JP2016105363A - 圧着端子の製造方法、圧着端子の製造装置、端子金具、圧着端子、及びワイヤハーネス - Google Patents
圧着端子の製造方法、圧着端子の製造装置、端子金具、圧着端子、及びワイヤハーネス Download PDFInfo
- Publication number
- JP2016105363A JP2016105363A JP2014243122A JP2014243122A JP2016105363A JP 2016105363 A JP2016105363 A JP 2016105363A JP 2014243122 A JP2014243122 A JP 2014243122A JP 2014243122 A JP2014243122 A JP 2014243122A JP 2016105363 A JP2016105363 A JP 2016105363A
- Authority
- JP
- Japan
- Prior art keywords
- transition
- width direction
- terminal
- crimp terminal
- crimp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Manufacturing Of Electrical Connectors (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Abstract
Description
従って、前記突合せ端部同士の境界部分において、内部にピンホール等の溶接不良が生じることがなく、突合せ端部同士を確実に溶接することができる。
この発明により、確実に、前記突合せ端部同士が幅方向に面接触するとともに、トランジション部の幅方向の中央部分と重合するように曲げ加工することができる。
そして、前記一対の整形プレス型のうち、前記バレル片をプレスする側の整形プレス型により、前記バレル片における少なくとも前記突合せ端部をプレスすることで、圧縮プレス型により、トランジション部の幅方向の中央部分に対して跳ね上がるように変形した前記突合せ端部を、前記突合せ端部同士が幅方向に面接触するとともに、トランジション部の幅方向の中央部分と重合するように整形することができる。
この発明により、確実に、前記突合せ端部同士が幅方向に面接触するとともに、トランジション部の幅方向の中央部分と重合するように曲げ加工することができる。
また、プレスされる前記トランジション部を幅方向に規制する規制部を設けることによって、プレスされるトランジション部が規制部によって幅方向に広がることを規制できるとともに、トランジション部を構成する板材の幅方向の伸びも規制でき、トランジション部の前記突合せ端部同士が幅方向に確実に面接触した状態を構成することができる。
これにより、優れた止水性、強度を確保したトランジション部を備えた圧着端子とすることができる。
これにより、優れた止水性、強度を確保した接続構造体を備えたワイヤハーネスとすることができる。
図1(a)は圧着端子10と導体先端部510Tの斜視図であり、図1(b)は図1(a)中のA−A線で切断した切断面を示す一部拡大図であり、図2は端子連結帯300の端子金具10A、及びその近傍の平面図を示している。
圧着端子10は、図2に示すように、金属条として例えば、表面が錫メッキ(Snメッキ)された黄銅等の銅合金条(図示せず)を打ち抜いた端子連結帯300におけるキャリア長手方向において所定間隔ごとに配設され、キャリア幅方向Wcの一端側から、図2乃至図5に示す繋ぎ部310を介して、キャリア幅方向の外側へ向けて突出した複数の端子金具10Aに対して後述する各種加工を行い、最終的に、キャリア320から分断して形成される。
一方側上面部230と他方側上面部231とは、ボックス部20を構成する各面部間を周方向に折り曲げて直方体形状に構成した際に、互いに重合し、上面部23を構成する。
封止部50は、図1(b)に示すように、端子軸方向Lに対する直交断面が、前方から視て上下方向(厚み方向H)に対して幅方向Wが広く、且つ下方へ向けて凸の横断面略U字状に形成している。
なお、圧着部60は、電線先端部500Tにおける少なくとも後述する導体先端部510Tを挿入可能な内部空間を備えていれば特にその深さは限定しない。
また、図1(a)に示すように、圧着部60とトランジション部40に形成した封止部50とは端子軸方向Lに沿って連続して一体に形成している。
なお、封止部50の端子軸方向Lの所定箇所には、図示しないが、端子軸方向Lに沿って形成した溶接部80に交差する方向に溶接した端子軸方向交差溶接部を形成してもよい。
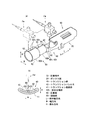
底上げ加工は、ボックス部20の底面部21、及び圧着部60の底面部61の高さに対してトランジション底面部41を段状に底上げする加工であり、図3(a)に示すように、第2立ち上げ工程を行うための凸状の押上げ型212と該押上げ型212の凸状に対応する凹状の押上受け型211とで構成したトランジション押上げ型210を備えた圧着端子の製造装置200を用いて行う。
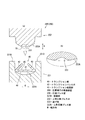
圧縮プレス型220は、トランジション部40に対して上側に配置した上側圧縮プレス型222と、トランジション部40に対して下側に配置した下側圧縮プレス型221との一対を備えて構成している。
上側圧縮プレス型222の下面は、曲げ返したトランジションバレル片42をプレスする上側圧縮プレス面222Aを備え、該上側圧縮プレス面222Aは、横断面形状が、幅方向Wの中央が外側に対して下方に略孤状に突出する凸状に形成している(図5(a)参照)。
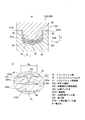
具体的には、整形プレス工程では、図7(a)に示すように、圧着端子の製造装置200に備えた、整形プレス型230を用いてトランジション部40をプレスする。
上側整形プレス型232と下側整形プレス型231とは、いずれも少なくともトランジション部40の端子軸方向Lの長さに相当する厚み(奥行き方向の長さ)に形成している。
なお、上側整形プレス面232Aには、上側圧縮プレス面222Aのように逃げ部223を形成せずに幅方向Wの全体を滑らかな孤状に突出する凸形状で形成している。
具体的には、図7(a)に示すように、両側壁部231Bの間に形成された下側整形プレス面231Aに、圧縮プレス工程後のトランジション部40をトランジション底面部41が対向するように配置し、図7(b)に示すように、例えば、上側整形プレス型232を下側整形プレス面231Aの側へ降下させ、上側整形プレス面232Aを両側壁部231Bの間に挿入して、てトランジション部40を上下両側からカシめるようにプレスする。
溶接工程では、図8(a),(b)に示すように、ファイバーレーザー溶接装置Fwを圧着部60、及び封止部50におけるそれぞれのバレル片の突合せ端部同士62t,62t、及び42t,42tの境界部分に対して、例えば、圧着端子10の基端側(キャリア320側)から先端側へ(ボックス部20側)スライドさせながら一対の突合せ端部同士62t,62t、及び42t,42tを溶接することで溶接部80を形成する。
上述した工程を経て形成した圧着端子10は、図示しないが端子連結帯300における繋ぎ部310においてキャリア320に対して切断して形成することができる。
上述したように、本実施形態の圧着端子の製造方法は、端子軸方向Lの各側に備えたボックス部20と圧着部60とを連結するトランジション部40において、該トランジション部40に備えたトランジションバレル片同士42,42を幅方向Wに突き合わさるように曲げ返して幅方向Wの中央部分に有するトランジション底面部41と重合させる圧着端子の製造方法において、トランジションバレル片42が突き合わさる突合せ端部42tを除く部分をプレスする圧縮プレス工程と、トランジション部40における少なくとも突合せ端部42tをプレスする整形プレス工程とをこの順で行うため、トランジション部40に封止部50を形成する際に、プレス工程により板状の曲げ加工前の該トランジション部40を曲げ加工した場合であっても、曲げ返したトランジションバレル片42の突合せ端部同士42t,42tが隙間なく、幅方向Wにおいて端面42ta,42taが面接触した状態に曲げ加工することができる。
また、プレスされるトランジション部40を幅方向Wに規制する側壁部221B(側壁部231B)を圧縮プレス型220(整形プレス型230)ni設けることによって、側壁部221B(側壁部231B)によってプレスされるトランジション部40が幅方向Wに広がることを規制できるとともに、トランジション部40を構成する板材の幅方向Wの伸びも規制でき、トランジション部40の突合せ端部同士42t,42tが幅方向Wに確実に面接触した状態を構成することができる。
その結果、封止部50は、圧着部60の先端側から水分が浸入することを防止できるとともに、中折れ等に耐え得る強度を有した強度とすることができる。
幅方向の中央部分はトランジション底面部41に対応し、
バレル片はトランジションバレル片42,42Pに対応し、
バレル片をプレスする側の圧縮プレス型は上側圧縮プレス型222に対応し、
突合せ端部に対して凹状となる逃げ部が形成されたプレス面は上側圧縮プレス面222Aに対応し、
バレル片をプレスする側の整形プレス型は上側整形プレス型232に対応し、
規制部は側壁部221B,231Bに対応し、
少なくとも前記突合せ端部をプレスするプレス面は整形プレス面に対応するも、この発明は、上述した実施形態に限らず、その他にも様々な実施形態で形成することができる。
10A、10AP…端子金具
20…ボックス部
40,40P…トランジション部
42,42P…トランジションバレル片
41…トランジション底面部
42t,42Pt…突合せ端部
45P…トランジション部の厚み方向の他方の面
46P…トランジション部の厚み方向の一方の面
60…圧着部
80…溶接部
200…圧着端子の製造装置
220…圧縮プレス型
230…整形プレス型
221B,231B…側壁部
222…上側圧縮プレス型
223…逃げ部
222A…上側圧縮プレス面
232…上側整形プレス型
232A…上側整形プレス面
500T…被覆電線
510T…導体先端部
L…端子軸方向
W…幅方向
H…厚み方向
Claims (7)
- 端子軸方向の各側に備えた接続部と圧着部とを連結するトランジション部において、該トランジション部に備えたバレル片同士を幅方向に突き合わさるように曲げ返して幅方向の中央部分と重合する圧着端子の製造方法であって、
前記トランジション部における前記バレル片が突き合わさる突合せ端部を除く部分をプレスする圧縮プレス工程と、
前記トランジション部における少なくとも前記突合せ端部をプレスする整形プレス工程とをこの順で行う
圧着端子の製造方法。 - 前記圧縮プレス工程及び前記整形プレス工程において、
前記トランジション部を幅方向に規制してプレスする
請求項1に記載の圧着端子の製造方法。 - 端子軸方向の各側に備えた接続部と圧着部とを連結するトランジション部に、該トランジション部に備えたバレル片同士が幅方向に突き合わさるように曲げ返して幅方向の中央部分と重合するように厚み方向の両側からプレスする圧着端子の製造装置であって、
圧縮プレス型と整形プレス型を一対ずつ備え、
前記一対の圧縮プレス型のうち、前記バレル片をプレスする側の圧縮プレス型には、
前記バレル片が突き合わさる突合せ端部と対向する対向部分に、該突合せ端部に対して凹状となる逃げ部が形成されたプレス面を構成し、
前記一対の整形プレス型のうち、前記バレル片をプレスする側の整形プレス型には、少なくとも前記突合せ端部をプレスするプレス面を構成した
圧着端子の製造装置。 - 前記圧縮プレス型及び前記整形プレス型に、
プレスされる前記トランジション部を幅方向に規制する規制部を設けた
請求項3に記載の圧着端子の製造装置。 - 端子軸方向の各側に備えた接続部と圧着部とを連結し、幅方向に突き合わさるように幅方向の中央部分に曲げ返したバレル片を有するトランジション部をプレスする圧着端子の展開形状で形成した板状の端子金具であって、
前記トランジション部の幅方向の少なくとも一方の端部形状を、前記トランジション部の厚み方向の一方の面よりも厚み方向の他方の面が幅方向の外側へ突き出した形状とする
端子金具。 - 端子軸方向の各側に備えた接続部と圧着部とを連結するトランジション部において、該トランジション部に備えたバレル片同士を幅方向に突き合わさるように曲げ返して幅方向の中央部分と重合する圧着端子であって、
請求項5に記載の端子金具に対して、幅方向の両側の前記バレル片が突き合わさる突合せ端部同士が幅方向において面接触した状態で突き合わさるとともに、該突合せ端部同士を溶接した溶接部を形成した
圧着端子。 - 被覆電線の先端側の導体先端部を、請求項6に記載の圧着端子における前記圧着部に挿入して圧着接続した接続構造体と、該接続構造体における前記圧着端子を収容可能なコネクタハウジングを備え、
前記圧着端子を該コネクタハウジング内に配置するとともに、前記接続構造体を複数束ねて構成した
ワイヤハーネス。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014243122A JP6490411B2 (ja) | 2014-12-01 | 2014-12-01 | 圧着端子の製造方法および圧着端子の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014243122A JP6490411B2 (ja) | 2014-12-01 | 2014-12-01 | 圧着端子の製造方法および圧着端子の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016105363A true JP2016105363A (ja) | 2016-06-09 |
| JP6490411B2 JP6490411B2 (ja) | 2019-03-27 |
Family
ID=56102423
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014243122A Active JP6490411B2 (ja) | 2014-12-01 | 2014-12-01 | 圧着端子の製造方法および圧着端子の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6490411B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107377759A (zh) * | 2017-08-23 | 2017-11-24 | 中山市创智智能科技有限公司 | Usb端子加工模具 |
| US11450975B2 (en) * | 2017-06-05 | 2022-09-20 | Jilin Zhong Ying High Technology Co., Ltd. | Copper-aluminium connector |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4117259B1 (ja) * | 1963-02-18 | 1966-09-30 | ||
| JP2014116323A (ja) * | 2012-07-09 | 2014-06-26 | Furukawa Electric Co Ltd:The | 圧着端子、接続構造体及びコネクタ |
| WO2014129079A1 (ja) * | 2013-02-22 | 2014-08-28 | 古河電気工業株式会社 | 圧着端子、圧着接続構造体及び圧着接続構造体の製造方法 |
-
2014
- 2014-12-01 JP JP2014243122A patent/JP6490411B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4117259B1 (ja) * | 1963-02-18 | 1966-09-30 | ||
| JP2014116323A (ja) * | 2012-07-09 | 2014-06-26 | Furukawa Electric Co Ltd:The | 圧着端子、接続構造体及びコネクタ |
| WO2014129079A1 (ja) * | 2013-02-22 | 2014-08-28 | 古河電気工業株式会社 | 圧着端子、圧着接続構造体及び圧着接続構造体の製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11450975B2 (en) * | 2017-06-05 | 2022-09-20 | Jilin Zhong Ying High Technology Co., Ltd. | Copper-aluminium connector |
| CN107377759A (zh) * | 2017-08-23 | 2017-11-24 | 中山市创智智能科技有限公司 | Usb端子加工模具 |
| CN107377759B (zh) * | 2017-08-23 | 2023-12-29 | 中山市创智智能科技有限公司 | Usb端子加工模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6490411B2 (ja) | 2019-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5603518B1 (ja) | 圧着端子および圧着端子の製造方法 | |
| JP5567236B1 (ja) | 圧着端子、圧着接続構造体及び圧着接続構造体の製造方法 | |
| JP5697062B2 (ja) | 端子金具 | |
| KR101477727B1 (ko) | 압착 단자, 압착 접속 구조체 및 압착 접속 구조체의 제조 방법 | |
| CN110034419B (zh) | 用于连接导线的压接件 | |
| CN111106454B (zh) | 压接连接端子 | |
| JP6294699B2 (ja) | 端子、端子付き電線及び端子付き電線の製造方法 | |
| JP6490411B2 (ja) | 圧着端子の製造方法および圧着端子の製造装置 | |
| JP2018085232A (ja) | 圧着端子、端子付き電線、及び、端子付き電線の製造方法 | |
| JP6123105B2 (ja) | 圧着端子と電線の接続方法 | |
| JP2010073348A (ja) | 端子金具及び端子金具付き電線 | |
| JP6133080B2 (ja) | 圧着端子、圧着端子の製造方法、電線接続構造体、並びに電線接続構造体の製造方法 | |
| JP6339365B2 (ja) | ワイヤハーネス、被覆導線の接続方法およびワイヤハーネス構造体 | |
| WO2018092597A1 (ja) | 圧着端子および端子付き電線 | |
| JP5535287B2 (ja) | 接続構造体の製造方法、接続構造体、コネクタ、ワイヤハーネス | |
| US20100120298A1 (en) | Terminal fitting a wire connection structure and a connecting method | |
| JP2017079169A (ja) | 端子付き電線の製造方法、圧着冶具、および端子付き電線 | |
| JP5583303B1 (ja) | 接続構造体の製造方法、接続構造体、及び圧着装置 | |
| JP2010067455A (ja) | 端子金具および端子金具付き電線 | |
| JP6522872B2 (ja) | 圧着端子、接続構造体、コネクタ及び、接続構造体の製造方法 | |
| JP6684297B2 (ja) | 端子付き電線、ワイヤハーネス | |
| JP2014164898A (ja) | 端子及び端子付き電線の製造方法 | |
| JP2016046029A (ja) | 端子及び端子付電線 | |
| JP2017098109A (ja) | 端子付き電線及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171013 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180619 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180802 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190227 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6490411 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |