JP2016005404A - 積層鉄心の製造方法 - Google Patents
積層鉄心の製造方法 Download PDFInfo
- Publication number
- JP2016005404A JP2016005404A JP2014125546A JP2014125546A JP2016005404A JP 2016005404 A JP2016005404 A JP 2016005404A JP 2014125546 A JP2014125546 A JP 2014125546A JP 2014125546 A JP2014125546 A JP 2014125546A JP 2016005404 A JP2016005404 A JP 2016005404A
- Authority
- JP
- Japan
- Prior art keywords
- core
- bridge portion
- manufacturing
- laminated
- punched
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/03—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies having permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/10—Incompletely punching in such a manner that the parts are still coherent with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/22—Notching the peripheries of circular blanks, e.g. laminations for dynamo-electric machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/246—Selection of punches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/26—Perforating, i.e. punching holes in sheets or flat parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/0006—Article or web delivery apparatus incorporating cutting or line-perforating devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/0006—Article or web delivery apparatus incorporating cutting or line-perforating devices
- B65H35/0073—Details
- B65H35/008—Arrangements or adaptations of cutting devices
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/021—Magnetic cores
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1056—Perforating lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
- Y10T156/1075—Prior to assembly of plural laminae from single stock and assembling to each other or to additional lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/13—Severing followed by associating with part from same source
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1304—Means making hole or aperture in part to be laminated
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Manufacture Of Motors, Generators (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
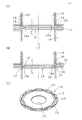
【解決手段】外周部にコイニング加工によって薄肉のブリッジ部14が形成された鉄心片10を薄板条材11から順次打ち抜き形成し、打ち抜かれた鉄心片10を積層する積層鉄心の製造方法において、ブリッジ部14を形成するコイニング加工を上方から行う工程と、ブリッジ部14を形成した後、ブリッジ部14に嵌入する突出部18aを有する外形抜きパンチ18と、外形抜きパンチ18と対となるダイ19を用いて薄板条材11から鉄心片10を下方に打ち抜く工程とを有する。
【選択図】図1
Description
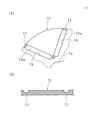
ところが、回転子積層鉄心に閉じた磁石挿入孔を形成すると、永久磁石の表裏に向かう磁束で、磁石挿入孔の外周部に磁気通路を形成し、回転子の磁気的効率が下がる。そこで、図4(A)、(B)に示すように、回転子積層鉄心を形成する鉄心片72の磁石挿入孔70の端部と外周との間に形成されるブリッジ部71をプレス加工によって塑性変形させて、その部分の厚みを他の部分より薄くすることによって、トルク変動の増大を防ぎ、漏れ磁束を低減してモータの効率を上げることが提案されている(特許文献2、特許文献3参照)。なお、70aは永久磁石を、73は軸孔を示す。
