溶接は、好ましくは従来技術で知られている電子ビーム溶接によって行われる。なお、抵抗素子11は隣接する接続部9,10よりも厚くないので、以下に詳細に説明する次の半田付け過程の際に抵抗素子11は半田と直接接触しない。
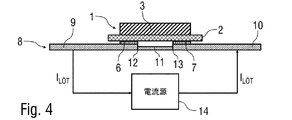
図4は、図1及び図2のプリント基板組み立て品1を、図3の電流検出抵抗器8と半田付けするための、本発明に係る半田付け装置を示している。これにより、プリント基板2の半田付けパッド4,5上の半田ペースト6,7が、電流検出抵抗器8の接続部9,10上に載置されるよう、プリント基板組み立て品1は電流検出抵抗器8に接合される。なお、電流検出抵抗器8の接続部9,10の上側の半田ペースト6,7は、抵抗素子11との並列接続を形成することなく半田ペーストの側端縁において接続部9,10と電気的に直接接続するよう、横方向へと延設されて抵抗素子11の側端縁12,13へ達していることを付言しておく。
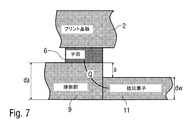
さらに半田付け装置は、電流検出抵抗器8の二つの接続部9,10と接続されると共に半田電流ILOTにより電流検出抵抗器8にエネルギーを供給する電流源14を備える。半田電流ILOTの電流強度を1000Aとすることができる。半田電流ILOTはまず接続部10に入力され、次に抵抗素子11及び接続部8を通って電流源14に戻るよう流れる。半田電流ILOTは、抵抗素子11において電気的熱損失を生成する。図7に分かりやすく示す通り、電気的熱損失は、熱流Qで接続部9,10を通して半田ペースト6,7に伝達され、半田ペーストを溶融させる。
また抵抗素子11の厚さdwは接続部9,10の厚さdaより小さく、そのため、抵抗素子11の上部側が接続部9,10に対して距離aだけ凹んでいることが図7の拡大図から理解されよう。ここで、半田付け過程の際に半田6は、抵抗素子上に直接流れず、抵抗素子と電気的に接触するためには、距離aは重要である。なぜなら半田が抵抗素子上に直接流れると、並列接続が生じる虞があるからである。
さらに図6のグラフは電流検出抵抗器8に沿った温度曲線15を示している。結果として生じた熱損失が接続部9,10を介して横方向に拡散するので、温度Tは抵抗素子11の中央で最も高いことがグラフから理解されよう。一方、接続部9,10内で最も温度が高くなるのは抵抗素子11の側端縁12,13である。この構成により、接続要素9,10は側端縁で電気的に接触しているので、抵抗素子11において低下する電圧の測定は、接続部9,10内の電圧降下による歪みを受けないという利点が得られる。
図8は、本発明に係る半田付け方法のフローチャートを示している。
第一ステップS1において、測定回路3がプリント基板2に装着される。
さらにステップS2において、半田ペースト6,7が、プリント基板2の半田付けパッド4,5に付着される。
そしてステップS3において、プリント基板組み立て品1が電流検出抵抗器8に接合される。
その後、電流検出抵抗器8がステップS4において電流源14に接続される。そして、電流検出抵抗器8には、半田ペースト6,7を溶融するために、ステップS5において半田付け電流ILOTを用いてエネルギーを供給できる。
最後に、半田ペースト6,7を有するプリント基板1と電流検出抵抗器8とが、ステップS6において冷却される。これにより、溶融された半田ペースト6,7が硬化し、半田付けパッド4,5と電流検出抵抗器8の接続部9,10との間の電気的且つ機械的な接続が形成される。
次にステップS7において、電流検出抵抗器8が電流源14から切断される。
図9は、本発明に係る半田付け方法における電流源14による電流検出抵抗器8のエネルギー供給を制御する制御回路の概略図である。
本発明に係る半田付け装置は、半田付け温度の実際の値TISTを測定する温度検出器16を備える。温度検出器16は、例えば半田ペースト6,7の温度を直接測定できる。ただ、一般的な構成において、温度センサ16は側端縁12,13の領域における接続部9,10の温度を測定する。この測定は、技術的に極めて容易である。
さらに、図示した制御回路を有する本発明に係る半田付け装置は、半田付け温度の目標設定値TSOLLに関する温度−時間特性を提供する制御装置17を備える。
そして、半田付け温度の実測値TISTが、その時間に対応する設定値TSOLLと共に減算器18に入力される。これにより、設定と実際の値との差ΔTが計算されて、制御器19に入力される。
設定と実際の値との間の差ΔTに応じて、制御器19は電流源14に対する調整変数I*を生成する。これに応じて電流源14は、半田付け電流ILOTを調整する。これにより、半田付け温度の実際の値TISTが、半田付け温度に対する規定された設定値TSOLLへと制御される。
