JP2016102048A - スクライブ方法並びにスクライブ装置 - Google Patents
スクライブ方法並びにスクライブ装置 Download PDFInfo
- Publication number
- JP2016102048A JP2016102048A JP2015208748A JP2015208748A JP2016102048A JP 2016102048 A JP2016102048 A JP 2016102048A JP 2015208748 A JP2015208748 A JP 2015208748A JP 2015208748 A JP2015208748 A JP 2015208748A JP 2016102048 A JP2016102048 A JP 2016102048A
- Authority
- JP
- Japan
- Prior art keywords
- glass substrate
- scribing
- scribe line
- laser
- resin sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/09—Severing cooled glass by thermal shock
- C03B33/091—Severing cooled glass by thermal shock using at least one focussed radiation beam, e.g. laser beam
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/10—Glass-cutting tools, e.g. scoring tools
- C03B33/102—Glass-cutting tools, e.g. scoring tools involving a focussed radiation beam, e.g. lasers
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/10—Glass-cutting tools, e.g. scoring tools
- C03B33/105—Details of cutting or scoring means, e.g. tips
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Optics & Photonics (AREA)
- Toxicology (AREA)
- Thermal Sciences (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Laser Beam Processing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Abstract
【課題】厚みの薄いフィルム状のガラス基板であってもレーザスクライブで分断用の亀裂を精度よく形成することができるスクライブ方法並びにスクライブ装置を提供する。
【解決手段】吸着テーブル1に吸着させたガラス基板Mの表面を、レーザを用いてスクライブ予定ラインに沿って加熱するとともに、その加熱領域を冷媒で急冷することにより、ガラス基板M内に生じる熱応力でスクライブ予定ラインの先頭部に形成したトリガを進展させて、ガラス基板Mの表面にスクライブ予定ラインに沿った分断用の亀裂Sを生じさせるスクライブ方法であって、吸着テーブル1の吸着面を、気孔径1〜10μm、気孔率10〜40%の多孔質プレート3で形成し、ガラス基板Mを樹脂シート20上に貼り付け、樹脂シート20を下側にして、ガラス基板Mを吸着テーブル1上に吸着保持させた状態でレーザスクライブすることにより、スクライブ予定ラインに沿った亀裂Sを形成する。
【選択図】図4
【解決手段】吸着テーブル1に吸着させたガラス基板Mの表面を、レーザを用いてスクライブ予定ラインに沿って加熱するとともに、その加熱領域を冷媒で急冷することにより、ガラス基板M内に生じる熱応力でスクライブ予定ラインの先頭部に形成したトリガを進展させて、ガラス基板Mの表面にスクライブ予定ラインに沿った分断用の亀裂Sを生じさせるスクライブ方法であって、吸着テーブル1の吸着面を、気孔径1〜10μm、気孔率10〜40%の多孔質プレート3で形成し、ガラス基板Mを樹脂シート20上に貼り付け、樹脂シート20を下側にして、ガラス基板Mを吸着テーブル1上に吸着保持させた状態でレーザスクライブすることにより、スクライブ予定ラインに沿った亀裂Sを形成する。
【選択図】図4
Description
本発明は、無アルカリガラス等からなる薄板のガラス基板に分断用の亀裂(クラック)を加工するスクライブ方法並びにスクライブ装置に関する。特に本発明は、液晶ディスプレイやプラズマディスプレイ等のフラットパネルディスプレイ(FPD)に使用される薄板のガラス基板をスクライブするスクライブ方法並びにスクライブ装置に関する。
従来から、レーザビームを照射しながら走査し、基板に熱応力分布を発生させてスクライブを行うレーザスクライブ法を用いて、例えば特許文献1のようにガラス基板をブレイク予定ラインに沿った分断用の亀裂(クラック)を加工したり、あるいは、特許文献2のように完全分断(フルカット加工)したりする技術が知られている。
これまでのレーザスクライブ法では、多数のエア吸引孔を有する吸着テーブル上にガラス基板を載せて定着させ、CO2レーザやYAGレーザ等を用いてガラス基板の表面近傍をスクライブ予定ラインに沿って走査加熱するとともに、これに追従して冷却機構のノズルから加熱領域に冷媒を噴射している。これによって、先行の加熱によって生じる圧縮応力と、次の急冷によって生じる引張応力とによる熱応力分布により、初期亀裂(トリガ)を進展させてガラス基板の表面に分断用の亀裂を生じさせたり、厚み全部に亀裂を浸透させてフルカット加工したりしている。
スクライブの際にガラス基板を吸着保持する吸着テーブルは、金属板に機械加工で作られた多数の吸引孔を有する金属プレートで形成されたものと、多数の気孔を有するセラミック等の多孔質プレートを用いて形成されたものがあり、レーザスクライブする際に吸引エアで吸引してガラス基板を保持するようにしている。しかし、近年では、スマートフォン等の映像表示装置の軽量化や薄型化によってガラス基板の薄肉化が進んでおり、例えば0.2mm以下の薄いフィルム状のガラス基板が要求されるようになり、このような薄肉のガラス基板を吸着テーブルで吸着すると、以下のような問題が生じてレーザスクライブすることが困難となる。
従来の金属テーブルの吸引孔の孔径は一般的に約1〜2mmであり、多孔質テーブルの気孔の孔径はそれよりも小さく、約50〜60μmで形成されている。この吸引孔や気孔の開口部にガラス基板を吸着させてレーザスクライブすると、図6に示すように開口部21のある箇所と開口部21のない平坦部22との間で、吸着テーブル23への接触の有無に起因する熱放散の変化によりガラス基板M内の熱応力に差が生じることになる。この熱応力の差は、0.2mm以下の薄いガラス基板ではさらに顕著になって、スクライブ予定ラインの全長にわたって均等に熱応力を生じさせることができなくなり、亀裂が不完全であったり、ムラが生じたりして精度よくレーザスクライブすることができない。
なお、上記の熱放散の問題に対処して、ガラス基板の下方からエアを吹き付けてガラス基板を浮上させ、吸着テーブルに対してガラス基板を非接触で保持した状態でレーザスクライブする方法が特許文献3で開示されている。
しかし、特許文献3の方法では、下方からエアを吹き付けてガラス基板を浮上させるものであるから、ガラス基板を吸着テーブルに密着させた姿勢で吸着保持する方法に比べて不安定である。特に、0.2mm以下の薄いガラス基板では上方に撓んだり、波打つような現象が生じたりするので水平に保持することが難しくなる。また、スクライブ中に分断された亀裂の隙間からエアが上方に漏れることにより、ガラス基板が振動して分断面が互いに接触し、分断面に欠けが生じたり、不規則な亀裂が走ったりして不良品が発生する原因となることがある。
そこで、樹脂シート上にガラス基板(ガラスフィルム)を貼り付け、樹脂シートの下方からエアを吹き付けることによりガラス基板ごと樹脂シートを浮上させてレーザスクライブする方法が特許文献4で開示されている。
特許文献4の方法によれば、樹脂シートによってスクライブ中にエアが上方に漏れることはなくなり、エア漏れに起因する上記の問題点は解消することができる。しかしながら、下方からのエアによってガラス基板を保持する樹脂シートを浮上させてレーザスクライブするものであって、しかも樹脂シートは可撓性を有するものであるから、ガラス基板の水平保持に不安定さが残るといった課題がある。特に、0.2mm以下の薄いガラス基板では、僅かな撓みでも加熱や冷却で生じさせた熱応力が緩和され、レーザスクライブの成否に大きく影響するものであるから、薄いガラス基板にこの方式を利用することは困難である。
そこで本発明は、0.2mm以下の厚みの薄いフィルム状のガラス基板であっても、レーザスクライブで分断用の亀裂を精度よく形成することができるスクライブ方法並びにスクライブ装置を提供することを目的とする。
上記目的を達成するために本発明では次のような技術的手段を講じた。すなわち、本発明は、吸着テーブルに吸着させたガラス基板の表面を、レーザを用いてスクライブ予定ラインに沿って加熱するとともに、その加熱領域を冷媒で急冷することにより、前記ガラス基板内に生じる熱応力で前記スクライブ予定ラインの先頭部に形成したトリガを進展させて、前記ガラス基板の表面に前記スクライブ予定ラインに沿った分断用の亀裂を生じさせるスクライブ方法であって、前記吸着テーブルの吸着面を、気孔径1〜10μm、気孔率10〜40%の気孔を有する多孔質プレートで形成し、前記ガラス基板を樹脂シート上に貼り付け、当該樹脂シートを下側にして、前記ガラス基板を前記多孔質の吸着テーブル上に吸着保持させた状態でレーザスクライブすることにより、前記スクライブ予定ラインに沿って前記亀裂を形成することを特徴とする。
前記樹脂シートはレーザ照射によるガラスの温度上昇に耐えることができ、かつ、厚みが50〜200μmの柔軟な素材で形成するのが好ましい。
前記樹脂シートはレーザ照射によるガラスの温度上昇に耐えることができ、かつ、厚みが50〜200μmの柔軟な素材で形成するのが好ましい。
また本発明は、吸着テーブルに吸着させたガラス基板の表面を、レーザを用いてスクライブ予定ラインに沿って加熱するとともに、その加熱領域を冷媒で急冷することにより、前記ガラス基板内に生じる熱応力で前記スクライブ予定ラインの先頭部に形成したトリガを進展させて、前記ガラス基板の表面に前記スクライブ予定ラインに沿った分断用の亀裂を生じさせるスクライブ装置であって、前記吸着テーブルの吸着面が、気孔径1〜10μm、気孔率10〜40%の気孔を有する多孔質プレートで形成され、前記ガラス基板が、樹脂シート上に貼り付けられ、当該樹脂シートを下側にした状態で前記多孔質の吸着テーブルに吸着保持されるように形成されているスクライブ装置をもその特徴とする。
本発明によれば、多孔質の吸着テーブルの気孔径が1〜10μmと小さいので、この気孔の開口部と、気孔開口部のない箇所との下方への熱放散の差が小さくなり、レーザ走査過程でのガラス基板内に生じる熱応力の差が殆どなくなる。これにより、スクライブ予定ラインの全長にわたって均等に熱応力を生じさせることができ、ムラなくきれいに亀裂を形成することができる。
さらに加えて本発明では、吸着テーブルとガラス基板との間に樹脂シートを介在させることによって、レーザスクライブ時に発生する熱応力によってガラス基板が亀裂を境として左右に開こうとする力の自由度が、吸着テーブルにガラス基板を直接吸引させた場合に比べて高くなり、亀裂の形成を助長することができ、薄いガラス基板であっても確実に亀裂を形成することができるといった効果がある。
以下、本発明の詳細を図に示した一実施形態に基づき説明する。本実施例では、スクライブ対象のガラス基板として、厚みが0.03〜0.2mmのフィルム状の無アルカリガラス板が用いられる。
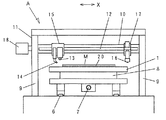
図1は本発明方法に用いられるスクライブ装置Aを示すものであって、ガラス基板Mを載置して吸着保持する吸着テーブル1を備えている。
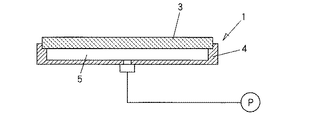
吸着テーブル1の吸着面は、図2に示すように、多数の気孔を有するセラミックやカーボンなどの多孔質プレート3で形成されている。多孔質プレート3は枠材4で保持され、下方に形成されたチャンバ5を吸引ポンプPで吸引することにより、気孔の開口部に吸引力を発生させてガラス基板Mを吸着保持するように形成されている。
多孔質プレート3の気孔径は1〜10μm、気孔率は10〜40%で形成するのが好ましく、本実施例では気孔径が5μm、気孔率が35%で形成されている。
また、吸着テーブル1は、水平なレール6に沿ってY方向(図1の前後方向)に移動できるようになっており、モータ(図示外)によって回転するネジ軸7により駆動される。さらに吸着テーブル1は、モータを内蔵する回転駆動部8により水平面内で回動できるようになっている。
吸着テーブル1の吸着面は、図2に示すように、多数の気孔を有するセラミックやカーボンなどの多孔質プレート3で形成されている。多孔質プレート3は枠材4で保持され、下方に形成されたチャンバ5を吸引ポンプPで吸引することにより、気孔の開口部に吸引力を発生させてガラス基板Mを吸着保持するように形成されている。
多孔質プレート3の気孔径は1〜10μm、気孔率は10〜40%で形成するのが好ましく、本実施例では気孔径が5μm、気孔率が35%で形成されている。
また、吸着テーブル1は、水平なレール6に沿ってY方向(図1の前後方向)に移動できるようになっており、モータ(図示外)によって回転するネジ軸7により駆動される。さらに吸着テーブル1は、モータを内蔵する回転駆動部8により水平面内で回動できるようになっている。
吸着テーブル1を挟んで設けてある両側の支持柱9、9と、X方向に水平に延びるビーム(横桟)10とを備えたブリッジ11が、吸着テーブル1上を跨ぐようにして設けられている。ビーム10には、X方向に水平に延びるガイド12が設けられている。このガイド12に、レーザスクライブを行うためのレーザ照射部13と、レーザ照射直後の加熱部分を急冷する冷媒噴射ノズル14と備えたスクライブヘッド15が取り付けられている。さらに、ガイド12には、ガラス基板Mのスクライブ予定ラインの先頭部分にトリガ(初期亀裂)を加工するためのカッターホイール16を保持するスクライブヘッド17が設けられている。スクライブヘッド15、17は、モータ18を駆動源とする移動機構(図示外)によってガイド12に沿ってX方向に移動できるようになっている。
レーザ照射部13から照射されるレーザには、CO2レーザやYAGレーザ等が用いられる。
レーザ照射部13から照射されるレーザには、CO2レーザやYAGレーザ等が用いられる。
次に、上記の装置を用いた本発明のスクライブ方法について説明する。
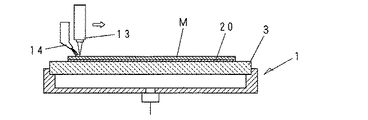
まず、ガラス基板Mを樹脂シート20上に貼り付けて、当該樹脂シート20を下側にした状態で多孔質プレート3を有する吸着テーブル1上に載置し、吸着保持させる。樹脂シート20はレーザ照射によるガラスの温度上昇に耐えることが可能で、かつ、柔軟な材料、例えばポリエチレン、ポリ塩化ビニル、ポリプロピレン、ポリエステル等の重合体樹脂から選択され、厚みは50〜200μmのものが好ましい。
まず、ガラス基板Mを樹脂シート20上に貼り付けて、当該樹脂シート20を下側にした状態で多孔質プレート3を有する吸着テーブル1上に載置し、吸着保持させる。樹脂シート20はレーザ照射によるガラスの温度上昇に耐えることが可能で、かつ、柔軟な材料、例えばポリエチレン、ポリ塩化ビニル、ポリプロピレン、ポリエステル等の重合体樹脂から選択され、厚みは50〜200μmのものが好ましい。
そして、レーザスクライブに先立って、ガラス基板M表面でスクライブ予定ラインの先端となる部分にカッターホイール16でトリガ(初期亀裂)を加工する。このトリガの加工は、ガラス基板Mの端縁から少し内側に入った位置で、カッターホイール16をガラス基板Mの表面に向かって降下させることにより形成する。トリガを加工するためのカッターホイール16として、例えば、円周稜線に沿って溝(切欠き)と刃先とが交互に形成された溝付きカッターホイールを用いるのがよい。
次いで、図3に示すように、上記トリガを起点として、スクライブ予定ラインに沿ってレーザ照射部13からレーザを走査して加熱するとともに、これに追従して冷媒噴射ノズル14から加熱領域に冷媒を噴射する。これによって、先行の加熱によって生じる圧縮応力と、次の急冷によってガラス基板Mの表面に生じる引張応力により、トリガを起点とする分断用の亀裂Sをスクライブ予定ラインに沿って形成する。このとき、ガラス基板Mは(樹脂シート20を介して)吸着テーブル1に吸着されているため、ガラス基板Mが撓むことによる引張応力の緩和は生じず、ガラス基板Mの表面に生じた引張応力は、もっぱら亀裂Sを形成するために作用する。
このレーザスクライブの際、吸着テーブル1の多孔質プレート3の気孔径は5μmと小さいので、気孔の開口部と気孔開口部のない箇所とでの下方への熱放散の差が小さくなり、レーザ走査過程でのガラス基板M内に生じる熱応力の差が殆どなくなる。これにより、スクライブ予定ラインの全長にわたって均等に熱応力を生じさせることができ、ムラなくきれいに亀裂Sを形成することができる。
特に、樹脂シート20を吸着テーブル1とガラス基板Mとの間に介在させることによって、次のような効果が得られる。
図4(a)は、樹脂シート20を吸着テーブル1とガラス基板Mとの間に介在させたものであり、図4(b)は、吸着テーブル1にガラス基板Mを直接吸着させたものである。図4(a)では、樹脂シート20が、吸着テーブル1の吸着力によって下向きの矢印で示すように強く吸引保持された状態で、レーザスクライブによりガラス基板Mが加熱及び冷却され、熱応力によってガラス基板Mに亀裂Sが形成される。このとき、ガラス基板Mには亀裂Sを境として矢印で示すように左右に開こうとする力が働くが、ガラス基板Mと吸着テーブル1との間には樹脂シート20が介在しているので、図4(b)のガラス基板Mが直接吸引されている場合に比べて、亀裂Sを中心に亀裂Sが開く方向へのガラス基板Mの変形の自由度が高くなり、亀裂Sの形成が助長される。
図4(a)は、樹脂シート20を吸着テーブル1とガラス基板Mとの間に介在させたものであり、図4(b)は、吸着テーブル1にガラス基板Mを直接吸着させたものである。図4(a)では、樹脂シート20が、吸着テーブル1の吸着力によって下向きの矢印で示すように強く吸引保持された状態で、レーザスクライブによりガラス基板Mが加熱及び冷却され、熱応力によってガラス基板Mに亀裂Sが形成される。このとき、ガラス基板Mには亀裂Sを境として矢印で示すように左右に開こうとする力が働くが、ガラス基板Mと吸着テーブル1との間には樹脂シート20が介在しているので、図4(b)のガラス基板Mが直接吸引されている場合に比べて、亀裂Sを中心に亀裂Sが開く方向へのガラス基板Mの変形の自由度が高くなり、亀裂Sの形成が助長される。
図5は、気孔径5μmの多孔質プレート3を有する吸着テーブル1にガラス基板Mを直接吸着させた場合(図5a)と、樹脂シート20を介在させて吸着させた場合(図5b)のレーザスクライブの実験結果を示す表である。それぞれレーザの出力と走査速度を変え、ガラス基板Mの厚みを0.145mm、0.1mm、0.07mmとして発明者等が実験を行った。ガラス基板Mは無アルカリガラスを用い、周波数25kHzのレーザを使用した。なお、図においてハッチングで示した部分は正常に亀裂が形成された領域を示すものである。
実験の結果、図5aの場合は、ハッチングで示す正常領域部分が少なく、特に、厚み0.07mmでは殆ど正常に亀裂が形成されなかったのに対し、図5bの場合は、最薄の0.07mmのものを含め、全ての実験で広範囲において亀裂を正常に形成することができた。これは、上記したレーザスクライブ時のガラス基板Mの亀裂Sが開く方向への変形の自由度が高くなり、亀裂Sの開裂が容易になったことに起因したものと考えられる。
実験の結果、図5aの場合は、ハッチングで示す正常領域部分が少なく、特に、厚み0.07mmでは殆ど正常に亀裂が形成されなかったのに対し、図5bの場合は、最薄の0.07mmのものを含め、全ての実験で広範囲において亀裂を正常に形成することができた。これは、上記したレーザスクライブ時のガラス基板Mの亀裂Sが開く方向への変形の自由度が高くなり、亀裂Sの開裂が容易になったことに起因したものと考えられる。
なお、本実施例では、レーザスクライブによって形成される亀裂Sは、完全分断ではなくガラス基板Mの厚み全体の80〜95%の深さを目標値としたが、亀裂Sを厚み全体に浸透させて完全分断するようにしてもよい。
以上、本発明の代表的な実施例について説明したが、本発明は必ずしも上記の実施形態に特定されるものでなく、その目的を達成し、請求の範囲を逸脱しない範囲内で適宜修正、変更することが可能である。
本発明は、主として厚みが0.03〜0.2mmといった薄いガラス基板に分断用の亀裂を形成するレーザスクライブに利用される。
A スクライブ装置
M ガラス基板
S 亀裂
1 吸着テーブル
3 多孔質プレート
13 レーザ照射部
14 冷媒噴射ノズル
20 樹脂シート
M ガラス基板
S 亀裂
1 吸着テーブル
3 多孔質プレート
13 レーザ照射部
14 冷媒噴射ノズル
20 樹脂シート
Claims (4)
- 吸着テーブルに吸着させたガラス基板の表面を、レーザを用いてスクライブ予定ラインに沿って加熱するとともに、その加熱領域を冷媒で急冷することにより、前記ガラス基板内に生じる熱応力で前記スクライブ予定ラインの先頭部に形成したトリガを進展させて、前記ガラス基板の表面に前記スクライブ予定ラインに沿った分断用の亀裂を生じさせるスクライブ方法であって、
前記吸着テーブルの吸着面を、気孔径1〜10μm、気孔率10〜40%の気孔を有する多孔質プレートで形成し、
前記ガラス基板を樹脂シート上に貼り付け、当該樹脂シートを下側にして、前記ガラス基板を前記多孔質の吸着テーブル上に吸着保持させた状態でレーザスクライブすることにより、前記スクライブ予定ラインに沿って前記亀裂を形成することを特徴とするスクライブ方法。 - 前記樹脂シートの材料がポリエチレン、ポリ塩化ビニル、ポリプロピレン、ポリエステルの重合体樹脂から選択され、厚みが50〜200μmである請求項1に記載のスクライブ方法。
- 前記ガラス基板の厚みが0.03〜0.2mmである請求項1又は請求項2に記載のスクライブ方法。
- 吸着テーブルに吸着させたガラス基板の表面を、レーザを用いてスクライブ予定ラインに沿って加熱するとともに、その加熱領域を冷媒で急冷することにより、前記ガラス基板内に生じる熱応力で前記スクライブ予定ラインの先頭部に形成したトリガを進展させて、前記ガラス基板の表面に前記スクライブ予定ラインに沿った分断用の亀裂を生じさせるスクライブ装置であって、
前記吸着テーブルの吸着面が、気孔径1〜10μm、気孔率10〜40%の気孔を有する多孔質プレートで形成され、
前記ガラス基板が、樹脂シート上に貼り付けられ、当該樹脂シートを下側にした状態で前記多孔質の吸着テーブルに吸着保持されるように形成されているスクライブ装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150158798A KR20160057334A (ko) | 2014-11-13 | 2015-11-12 | 스크라이브 방법 그리고 스크라이브 장치 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014230342 | 2014-11-13 | ||
| JP2014230342 | 2014-11-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016102048A true JP2016102048A (ja) | 2016-06-02 |
Family
ID=55981525
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015208748A Pending JP2016102048A (ja) | 2014-11-13 | 2015-10-23 | スクライブ方法並びにスクライブ装置 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2016102048A (ja) |
| KR (1) | KR20160057334A (ja) |
| CN (1) | CN105601093A (ja) |
| TW (1) | TW201623173A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019049646A1 (ja) * | 2017-09-08 | 2019-03-14 | 日本電気硝子株式会社 | ガラスフィルムの製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7143021B2 (ja) * | 2018-07-09 | 2022-09-28 | 株式会社ディスコ | ポーラスチャックテーブル、ポーラスチャックテーブルの製造方法、及び、加工装置 |
| CN111941124A (zh) * | 2020-08-17 | 2020-11-17 | 深圳市大富方圆成型技术有限公司 | 工装夹具及机床 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001170786A (ja) * | 1999-12-10 | 2001-06-26 | Hitachi Cable Ltd | 非金属材料基板の加工方法及びその装置 |
| JP2009045926A (ja) * | 2007-07-12 | 2009-03-05 | Jenoptik Automatisierungstechnik Gmbh | レーザーによって脆い物質で作られた平行平面板を複数の個々のプレートに分割する方法及び装置 |
| JP2010142891A (ja) * | 2008-12-17 | 2010-07-01 | Linkstar Japan Co Ltd | 基板テーブルおよびそれを用いたレーザ加工装置 |
| JP2010232603A (ja) * | 2009-03-30 | 2010-10-14 | Mitsuboshi Diamond Industrial Co Ltd | 基板固定装置 |
| JP2011144092A (ja) * | 2010-01-18 | 2011-07-28 | Nippon Electric Glass Co Ltd | 板状ガラスの切断方法及びその切断装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007242787A (ja) * | 2006-03-07 | 2007-09-20 | Disco Abrasive Syst Ltd | ウエーハの分割方法 |
| JP2007290304A (ja) * | 2006-04-27 | 2007-11-08 | Casio Comput Co Ltd | 脆性シート材分断方法及びその装置 |
| CN101809718A (zh) * | 2007-12-20 | 2010-08-18 | 立山机械股份有限公司 | 黏着材的黏着方法及黏着装置 |
| JP5246583B2 (ja) * | 2008-02-29 | 2013-07-24 | 旭硝子株式会社 | ガラス基板吸着テーブル、及びガラス基板加工方法 |
| JP5627201B2 (ja) * | 2009-06-17 | 2014-11-19 | 三星ダイヤモンド工業株式会社 | 脆性材料基板の割断方法 |
| JP5669001B2 (ja) * | 2010-07-22 | 2015-02-12 | 日本電気硝子株式会社 | ガラスフィルムの割断方法、ガラスロールの製造方法、及びガラスフィルムの割断装置 |
| JP5437333B2 (ja) * | 2011-08-30 | 2014-03-12 | 三星ダイヤモンド工業株式会社 | ガラス基板のスクライブ方法及び加工装置 |
-
2015
- 2015-10-23 JP JP2015208748A patent/JP2016102048A/ja active Pending
- 2015-11-12 KR KR1020150158798A patent/KR20160057334A/ko not_active Withdrawn
- 2015-11-13 CN CN201510778518.2A patent/CN105601093A/zh not_active Withdrawn
- 2015-11-13 TW TW104137599A patent/TW201623173A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001170786A (ja) * | 1999-12-10 | 2001-06-26 | Hitachi Cable Ltd | 非金属材料基板の加工方法及びその装置 |
| JP2009045926A (ja) * | 2007-07-12 | 2009-03-05 | Jenoptik Automatisierungstechnik Gmbh | レーザーによって脆い物質で作られた平行平面板を複数の個々のプレートに分割する方法及び装置 |
| JP2010142891A (ja) * | 2008-12-17 | 2010-07-01 | Linkstar Japan Co Ltd | 基板テーブルおよびそれを用いたレーザ加工装置 |
| JP2010232603A (ja) * | 2009-03-30 | 2010-10-14 | Mitsuboshi Diamond Industrial Co Ltd | 基板固定装置 |
| JP2011144092A (ja) * | 2010-01-18 | 2011-07-28 | Nippon Electric Glass Co Ltd | 板状ガラスの切断方法及びその切断装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019049646A1 (ja) * | 2017-09-08 | 2019-03-14 | 日本電気硝子株式会社 | ガラスフィルムの製造方法 |
| JP2019048734A (ja) * | 2017-09-08 | 2019-03-28 | 日本電気硝子株式会社 | ガラスフィルムの製造方法 |
| CN110740979A (zh) * | 2017-09-08 | 2020-01-31 | 日本电气硝子株式会社 | 玻璃薄膜的制造方法 |
| KR20200050910A (ko) * | 2017-09-08 | 2020-05-12 | 니폰 덴키 가라스 가부시키가이샤 | 유리 필름의 제조 방법 |
| TWI763915B (zh) * | 2017-09-08 | 2022-05-11 | 日商日本電氣硝子股份有限公司 | 玻璃膜的製造方法 |
| CN110740979B (zh) * | 2017-09-08 | 2022-05-27 | 日本电气硝子株式会社 | 玻璃薄膜的制造方法 |
| KR102464023B1 (ko) | 2017-09-08 | 2022-11-07 | 니폰 덴키 가라스 가부시키가이샤 | 유리 필름의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160057334A (ko) | 2016-05-23 |
| CN105601093A (zh) | 2016-05-25 |
| TW201623173A (zh) | 2016-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5437333B2 (ja) | ガラス基板のスクライブ方法及び加工装置 | |
| JP5325209B2 (ja) | 脆性材料基板の加工方法 | |
| TWI629249B (zh) | Method for cutting tempered glass sheets | |
| CN106458693B (zh) | 用于在柔性薄玻璃中切割多个半径的方法和设备 | |
| KR20160107227A (ko) | 가요성 얇은 유리의 자유-형상 절단을 위한 방법 및 장치 | |
| JP5314674B2 (ja) | 脆性材料基板の加工方法 | |
| WO2006070825A1 (ja) | 脆性材料基板の分断方法および基板分断システム | |
| JP2011194644A (ja) | 脆性材料基板の加工方法およびこれに用いるレーザ加工装置 | |
| JP2015209357A (ja) | ブレイク方法並びにブレイク装置 | |
| KR20160038820A (ko) | 브레이크 방법 그리고 브레이크 장치 | |
| KR20160038821A (ko) | 브레이크 방법 그리고 브레이크 장치 | |
| WO2013151074A1 (ja) | ガラスフィルムの割断方法及びガラスフィルム積層体 | |
| JP2016102048A (ja) | スクライブ方法並びにスクライブ装置 | |
| JP2017014032A (ja) | スクライブ方法並びにスクライブ装置 | |
| JP2017014031A (ja) | スクライブ方法並びにスクライブ装置 | |
| JP5076662B2 (ja) | 脆性材料の割断方法およびその装置 | |
| WO2009128315A1 (ja) | 脆性材料基板の加工方法 | |
| JP2010173316A (ja) | スクライブ加工装置及びスクライブ加工方法 | |
| CN102951837A (zh) | 玻璃基板刻划方法 | |
| JP5993684B2 (ja) | 脆性材料基板の分断方法及びスクライブ装置 | |
| JP2014152068A (ja) | 強化ガラス基板のスクライブ方法並びにスクライブ装置 | |
| JP2015085599A (ja) | レーザブレイク装置 | |
| JP2008062547A (ja) | レーザ照射による脆性材板割断の方法および装置。 | |
| JP2014065629A (ja) | 脆性材料基板の分断方法及びスクライブ装置 | |
| JP6445863B2 (ja) | 脆性材料の板材の分断方法及び分断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181001 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190820 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200303 |