なお、このような問題は、磁石挿入孔のみでなく鉄心片に形成する他の抜き孔においても同様に発生する問題である。
前記ブリッジ部を形成するコイニング加工を上方から行う工程と、
前記ブリッジ部を形成した後、前記ブリッジ部に嵌入する突出部を有する外形抜きパンチと、該外形抜きパンチと対となるダイを用いて前記薄板条材から前記鉄心片を下方に打ち抜く工程とを有する。
前記ブリッジ部を前記鉄心片の上方からコイニング加工を行って形成する工程と、
前記抜き孔を上方からの孔抜きパンチによる打ち抜き加工によって形成する工程と、
前記ブリッジ部に嵌入する突出部を備えて下降する外形抜きパンチによって、前記薄板条材から前記鉄心片を打ち抜き、ダイ内に積層する工程とを有する。
前記ブリッジ部を前記鉄心片の上方からコイニング加工を行って形成する工程と、
下位置に配置された外形抜きパンチと該外形抜きパンチと対となって上位置に配置されたダイとを用いて、前記薄板条材から前記鉄心片を上方に打ち抜く工程とを有する。
本発明の第1の実施の形態に係る積層鉄心の製造方法においては、必要とする鉄心片10(図1(C)参照)の形成位置を決めるための複数のパイロット孔(図示せず)を珪素鋼板からなる薄板条材11の幅方向両側に形成する。このパイロット孔を基準にして、軸孔12等を打ち抜き形成する。軸孔12の加工は最初に行ってもよいし、以下に説明するコイニング加工の後に行ってもよい。
この状態で、薄板条材11の鉄心片10の形成領域でかつ鉄心片10の半径方向外側領域に、必要な数の磁石挿入孔13とかしめ部をプレス加工によって形成する。
第1の実施の形態に係る積層鉄心の製造方法と同様な方法で、磁石挿入孔13と鉄心片10の外周縁17を連結する領域に、上方からコイニング加工を行い窪み部16を形成してブリッジ部14を形成する。
薄板条材11を所定の位置にパイロットピンで位置決めし、下から上方に向けて外形抜きパンチ26を上昇させる。
また、本発明は回転子積層鉄心に限らず、外周部にブリッジ部を形成するのであれば、固定子積層鉄心にも適用することができる。
また、抜き孔としては、重量軽減用の貫通孔も含む。
Claims (6)
- 外周部にコイニング加工によって薄肉のブリッジ部が形成された鉄心片を薄板条材から順次打ち抜き形成し、打ち抜かれた前記鉄心片を積層する積層鉄心の製造方法において、
前記ブリッジ部を形成するコイニング加工を上方から行う工程と、
前記ブリッジ部を形成した後、前記ブリッジ部に嵌入する突出部を有する外形抜きパンチと、該外形抜きパンチと対となるダイを用いて前記薄板条材から前記鉄心片を下方に打ち抜く工程とを有することを特徴とする積層鉄心の製造方法。 - 請求項1記載の積層鉄心の製造方法において、前記ブリッジ部は抜き孔と前記鉄心片の外周縁との間に形成されていることを特徴とする積層鉄心の製造方法。
- 半径方向外側領域に抜き孔を、外周縁と前記抜き孔との間に薄肉のブリッジ部を有する鉄心片を薄板条材から順次打ち抜き、打ち抜かれた前記鉄心片を積層する積層鉄心の製造方法において、
前記ブリッジ部を前記鉄心片の上方からコイニング加工を行って形成する工程と、
前記抜き孔を上方からの孔抜きパンチによる打ち抜き加工によって形成する工程と、
前記ブリッジ部に嵌入する突出部を備えて下降する外形抜きパンチによって、前記薄板条材から前記鉄心片を打ち抜き、ダイ内に積層する工程とを有することを特徴とする積層鉄心の製造方法。 - 半径方向外側領域に抜き孔を、外周縁と前記抜き孔との間に薄肉のブリッジ部を有する鉄心片を薄板条材から順次打ち抜き、打ち抜かれた前記鉄心片を積層する積層鉄心の製造方法において、
前記ブリッジ部を前記鉄心片の上方からコイニング加工を行って形成する工程と、
下位置に配置された外形抜きパンチと該外形抜きパンチと対となって上位置に配置されたダイとを用いて、前記薄板条材から前記鉄心片を上方に打ち抜く工程とを有することを特徴とする積層鉄心の製造方法。 - 請求項4記載の積層鉄心の製造方法において、前記ブリッジ部の形成の後に、該ブリッジ部に一部連続する前記抜き孔を上方からの孔抜きパンチによって形成することを特徴とする積層鉄心の製造方法。
- 請求項2〜5のいずれか1記載の積層鉄心の製造方法において、前記積層鉄心は回転子積層鉄心であって、前記抜き孔は磁石挿入孔であることを特徴とする積層鉄心の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014125546A JP6320857B2 (ja) | 2014-06-18 | 2014-06-18 | 積層鉄心の製造方法 |
| US14/742,012 US9641055B2 (en) | 2014-06-18 | 2015-06-17 | Method for manufacturing laminated iron core |
| CN201510341264.8A CN105322733B (zh) | 2014-06-18 | 2015-06-18 | 层压铁芯的制造方法 |
| DE102015211190.3A DE102015211190A1 (de) | 2014-06-18 | 2015-06-18 | Verfahren zum Herstellen eines laminierten Eisenkerns |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014125546A JP6320857B2 (ja) | 2014-06-18 | 2014-06-18 | 積層鉄心の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016005404A true JP2016005404A (ja) | 2016-01-12 |
| JP6320857B2 JP6320857B2 (ja) | 2018-05-09 |
Family
ID=54768169
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014125546A Active JP6320857B2 (ja) | 2014-06-18 | 2014-06-18 | 積層鉄心の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9641055B2 (ja) |
| JP (1) | JP6320857B2 (ja) |
| CN (1) | CN105322733B (ja) |
| DE (1) | DE102015211190A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022030584A1 (ja) * | 2020-08-07 | 2022-02-10 | 株式会社アイシン | 回転電機用ロータの製造方法及び回転電機の製造方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5764483B2 (ja) * | 2011-12-05 | 2015-08-19 | 株式会社三井ハイテック | 積層鉄心の製造方法及びこれによって発生する打ち抜き滓の形状 |
| US20180233996A1 (en) | 2017-02-16 | 2018-08-16 | Ford Global Technologies, Llc | Methods for tuning magnetic properties of electrical steel cores for electrical devices |
| US10355537B2 (en) | 2017-03-27 | 2019-07-16 | Ford Global Technologies, Llc | Method for adjusting magnetic permeability of electrical steel |
| JP6863468B2 (ja) * | 2017-09-29 | 2021-04-21 | アイシン・エィ・ダブリュ株式会社 | 回転電機用コアの製造方法 |
| WO2019172161A1 (ja) * | 2018-03-08 | 2019-09-12 | 日本電産株式会社 | ロータコア部材製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0560616U (ja) * | 1992-01-24 | 1993-08-10 | 日立電線株式会社 | 異形断面条打抜き用プレス金型 |
| JP2003088012A (ja) * | 2001-09-05 | 2003-03-20 | Asmo Co Ltd | コアシート、コアシートの製造方法及びステータ並びに電動機 |
| JP2005130604A (ja) * | 2003-10-23 | 2005-05-19 | Nissan Motor Co Ltd | 電磁鋼板形成体、これを用いた永久磁石内蔵型回転機用回転子、永久磁石内蔵型回転機、およびこの永久磁石内蔵型回転機を用いた車両 |
| JP2006050821A (ja) * | 2004-08-05 | 2006-02-16 | Asmo Co Ltd | 埋込磁石型モータ |
| JP2008042967A (ja) * | 2006-01-11 | 2008-02-21 | Mitsui High Tec Inc | 回転子積層鉄心への永久磁石の樹脂封止方法 |
| JP2009006357A (ja) * | 2007-06-28 | 2009-01-15 | Toyota Motor Corp | 打ち抜きプレス加工方法、及び打ち抜きプレス金型 |
| US20100213785A1 (en) * | 2007-09-04 | 2010-08-26 | Mitsui High-Tec, Inc. | Laminated core and method for manufacturing the same |
| JP2012016090A (ja) * | 2010-06-29 | 2012-01-19 | Asmo Co Ltd | 永久磁石埋め込み型モータ |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6636137B1 (en) * | 1996-06-05 | 2003-10-21 | L.H. Carbide Corporation | Ignition coil assembly |
| DE10227129A1 (de) | 2002-06-18 | 2004-01-29 | Cornelius Peter | Elektrische Maschine |
| CN101356711B (zh) | 2006-01-11 | 2011-04-27 | 株式会社三井高科技 | 将永磁体树脂密封到叠片转子铁芯中的方法 |
| WO2012060191A1 (ja) * | 2010-11-04 | 2012-05-10 | アイシン精機株式会社 | 電動機の回転子およびその製造方法 |
| JP2014036554A (ja) * | 2012-08-10 | 2014-02-24 | Aisin Seiki Co Ltd | ロータヨークおよび該ロータヨークを用いたモータ |
| JP5697637B2 (ja) * | 2012-09-21 | 2015-04-08 | 黒田精工株式会社 | 積層鉄心の製造方法および積層鉄心製造装置 |
-
2014
- 2014-06-18 JP JP2014125546A patent/JP6320857B2/ja active Active
-
2015
- 2015-06-17 US US14/742,012 patent/US9641055B2/en active Active
- 2015-06-18 CN CN201510341264.8A patent/CN105322733B/zh active Active
- 2015-06-18 DE DE102015211190.3A patent/DE102015211190A1/de active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0560616U (ja) * | 1992-01-24 | 1993-08-10 | 日立電線株式会社 | 異形断面条打抜き用プレス金型 |
| JP2003088012A (ja) * | 2001-09-05 | 2003-03-20 | Asmo Co Ltd | コアシート、コアシートの製造方法及びステータ並びに電動機 |
| JP2005130604A (ja) * | 2003-10-23 | 2005-05-19 | Nissan Motor Co Ltd | 電磁鋼板形成体、これを用いた永久磁石内蔵型回転機用回転子、永久磁石内蔵型回転機、およびこの永久磁石内蔵型回転機を用いた車両 |
| JP2006050821A (ja) * | 2004-08-05 | 2006-02-16 | Asmo Co Ltd | 埋込磁石型モータ |
| JP2008042967A (ja) * | 2006-01-11 | 2008-02-21 | Mitsui High Tec Inc | 回転子積層鉄心への永久磁石の樹脂封止方法 |
| JP2009006357A (ja) * | 2007-06-28 | 2009-01-15 | Toyota Motor Corp | 打ち抜きプレス加工方法、及び打ち抜きプレス金型 |
| US20100213785A1 (en) * | 2007-09-04 | 2010-08-26 | Mitsui High-Tec, Inc. | Laminated core and method for manufacturing the same |
| JP2012016090A (ja) * | 2010-06-29 | 2012-01-19 | Asmo Co Ltd | 永久磁石埋め込み型モータ |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022030584A1 (ja) * | 2020-08-07 | 2022-02-10 | 株式会社アイシン | 回転電機用ロータの製造方法及び回転電機の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105322733A (zh) | 2016-02-10 |
| US20150372572A1 (en) | 2015-12-24 |
| CN105322733B (zh) | 2018-01-23 |
| JP6320857B2 (ja) | 2018-05-09 |
| DE102015211190A1 (de) | 2015-12-24 |
| US9641055B2 (en) | 2017-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6320857B2 (ja) | 積層鉄心の製造方法 | |
| JP5875746B2 (ja) | 固定子鉄心の製造方法 | |
| JP6400833B2 (ja) | 積層鉄心の製造方法および積層鉄心の製造装置 | |
| JP6320856B2 (ja) | 積層鉄心の製造方法 | |
| US8456057B2 (en) | Laminated stator core | |
| JP5688919B2 (ja) | 積層鉄心の製造方法 | |
| JP5358517B2 (ja) | 積層鉄心の製造方法 | |
| JP5860555B2 (ja) | 積層鉄心の製造方法 | |
| JP4681954B2 (ja) | 積層鉄心の製造方法および積層鉄心 | |
| JP2010178487A (ja) | 積層鉄心の製造方法および順送り金型装置 | |
| JP2014176127A (ja) | 積層鉄心及びその製造方法 | |
| JP2015080412A5 (ja) | ||
| JP5697640B2 (ja) | 積層鉄心の製造方法および積層鉄心製造装置 | |
| JP5297147B2 (ja) | 磁石装着型回転子鉄心の製造方法 | |
| JP5486350B2 (ja) | 固定子積層鉄心及びその製造方法 | |
| JP4989877B2 (ja) | 回転子積層鉄心の製造方法 | |
| JP5720407B2 (ja) | 永久磁石付き回転子積層鉄心の製造方法及びその製造装置 | |
| JP6568969B2 (ja) | 積層鉄心 | |
| JP5462675B2 (ja) | 積層鉄心の製造方法 | |
| JP5390243B2 (ja) | 積層鉄心の製造方法 | |
| JP2015082947A (ja) | 固定子積層鉄心の製造方法 | |
| JP2018038152A (ja) | モータコアの製造方法およびモータコア | |
| JP2016077046A (ja) | 積層鉄心の製造方法及び積層体 | |
| JP2019165521A (ja) | 回転電機用コアの製造方法および回転電機用コアの製造装置 | |
| JP2017077131A (ja) | ロータコアの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170321 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180327 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180404 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6320857 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |