JP2016014121A - 射出成形用エポキシ樹脂組成物およびセンサ部品 - Google Patents
射出成形用エポキシ樹脂組成物およびセンサ部品 Download PDFInfo
- Publication number
- JP2016014121A JP2016014121A JP2014137883A JP2014137883A JP2016014121A JP 2016014121 A JP2016014121 A JP 2016014121A JP 2014137883 A JP2014137883 A JP 2014137883A JP 2014137883 A JP2014137883 A JP 2014137883A JP 2016014121 A JP2016014121 A JP 2016014121A
- Authority
- JP
- Japan
- Prior art keywords
- epoxy resin
- resin composition
- less
- injection molding
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- KDQTUCKOAOGTLT-UHFFFAOYSA-N Cc(c(NC(N(C)C)=O)c1)ccc1NC(N(C)C)=O Chemical compound Cc(c(NC(N(C)C)=O)c1)ccc1NC(N(C)C)=O KDQTUCKOAOGTLT-UHFFFAOYSA-N 0.000 description 1
Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Epoxy Resins (AREA)
Abstract
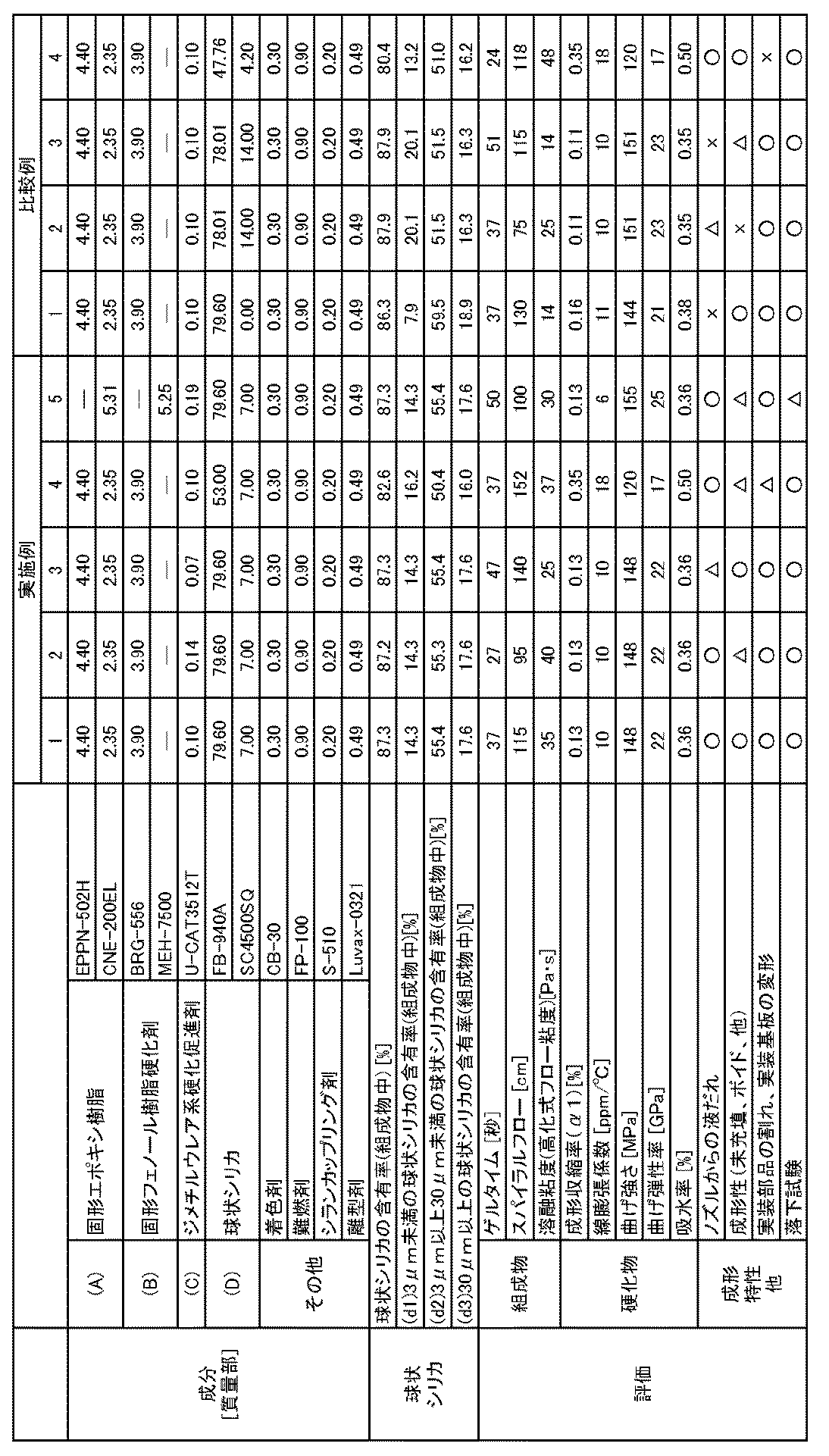
【解決手段】射出成形用エポキシ樹脂組成物は、(A)固形エポキシ樹脂、(B)固形フェノール樹脂硬化剤、(C)ジメチルウレア系硬化促進剤、および(D)球状シリカを必須成分として含有する。上記射出成形用エポキシ樹脂組成物は、(D)球状シリカを75質量%以上95質量%以下含有する。また、射出成形用エポキシ樹脂組成物は、25秒以上50秒以下のゲルタイム、20Pa・s以上45Pa・s以下の溶融粘度、80cm以上165cm以下のスパイラルフローを有する。
【選択図】なし
Description
射出成形用エポキシ樹脂組成物は、(A)固形エポキシ樹脂、(B)固形フェノール樹脂硬化剤、(C)ジメチルウレア系硬化促進剤、および(D)球状シリカを必須成分として含有する。
質量部以上1.7質量部以下がより好ましく、0.5質量部以上1.5質量部以下がさらに好ましい。
なお、本発明はこれらの実施例に限定されない。
表1に示すように、固形エポキシ樹脂として、EPPN−502H(商品名、日本化薬社製、トリフェニルメタン型エポキシ樹脂、エポキシ当量170)4.40質量部、CNE−200EL(商品名、長春エポキシ社製、オルソクレゾールノボラック型エポキシ樹脂、エポキシ当量200)2.35質量部、固形フェノール樹脂硬化剤として、BRG−556(商品名、昭和高分子社製、ノボラック型フェノール樹脂、水酸基当量105)3.90質量部、ジメチルウレア系硬化促進剤として、U−CAT3512T(商品名、サンアプロ社製)0.10質量部、球状シリカとして、FB−940A(商品名、電機化学工業社製、平均粒径25〜30μm)79.60質量部、SC4500SQ(商品名、アドマテックス社製、溶融球状シリカ粉末、平均粒径0.5μm)7.00質量部、着色剤として、カーボンブラックCB−30(商品名、三菱化学社製)、難燃材として、FP−100(商品名、伏見製薬所製)0.90質量部、シランカップリング剤として、S−510(商品名、チッソ社製)0.20質量部、離型剤として、Luvax−0321(日本精鑞鎖社、商品名)0.08質量部を溶融混錬して、エポキシ樹脂組成物を調整した。なお、混錬は、温度100℃、40rpmで10分間実施した。
表1に示す組成となるように各成分を混合して、実施例2〜5および比較例1〜4のエポキシ樹脂組成物を調整した。なお、実施例5については、固形フェノール樹脂硬化剤の一部にMEH−7500(商品名、明和化成社製)を用いた。
次いで、エポキシ樹脂組成物およびセンサ部品の諸特性を下記方法により評価した。結果を表1に示す。
175℃に保たれた熱板上に一定量(1ml)のエポキシ樹脂組成物を直径4〜5cmの円状に広げるように撹拌し、撹拌ができなくなるまでに流動性が失われるまでの時間を計測した。
EMMI−1−66の規格に準じたスパイラルフロー測定用金型を用いて、金型温度175℃、仕込み量25g、プランジャー圧力100kg/cm2、硬化時間120秒の条件で実施した。
ノズル長1.0mm、ノズル半径0.25mm、温度175℃、プランジャー圧力10kgf/cm2の条件で実施した。
金型を使用して、長さ80mm×幅80mm×厚さ5mmの形状の試験片を成形した。成形後、175℃で8時間の加熱により試験片を硬化させて、硬化後の試験片の寸法を測定した。そして、金型寸法からの変化率(収縮率)を算出した。
TMA法にて、室温から200℃まで5℃/分の速度で昇温させて、線膨張係数を測定した。
25℃の曲げ強さをJIS K 6911に準拠して測定した。
25℃の曲げ弾性率をJIS K 6911に準拠して測定した。
上記した硬化後の試験片を使用して、プレッシャークッカー試験(PCT)として、127℃、0.25MPa、100%RHの条件で24時間吸湿させた後、質量変化率を求めた。
射出成形後、金型から成形品を取り出すとき、金型から抜かれる射出成形機のノズルからの液だれの有無を観察して、下記基準により判定した。
○:30秒以上液だれ無し
△:20秒以上30秒未満で液だれ発生
×:20秒未満で液だれ発生
長さ60mm×幅15mm×厚さ4mmの3個のフェライトコア部品を実装した実装基板を成形用金型のコア側に挿入後、成形用金型を型締めした。その後、シリンダ温度90℃、ノズル温度100℃、射出圧力150MPaに設定した射出成形機を金型温度175℃に設定した成形用金型に接続し、射出成形機のノズルから成形用金型へとエポキシ樹脂組成物を射出し、70秒間保持した。これにより、実装基板がエポキシ樹脂組成物の硬化物により封止された、長さ113mm×幅20mm×厚さ8mmのセンサ部品を成形した。このようにして成形した100個のセンサ部品についてX線検査を行い、ボイドの発生状況を観察して、下記の基準により判定した。
○:ボイドの発生なし
△:長径0.3mm以下のボイドが発生
×:長径0.3mmを超えるボイドが発生
上記した100個のセンサ部品について、X線検査を行って、フェライトコア部品の割れ、実装基板の変形を観察して、下記の基準により判定した。
○:割れ、変形の発生なし
△:実装部品の割れは無いが、実装基板の長径の0.5%未満の変形が発生
×:実装部品の割れが発生、または実装基板の長径の0.5%以上の変形が発生
上記した100個のセンサ部品について、地上1.5mの高さから落下させた後、外観を目視観察して、下記の基準により判定した。
○:割れ、欠けの発生なし
△:割れは無いが、角部において0.5mm未満の欠けが発生
×:割れが発生または角部において0.5mm以上の欠けが発生
Claims (5)
- (A)固形エポキシ樹脂、(B)固形フェノール樹脂硬化剤、(C)ジメチルウレア系硬化促進剤、および(D)球状シリカを必須成分とする射出成形用のエポキシ樹脂組成物であって、
前記(D)球状シリカを75質量%以上95質量%以下含有し、ゲルタイムが25秒以上50秒以下、高化式フローテスターを用いて測定される175℃における溶融粘度が20Pa・s以上45Pa・s以下、EMMI−1−66の規格に準じて175℃×100kg/cm2の条件で測定されるスパイラルフローが80cm以上165cm以下であることを特徴とする射出成形用エポキシ樹脂組成物。 - 前記(D)球状シリカは、(dl)粒径3μm未満の球状シリカ、(d2)粒径3μm以上30μm未満の球状シリカ、および(d3)粒径30μm以上の球状シリカを含み、
前記(dl)粒径3μm未満の球状シリカの含有量は、前記エポキシ樹脂組成物の全体中、10質量%以上30質量%未満、
前記(d2)粒径3μm以上30μm未満の球状シリカの含有量は、前記エポキシ樹脂組成物の全体中、50質量%以上80質量%未満、
前記(d3)粒径30μm以上の球状シリカの含有量は、前記エポキシ樹脂組成物の全体中、10質量%以上30質量%未満
であることを特徴とする請求項1記載の射出成形用エポキシ樹脂組成物。 - 硬化後の線膨張係数が0.5×10−5/℃以上2.0×10−5/℃以下であることを特徴とする請求項1または2記載の射出成形用エポキシ樹脂組成物。
- 硬化後の曲げ弾性率が15GPa以上30GPa以下であることを特徴とする請求項1乃至3のいずれか1項記載の射出成形用エポキシ樹脂組成物。
- 請求項1乃至4のいずれか1項記載の射出成形用エポキシ樹脂組成物を射出成形して実装基板を封止したことを特徴とするセンサ部品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014137883A JP2016014121A (ja) | 2014-07-03 | 2014-07-03 | 射出成形用エポキシ樹脂組成物およびセンサ部品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014137883A JP2016014121A (ja) | 2014-07-03 | 2014-07-03 | 射出成形用エポキシ樹脂組成物およびセンサ部品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016014121A true JP2016014121A (ja) | 2016-01-28 |
Family
ID=55230567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014137883A Pending JP2016014121A (ja) | 2014-07-03 | 2014-07-03 | 射出成形用エポキシ樹脂組成物およびセンサ部品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016014121A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017204661A (ja) * | 2016-05-09 | 2017-11-16 | 日本セラミック株式会社 | パラメトリックスピーカ |
| KR20180034246A (ko) * | 2016-09-27 | 2018-04-04 | 스미토모 베이클리트 컴퍼니 리미티드 | 정전 용량형 센서 봉지용 수지 조성물 및 정전 용량형 센서 |
| CN114096860A (zh) * | 2019-07-16 | 2022-02-25 | Agc株式会社 | 透明传感检测设备、夹层玻璃以及透明传感检测设备的制造方法 |
| WO2023188460A1 (ja) * | 2022-03-30 | 2023-10-05 | 尾高ゴム工業株式会社 | ロール |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009001638A (ja) * | 2007-06-20 | 2009-01-08 | Kyocera Chemical Corp | 成形用樹脂組成物、成形品および半導体パッケージ |
-
2014
- 2014-07-03 JP JP2014137883A patent/JP2016014121A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009001638A (ja) * | 2007-06-20 | 2009-01-08 | Kyocera Chemical Corp | 成形用樹脂組成物、成形品および半導体パッケージ |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017204661A (ja) * | 2016-05-09 | 2017-11-16 | 日本セラミック株式会社 | パラメトリックスピーカ |
| KR20180034246A (ko) * | 2016-09-27 | 2018-04-04 | 스미토모 베이클리트 컴퍼니 리미티드 | 정전 용량형 센서 봉지용 수지 조성물 및 정전 용량형 센서 |
| JP2018053240A (ja) * | 2016-09-27 | 2018-04-05 | 住友ベークライト株式会社 | 静電容量型センサ封止用樹脂組成物および静電容量型センサ |
| JP7091618B2 (ja) | 2016-09-27 | 2022-06-28 | 住友ベークライト株式会社 | 静電容量型センサ封止用樹脂組成物および静電容量型センサ |
| KR102436208B1 (ko) * | 2016-09-27 | 2022-08-26 | 스미토모 베이클리트 컴퍼니 리미티드 | 정전 용량형 센서 봉지용 수지 조성물 및 정전 용량형 센서 |
| TWI796301B (zh) * | 2016-09-27 | 2023-03-21 | 日商住友電木股份有限公司 | 靜電電容型感測器密封用樹脂組成物及靜電電容型感測器 |
| CN114096860A (zh) * | 2019-07-16 | 2022-02-25 | Agc株式会社 | 透明传感检测设备、夹层玻璃以及透明传感检测设备的制造方法 |
| CN114096860B (zh) * | 2019-07-16 | 2024-06-11 | Agc株式会社 | 透明传感检测设备、夹层玻璃以及透明传感检测设备的制造方法 |
| WO2023188460A1 (ja) * | 2022-03-30 | 2023-10-05 | 尾高ゴム工業株式会社 | ロール |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102558769B (zh) | 用于封装半导体器件的环氧树脂组合物以及由该环氧树脂组合物封装的半导体器件 | |
| JP2016014121A (ja) | 射出成形用エポキシ樹脂組成物およびセンサ部品 | |
| JP2009001638A (ja) | 成形用樹脂組成物、成形品および半導体パッケージ | |
| JPH06345847A (ja) | エポキシ樹脂組成物及び半導体装置 | |
| KR102137549B1 (ko) | 반도체 소자 밀봉용 에폭시 수지 조성물 및 이를 이용하여 밀봉된 반도체 소자 | |
| JP2006216899A (ja) | コンプレッション成形用成形材料及び樹脂封止型半導体装置 | |
| JPH0774260B2 (ja) | 硬化性エポキシ樹脂組成物 | |
| JP2007092002A (ja) | エポキシ樹脂組成物及びそれを用いた半導体装置用中空パッケージ、並び半導体部品装置 | |
| JP3413962B2 (ja) | 成形用エポキシ樹脂組成物 | |
| KR101266542B1 (ko) | 반도체 소자 밀봉용 에폭시 수지 조성물 및 이를 이용한 반도체 소자 패키지 | |
| JP4850510B2 (ja) | 封止用樹脂組成物および半導体装置 | |
| KR101437141B1 (ko) | 반도체 밀봉용 에폭시 수지 조성물 및 이를 사용하여 밀봉된 반도체 소자 | |
| KR102158873B1 (ko) | 반도체 소자 밀봉용 에폭시 수지 조성물 및 이를 이용하여 밀봉된 반도체 장치 | |
| JP2006265370A (ja) | 光半導体封止用エポキシ樹脂組成物及び光半導体装置 | |
| CN113891913A (zh) | 密封用树脂组合物和电子部件装置 | |
| JP4872161B2 (ja) | エポキシ系樹脂組成物およびそれを用いた半導体装置 | |
| KR102319561B1 (ko) | 반도체 소자 밀봉용 에폭시 수지 조성물 및 이를 이용하여 밀봉된 반도체 소자 | |
| JP2015203066A (ja) | 封止用樹脂組成物およびそれを用いた半導体装置 | |
| KR20110078440A (ko) | 무용제 타입 표면 처리제, 이러한 표면 처리제로 표면처리된 무기 입자, 이러한 무기 입자를 포함하는 반도체 소자 밀봉용 에폭시 수지 조성물 및 이를 이용한 반도체 장치 | |
| KR102408992B1 (ko) | 반도체 소자 밀봉용 에폭시 수지 조성물 및 이를 이용하여 밀봉된 반도체 소자 | |
| KR101293791B1 (ko) | 반도체 소자 밀봉용 에폭시 수지 조성물 및 이를 이용한 반도체 소자 | |
| JP2006257309A (ja) | 半導体封止用エポキシ樹脂組成物及び半導体装置 | |
| CN111527145A (zh) | 用于封装半导体设备的环氧树脂组合物、以及使用该环氧树脂组合物封装的半导体设备 | |
| JP2003252961A (ja) | エポキシ系樹脂組成物およびそれを用いた半導体装置 | |
| KR102137553B1 (ko) | 반도체 소자 밀봉용 에폭시 수지 조성물 및 이를 이용하여 밀봉된 반도체 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20160414 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171024 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180417 |