JP2016018404A - 作業順序補正プログラム - Google Patents
作業順序補正プログラム Download PDFInfo
- Publication number
- JP2016018404A JP2016018404A JP2014140929A JP2014140929A JP2016018404A JP 2016018404 A JP2016018404 A JP 2016018404A JP 2014140929 A JP2014140929 A JP 2014140929A JP 2014140929 A JP2014140929 A JP 2014140929A JP 2016018404 A JP2016018404 A JP 2016018404A
- Authority
- JP
- Japan
- Prior art keywords
- work
- product
- work order
- assembly
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


























Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Landscapes
- General Factory Administration (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
- Automatic Assembly (AREA)
Abstract
【課題】 不要な反転を抑制することができる作業順序補正プログラムを提供する。
【解決手段】 作業順序補正プログラムは、台上の製品に対する複数の部品の作業順序と、各作業の際の前記製品の反転手順とを有する作業順序データを取得する取得処理と、前記反転手順が設定された部品の作業方向を取得し、当該部品の作業において前記製品を反転させる必要があるか否か判定する判定処理と、前記製品を反転させる必要が無いと判定された場合、前記反転手順を前記作業順序データから削除する削除処理と、をコンピュータに実行させる。
【選択図】 図6
【解決手段】 作業順序補正プログラムは、台上の製品に対する複数の部品の作業順序と、各作業の際の前記製品の反転手順とを有する作業順序データを取得する取得処理と、前記反転手順が設定された部品の作業方向を取得し、当該部品の作業において前記製品を反転させる必要があるか否か判定する判定処理と、前記製品を反転させる必要が無いと判定された場合、前記反転手順を前記作業順序データから削除する削除処理と、をコンピュータに実行させる。
【選択図】 図6
Description
本件は、作業順序補正プログラムに関する。
特許文献1は、組立経路生成装置を使って組立作業可能な順序を求め、分解経路生成装置を使って分解作業可能な順序を求める技術を開示している。
実際の組立作業や分解作業では、製品を反転させる準備作業が発生する。そこで、組立作業の順序データまたは分解作業の順序データにおいて、反転が必要な部品に反転手順が設定される。しかしながら、この反転手順の回数が多くなると、組立作業時間や分解作業時間が長くなるといった問題が生じる。
1つの側面では、本件は、不要な反転を抑制することができる作業順序補正プログラムを提供することを目的とする。
1つの態様では、作業順序補正プログラムは、台上の製品に対する複数の部品の作業順序と、各作業の際の前記製品の反転手順とを有する作業順序データを取得する取得処理と、前記反転手順が設定された部品の作業方向を取得し、当該部品の作業において前記製品を反転させる必要があるか否か判定する判定処理と、前記製品を反転させる必要が無いと判定された場合、前記反転手順を前記作業順序データから削除する削除処理と、をコンピュータに実行させる。
不要な反転を抑制することができる。
実施例の説明に先立って、製品に対する作業順序の概略について説明する。図1(a)〜図1(e)は、製品の組立作業の一例を表す図である。例えば、図1(a)で例示するように、筐体201に蓋202を取り付ける。次に、図1(b)で例示するように、筐体201の正面にプレート203を貼り付ける。次に、図1(c)で例示するように、筐体201の側面にプレート204を取り付ける。次に、図1(d)で例示するように、筐体201の底面にネジ205を取り付けることによって、蓋202を筐体201に固定する。最後に、図1(e)で例示するように、プレート204にネジ206を取り付けることによって、プレート204を筐体201に固定する。
しかしながら、実際の組立作業では、筐体201は作業台上に載置されている。図1(f)のように、プレート203が取り付けられる面が作業台の面に向きつつ当該面に対して斜めになっている場合、作業台が邪魔になるため、筐体201の上下を反転させる必要がある。また、図1(g)のように、筐体201の底面にネジ205を取り付ける際にも作業台が邪魔になるため、筐体201を上下反転させる必要がある。分解作業においても、作業台が邪魔になるため、筐体201を上下反転させる必要がある。
このように、実際の作業では、作業者は作業台で作業を行うため、例えば製品の底面に部品を組み付ける際または当該底面から部品を取り外す際には、製品の反転といった準備作業が発生する。この反転手順の回数が多くなると、その分だけ製品全体の作業時間が長くなるため、反転手順の回数を少なくしたい。特許文献1の技術では、製品以外のもの(作業台など)が存在しない3次元CAD空間上で、部品の組立経路または分解経路を算出し、その結果から部品の作業順序を決定している。上述のように、実際の作業では反転手順が必要になるため、得られた作業順序のフローデータに反転手順が付加されることになる。
例えば、図2(a)で例示するように、まず、製品全体の基準となる座標軸(グローバル座標軸)を定める。部品を組み付ける面または部品を取り外す面が底面であれば、反転手順が当該部品に設定される。図2(b)の例は、底面ではないが底面に近い面方向を有する面に対する作業の例であるため、製品の上下反転が必要となる。すなわち、部品を組み付ける方向に+Z軸方向の成分が含まれている場合または部品を取り外す方向に−Z軸方向の成分が含まれていれば、製品の上下反転手順が設定される。なお、部品を組み付ける方向(組付方向)とは、部品が組み付けられる面と垂直で当該面に向かう方向と定義できる。部品を取り外す方向(分解方向)とは、部品が組み付けられている面と垂直で当該面から離れる方向と定義できる。したがって、作業方向とは、部品が組み付けられる面の法線方向と定義することができる。
図2(c)のように、「部品形状」や「部品の位置」によっては、組付方向に+Z軸方向の成分が含まれていても分解方向に−Z軸方向の成分が含まれていても、反転無しで作業可能な場合がある。これまでは、そういった部品に対する反転の必要有無の判断をしていなかった。そのため、反転せずに作業可能な部品に対しても作業前に反転をしていたため、作業時間が長くなっていた。
さらに、特許文献1では、作業順序の決定において「反転手順の回数を抑える」といった観点が考慮されていない。すなわち、特許文献1の技術で得られる作業順序は、あくまでも作業可能な順序にすぎない。そのため、反転手順の回数が少ない作業順序を得るためには、各部品を作業方向ごとにまとめることが好ましい。
以下の実施例では、不要な反転を抑制することができる作業順序補正プログラムについて説明する。
図3(a)は、実施例1に係る作業順序補正プログラムが適用される作業順序補正装置100のハードウェア構成を例示する図である。図3(a)で例示するように、作業順序補正装置100は、CPU101、RAM102、記憶装置103、入力機器104、表示装置105などを備える。これらの各機器は、バスなどによって接続されている。
CPU(Central Processing Unit)101は、中央演算処理装置である。CPU101は、1以上のコアを含む。RAM(Random Access Memory)102は、CPU101が実行するプログラム、CPU101が処理するデータなどを一時的に記憶する揮発性メモリである。記憶装置103は、不揮発性記憶装置である。記憶装置103として、例えば、ROM(Read Only Memory)、フラッシュメモリなどのソリッド・ステート・ドライブ(SSD)、ハードディスクドライブに駆動されるハードディスクなどを用いることができる。作業順序補正プログラムは、例えば、記憶装置103に記憶されている。入力機器104は、作業順序補正装置100に情報を入力するための装置であり、リーダ、キーボード、マウスなどである。表示装置105は、液晶ディスプレイ、エレクトロルミネッセンスパネルなどであり、作業順序補正処理の結果などを表示する。
図3(b)は、CPU101が作業順序補正プログラムを実行することによって実現される各機能のブロック図である。図3(b)で例示するように、作業順序補正装置100は、作業順序作成部10、作業方向グループ算出部20、第1補正部30、第2補正部40、出力部50、データ格納部60などとして機能する。
続いて、作業順序作成処理の詳細について説明する。まず、作業対象とするアセンブリXの一例について説明する。図4は、アセンブリXの構成を例示する図である。本実施例においては、アセンブリXの上面、底面、正面、奥行き面、右面、および左面が定義され、底面の中心座標および奥行き面の中心座標が定義されている。
図4で例示するように、アセンブリXは、ベース部品A(製品)に部品B〜Gが組み付けられる構造を有する。作業者は、アセンブリXの正面に正対するように配置されて組付作業または分解作業を行う。部品B,C,Eは、ベース部品Aの上面に組み付けられる、またはベース部品Aの上面から取り外される。部品Fは、ベース部品Aの奥行き面に組み付けられる、またはベース部品Aの奥行き面から取り外される。部品D,Gは、ベース部品Aの正面に組み付けられる、またはベース部品Aの正面から取り外される。なお、部品Dは、XZ面に対して傾斜する面に組み付けられるため、部品Dの組付方向には+Z軸成分が含まれ、部品Dの分解方向には−Z軸成分が含まれる。
次に、作業順序作成部10による作業順序作成処理について説明する。データ格納部60は、入力機器104などを介して入力される3DCADデータを格納する。図5(a)は、3DCADデータを例示する図である。図5(a)で例示するように、3DCADデータは、部品の親子関係を有している。作業順序作成部10は、データ格納部60に格納された3DCADデータを用いて、フローデータを作成する。図5(b)は、組付作業を含む製造フローデータを例示する。なお、製造フローデータは、データ格納部60に格納される。
図5(b)で例示するように、ベース部品Aに対して、部品B,D,C,E,F,Gをこの順序で組み付けることで、アセンブリXが完成する。なお、図5(b)の製造フローデータでは、反転手順数が4回となっている。まず、部品Dの組付方向に+Z軸成分が含まれるため、部品Dにベース部品Aの上下反転手順が設定されている。ベース部品Aが上下反転された状態においては、部品Cの組付方向に+Z軸成分が含まれるため、部品Cにベース部品Aの上下反転手順が設定されている。この状態においては、部品Fの組付方向に+Y軸成分が含まれるため、部品Fにベース部品Aの前後反転手順が設定されている。この状態においては、部品Gの組付方向に+Y軸成分が含まれるため、部品Gにベース部品Aの前後反転手順が設定されている。なお、分解手順は、製造フローデータと逆になる。
次に、作業方向グループ算出部20、第1補正部30および第2補正部40による作業順序補正処理について説明する。図6は、作業順序補正処理の一例として組立順序補正処理を例示するフローチャートである。図6で例示するように、作業方向グループ算出部20は、組付方向グループを算出することによって、各部品をいずれかのグループに分類する(ステップS1)。組付方向グループについては後述する。次に、第1補正部30は、部品の組立順序を変更せず、不要な反転手順を削除した第1製造フローデータを作成する(ステップS2)。次に、第2補正部40は、部品の組立順序を変更して、不要な反転手順を削除した第2製造フローデータを作成する(ステップS3)。次に、出力部50は、第1製造フローデータと第2製造フローデータとを比較し、反転手順数の少ない製造フローデータを出力する(ステップS4)。以上の処理を実行することによって、反転手順数の少ない製造フローデータを出力することができる。
続いて、図6のステップS1の詳細について説明する。本実施例においては、作業方向グループ算出部20は、各部品を+X軸、−X軸、+Y軸、−Y軸、+Z軸、および−Z軸の6種類の組付方向グループに分類する。例えば、+Z軸の組付方向グループの組付方向は、Z軸のプラスからマイナスに向かっている。図7は、ステップS1の詳細を例示するフローチャートである。図7のフローチャートは、部品B〜Gのそれぞれについて実行される。図7で例示するように、まず、作業方向グループ算出部20は、部品B〜Gのうち対象とする部品の組付方向をデータ格納部60から取得する(ステップS11)。ここでの組付方向は、ベース部品Aを反転させずに固定した場合の組付方向であり、XYZ軸のベクトルで表される。図8は、部品B〜Gの組付方向を例示する。
次に、作業方向グループ算出部20は、各組付方向について、座標軸と平行か否かを判定する(ステップS12)。全ての組付方向が座標軸と平行であれば、作業方向グループ算出部20は、組付方向が一致する軸方向を組付方向グループとする(ステップS13)。次に、作業方向グループ算出部20は、算出した組付方向グループをデータ格納部60に格納する(ステップS14)。その後、フローチャートの実行を終了する。ステップS12でいずれかの組付方向が座標軸と平行でなければ、作業方向グループ算出部20は、当該組付方向について、近似方向算出処理を行う(ステップS15)。その後、ステップS14が実行される。
ここで、近似方向算出処理の詳細について説明する。図9は、近似方向算出処理の詳細を例示するフローチャートである。図9で例示するように、作業方向グループ算出部20は、部品が組み付けられていないベース部品Aおよび部品B〜Gの状態に着目する(ステップS21)。なお、図10(a)で例示するように、ベース部品Aと部品B〜Gとの距離(組付作業の際に必要な移動距離)は、部品の外形寸法の最大値(幅/高さ/奥行きの中での最大値)の2倍程度とする。
次に、作業方向グループ算出部20は、部品B〜Gのバウンディングボックス(BB)の頂点を求める(ステップS22)。図10(b)で例示するように、バウンディングボックスとは、部品全体を取り囲む6面体のことである。したがって、バウンディングボックスの頂点は8個(P1〜P8)である。
次に、作業方向グループ算出部20は、各バウンディングボックスの頂点のZ座標において、ベース部品Aの底面中心のZ座標よりも小さいものが存在するか否かを判定する(ステップS23)。いずれかの頂点のZ座標がベース部品Aの底面中心のZ座標よりも小さいと、図11(a)で例示するように、ベース部品Aの上下反転手順が必要となる。そこで、ステップS23で「Yes」と判定された場合、作業方向グループ算出部20は、当該部品を、底面に対する組付方向グループ(−Z軸)に分類する(ステップS24)。
ステップS23で「No」と判定された場合、作業方向グループ算出部20は、各バウンディングボックスの頂点のY座標において、ベース部品Aの奥行き面中心のY座標よりも小さいものが存在するか否かを判定する(ステップS25)。いずれかの頂点のY座標がベース部品Aの奥行き面中心のY座標よりも小さいと、図11(b)で例示するように、作業者から見てベース部品Aの裏からの作業が必要となる。すなわち、ベース部品Aの前後の反転作業が必要となる。そこで、ステップS25で「Yes」と判定された場合、作業方向グループ算出部20は、当該部品を、奥行き面に対する組付方向グループ(−Y軸)に分類する(ステップS26)。ステップS25で「No」と判定された場合、組付方向に最も近い座標軸方向を求め、当該部品を、当該座標軸方向の組付方向グループに分類する(ステップS27)。ステップS24、ステップS26またはステップS27の実行後、近似方向算出処理が終了する。なお、各部品と組付方向グループとの関係は、データ格納部60に格納される。
部品B〜Gについて図9のフローチャートを実行した場合の結果について説明する。図12(a)は、各部品の組付方向データである。この組付方向データに対して図9のフローチャートを実行すると、図12(b)で例示するように、部品B,C,Eは、上面に対する組付方向グループ(+Z軸)に分類される。部品Fは、奥行き面に対する組付方向グループ(−Y軸)に分類される。部品D,Gは、正面に対する組付方向グループ(+Y軸)に分類される。なお、部品Dの組付方向には+Z軸方向のベクトル成分が含まれるが、底面に対する組付方向グループ(−Z軸)ではなく、−Z軸方向以外で最も近い軸方向の+Y軸方向のグループに分類される。
続いて、図6のステップS2の詳細について説明する。図13は、ステップS2の詳細を例示するフローチャートである。図13で例示するように、まず、第1補正部30は、製造フローデータから2番目の部品を取得する(ステップS31)。例えば、図14(a)で例示するように、部品Dが取得される。次に、第1補正部30は、ステップS31で取得した部品が属する組付方向グループを取得する(ステップS32)。図14(b)で例示するように、部品Dの組付方向グループは、+Y軸方向である。次に、第1補正部30は、1つ手前の部品が属する組付方向グループを取得する(ステップS33)。図14(c)で例示するように、部品Bが取得される。また、図14(d)で例示するように、部品Bの組付方向グループは、+Z軸方向である。
次に、第1補正部30は、ステップS32およびステップS33で取得した組付方向グループを比較する(ステップS34)。次に、第1補正部30は、ベース部品Aを反転する必要があるか否かを判定する(ステップS35)。ここで、反転の必要性に係る判定の例について説明する。一例として、部品をベース部品Aに組み付ける際に、奥行き面に対する作業(Y軸の−から+に向かう作業)または底面に対する作業(Z軸の−から+に向かう作業)が必要であれば、反転の必要有りと判定することができる。図15および図16は、1つ手前の部品の組付方向グループと今回の部品の組付方向グループとの関係において必要となる反転を例示する図である。図15および図16は、部品が属するグループの作業方向と作業台上のベース部品Aの配置との関係に応じて定義されている。図17は、図15および図16の定義データを例示する。図17の定義データは、データ格納部60に格納されている。
部品Bの組付方向グループは+Z軸であるため、部品Bの組み付けの際にはベース部品Aは上下反転されていない。この状態において部品Dの組付方向グループは+Y軸であるため、ベース部品Aの反転手順は必要ない。ステップS35で「No」と判定された場合、第1補正部30は、部品の反転手順があれば削除する(ステップS36)。図18(a)で例示するように、製造フローデータには反転手順が設定されているため、図18(b)で例示するように、反転手順が削除される。
次に、第1補正部30は、残りの部品に対してステップS31〜S36を実行したか否かを判定する(ステップS37)。ステップS35で「Yes」と判定された場合、ステップS36が実行されずにステップS37が実行される。ステップS37で「No」と判定された場合、第1補正部30は、製造フローデータから次の部品を取得する(ステップS38)。その後、ステップS32から再度実行される。ステップS37で「Yes」と判定された場合、フローチャートの実行が終了する。図19は、図13のフローチャートの実行によって得られた第1製造フローデータである。図19で例示するように、部品Bの作業後の反転手順および部品Dの作業後の反転手順が削除される。その結果、反転手順数は2回となる。第1製造フローデータは、データ格納部60に格納される。
続いて、図6のステップS3の詳細について説明する。図20(a)は、ステップS3の詳細を例示するフローチャートである。図20(a)で例示するように、第2補正部40は、各部品を組付方向グループ単位で集約し、組立順序の全組み合わせを算出する(ステップS41)。図21は、各部品を組付方向グループ単位で集約した結果を例示する。図21で例示するように、部品B,C,Eは+Z軸の組付方向グループに属し、部品D,Gは+Y軸の組付方向グループに属し、部品Fは−Y軸の組付方向グループに属する。図22は、グループ単位で組立順序が並び替えられた全組み合わせを例示する。これら組み合わせは、データ格納部60に格納される。
次に、第2補正部40は、各組立順序で発生する反転手順数を算出する(ステップS42)。この場合、一例として、図17の定義データを用いることができる。図23は、全組み合わせにおける反転手順数を例示する。次に、第2補正部40は、最小反転手順数の組立順序の組み合わせのいずれかを取得する(ステップS43)。図23の例では、組み合わせ1、組み合わせ3、組み合わせ5、および組み合わせ6が最小反転手順数の組み合わせであり、一例として組み合わせ1が取得されるものとする。
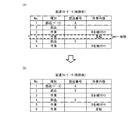
次に、第2補正部40は、組み合わせ1を基に部品を並べ替えて第2製造フローデータを作成する(ステップS44)。図24の第2製造フローデータは、組み合わせ1に係る製造フローデータである。図24の第2製造フローデータでは、ベース部品Aに組みつけられる部品の順序および組付方向グループが関連付けられている。次に、第2補正部40は、各部品の直下に作業情報を挿入する(ステップS45)。例えば、図25で例示するように、部品B〜Gについて、部品を組み付ける作業に係る情報が挿入される。
次に、第2補正部40は、反転手順を挿入する(ステップS46)。図20(b)は、ステップS46の詳細を例示するフローチャートである。図20(b)で例示するように、第2補正部40は、ステップS44で作成した第2製造フローデータから2番目の部品を取得する(ステップS51)。図24の第2製造フローデータでは、部品Bが取得される。
次に、第2補正部40は、ステップS51で取得した部品が属する組付方向グループを取得する(ステップS52)。図25で例示するように、部品Cの組付方向グループは、+Z軸方向である。次に、第2補正部40は、1つ手前の部品が属する組付方向グループを取得する(ステップS53)。図25で例示するように、部品Bが取得される。また、図25で例示するように、部品Bの組付方向グループは、+Z軸方向である。
次に、第2補正部40は、ステップS52およびステップS53で取得した組付方向グループを比較する(ステップS54)。次に、第2補正部40は、ベース部品Aを反転する必要があるか否かを判定する(ステップS55)。例えば、図17の定義データを用いることができる。ステップS55で「Yes」と判定された場合、第2補正部40は、部品の直上に反転手順を挿入する(ステップS56)。例えば、部品Gの組付の後に部品Fを組み付ける際には、奥行き面に対する組付作業が必要になる。したがって、部品Fの直情に反転手順が挿入される。図26は、部品Fの直情に反転手順が挿入される例を例示する。
次に、第2補正部40は、全ての部品に対してステップS51〜S56を実行したか否かを判定する(ステップS57)。ステップS55で「No」と判定された場合、ステップS56が実行されずにステップS57が実行される。ステップS57で「No」と判定された場合、第2補正部40は、製造フローデータから次の部品を取得する(ステップS58)。その後、ステップS52から再度実行される。ステップS57で「Yes」と判定された場合、フローチャートの実行が終了する。図27は、図20(a)および図20(b)のフローチャートの実行によって得られた第2製造フローデータである。図27で例示するように、反転手順数は1回となる。第2製造フローデータは、データ格納部60に格納される。
なお、第2補正部40は、作業順序作成部10が作成した製造フローデータを基に第2製造フローデータを作成するため、第2製造フローデータの作成に際して製造フローデータにおける不要な反転手順を削除している。
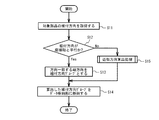
図28は、図6のステップS4の詳細を例示するフローチャートである。図28で例示するように、出力部50は、第1製造フローデータの反転手順数を取得する(ステップS61)。次に、出力部50は、第2製造フローデータの反転手順数を取得する(ステップS62)。次に、出力部50は、ステップS61で取得した反転手順数とステップS62で取得した反転手順数とが同じであるか否か判定する(ステップS63)。
ステップS63で「Yes」と判定された場合、出力部50は、第1製造フローデータを出力する(ステップS64)。その後、フローチャートが終了する。ステップS63で「No」と判定された場合、出力部50は、第1製造フローデータの反転手順数が第2製造フローデータの反転手順数よりも少ないか否か判定する(ステップS65)。ステップS65で「Yes」と判定された場合、ステップS64が実行される。ステップS65で「No」と判定された場合、出力部50は、第2製造フローデータを出力する(ステップS66)。その後、フローチャートの実行が終了する。
本実施例によれば、第1製造フローデータを作成する際に、ベース部品Aを反転させる必要があるか否かを判定し、反転させる必要が無いと判定された場合、反転手順が製造フローデータから削除される。それにより、不要な反転を抑制することができる。また、第2製造フローデータが出力される場合においても、反転させる必要がない反転手順について、製造フローデータから削除されることになる。それにより、不要な反転を抑制することができる。
また、第1製造フローデータの作成において部品を複数の作業方向のグループのいずれかに分類し、反転手順が設定された部品が属するグループの作業方向と作業台上のベース部品Aの配置との関係に応じて、ベース部品Aを反転させる必要があるか否かが判定される。この場合、不要な反転を抑制する際の精度が向上する。
また、第2製造フローデータの作成においては、作業方向グループの単位で作業順序を並び替え、反転手順が設定された部品が属するグループの作業方向と作業台上のベース部品Aの配置との関係に応じて、ベース部品Aを反転させる必要があるか否かが判定される。この場合、不要な反転をより抑制することができる。また、作業方向グループの単位の作業順序のうち、ベース部品Aの反転手順数が最小となる順序が選択される。この場合、不要な反転をより抑制することができる。
また、部品のバウンディングボックスの頂点のZ座標において、ベース部品Aの底面中心のZ座標よりも小さいものが存在する場合に、当該部品は−Z軸の組付方向グループに分類される。また、部品のバウンディングボックスの頂点のY座標において、ベース部品Aの奥行き面中心のY座標よりも小さいものが存在する場合に、当該部品は−Y軸の組付方向グループに分類される。この場合、簡易な基準で不要な反転を抑制することができる。なお、必ずしも部品のバウンディングボックスを用いる必要はなく、部品のいずれかの位置に着目してもよい。また、ベース部品Aの底面中心または奥行き面中心に着目する必要はなく、当該底面のいずれかの座標または当該奥行き面のいずれかの座標に着目すればよい。
以上、本発明の実施例について詳述したが、本発明は係る特定の実施例に限定されるものではなく、特許請求の範囲に記載された本発明の要旨の範囲内において、種々の変形・変更が可能である。
10 作業順序作成部
20 作業方向グループ算出部
30 第1補正部
40 第2補正部
50 出力部
60 データ格納部
100 作業順序補正装置
20 作業方向グループ算出部
30 第1補正部
40 第2補正部
50 出力部
60 データ格納部
100 作業順序補正装置
Claims (6)
- 台上の製品に対する複数の部品の作業順序と、各作業の際の前記製品の反転手順とを有する作業順序データを取得する取得処理と、
前記反転手順が設定された部品の作業方向を取得し、当該部品の作業において前記製品を反転させる必要があるか否か判定する判定処理と、
前記製品を反転させる必要が無いと判定された場合、前記反転手順を前記作業順序データから削除する削除処理と、をコンピュータに実行させることを特徴とする作業順序補正プログラム。 - 前記複数の部品のそれぞれを複数の作業方向のグループのいずれかに分類する分類処理を前記コンピュータに実行させ、
前記判定処理において、前記反転手順が設定された部品が属するグループの作業方向と、前記台上の前記製品の配置との関係に応じて、前記製品を反転させる必要があるか否かを判定することを特徴とする請求項1記載の作業順序補正プログラム。 - 前記複数の部品のそれぞれを複数の作業方向のグループのいずれかに分類する分類処理と、
前記グループの単位で前記作業順序データの作業順序を並び替える処理と、を前記コンピュータに実行させ、
前記判定処理において、前記反転手順が設定された部品が属するグループの作業方向と、前記台上の前記製品の配置との関係に応じて、前記製品を反転させる必要があるか否かを判定することを特徴とする請求項1記載の作業順序補正プログラム。 - 前記グループの単位の作業順序のうち、前記製品の反転手順数が最小となる順序を選択する処理を前記コンピュータに実行させることを特徴とする請求項3記載の作業順序補正プログラム。
- 前記分類処理において、前記部品が組み付けまたは分解される前記製品の面上の位置から当該面の法線方向に前記部品を所定距離離した状態における前記部品のいずれかの位置が、前記製品の底面のいずれかの座標よりも鉛直方向において上にある場合、前記製品の底面に対する作業方向のグループ以外のグループに当該部品を分類することを特徴とする請求項2〜4のいずれか一項に記載の作業順序補正プログラム。
- 前記判定処理において、前記反転手順が設定された部品が属するグループの作業方向が前記製品の底面に対する作業方向であれば、前記製品を反転させる必要が有ると判定することを特徴とする請求項5記載の作業順序補正プログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014140929A JP2016018404A (ja) | 2014-07-08 | 2014-07-08 | 作業順序補正プログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014140929A JP2016018404A (ja) | 2014-07-08 | 2014-07-08 | 作業順序補正プログラム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016018404A true JP2016018404A (ja) | 2016-02-01 |
Family
ID=55233581
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014140929A Pending JP2016018404A (ja) | 2014-07-08 | 2014-07-08 | 作業順序補正プログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016018404A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112017000616T5 (de) | 2016-02-02 | 2018-10-18 | Yazaki Corporation | Schaltung für Fahrzeuge und Schaltungsleitsystem für Fahrzeuge |
-
2014
- 2014-07-08 JP JP2014140929A patent/JP2016018404A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112017000616T5 (de) | 2016-02-02 | 2018-10-18 | Yazaki Corporation | Schaltung für Fahrzeuge und Schaltungsleitsystem für Fahrzeuge |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11734471B2 (en) | Topology optimization for subtractive manufacturing techniques | |
| TW201616449A (zh) | 點雲網格精細化系統及方法 | |
| US9158297B2 (en) | Computing device and method for generating measurement program of product | |
| JP6888411B2 (ja) | 三次元形状データの編集装置、及び三次元形状データの編集プログラム | |
| US20160188770A1 (en) | Simulating the machining of a workpiece | |
| GB2546861A (en) | 3D model generation from 2D images | |
| US8477133B2 (en) | Method and apparatus for generating three-dimensional finite element mesh | |
| CN107667365A (zh) | 计算机辅助设计(cad)环境中自动组装部件的方法和设备 | |
| CN107590300B (zh) | 最短路径确定方法和信息处理装置 | |
| KR102372155B1 (ko) | 선박을 3d 모델링하는 장치 및 방법 | |
| CN107590298B (zh) | 体素化方法和信息处理装置 | |
| JP2016018404A (ja) | 作業順序補正プログラム | |
| Beneš et al. | Efficient methods to visualize finite element meshes | |
| CN115203809B (zh) | 一种建筑信息模型渲染方法、系统及电子设备 | |
| Wang et al. | OST: a heuristic-based orthogonal partitioning algorithm for dynamic hierarchical data visualization | |
| WO2017159173A1 (ja) | 解析モデル作成支援装置、および、解析モデル作成支援方法 | |
| JP2011243016A (ja) | 解析用メッシュ生成装置 | |
| JP2008117113A (ja) | 画像生成装置および方法、画像生成プログラム | |
| CN104574500A (zh) | 三维模型生成装置、三维模型生成方法以及程序 | |
| US11562109B2 (en) | Computer-readable recording medium storing structural analysis simulation program, structural analysis simulation method, and information processing device | |
| US8600711B2 (en) | Analyzing model creating apparatus and method, and computer-readable storage medium | |
| JP6264208B2 (ja) | 表示プログラム、表示方法、および表示装置 | |
| CN121399608A (zh) | 用于计算机辅助设计(cad)对象的基于点的网格生成 | |
| Miao et al. | Spatial hashing based contact detection for numerical manifold method | |
| JPWO2004104869A1 (ja) | 面形状の創成システム、面形状の創成方法とプログラムの記録媒体 |