図10は、本発明に係る半田付け装置の他の実施形態を示す。この実施形態は、上述し図9に例示した実施形態と部分的に対応する。重複を避けるため上記説明を参照し、対応する部材には同じ参照符号を付す。
本実施形態に特有の構成は、閉ループ制御器19に代えて、開ループ制御器20を備えていることである。この開ループ制御器20は、設定された温度−時間特性に応じたフィードバックを用いることなく、電流源14を制御する。
最後に、図11は、加熱段階、半田付け段階及び冷却段階を含む想定される温度−時間特性21の概略的グラフを示している。温度−時間特性21は、従来技術で知られており、したがって詳細説明は不要である。
本発明は、上述の好ましい実施形態には限定されない。むしろ、本発明の概念を同様に用いた多数の変形及び変更が可能であって、そのような変形及び変更は本発明の保護範囲に包含される。また本発明は、引用している請求項の特徴を参照する各従属請求項に係る技術的特徴も保護範囲として個別に請求するものである。
1…プリント基板組み立て品
2…プリント基板
3…測定回路
4…半田付けパッド
5…半田付けパッド
6…半田ペースト
7…半田ペースト
8…電流検出抵抗器
9…接続部
10…接続部
11…抵抗素子
12…抵抗素子の外部側端縁
13…抵抗素子の外部側端縁
14…電流源
15…温度曲線
16…温度検出器
17…制御装置
18…減算器
19…制御器
20…開ループ制御器
21…温度−時間特性
ΔT…設定と実際の値との間の差
TLOT…半田付け温度
dw…抵抗素子の厚さ
da…接続部の厚さ
a…距離
ILOT…半田付け電流
I*…電流源の調整変数
Q…抵抗素子から半田付け点への熱流
TIST…半田付け温度の実際の値
TSOLL…半田付け温度の設定値
2…プリント基板
3…測定回路
4…半田付けパッド
5…半田付けパッド
6…半田ペースト
7…半田ペースト
8…電流検出抵抗器
9…接続部
10…接続部
11…抵抗素子
12…抵抗素子の外部側端縁
13…抵抗素子の外部側端縁
14…電流源
15…温度曲線
16…温度検出器
17…制御装置
18…減算器
19…制御器
20…開ループ制御器
21…温度−時間特性
ΔT…設定と実際の値との間の差
TLOT…半田付け温度
dw…抵抗素子の厚さ
da…接続部の厚さ
a…距離
ILOT…半田付け電流
I*…電流源の調整変数
Q…抵抗素子から半田付け点への熱流
TIST…半田付け温度の実際の値
TSOLL…半田付け温度の設定値
Claims (14)
- 半田(6,7)を熱で溶融し、プリント基板(2)に電気部品(8)を接続することで、半田(6,7)を用いてプリント基板(2)に電気部品(8)を半田付けする半田付け方法であって、
電気部品(8)にエネルギーを供給することによって、該エネルギー供給により部品(8)に電気的熱損失(Q)を、半田(6,7)を溶融させるために必要な熱として生成し、前記熱損失が部品(8)から半田(6,7)へと伝達されて、半田(6,7)を溶融させる半田付け方法。 - 請求項1に記載の半田付け方法において、
a)前記部品(8)は、受動素子(8)、特に抵抗器(8)であり、且つ/又は
b)前記部品(8)は、導電材料から形成される二つの接続部(9,10)と、前記二つの接続部(9,10)間に電気的に接続される抵抗材料で形成された抵抗器(8)とを備える抵抗素子(11)であり、且つ/又は
c)前記エネルギー供給によって生成される熱損失(Q)が、前記抵抗素子(11)から前記抵抗器(8)の接続部(9,10)を介して前記半田(6,7)へと伝達されて、前記半田(6,7)を溶融させる半田付け方法。 - 請求項2に記載の半田付け方法において、
a)前記プリント基板(2)の半田付けパッド(4,5)、及び/又は抵抗器(8)の接続部(9,10)に、半田(6,7)を塗布する工程と、
b)前記半田(6,7)が、前記プリント基板(2)の半田付けパッド(4,5)と、前記抵抗器(8)の接続部(9,10)との間に配置されるよう、前記プリント基板(2)を前記抵抗器(8)に組み付ける工程と、
c)前記抵抗素子(11)において生成される電気的熱損失(Q)が、前記抵抗器(8)の接続部(9,10)を介して半田(6,7)へ伝達され、前記半田(6,7)を溶融させるよう、電流を用いて抵抗器(8)にエネルギーを供給する工程と、
d)前記半田(6,7)が硬化し、前記抵抗器(8)の接続部を前記プリント基板(2)の半田付けパッド(4,5)に電気的に接続するよう、エネルギー供給終了後、前記抵抗器(8)及び前記プリント基板(2)を前記半田(6,7)と共に冷却する工程と、
を含む方法。 - 請求項3に記載の半田付け方法において、
a)前記プリント基板(2)の半田付けパッド(4,5)は、前記抵抗器(8)の抵抗素子(11)における電圧降下を測定するための電圧タップを形成し、且つ/又は
b)前記プリント基板(2)の電圧タップとして機能する前記半田付けパッド(4,5)が、前記接続部(9,10)と前記抵抗素子(11)との間の境界に隣接する位置で、前記抵抗器(8)の接続部(9,10)と接触している半田付け方法。 - 請求項2〜4のいずれか一に記載の半田付け方法において、
a)前記抵抗器(8)の抵抗素子(11)における電圧降下を測定するため、電子測定回路(3)を前記プリント基板(2)に装着する工程と、
b)前記抵抗器(8)の接続部(9,10)と前記測定回路(3)との間に、電気的接続を形成する工程と、
を含む方法。 - 請求項2〜5のいずれか一に記載の半田付け方法において、
a)前記二つの接続部(9,10)及び前記抵抗素子(11)は共に板状であり、且つ
b)前記抵抗素子(11)の厚さ(dw)は、前記二つの隣接する接続部(9,10)の厚さ(da)より小さく、且つ/又は
c)前記抵抗素子(11)と前記半田(6,7)との間の熱的直接接触を回避するよう、前記プリント基板(2)に面する側の前記抵抗素子(11)は、前記プリント基板(2)に面する前記隣接する接続部(9,10)の領域に対して凹んでおり、且つ/又は
d)前記抵抗素子(11)の前記プリント基板(2)から離間している側は、前記隣接する接続部(9,10)と同一面にあり、且つ/又は
e)半田付け過程の前、半田付け過程の際及び/又は半田付け過程の後に、前記半田(6,7)は前記抵抗素子(11)と直接接触していない半田付け方法。 - 請求項1〜6のいずれか一に記載の半田付け方法において、
a)前記半田(6,7)の目標温度を表す半田付け温度に関する設定値(TSOLL)を予め決定する工程と、
b)前記半田付け温度の実際の値(TIST)を測定する工程と、
c)前記設定値(TSOLL)と前記半田付け温度の実際の値(TIST)との間の差(ΔT)を決定する工程と、
d)前記半田付け温度の実際の値(TIST)が設定値(TSOLL)に制御されるよう、前記設定値と前記実際の値との差(ΔT)に応じて、部品(8)への電気的エネルギー供給を調整する工程と、
を含む閉ループ制御を含む半田付け方法。 - 請求項1〜7のいずれか一に記載の半田付け方法において、
a)前記半田付け温度の目標時間曲線に関する温度−時間特性を予め決定する工程と、
b)前記予め決定された温度−時間特性に応じて、部品(8)へのエネルギー供給を変化させることによって、前記目標温度−時間特性に基づいて半田付け温度を開ループ制御又は閉ループ制御する工程と、
を含む半田付け方法。 - 請求項7又は8に記載の半田付け方法において、前記半田付け温度が、
a)前記抵抗素子(11)の温度、
b)前記半田(6,7)の温度、
c)前記接続部(9,10)の温度
の内のいずれか一である半田付け方法。 - 請求項2〜9のいずれか一に記載の半田付け方法において、
a)前記接続部(9,10)の導電材料が、銅又は銅合金であり、且つ/又は
b)前記抵抗素子(11)の抵抗材料が、銅合金、特にマンガン銅合金又はマンガン銅ニッケル合金であり、且つ/又は
c)前記抵抗素子(11)の抵抗材料の抵抗率(8)が、前記接続部(9,10)の導電材料より高く、且つ/又は
d)前記接続部(9,10)は、機械的固定方法で、特に溶接シームによって、さらに特に電子ビーム溶接によって、前記抵抗素子(11)に接続されており、且つ/又は
e)前記抵抗材料は、低オーム抵抗であり、且つ/又は
f)前記抵抗材料の電気抵抗率(8)は、2×10-4Ω・m、2×10-5Ω・m又は2×10-6Ω・m未満であり、且つ/又は
g)前記導電材料の電気抵抗率(8)は、10-5Ω・m、10-6Ω・m又は10-7Ω・m未満であり、且つ/又は
h)前記接続部(9,10)及び/又は前記抵抗素子(11)は板状であり、且つ/又は
i)前記接続部(9,10)は平面状又は湾曲状であり、且つ/又は
j)前記部品(8)には、200A、500A、1000A又は2000Aより大きい電流で前記半田(6,7)を溶融させるようエネルギーが供給され、且つ/又は
k)前記部品(8)が、SMD部品(8)である半田付け方法。 - 半田(6,7)を用いてプリント基板(2)に電気部品(8)を半田付けする半田付け装置、特に請求項1〜10のいずれか一に記載の半田付け方法に基づいて、半田(6,7)を加熱する加熱装置を備える半田付け装置であって、
前記加熱装置は、電流(ILOT)により、前記部品(8)から前記半田(6,7)へと伝達されて前記半田(6,7)を溶融させる熱損失(Q)を前記部品(8)に生成するよう、前記電流(ILOT)によって前記部品(8)にエネルギーを供給する電流源(14)である半田付け装置。 - 請求項11に記載の半田付け装置において、さらに、
a)前記半田(6,7)の温度を表す半田付け温度の実際の値(TIST)を測定する温度検出器(16)と、
b)前記半田付け温度の規定された設定値(TSOLL)と前記半田付け温度の実測値(TIST)との差(ΔT)に応じて前記電流源(14)を制御し、前記半田付け温度の実際の値(TIST)を前記半田付け温度の前記規定された設定値(TSOLL)に制御する制御器(19)と、
を備える半田付け装置。 - 請求項11又は12に記載の半田付け装置において、さらに、
前記半田(6,7)の温度を表す半田付け温度に関する温度−時間特性(21)を設定する制御装置(17)を備えており、
前記温度−時間特性(21)は前記半田付け温度の目標時間変化曲線を定義しており、前記制御装置(17)は前記温度−時間特性(21)に基づいて前記制御器(19)又は前記電流源(14)を制御する半田付け装置。 - プリント基板(2)と半田(6,7)を用いて、前記プリント基板(2)に半田付けされる電気部品(8)を備えたプリント基板組み立て品であって、
前記半田(6,7)が、前記部品(8)への電気的エネルギー供給によって溶融されてなるプリント基板組み立て品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012001883.5 | 2012-02-01 | ||
| DE102012001883A DE102012001883B3 (de) | 2012-02-01 | 2012-02-01 | Lötverfahren und entsprechende Löteinrichtung |
| PCT/EP2012/005350 WO2013083295A1 (de) | 2012-02-01 | 2012-12-21 | Lötverfahren und entsprechende löteinrichtung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015507366A true JP2015507366A (ja) | 2015-03-05 |
Family
ID=47559373
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014555084A Pending JP2015507366A (ja) | 2012-02-01 | 2012-12-21 | 半田付け方法及び半田付け装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20150041200A1 (ja) |
| EP (1) | EP2647270A1 (ja) |
| JP (1) | JP2015507366A (ja) |
| CN (1) | CN104160793A (ja) |
| DE (1) | DE102012001883B3 (ja) |
| WO (1) | WO2013083295A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025146820A1 (ja) * | 2024-01-05 | 2025-07-10 | 国立大学法人大阪大学 | はんだ付け装置および非一時的なコンピュータ可読媒体 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106717142B (zh) * | 2014-09-19 | 2019-08-30 | 株式会社富士 | 电子元件安装系统 |
| DE102016008415B4 (de) * | 2016-07-11 | 2018-06-14 | lsabellenhütte Heusler GmbH & Co. KG | Widerstand und Herstellungsverfahren dafür |
| DE102016014130B3 (de) * | 2016-11-25 | 2017-11-23 | Isabellenhütte Heusler Gmbh & Co. Kg | Strommessvorrichtung |
| DE102020206026A1 (de) * | 2020-05-13 | 2021-11-18 | Siemens Aktiengesellschaft | Herstellen von Fügeverbindungen auf einer elektronischen Baugruppe mit einem Heizelement |
| DE102020131622A1 (de) * | 2020-11-30 | 2022-06-02 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum stoffschlüssigen Kontaktieren von Komponenten in elektrischen Systemen, Energiespeichereinheit sowie Verwendung der Energie einer Energiespeichereinheit |
| CN115986043A (zh) * | 2021-10-14 | 2023-04-18 | 歆炽电气技术股份有限公司 | 电子装置、焊接电子元件的方法及制造led显示器的方法 |
| JP7849964B2 (ja) * | 2021-12-14 | 2026-04-22 | Koa株式会社 | シャント抵抗器および電流検出装置 |
| DE102022109709B4 (de) | 2022-04-22 | 2023-12-14 | Isabellenhütte Heusler Gmbh & Co. Kg | Strommesseinrichtung und zugehöriges Herstellungsverfahren |
| CN115732724A (zh) * | 2022-10-30 | 2023-03-03 | 上海神力科技有限公司 | 燃料电池内部印刷电阻式在线电流和温度分布检测装置 |
| CN116400113B (zh) * | 2023-03-12 | 2025-12-12 | 桂林实创真空数控设备有限公司 | 分流器的制备方法、分流器加工设备及工业流水线 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59137174A (ja) * | 1983-01-25 | 1984-08-07 | Fujitsu Ltd | 予備半田付け方法 |
| US4582975A (en) * | 1983-04-04 | 1986-04-15 | Honeywell Inc. | Circuit chip |
| EP0513405A1 (en) * | 1991-05-11 | 1992-11-19 | Intermacom A.G. | Method and apparatus for current interruption in electrically-powered apparatus and equipment |
| DE4243349A1 (de) | 1992-12-21 | 1994-06-30 | Heusler Isabellenhuette | Herstellung von Widerständen aus Verbundmaterial |
| JPH0964531A (ja) * | 1995-08-28 | 1997-03-07 | Nippon Avionics Co Ltd | 半田ブリッジ除去装置 |
| DE29621801U1 (de) * | 1996-12-16 | 1998-01-29 | Siemens AG, 80333 München | Anordnung zum Entlöten oder Löten sowie Heizeinrichtung für eine derartige Anordnung |
| JP2000052027A (ja) * | 1998-08-11 | 2000-02-22 | Nihon Almit Co Ltd | 耐高温用金属接合法 |
| US6946845B2 (en) | 2002-05-14 | 2005-09-20 | Isabellenhutte Heusler Gmbh Kg | Current, voltage and temperature measuring circuit |
| JP2006156913A (ja) * | 2004-12-01 | 2006-06-15 | Ricoh Co Ltd | プリント配線基板 |
| DE102009031227A1 (de) * | 2009-01-23 | 2010-07-29 | Wolf Produktionssysteme Gmbh | Vorrichtung zum Auflöten eines Leiters auf einen Schaltungsträger |
| JP4616927B1 (ja) * | 2010-02-25 | 2011-01-19 | パナソニック株式会社 | 配線基板、配線基板の製造方法、及びビアペースト |
-
2012
- 2012-02-01 DE DE102012001883A patent/DE102012001883B3/de not_active Expired - Fee Related
- 2012-12-21 CN CN201280071022.6A patent/CN104160793A/zh active Pending
- 2012-12-21 JP JP2014555084A patent/JP2015507366A/ja active Pending
- 2012-12-21 EP EP12815642.9A patent/EP2647270A1/de not_active Withdrawn
- 2012-12-21 WO PCT/EP2012/005350 patent/WO2013083295A1/de not_active Ceased
- 2012-12-21 US US14/376,322 patent/US20150041200A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025146820A1 (ja) * | 2024-01-05 | 2025-07-10 | 国立大学法人大阪大学 | はんだ付け装置および非一時的なコンピュータ可読媒体 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102012001883B3 (de) | 2013-04-25 |
| EP2647270A1 (de) | 2013-10-09 |
| WO2013083295A1 (de) | 2013-06-13 |
| CN104160793A (zh) | 2014-11-19 |
| WO2013083295A8 (de) | 2014-09-12 |
| US20150041200A1 (en) | 2015-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015507366A (ja) | 半田付け方法及び半田付け装置 | |
| US9217759B2 (en) | Current shunt | |
| CA1264360A (en) | Self-heating, self-soldering bus bar | |
| TWI495407B (zh) | Flexible printed circuit board and method of manufacturing the same | |
| JP6217226B2 (ja) | 熱式質量流量計、質量流量制御装置、及び熱式質量流量計の製造方法 | |
| CA1310138C (en) | Surface mount technology breakaway self regulating temperature heater | |
| US20150264808A1 (en) | Solder Attachment of Electrical Components | |
| JP2010253503A (ja) | ヒータチップ及び接合装置 | |
| JP6677406B2 (ja) | ヒータチップ及び接合装置及び接合方法 | |
| JP5178756B2 (ja) | ピン端子の接合方法及び装置、並びにピン端子付きパワー基板 | |
| US3309494A (en) | Bonding apparatus | |
| JP2004260019A (ja) | 局部加熱半田付け方法、その装置及び局部加熱半田付け兼半田接続検査装置 | |
| JP6383499B2 (ja) | 鋼サンドイッチシートを抵抗溶接するための方法および装置 | |
| JP2018012200A (ja) | ヒータチップ及び接合装置及び接合方法 | |
| JP5252733B2 (ja) | 被覆線接合装置および被覆線接合方法 | |
| JP4112078B2 (ja) | 基板型抵抗・温度ヒュ−ズ | |
| JP2018129969A (ja) | 電子回路及び過熱検出方法 | |
| JP2010051988A (ja) | 接合装置および接合方法 | |
| JP7531028B1 (ja) | 接合装置及び異種材接合方法 | |
| CN112352320A (zh) | 太阳能电池及太阳能电池的制造方法 | |
| JP6233970B2 (ja) | 加熱把持装置 | |
| JP2009194270A (ja) | 集積回路パッケージ接合部の歪み低減構造及び基板ユニット | |
| JP2007294485A (ja) | はんだ付け方法及びはんだ付け装置 | |
| JP2011165780A (ja) | 接合装置 | |
| JPH09326555A (ja) | 接合装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20141126 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20141215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20141127 |