JP2016102784A - 高温測定装置、該高温測定装置の較正方法、及び三次元ワークピースの製造装置 - Google Patents
高温測定装置、該高温測定装置の較正方法、及び三次元ワークピースの製造装置 Download PDFInfo
- Publication number
- JP2016102784A JP2016102784A JP2015210383A JP2015210383A JP2016102784A JP 2016102784 A JP2016102784 A JP 2016102784A JP 2015210383 A JP2015210383 A JP 2015210383A JP 2015210383 A JP2015210383 A JP 2015210383A JP 2016102784 A JP2016102784 A JP 2016102784A
- Authority
- JP
- Japan
- Prior art keywords
- light
- light guides
- substrate
- temperature measuring
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/02—Constructional details
- G01J5/08—Optical arrangements
- G01J5/0818—Waveguides
- G01J5/0821—Optical fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/0003—Radiation pyrometry, e.g. infrared or optical thermometry for sensing the radiant heat transfer of samples, e.g. emittance meter
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/0037—Radiation pyrometry, e.g. infrared or optical thermometry for sensing the heat emitted by liquids
- G01J5/004—Radiation pyrometry, e.g. infrared or optical thermometry for sensing the heat emitted by liquids by molten metals
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/02—Constructional details
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/02—Constructional details
- G01J5/04—Casings
- G01J5/047—Mobile mounting; Scanning arrangements
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/02—Constructional details
- G01J5/07—Arrangements for adjusting the solid angle of collected radiation, e.g. adjusting or orienting field of view, tracking position or encoding angular position
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/02—Constructional details
- G01J5/08—Optical arrangements
- G01J5/0813—Planar mirrors; Parallel phase plates
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/02—Constructional details
- G01J5/08—Optical arrangements
- G01J5/0896—Optical arrangements using a light source, e.g. for illuminating a surface
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/52—Radiation pyrometry, e.g. infrared or optical thermometry using comparison with reference sources, e.g. disappearing-filament pyrometer
- G01J5/53—Reference sources, e.g. standard lamps; Black bodies
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/60—Radiation pyrometry, e.g. infrared or optical thermometry using determination of colour temperature
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/60—Radiation pyrometry, e.g. infrared or optical thermometry using determination of colour temperature
- G01J5/602—Radiation pyrometry, e.g. infrared or optical thermometry using determination of colour temperature using selective, monochromatic or bandpass filtering
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/80—Calibration
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01J—MEASUREMENT OF INTENSITY, VELOCITY, SPECTRAL CONTENT, POLARISATION, PHASE OR PULSE CHARACTERISTICS OF INFRARED, VISIBLE OR ULTRAVIOLET LIGHT; COLORIMETRY; RADIATION PYROMETRY
- G01J5/00—Radiation pyrometry, e.g. infrared or optical thermometry
- G01J5/80—Calibration
- G01J5/806—Calibration by correcting for reflection of the emitter radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/41—Radiation means characterised by the type, e.g. laser or electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Analytical Chemistry (AREA)
- Automation & Control Theory (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Radiation Pyrometers (AREA)
- Producing Shaped Articles From Materials (AREA)
- Powder Metallurgy (AREA)
- Measuring Temperature Or Quantity Of Heat (AREA)
Abstract
Description
Claims (15)
- 三次元ワークピースの製造装置で使用される高温測定装置であって、
検出面(38)の異なる複数の個所を通って検出方向に放出される熱放射線を受けるように構成される高温測定ユニット(10)と、
基板(14)と複数の光導体(16)とを備える較正手段(12)を有し、該複数の光導体の各々は前記光導体(16)の中に光を接続する第1の端部(18)と前記光導体(16)から光を放出する第2の端部(20)とを備え、該第2の端部(20)は前記基板(14)に固定されており、
前記基板(14)は、前記高温測定装置を較正する状態において、前記複数の光導体(16)の第2の端部(20)が前記検出面(38)内に配置され、かつ、前記検出方向に光を放出するように、前記高温測定ユニット(10)に関して取り外し可能に配置されるように適合されたものであることを特徴とする高温測定装置。 - 前記基板(14)は平板形状であり、
前記複数の光導体(16)の第2の端部(20)は、前記平板形状の基板(14)の上面(28)に一致する平面内に配置されるものであることを特徴とする請求項1に記載の高温測定装置。 - 前記複数の光導体(16)の各々は、前記基板(14)内の貫通孔(20)を通るように方向づけられるものであることを特徴とする請求項1又は請求項2に記載の高温測定装置。
- 前記複数の光導体(16)の第2の端部(20)は、前記較正する状態において、各々の光導体(16)の光の主な放出方向が前記高温測定ユニット(10)の検出方向に一致するように前記基板(14)に固定されるものであることを特徴とする請求項1から請求項3のいずれか一項に記載の高温測定装置。
- 前記複数の光導体(16)の第2の端部(20)は、前記較正する状態において、前記第2の端部が前記高温測定ユニット(10)の検出方向に方位を合わせられるように前記基板(14)に固定されるものであることを特徴とする請求項4に記載の高温測定装置。
- 前記複数の光導体(16)の第2の端部(20)は、前記基板(14)に行列の形状に配置されるものであることを特徴とする請求項1から請求項5のいずれか一項に記載の高温測定装置。
- さらに、前記複数の第1の端部(18)を通して前記複数の光導体(16)の各々の中に光を接続するように適合された光源(24)を有し、
前記複数の光導体(16)の各々の中に接続される光の強度が実質的に同じであることを特徴とする請求項1から請求項6のいずれか一項に記載の高温測定装置。 - 前記複数の光導体(16)はガラス繊維であり、
前記複数の光導体(16)の第1の端部(18)は、束の形状で相互に隣接して配置されるものであることを特徴とする請求項1から請求項7のいずれか一項に記載の高温測定装置。 - 前記複数の光導体(16)の各々は同じ長さであることを特徴とする請求項1から請求項8のいずれか一項に記載の高温測定装置。
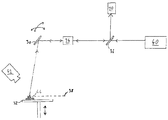
- 三次元ワークピースの製造装置であって、
キャリア(32)と、
前記キャリア(32)上に原材料粉末を塗布する粉末塗布手段(42)と、
前記キャリア(32)の表面上に塗布された原材料粉末に電磁放射線又は粒子放射線を選択的に照射する照射手段(40)と、
請求項1から請求項9のいずれか一項に記載の高温測定装置とを有し、
前記高温測定装置の検出面(38)は、前記キャリア(32)上に形成される照射面に一致するものであることを特徴とする三次元ワークピースの製造装置。 - 前記較正する状態において、
前記基板(14)、前記複数の光導体(16)、及び前記光源(24)が、前記装置の密封されたチャンバー内部に配置されるものであることを特徴とする請求項10に記載の装置。 - 前記照射手段(40)は、レーザービームを放出するように構成されるレーザー光源と、前記照射面(38)の複数の所定の個所に前記レーザービームを向けるように構成される光指向ユニット(30)とを有するものであることを特徴とする請求項10又は請求項11に記載の装置。
- 前記光指向ユニット(30)は、前記検出面(38)の異なる複数の個所を通って放出される熱放射線を高温測定ユニット(10)へ向けるように構成されるものであり、
前記検出面(38)の各々の個所における検出方向が、前記レーザービームの入射方向と反対であることを特徴とする請求項12に記載の装置。 - 三次元ワークピースの製造装置で使用される高温測定装置の較正方法であって、
検出面(38)の異なる複数の個所を通って検出方向に放出される熱放射線を受けるように構成される高温測定ユニット(10)に関して較正手段(12)を取り外し可能に配置する工程であって、前記較正手段(12)に、基板(14)と複数の光導体(16)とを設け、該複数の光導体の各々は前記光導体(16)の中に光を接続する第1の端部(18)と前記光導体(16)から光を放出する第2の端部(20)とを備えており、前記第2の端部(20)を前記基板(14)に固定し、前記複数の光導体(16)の第2の端部(20)を前記検出面(38)内に配置するように構成した前記較正手段を配置する工程と、
前記複数の第1の端部(18)を通して前記複数の光導体(16)の各々の中に光を接続する工程と、
前記複数の光導体(16)の第2の端部(20)の各々を通って前記検出方向(38)に放出される光の強度を前記高温測定ユニット(10)によって個別に測定する工程と、
前記強度測定の結果に基づいて、前記高温測定ユニット(10)を較正する工程とを有することを特徴とする方法。 - 前記複数の光導体(16)の各々の中に接続される光の強度は、実質的に同じであることを特徴とする請求項14に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14194378.7 | 2014-11-21 | ||
| EP14194378.7A EP3023757B1 (en) | 2014-11-21 | 2014-11-21 | Pyrometric detection device, method for calibrating the same, and apparatus for producing three-dimensional work pieces |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016102784A true JP2016102784A (ja) | 2016-06-02 |
| JP6158893B2 JP6158893B2 (ja) | 2017-07-05 |
Family
ID=51945772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015210383A Active JP6158893B2 (ja) | 2014-11-21 | 2015-10-27 | 高温測定装置、該高温測定装置の較正方法、及び三次元ワークピースの製造装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9903762B2 (ja) |
| EP (1) | EP3023757B1 (ja) |
| JP (1) | JP6158893B2 (ja) |
| CN (1) | CN105628210B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106142287A (zh) * | 2016-07-06 | 2016-11-23 | 陈嘉玲 | 一种具有自动报警提示功能的新型3d打印机 |
| CN109383026A (zh) * | 2017-08-09 | 2019-02-26 | Cl产权管理有限公司 | 用于添加式地制造三维物体的设备 |
| JP2019137036A (ja) * | 2018-02-09 | 2019-08-22 | コンセプト・レーザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 3次元の物体を付加製造する少なくとも1つの装置を較正する方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3243583B1 (en) | 2016-05-13 | 2019-05-08 | SLM Solutions Group AG | Apparatus and method for associating a position in a construction data set with a position in a building section of the apparatus |
| DE102016223215A1 (de) | 2016-11-23 | 2018-05-24 | Trumpf Laser- Und Systemtechnik Gmbh | Bestrahlungseinrichtung und Bearbeitungsmaschine damit |
| EP3508334A1 (en) * | 2018-01-08 | 2019-07-10 | CL Schutzrechtsverwaltungs GmbH | Apparatus for additively manufacturing of three-dimensional objects |
| JP7066557B2 (ja) * | 2018-07-12 | 2022-05-13 | 東京エレクトロン株式会社 | 温度測定センサ、温度測定システム、および、温度測定方法 |
| EP3626437A1 (en) * | 2018-09-21 | 2020-03-25 | Concept Laser GmbH | Method for calibrating an apparatus for additively manufacturing threedimensional objects |
| JP7165603B2 (ja) * | 2019-03-04 | 2022-11-04 | 三菱重工業株式会社 | 積層体成形装置の校正部材、積層体成形装置及び積層体成形方法 |
| WO2025069363A1 (en) | 2023-09-29 | 2025-04-03 | Nikon Corporation | Beam scanning apparatus, processing apparatus, and processing method |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998053286A1 (en) * | 1997-05-22 | 1998-11-26 | Applied Materials, Inc. | Pyrometer calibration using multiple light sources |
| JP2006502387A (ja) * | 2002-10-03 | 2006-01-19 | エイビービー インコーポレイテッド | 赤外線測定装置、及び、製造工程への赤外線測定装置のオンライン適用方法 |
| JP2006053127A (ja) * | 2004-08-13 | 2006-02-23 | Three D Syst Inc | レーザー焼結用非接触型温度センサーの連続校正 |
| JP2010508534A (ja) * | 2006-11-04 | 2010-03-18 | トルンプフ ヴェルクツォイクマシーネン ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト | 材料加工時にプロセス監視を行うための方法および装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5156461A (en) * | 1991-05-17 | 1992-10-20 | Texas Instruments Incorporated | Multi-point pyrometry with real-time surface emissivity compensation |
| US5762419A (en) * | 1995-07-26 | 1998-06-09 | Applied Materials, Inc. | Method and apparatus for infrared pyrometer calibration in a thermal processing system |
| US6391251B1 (en) * | 1999-07-07 | 2002-05-21 | Optomec Design Company | Forming structures from CAD solid models |
| US7734439B2 (en) * | 2002-06-24 | 2010-06-08 | Mattson Technology, Inc. | System and process for calibrating pyrometers in thermal processing chambers |
-
2014
- 2014-11-21 EP EP14194378.7A patent/EP3023757B1/en active Active
-
2015
- 2015-10-27 JP JP2015210383A patent/JP6158893B2/ja active Active
- 2015-11-13 US US14/940,838 patent/US9903762B2/en active Active
- 2015-11-13 CN CN201510777582.9A patent/CN105628210B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998053286A1 (en) * | 1997-05-22 | 1998-11-26 | Applied Materials, Inc. | Pyrometer calibration using multiple light sources |
