第1の金属部材の表面に形成された第1の孔の開口縁と第2の金属部材の表面に形成された第2の孔の開口縁とを従来のリングプロジェクション溶接により接合する場合、どちらかの孔の開口縁にリング状突起を予め形成しておかなければならない。孔の開口縁にリング状突起を形成するためには、孔が開口している表面を精度良く切り出し加工しなければならない。そのため、溶接される部材(以下、溶接対象部材)の製造工数及び製造コストが増大するという問題がある。
本発明は、溶接対象部材の製造工数及び製造コストを増加させることなく、2つの溶接対象部材のそれぞれの表面に形成された孔の開口縁どうしを接合することができる溶接方法、及び、そのような溶接方法を用いて製造される部材(以下、溶接部材)の製造方法を提供することを、目的とする。
(課題を解決するための手段)
本発明は、第1の金属部材(10)に形成されている第1の表面(11)に開口した第1の孔(A1)の開口面と、第2の金属部材(20)に形成されている第2の表面(211a)に開口した第2の孔(A2)の開口面とが、所定の隙間を隔てて同軸状に対面するとともに、リング形状であるリング金具(R)が、第1の孔の開口縁に係合し且つ第2の孔の開口縁に係合した状態で第1の孔の開口縁と第2の孔の開口縁との間に挟まれるように、第1の金属部材、第2の金属部材、及びリング金具を配置させる配置工程と、第1の金属部材と第2の金属部材との間に電流を流すことにより、リング金具を介して第1の孔の開口縁と第2の孔の開口縁とを接合する接合工程と、を含む、溶接方法を提供する。
本発明によれば、第1の金属部材の第1の孔の開口面と、第2の金属部材の第2の孔の開口面が、所定の隙間を隔てて同軸状に対面配置される。また、第1の孔の開口縁と第2の孔の開口縁とにそれぞれ係合するように、リング形状を呈するリング金具が、第1の孔の開口縁と第2の孔の開口縁との間に挟まれる。そして、第1の金属部材と第2の金属部材との間に電流が流される。このとき第1の金属部材と第2の金属部材との間のリング金具にも電流が流れる。リング金具はそれぞれの金属部材の孔の開口縁にのみ係合しているため、リング金具を通過する電流の通過面積は小さい。このため電流がリング金具に集中することによりリング金具が発熱する。斯かる発熱によって、リング金具が溶融する。溶融したリング金具が第1の孔の開口縁及び第2の孔の開口縁にそれぞれ接合される。このようにして、リング金具を介して、第1の孔の開口縁と第2の孔の開口縁が溶接される。
つまり、本発明によれば、溶接対象部材とは別体のリング金具が、リングプロジェクション溶接に必要であるリング状突起の役割を果たす。このため、2つの溶接対象部材に形成されている孔の開口縁にリング状突起を形成することなく、2つの溶接対象部材のそれぞれの孔の開口縁どうしを溶接することができる。よって、溶接対象部材の製造工数及び製造コストを増加させることなく、2つの溶接対象部材のそれぞれの表面に形成された孔の開口縁どうしを接合することができる。
本発明に係るリング金具には、第1の孔の開口径よりも大きい外径及び第1の孔の開口径よりも小さい内径を有するとともに配置工程にて第1の孔の開口縁にその周方向に沿って係合するリング状の第1係合面(R1)と、第2の孔の開口径よりも大きい外径及び第2の孔の開口径よりも小さい内径を有するとともに配置工程にて第2の孔の開口縁にその周方向に沿って係合するリング状の第2係合面(R2)とが形成されているとよい。この場合、第1係合面及び第2係合面は、それらをリング金具の周方向に垂直な断面に表したときに、内周側から外周側に向かうにつれて互いに近づくように、リング金具の軸方向に垂直な平面に対してそれぞれ傾斜するように形成されているとよい。
これによれば、配置工程にてリング金具が第1の金属部材の第1の表面と第2の金属部材の第2の表面との間に挟まれたとき、リング金具の第1係合面のうち第1の孔の開口縁の径と同径の部分と第1の孔の開口縁とが線接触し、リング金具の第2係合面のうち第2の孔の開口縁の径と同径の部分と第2の孔の開口縁とが線接触する。このときリング金具の第1係合面は、第1の孔の開口面に対して傾斜し、リング金具の第2係合面は、第2の孔の開口面に対して傾斜する。
このように、配置工程にて、リング金具の第1係合面を第1の金属部材の第1の孔の開口縁に線接触させることにより、第1係合面が第1の孔の開口縁に面接触する場合と比較して、接触面積が小さくされる。同様に、配置工程にて、リング金具の第2係合面を第2の金属部材の第2の孔の開口縁に線接触させることにより、第2係合面が第2の孔の開口縁に面接触する場合と比較して、接触面積が小さくされる。その結果、その後の接合工程にて、リング金具の第1係合面と第1の孔の開口縁との接触界面、及び、リング金具の第2係合面と第2の孔の開口縁との接触界面における電流密度をより高めることができる。これにより、接合工程にてリング金具を十分に発熱させることができ、リング金具を確実に溶融させることができる。また、リング金具が孔の開口縁に係合する位置がおのずと定められるので、第1の孔及び第2の孔に対してリング金具を精度よく位置決めすることができる。このため、リング金具の位置決め時間を短縮することができる。
上記第1係合面及び第2係合面は、リング状の平面であってもよいし、リング状の曲面であってもよい。第1係合面及び第2係合面が平面である場合、例えば、リング金具の周方向に垂直な断面形状が三角形状あるいは菱形形状となるように、リング金具を形成することができる。また、第1係合面及び第2係合面が曲面である場合、例えば、リング金具の周方向に垂直な断面形状が円形状あるいは楕円形状となるように、リング金具を形成することができる。
この場合、第1係合面及び第2係合面は、それぞれ平面形状であり、且つ、リング金具をその周方向に垂直な断面で表したときに、第1係合面を表す線分を含む直線と第2係合面を表す線分を含む直線とのなす角が鋭角であるように形成されるとよい。
一般的に孔の開口縁には面取りが施されている。面取り面(C面)と開口面とのなす角(面取り角)は45°であることが多い。よって、第1係合面と第2係合面とのなす角が鋭角である場合、これらの係合面がC面の外周縁に係合することになる。リング金具の係合面が、孔の開口縁に形成されたC面の外周縁に係合した場合、リング金具の溶融時に溶融した部分がC面よりも外周側の部分、つまり、第1の金属部材の第1の表面と第2の金属部材の第2の表面との間の隙間部分に向かって引き伸ばされる。このため溶接代を大きくすることができる。その結果、溶接強度を高めることができる。
また、配置工程にて、リング金具が、第1の孔及び第2の孔に同軸配置するとよい。これによれば、接合工程にてリング金具の周方向に亘って均一に電流を流すことができる。その結果、リング金具を周方向に沿って均一に溶融させることができ、溶接ムラによる接合不良を防止することができる。
また、本発明は、第1の金属部材(10)に形成されている第1の表面(11)に開口した第1の孔(A1)の開口面と、第2の金属部材(20)に形成されている第2の表面(211a)に開口した第2の孔(A2)の開口面とが、所定の隙間を隔てて同軸状に対面するとともに、リング形状であるリング金具(R)が、第1の孔の開口縁に係合し且つ第2の孔の開口縁に係合した状態で第1の孔の開口縁と第2の孔の開口縁との間に挟まれるように、第1の金属部材、第2の金属部材、及びリング金具を配置させる配置工程と、第1の金属部材と第2の金属部材との間に電流を流すことにより、リング金具を介して第1の孔の開口縁と第2の孔の開口縁とを接合する接合工程と、を含む、溶接部材の製造方法を提供する。
この場合、リング金具には、第1の孔の開口径よりも大きい外径及び第1の孔の開口径よりも小さい内径を有するとともに配置工程にて第1の孔の開口縁にその周方向に沿って係合するリング状の第1係合面と、第2の孔の開口径よりも大きい外径及び第2の孔の開口径よりも小さい内径を有するとともに配置工程にて第2の孔の開口縁にその周方向に沿って係合するリング状の第2係合面とが形成されており、第1係合面及び第2係合面は、それらをリング金具の周方向に垂直な断面に表したときに、内周側から外周側に向かうにつれて互いに近づくように、リング金具の軸方向に垂直な平面に対してそれぞれ傾斜するように形成されているとよい。また、第1係合面及び第2係合面は、それぞれ平面形状であり、且つ、リング金具の周方向に垂直な断面に表したときに、第1係合面を表す線分を含む直線と第2係合面を表す線分を含む直線とのなす角が鋭角であるように形成されるとよい。また、配置工程にて、リング金具が、第1の孔及び第2の孔に同軸配置するとよい。
上記発明によれば、溶接対象部材の製造工数及び製造コストを増加させることなく、2つの溶接対象部材のそれぞれの表面に形成された孔の開口縁どうしが接合された溶接部材を製造することができる。
以下、本発明の実施形態につき説明する。図1は、本実施形態に係る溶接方法によって溶接される第1の金属部材10と第2の金属部材20とを示す図である。これらの部材が溶接対象部材である。図1に示すように、第1の金属部材10の外形形状は円柱形であり、第2の金属部材20の外形形状は直方体形である。本実施形態では、第1の金属部材10の材質と第2の金属部材20の材質は同一である。
円柱形の第1の金属部材10には、円形の一方端面11(第1の表面)と、一方端面11とは反対側に配置した円形の他方端面12と、両端面11,12の外周縁を結ぶ周面13とが形成される。また、第1の金属部材10には、3つの孔14,15,16(第1の孔)が形成されている。3つの孔14,15,16は、それぞれ第1の金属部材10の軸方向に平行な方向に延在し、両端面11,12にそれぞれ開口する。
直方体形の第2の金属部材20には、正方形状の正面21と、正面21とは反対側に配置した正方形状の裏面22と、正面21と裏面22の外縁を結ぶ4つの側面23a,23b,23c,23dとが形成される。正面21の中央部分には、断面円形状の窪み211が形成されている。この窪み211の底面211a(第2の表面)の外形形状は、第1金属部材10の一方端面11の外形形状に一致する。従って、第1の金属部材10は、その一方端面11側の部分から第2の金属部材20の窪み211内に嵌め込まれることができる。
また、第2の金属部材20にも、3つの孔24,25,26(第2の孔)が形成されている。3つの孔24,25,26は、それぞれ第2の金属部材20の正面21及び裏面22の法線方向に延在し、それぞれの一方端が正面21に形成されている窪み211の底面211aに開口し、他方端が裏面22に開口する。
第1の金属部材10に形成されている3つの孔14,15,16の配置関係は、第2の金属部材20に形成されている3つの孔24,25,26の配置関係に一致する。すなわち、孔14の開口面と孔24の開口面とを同軸状に対面配置させたとき、孔15の開口面と孔25の開口面が同軸状に対面配置し、且つ、孔16の開口面と孔26の開口面が同軸状に対面配置する。また、本実施形態においては、孔14の開口径(直径)と孔24の開口径(直径)は等しく、孔15の開口径(直径)と孔25の開口径(直径)は等しく、孔16の開口径(直径)と孔26の開口径(直径)は等しい。以下、第1の金属部材10に形成されている3つの孔14,15,16を総称する場合、これらの孔をまとめて孔A1と呼び、第2の金属部材20に形成されている3つの孔24,25,26を総称する場合、それらの孔をまとめて孔A2と呼ぶ。
図2は、第1の金属部材10に形成されている孔A1の軸線を含む平面で第1の金属部材10を切断した場合における、第1の金属部材10の一方端面11への孔A1の開口部付近の断面図である。図2に示すように、一方端面11への孔A1の開口縁には、面取り面(C面)C1が、孔A1の周方向に沿ってリング状に形成されている。C面C1と孔A1の開口面とのなす角、すなわちC面C1の面取り角は、本実施形態においては、45°である。
図3は、第2の金属部材20に形成されている孔A2の軸線を含む平面で第2の金属部材20を切断した場合における、第2の金属部材20の底面211aへの孔A2の開口部付近の断面図である。図3に示すように、底面211aへの孔A2の開口縁には面取り面(C面)C2が孔A2の周方向に沿ってリング状に形成されている。C面C2の面取り角は、本実施形態においては、45°である。
また、本実施形態においては、第1の金属部材10と第2の金属部材20とを溶接接合するために、3つのリング金具34,35,36が用いられる。リング金具34,35,36の材質は、本実施形態では、第1の金属部材10と第2の金属部材20の材質と同一である。以下、これらのリング金具34,35,36を総称する場合、単にリング金具Rと呼ぶ。
図4は、リング金具Rを示す図であり、図4(a)が正面図、図4(b)が背面図である。また、図4(c)は図4(a)の4c−4c断面図であり、リング金具Rの中心軸線を通る平面でリング金具Rを切断した場合における断面図である。図4(c)は、リング金具Rをその周方向に180°異なる2か所の位置で切断した場合における断面形状を表す。図4に示すように、リング金具Rには、円筒状の内周面R0と、第1係合面R1と、第2係合面R2とが形成されている。内周面R0により、リング金具Rの内周壁が構成される。第1係合面R1は、リング状の平面であり、内周面R0の一方の端を構成する円形状の端辺から径外方に向かって放射状に拡がるように形成される。第2係合面R2も、リング状の平面であり、内周面R0の他方の端を構成する円形状の端辺から径外方に向かって放射状に拡がるように形成される。
図4(c)に示すように、第1係合面R1は、その内周側から外周側に向かうにつれて、つまり径外方に向かうにつれて、リング金具Rの軸方向における中心位置を通り且つ上記軸方向に垂直な平面Pに近づくように、平面Pに対して傾斜している。同様に、第2係合面R2は、その内周側から外周側に向かうにつれて、つまり径外方に向かうにつれて、平面Pに近づくように、平面Pに対して傾斜している。従って、第1係合面R1と第2係合面R2は、それらを図4(c)に示すようにリング金具Rの周方向に垂直な断面に表したとき、リング金具Rの内周側から外周側に向かうにつれて互いに近づくように、リング金具Rの軸方向に垂直な平面Pに対してそれぞれ傾斜している。そして、平面P上の位置にて第1係合面R1と第2係合面R2が接続しており、その接続部分がリング金具Rの最外周にて円形の稜線を形成する。
また、第1係合面R1と平面Pとのなす角、及び、第2係合面R2と平面Pとのなす角は、等しい。よって、リング金具Rを周方向に垂直な平面で切断した場合における、その切断箇所における断面形状は、二等辺三角形状である。そして、それぞれの二等辺三角形の2つの等辺が第1係合面R1及び第2係合面R2を表し、底辺が内周面R0を表す。
また、リング金具Rの断面を表す二等辺三角形の頂角の頂点が、第1係合面R1と第2係合面R2との接続部分を表す。この頂点の頂角は、リング金具Rをその周方向に垂直な断面で表したときにおける、第1係合面R1を表す線分を含む直線と第2係合面R2を表す線分を含む直線とのなす角である。この頂角は、本実施形態では鋭角、すなわち90°未満である。よって、リング金具Rの軸方向に垂直な平面と第1係合面R1とのなす角は45°未満となり、リング金具Rの軸方向に垂直な平面と第2係合面R2とのなす角も45°未満となる。
また、リング状の第1係合面R1の内径は孔A1の開口径(直径)よりも小さく、第1係合面R1の外径は孔A1の開口径よりも大きい。より具体的に言えば、第1係合面R1の内径は孔A1の開口縁に形成されているC面C1の外周径よりも小さく、第1係合面R1の外径はC面C1の外周径よりも大きい。また、リング状の第2係合面R2の内径は孔A2の開口径(直径)よりも小さく、第2係合面R2の外径は孔A2の開口径(直径)よりも大きい。より具体的に言えば、第2係合面R2の内径は孔A2の開口縁に形成されているC面C2の外周径よりも小さく、第2係合面R2の外径はC面C2の外周径よりも大きい。従って、リング金具Rは、孔A1の開口縁上及び孔A2の開口縁上に載置され得る。
本実施形態に係る溶接方法を実施する場合、第1の金属部材10、第2の金属部材20、及び3つのリング金具34,35,36を、抵抗溶接装置内に上下方向に対向配置されている上側電極と下側電極との間に配設する。この場合において、まず、第2の金属部材20の正面21が上方を向くように、第2の金属部材20を下側電極上に載置する。次いで、第2の金属部材20の正面21に形成された窪み211の底面211aに開口している孔24,25,26のうち、孔24の開口縁にリング金具34を、孔25の開口縁にリング金具35を、孔26の開口縁にリング金具36を、それぞれ配設する。
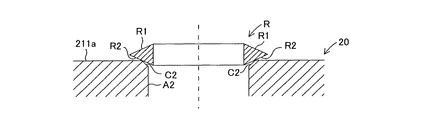
図5は、第2の金属部材20の底面211aに開口した孔A2の開口縁にリング金具Rが配設された状態を示す断面図である。図5に示すように、リング金具Rは、その軸方向が、孔A2の軸方向に一致するように、孔A2の開口縁に載置される。ここで、上記したように、リング金具Rの軸方向に垂直な平面とリング金具Rの第2係合面R2とのなす角(第2傾斜角)は45°未満である。第2傾斜角は、孔A2の開口縁に形成されたC面C2の面取り角(45°)よりも小さい。そのため、図5に示すように、リング金具Rの第2係合面R2は、C面C2の外周縁に係合し、C面C2の内周縁から浮き上がる。つまり、C面C2の外周縁のみが、第2係合面R2に接触する。また、第2係合面R2のうちC面C2の外周縁に係合する部分は、C面C2の外周径と同径の部分である。すなわち、C面C2の外周縁と、第2係合面R2のうちC面C2の外周径と同径の部分が、リング金具Rの周方向に沿って、線接触する。
このように、リング金具Rの第2係合面R2が、リング金具Rの周方向に沿って、孔A2の開口縁(C面C2の外周縁)に線接触するため、第2係合面R2がC面C2に面接触する場合と比較して、接触面積を小さくすることができる。また、第2係合面R2のうちC面C2に係合する部分が定められることから、孔A2に対するリング金具Rの位置がおのずと定められる。つまり、リング金具Rが孔A2に対し容易に位置決めされる。このため孔A2に対するリング金具Rの位置決め時間が短縮される。孔A2に対してリング金具Rが位置決めされた場合、リング金具Rの軸心位置は、孔A2の軸心位置に一致する。つまり、リング金具Rが孔A2と同軸状に配置される。
次いで、第1の金属部材10を、その一方端面11側から、第2の金属部材20の正面21に形成されている窪み211内に挿入する。この場合において、第1の金属部材10の一方端面11に開口している孔14の開口面が第2の金属部材20の窪み211の底面211aに開口している孔24の開口面に同軸状に対面し、一方端面11に開口している孔15の開口面が底面211aに開口している孔25の開口面に同軸状に対面し、一方端面11に開口している孔16の開口面が底面211aに開口している孔26の開口面に同軸状に対面するように、第2の金属部材20に対して第1の金属部材10を配置する。
第2の金属部材20の孔24の開口縁にはリング金具34が配設されているので、第1の金属部材10の孔14の開口縁は、リング金具34にその上側から係合する。同様に、第2の金属部材20の孔25の開口縁にはリング金具35が配設されているので、第1の金属部材10の孔15の開口縁は、リング金具35にその上側から係合する。同様に、第2の金属部材20の孔26の開口縁にはリング金具36が配設されているので、第1の金属部材10の孔16の開口縁は、リング金具36にその上側から係合する。これにより、第1の金属部材10の孔A1の開口縁と、第2の金属部材20の孔A2の開口縁との間に、リング金具Rが挟まれる。
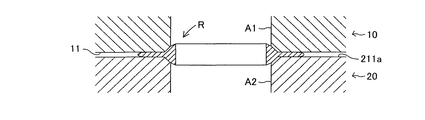
図6は、第1の金属部材10の孔A1の開口縁と、第2の金属部材20の孔A2の開口縁との間に、リング金具Rが挟まれた状態を示す断面図である。図6に示すように、リング金具Rは、その軸方向が、孔A1の軸方向及び孔A2の軸方向に一致するように、孔A1の開口縁と孔A2の開口縁との間に配設される。ここで、上記したように、リング金具Rの軸方向に垂直な平面とリング金具Rの第1係合面R1とのなす角(第1傾斜角)は45°未満である。第1傾斜角は、孔A1の開口縁に形成されたC面C1の面取り角(45°)よりも小さい。そのため、図6に示すように、リング金具Rの第1係合面R1は、C面C1の外周縁に係合し、C面C1の内周縁から浮き上がる。つまり、C面C1の外周縁のみが、第1係合面R1に接触する。また、第1係合面R1のうちC面C1の外周縁に係合する部分は、C面C1の外周径と同径の部分である。すなわち、C面C1の外周縁と、第1係合面R1のうちC面C1の外周径と同径の部分が、リング金具Rの周方向に沿って、線接触する。
このように、リング金具Rの第1係合面R1が、リング金具Rの周方向に沿って、孔A1の開口縁(C面C1の外周縁)に線接触するため、第1係合面R1がC面C1に面接触する場合と比較して、接触面積を小さくすることができる。また、第1係合面R1のうちC面C1に係合する部分が定められることから、孔A1に対するリング金具Rの位置がおのずと定められる。つまり、リング金具Rが孔A1に対し容易に位置決めされる。このため孔A1に対するリング金具Rの位置決め時間が短縮される。孔A1に対してリング金具Rが位置決めされた場合、リング金具Rの軸心位置は、孔A1の軸心位置に一致する。つまり、リング金具Rが孔A1と同軸状に配置される。従って、リング金具Rは、孔A1及び孔A2と同軸状に配置される。
また、第1の金属部材10の孔A1と第2の金属部材20の孔A2との間にリング金具Rが介在されているから、第1の金属部材10の孔A1の開口面と第2の金属部材20の孔A2の開口面とは、所定の隙間を隔てて対面配置することになる。すなわち、本実施形態によれば、第1の金属部材10に形成されている一方端面11の表面に開口した孔A1の開口面と、第2の金属部材20に形成されている底面211aに開口した孔A2の開口面とが、所定の隙間を隔てて同軸状に対面するとともに、リング形状であるリング金具Rが、孔A1の開口縁(C面C1の外周縁)に係合し且つ孔A2の開口縁(C面C2の外周縁)に係合した状態で孔A1の開口縁と孔A2の開口縁との間に挟まれるように、第1の金属部材10、第2の金属部材20、及びリング金具Rが配置される(配置工程)。
なお、図6に示すように、リング金具Rが第1の孔A1の開口縁と第2の孔A2の開口縁との間に挟まれているときには、リング金具Rの第1係合面R1のうちC面C1の外周縁に係合している部分よりも内周側の部分は孔A1内に進入し、リング金具Rの第2係合面R2のうちC面C2の外周縁に係合している部分よりも内周側の部分は孔A2内に進入する。このため、第1の孔A1の開口縁と第2の孔A2の開口縁との間の隙間、すなわち一方端面11と底面211aとの間の隙間は、リング金具Rの軸方向における長さ(厚さ)よりも小さい。
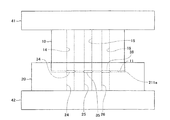
次に、第1の金属部材10の上側に設けられている上側電極を下降させる。これにより、第1の金属部材10、第2の金属部材20、及び3つのリング金具34,35,36が、抵抗溶接装置内の上側電極と下側電極との間に挟まれる。図7は、第1の金属部材10、第2の金属部材20、及び3つのリング金具34,35,36が、上側電極と下側電極との間に挟まれた状態を示す図である。図7に示すように、抵抗溶接装置内に設けられている上側電極41と下側電極42との間に、第1の金属部材10、第2の金属部材20、及び3つのリング金具34,35,36が組み合わせられた状態で、配設されている。また、第1の金属部材10の一方端面11に開口した孔14の開口縁と第2の金属部材20の底面211aに開口した孔24の開口縁との間にリング金具34が挟まれ、一方端面11に開口した孔15の開口縁と底面211aに開口した孔25の開口縁との間にリング金具35が挟まれ、一方端面11に開口した孔16の開口縁と底面211aに開口した孔26の開口縁との間にリング金具36が挟まれる。
次いで、第1の金属部材10が第2の金属部材20に押し付けられるように、所定の加圧力(溶接荷重)を第1の金属部材10に付与する。そして、所定の溶接荷重が加えられた状態を維持しつつ、第1の金属部材10と第2の金属部材20との間に電圧を印加する。すると、第1の金属部材10と第2の金属部材20との間に電流が流れる。このとき第1の金属部材10と第2の金属部材20との間に介在するリング金具Rにも電流が流れる。上記したように、リング金具Rは、第1の金属部材10の孔A1の開口縁及び第2の金属部材20の孔A2の開口縁にそれぞれ線接触しているため、接触界面における電流の通過面積が小さい。このためリング金具Rを流れる電流の密度が高められる。こうしてリング金具Rに電流を集中させることによって、リング金具Rが発熱する。斯かる発熱によって、リング金具Rが溶融する。
図8は、孔A1の開口縁と孔A2の開口縁に挟まれたリング金具Rが溶融した状態を示す図である。図8に示すように、リング金具Rの溶融部分が、第1の金属部材10の一方端面11と第2の金属部材20の底面211aとの間の隙間であって、孔A1及び孔A2の開口縁の周りの領域に引き伸ばされる。また、リング金具Rの溶融に伴い、溶接荷重により第1の金属部材10の一方端面11と第2の金属部材20の底面211aとの間の隙間、すなわち孔A1の開口面と孔A2の開口面との間の隙間が狭められる。後述する実施例では、電圧を印加する前と後での上記隙間の変化量が、沈み込み量と呼ばれる。
その後、リング金具Rの溶融部分が冷却固化すると、リング金具Rが第1の金属部材10の孔A1の開口縁及び第2の金属部材20の孔A2の開口縁に接合される。このようにして、リング金具Rを介して、孔A1の開口縁と孔A2の開口縁とが接合されるのである(接合工程)。
図9は、リング金具Rを介して第1の金属部材10に形成されている孔A1の開口縁と第2の金属部材20に形成されている孔A2の開口縁とが接合されている状態を示す図である。図9に示すように、両開口縁間のリング金具Rが溶融することにより、両開口縁間の隙間が封止される。従って、孔A1と孔A2とによって連通路Lが形成される。形成された連通路Lの内壁のうち、孔A1の開口縁と孔A2の開口縁との繋ぎ目の部分には、リング金具Rの内周部分が突出している。
このように、本実施形態は、上記した配置工程及び接合工程を経て、第1の金属部材10に形成されている孔A1の開口縁と、第2の金属部材20に形成されている孔A2の開口縁とをリング金具Rを介して接合する溶接方法を開示する。また、本実施形態は、上記した配置工程及び接合工程を経て、第1の金属部材10に形成されている孔A1の開口縁と、第2の金属部材20に形成されている孔A2の開口縁とがリング金具Rを介して接合されてなる溶接部材の製造方法を開示する。
(実施例)
3つの孔14,15,16が形成されている第1の金属部材10と、3つの孔24,25,26が形成されている第2の金属部材20と、3つのリング金具34,35,36を用意した。ここで、孔14及び孔24の開口径(直径)はいずれも12mmであり、孔15、孔25、孔16、孔26の開口径(直径)はいずれも10mmである。また、リング金具34,35,36の断面形状(周方向に垂直な平面で切断した場合における断面形状)は、いずれも図4(c)に示すような二等辺三角形である。また、リング金具34の外径は16mm、内径は10mm、厚さ(軸方向長さ)は6mmであり、リング金具35及び36の外径は14mm、内径は8mm、厚さは6mmである。
次に、第1の金属部材10に形成されている孔14の開口面と第2の金属部材20に形成されている孔24の開口面とを同軸状に対面配置させるとともに、孔14の開口縁と孔24の開口縁との間にリング金具34を同軸状に配設した。また、第1の金属部材10に形成されている孔15の開口面と第2の金属部材に形成されている孔25の開口面とを同軸状に対面配置させるとともに、孔15の開口縁と孔25の開口縁との間にリング金具35を同軸状に配設した。さらに、第1の金属部材10に形成されている孔16の開口面と第2の金属部材20に形成されている孔26の開口面とを同軸状に対面配置させるとともに、孔16の開口縁と孔26の開口縁との間にリング金具36を同軸状に配設した。そして、第1の金属部材10と第2の金属部材20とを2つの電極によって挟み、所定の溶接荷重を加えるとともに、第1の金属部材10と第2の金属部材20との間に電圧を印加して、第1の金属部材10と第2の金属部材との間に電流(溶接電流)を流した。これにより各孔の開口縁どうしを抵抗溶接した。この場合における溶接条件は以下の通りである。
・溶接電流:21kA
・溶接荷重:450kgf
・通電時間200msec.
・沈み込み量:2mm
上記の条件により抵抗溶接したところ、孔14の開口縁と孔24の開口縁、孔15の開口縁と孔25の開口縁、及び、孔16の開口縁と孔26の開口縁が、いずれも良好に接合されて、2つの孔を繋いだ連通路が形成された。また、各孔の開口縁が周方向に沿って均一に溶接されており、周方向における溶接ムラはほとんど発生しなかった。
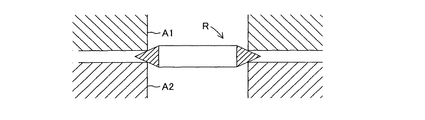
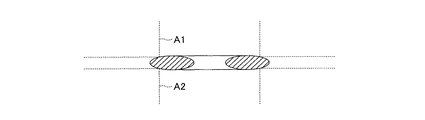
以上、本発明の実施形態について説明したが、本発明は、上記実施形態に限定されるものではない。例えば、上記実施形態においては、溶接される孔の開口縁にC面が形成されている例を示したが、本発明は、図10に示すように、C面が形成されていない孔A1の開口縁とC面が形成されていない孔A2の開口縁とを、リング金具Rを介して溶接することもできる。
また、上記実施形態においては、リング金具Rの断面(周方向に垂直な平面で切断した場合における断面)形状が二等辺三角形である例を示したが、その他の三角形でもよいし、三角形以外の断面形状でもよい。例えば、図11に示すように、菱形の断面形状を有するリング金具Rを用いてもよい。
また、上記実施形態においては、リング金具Rに形成されている第1係合面R1と第2係合面R2がともに平面である例を示したが、第1係合面R1と第2係合面R2は、曲面であってもよい。この場合、図12に示すように、円形の断面形状を有するリング金具Rを用いてもよいし、図13に示すように、楕円形の断面形状を有するリング金具Rを用いてもよい。つまり、リング金具Rは、孔の開口縁に係合することができるような係合面が形成されていれば、如何なる断面形状であってもよい。
また、本発明に係るリング金具Rは、図14に示すように、内周面R0、第1係合面R1、第2係合面R2に加え、外周壁を構成する外周面R3を有するように構成されていてもよい。この場合、リング金具Rをその周方向に垂直な平面で切断した場合の断面形状が台形状にされ、その下底が内周面R0を表し、上底が外周面R3を表し、一対の脚が第1係合面R1及び第2係合面R2を表す。また、上記断面における第1係合面R1を表す線分を含む直線と第2係合面R2を表す線分を含む直線とのなす角は、鋭角であるとよい。
また、上記実施形態では、同径の孔の開口縁どうしを溶接する例を例示したが、異なる径の孔の開口縁どうしを溶接することもできる。この場合、図15に示すようにリング金具Rを形成すればよい。図15に示すリング金具Rによれば、孔A1の開口縁が第1係合面R1に係合し、孔A2の開口縁が第2係合面R2に係合する。また、第1係合面R1の外径が孔A1の開口径(直径)よりも大きく、第1係合面R1の内径がA1の開口径よりも小さくなるように、第1係合面R1が形成され、第2係合面R2の外径が孔A2の開口径(直径)よりも大きく、第2係合面R2の内径が孔A2の開口径(直径)よりも小さくなるように、第2係合面R2が形成される。また、リング金具Rの軸方向に垂直な面に対する第1係合面R1の傾斜角度と第2係合面R2の傾斜角度が異なっている。具体的には、大きい開口径を有する孔(孔A2)の開口縁(C面の外周縁)に係合する第2係合面R2の傾斜角が、小さい開口径を有する孔(孔A1)の開口縁(C面の外周縁)に係合する第1係合面R1の傾斜角よりも大きくされている。このようなリング金具Rを用いることにより、径の異なる孔の開口縁どうしを接合することができる。また、上記実施形態では、第1の金属部材10、第2の金属部材20、及びリング金具Rの材質は同一であるが、リング金具Rを介して第1の金属部材10の孔A1の開口縁と第2の金属部材20の開口縁を溶接することができる限り、これらが異なる材質で構成されていてもよい。このように、本発明は、その趣旨を逸脱しない限りにおいて、変形可能である。