| JP2009042248A (ja) * | 1997-05-22 | 2009-02-26 | Applied Materials Inc | 複数の光源を用いたパイロメータの校正 |
| JP2006502387A (ja) * | 2002-10-03 | 2006-01-19 | エイビービー インコーポレイテッド | 赤外線測定装置、及び、製造工程への赤外線測定装置のオンライン適用方法 |
| JP2006053127A (ja) * | 2004-08-13 | 2006-02-23 | Three D Syst Inc | レーザー焼結用非接触型温度センサーの連続校正 |
| JP2010508534A (ja) * | 2006-11-04 | 2010-03-18 | トルンプフ ヴェルクツォイクマシーネン ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト | 材料加工時にプロセス監視を行うための方法および装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106142287A (zh) * | 2016-07-06 | 2016-11-23 | 陈嘉玲 | 一种具有自动报警提示功能的新型3d打印机 |
| CN106142287B (zh) * | 2016-07-06 | 2019-01-11 | 嘉兴钛胺新材料科技有限公司 | 一种具有自动报警提示功能的3d打印机 |
| CN109383026A (zh) * | 2017-08-09 | 2019-02-26 | Cl产权管理有限公司 | 用于添加式地制造三维物体的设备 |
| JP2019031069A (ja) * | 2017-08-09 | 2019-02-28 | ツェーエル・シュッツレヒツフェアヴァルトゥングス・ゲゼルシャフト・ミト・べシュレンクテル・ハフツング | 三次元物体の付加的製造装置、その装置の動作方法及びその装置用評価機器 |
| CN109383026B (zh) * | 2017-08-09 | 2022-01-28 | Cl产权管理有限公司 | 用于添加式地制造三维物体的设备 |
| JP2019137036A (ja) * | 2018-02-09 | 2019-08-22 | コンセプト・レーザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 3次元の物体を付加製造する少なくとも1つの装置を較正する方法 |
| US11426941B2 (en) | 2018-02-09 | 2022-08-30 | Concept Laser Gmbh | Method for calibrating at least one apparatus for additively manufacturing three-dimensional objects |
Also Published As
| Publication number | Publication date |
|---|---|
| US20160146671A1 (en) | 2016-05-26 |
| EP3023757A1 (en) | 2016-05-25 |
| CN105628210A (zh) | 2016-06-01 |
| JP6158893B2 (ja) | 2017-07-05 |
| CN105628210B (zh) | 2018-12-25 |
| US9903762B2 (en) | 2018-02-27 |
| EP3023757B1 (en) | 2019-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6158893B2 (ja) | 高温測定装置、該高温測定装置の較正方法、及び三次元ワークピースの製造装置 | |
| JP7126012B2 (ja) | 校正デバイスを備えた製品の付加製造のための装置及びこの装置の校正方法 | |
| CN109937100B (zh) | 用于校准扫描装置的方法和加工机 | |
| JP7538722B2 (ja) | マルチビーム照射システムを整列する方法 | |
| KR101533588B1 (ko) | 발광 소자 불량 검출 장치 및 방법 | |
| KR101987506B1 (ko) | 측정 장치 및 측정 방법 | |
| US20150202713A1 (en) | Method for managing quality of laser cladding processing, and laser cladding processing device | |
| US20190061253A1 (en) | Apparatus for additively manufacturing of three-dimensional objects | |
| KR102039200B1 (ko) | 레이저 회절을 통해 3d 반도체 구조물의 온도를 측정하는 장치 및 방법 | |
| US20250340010A1 (en) | Apparatus for additively manufacturing three-dimensional objects | |
| EP3611008A1 (en) | Apparatus for additively manufacturing three-dimensional objects | |
| EP2796857A1 (en) | Optical non-destructive inspection apparatus and optical non-destructive inspection method | |
| CN109895395B (zh) | 用于添加式地制造三维物体的设备 | |
| ES2746359T3 (es) | Método de conformación tridimensional | |
| JP2019109052A (ja) | X線回折測定装置 | |
| JP7806246B2 (ja) | 光学系を較正する方法及び装置 | |
| JP6727724B2 (ja) | ウエハ位置計測装置及びウエハ位置計測方法 | |
| JP2019020379A (ja) | 光学非破壊検査方法及び光学非破壊検査装置 | |
| JP6600929B1 (ja) | X線回折測定装置システム及びx線回折測定装置 | |
| US20240316690A1 (en) | Method for calibrating a sensor for monitoring a melt pool in an additive manufacturing machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170523 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170608 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6158893 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |