JP2016181966A - モータ - Google Patents
モータ Download PDFInfo
- Publication number
- JP2016181966A JP2016181966A JP2015060120A JP2015060120A JP2016181966A JP 2016181966 A JP2016181966 A JP 2016181966A JP 2015060120 A JP2015060120 A JP 2015060120A JP 2015060120 A JP2015060120 A JP 2015060120A JP 2016181966 A JP2016181966 A JP 2016181966A
- Authority
- JP
- Japan
- Prior art keywords
- stator core
- coil
- radial direction
- rotor
- resin mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000011347 resin Substances 0.000 claims abstract description 82
- 229920005989 resin Polymers 0.000 claims abstract description 82
- 239000000565 sealant Substances 0.000 abstract 1
- 230000002093 peripheral effect Effects 0.000 description 18
- 238000007789 sealing Methods 0.000 description 17
- 238000001816 cooling Methods 0.000 description 11
- 230000000694 effects Effects 0.000 description 6
- 238000000034 method Methods 0.000 description 4
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229910000576 Laminated steel Inorganic materials 0.000 description 1
- 230000002730 additional effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/64—Electric machine technologies in electromobility
Landscapes
- Motor Or Generator Frames (AREA)
Abstract
【課題】ステータコアの周面全体がシール部材で覆われることなく、ステータの径方向のロータ側のシール性が高められたモータの提供。【解決手段】 モータは、ロータと、ロータの径方向内側又は外側に設けられるステータコアと、ステータコアに組み付けられ、コイルエンドを形成するコイルと、コイルエンドのそれぞれに対して設けられ、コイルエンドにおける径方向のロータの側の周面を、ステータコアの軸方向の端面から軸方向の所定範囲にわたり且つ周方向の全体にわたってカバーする円筒状の絶縁部材と、ステータコアの各スロット内の開口側に充填され、コイルエンドのそれぞれに係る絶縁部材の間に延在する樹脂モールド部とを含む。【選択図】図1
Description
本開示は、モータに関する。
ロータとステータとカバー部材とを備え、ステータコアの両端面には、シール部材がカバー部材内の冷却油室に面してそれぞれ配置され、シール部材にはステータコアのスロットの軸方向開口部のうち径方向内側が閉じた形状であるコイル挿通穴が形成されており、冷却油室とスロット内部との間がシール部材におけるコイル挿通穴の開口縁部によってシールされているモータが知られている(例えば、特許文献1参照)。また、円筒状シール部材によってスロット径方向開口部を塞ぐ構成が示されている。
しかしながら、上記の特許文献1に記載の構成では、円筒状シール部材がステータコアの内周面全体を覆うので、円筒状シール部材の厚み分だけステータコアとロータとの径方向の隙間が広がり、モータの性能の悪化を招くという問題がある。
そこで、本開示は、ステータコアの周面全体がシール部材で覆われることなく、ステータの径方向のロータ側のシール性が高められたモータの提供を目的とする。
本開示の一局面によれば、ロータ(10)と、
前記ロータ(10)の径方向内側又は外側に設けられるステータコア(22)と、
前記ステータコア(22)に組み付けられ、前記ステータコア(22)の軸方向の両端面(226、227)から露出するコイルエンド(26、27)を形成するコイル(24)と、
前記コイルエンド(26、27)のそれぞれに対してそれぞれ設けられ、前記コイルエンド(26、27)における径方向の前記ロータ(10)の側の周面を、前記ステータコア(22)の軸方向の端面(226、227)から軸方向の所定範囲にわたり且つ周方向の全体にわたってカバーする円筒状の絶縁部材(40、42)と、
前記ステータコア(22)の各ティース(220)間の各スロット(222)内の開口側に形成され、前記ステータコア(22)の軸方向で前記絶縁部材(40、42)間に延在する樹脂モールド部(70)とを含む、モータ(100)が提供される。
前記ロータ(10)の径方向内側又は外側に設けられるステータコア(22)と、
前記ステータコア(22)に組み付けられ、前記ステータコア(22)の軸方向の両端面(226、227)から露出するコイルエンド(26、27)を形成するコイル(24)と、
前記コイルエンド(26、27)のそれぞれに対してそれぞれ設けられ、前記コイルエンド(26、27)における径方向の前記ロータ(10)の側の周面を、前記ステータコア(22)の軸方向の端面(226、227)から軸方向の所定範囲にわたり且つ周方向の全体にわたってカバーする円筒状の絶縁部材(40、42)と、
前記ステータコア(22)の各ティース(220)間の各スロット(222)内の開口側に形成され、前記ステータコア(22)の軸方向で前記絶縁部材(40、42)間に延在する樹脂モールド部(70)とを含む、モータ(100)が提供される。
本開示によれば、ステータコアの周面全体がシール部材で覆われることなく、ステータの径方向のロータ側のシール性が高められたモータが得られる。
以下、添付図面を参照しながら各実施例について詳細に説明する。
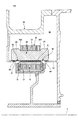
図1は、一実施例によるモータ100を概略的に示す断面図である。図2は、ステータ20の1つのスロット222に係る部分の断面図である。図2は、モータ100の中心軸Iを含む平面であって、ステータ20のスロット222を通る平面で切断したときの断面を示す。図2は、モータ100の中心軸Iに垂直な平面で切断したときの断面を示す。
以下では、径方向及び軸方向は、特に言及しない限り、モータ100の中心軸(=モータの回転軸)Iを基準とする。
モータ100は、例えば、ハイブリッド車又は電気自動車における走行用モータとして使用される。尚、図1に示す例では、モータ100は、インナロータ型のモータであり、トランスミッションを形成するユニットの一部として組み込まれる。但し、モータ100の使用態様は任意である。例えば、モータ100は、専ら発電機として使用されてもよいし、発電機能が選択的に使用されてもよい(即ちモータジェネレータとして使用されてもよい)。
モータ100は、ロータ10と、ステータ20と、絶縁部材40及び42と、樹脂モールド部70とを含む。図1に示す例では、モータ100は、カバー又はケース50(以下、「ケース50」で代表する)を含む。ケース50内には、ロータ10、ステータ20、絶縁部材40及び42、樹脂モールド部70等が収容される。
ロータ10は、ロータコア12を含む。ロータコア12には、永久磁石13が設けられる。例えば、IPM(Internal Permanent Magnet)タイプの場合、永久磁石13は、ロータコア12の外周面から露出しない態様で設けられる。
ステータ20は、ロータ10の径方向外側に設けられる。ステータ20は、ステータコア22と、コイル24とを含む。尚、図1では、コイル24は、非常に概略的に示されている。
ステータコア22は、例えば積層鋼板から形成される。ステータコア22は、ロータコア12に対して径方向に対向する。ステータコア22は、複数のティース220(図2参照)が周方向に等間隔に形成される。ステータコア22のティース220間には、スロット222(図2参照)が形成される。各スロット222は、径方向内側が開口する。
コイル24は、ステータコア22のスロット222内に収容される。コイル24は、ステータコア22の軸方向の両端面226及び227から露出するコイルエンド26及び27を形成する。尚、コイル24の巻き方(例えば分布巻等)や形状等の構成は任意である。図2に示す例では、コイル24は、断面が矩形の平角のコイル線により形成される。
絶縁部材40及び42は、図1に示すように、コイルエンド26及び27のそれぞれに対して設けられる。絶縁部材40及び42は、それぞれ円筒状の形態を有する(図3参照)。絶縁部材40及び42は、例えば樹脂のような絶縁材料により形成される。
絶縁部材40及び42は、コイルエンド26及び27における径方向のロータ10側の周面、即ちロータ10に対向する側の周面を、ステータコア22の軸方向の端面226及び227から軸方向の所定範囲にわたり、且つ、周方向の全体にわたってカバーする。コイルエンド26及び27の周面とは、コイルエンド26及び27における径方向に向く面であり、周方向に形成される面である。コイルエンド26及び27の周面は、滑らかに連続する面である必要はなく、全体として径方向に向き且つ周方向に延在する面である。
絶縁部材40及び42によりカバーされるコイルエンド26及び27の周面の軸方向の所定範囲は、絶縁部材40及び42によるシール機能(後述)が確保されるような範囲であり、絶縁部材40及び42とシール部材60及び62との接触位置を超える範囲である。即ち、絶縁部材40及び42は、少なくともシール部材60及び62との接触位置を超える位置まで軸方向外側(端面226及び227から離れる側)に延在する。
図1に示す例では、インナロータ型のモータであり、コイルエンド26及び27における径方向のロータ10に対向する側は、径方向内側である。図1に示す例では、絶縁部材40は、コイルエンド26の径方向内側の周面を軸方向の全体且つ周方向の全体にわたってカバーし、絶縁部材42は、コイルエンド27の径方向内側の周面を軸方向の全体且つ周方向の全体にわたってカバーする。
尚、図1に示す例では、絶縁部材40及び42は、コイルエンド26及び27の径方向内側の周面に対して径方向に隙間なく(径方向に接触する態様で)カバーしているが、径方向に隙間又は他の部材や材料を介してカバーしてもよい。
樹脂モールド部70は、ステータコア22の各スロット222内の開口側(径方向内側)に形成される。樹脂モールド部70は、軸方向で絶縁部材40及び42の間に延在するように形成される。樹脂モールド部70は、好ましくは、ステータコア22の径方向で最も内側の部位よりも径方向内側にではみ出さないように形成される。即ち、樹脂モールド部70は、中心軸Iに対する径方向の距離が、ティース220の径方向の端面220a(図2参照)の、中心軸Iに対する径方向の距離以下となるように、形成される。また、樹脂モールド部70は、222の径方向の開口を塞ぐように形成される。即ち、各樹脂モールド部70は、対応するスロット222の周方向両側の壁面に固着される。
次に、図3及び図4を参照して、絶縁部材40及び42及び樹脂モールド部70について更に説明する。図3及び図4に関しては、絶縁部材40及び42のうちの、絶縁部材40について説明するが、絶縁部材42についても同様である。
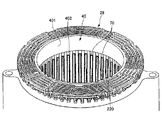
図3は、絶縁部材40の一例の単品状態の斜視図である。図4は、絶縁部材40が取り付けられたステータ20の内周側を示す斜視図である。
絶縁部材40は、本体部400と、突起部402とを含む。
本体部400は、円筒状であり、絶縁部材40を実質的に形成する。本体部400は、ステータコア22の軸方向の端面226(図1参照)に軸方向に当接する端面401を有する。尚、図1乃至図4に示す例では、本体部400の内径は、ステータコア22の内径と同一であるが、ステータコア22の内径と異なってもよい(即ち内周面が径方向にオフセットしてもよい)。
突起部402は、本体部400から形成される。突起部402は、本体部400の端面401側に形成される。突起部402は、端面401から離れる方向且つ軸方向に平行に突出する。突起部402は、図3に示すように、各スロット222に対応して形成される。従って、突起部402は、スロット222の数に対応した数だけ形成される。突起部402は、図4に示すように、スロット222の開口側の軸方向の端部に挿入される。
突起部402は、好ましくは、モータ100の中心軸に垂直な平面で切断したときの断面視で、樹脂モールド部70と同一の断面形状を有する。即ち、好ましい実施例では、突起部402は、ステータコア22の径方向で最も内側の部位よりも径方向内側にではみ出さないように形成される。また、突起部402は、スロット222の径方向の開口を塞ぐ形状に形成される。即ち、各突起部402は、対応するスロット222の周方向両側の壁面に当接される。
突起部402は、軸方向の端面が樹脂モールド部70の軸方向の端面と直接的に結合される。これは、ステータコア22に絶縁部材40を組み付けた状態で各スロット222の開口側に樹脂を充填して樹脂モールド部70を形成することで実現できる(図5参照)。
次に、図5を参照して、樹脂モールド部70の形成方法の一例について説明する。
図5は、樹脂モールド部70の形成方法の一例の説明図であり、モータ100の中心軸を含む面で切断したときの部分断面図である。図5は、樹脂モールド部70の形成時の状態(ロータ10の組み付け前の状態)を示し、ロータ10は示されていない。また、図5は、ステータ20のスロット222を通る平面による断面(図1と同様の断面視)を示す。尚、図5には、絶縁部材40の突起部402に対応する絶縁部材42の突起部が、突起部422として図示されている。
樹脂モールド部70は、ステータコア22に絶縁部材40を組み付けた状態で樹脂を充填して形成される。図5に示す例では、ステータコア22の内周面(=ティース220の端面220a)及び絶縁部材40及び42の内周面に接する円筒状のモールド治具900がセットされる。円筒状のモールド治具900がセットされると、各スロット222において、コイル24の径方向内側に、径方向内側がモールド治具900により塞がれ、軸方向両側が絶縁部材40及び42により塞がれた空間Sが形成される。かかる空間Sは、スロット222毎に形成される。モールド治具900は、軸方向の中央付近に射出穴902を各スロット222に対応して備え、空間Sに、各射出穴902を介して樹脂が充填される。各射出穴902を介して樹脂が射出されると、樹脂は、図5に矢印Rで模式的に示すように、軸方向に突起部402及び422の軸方向の端面に向かって流動し、空間Sが樹脂で埋められる(即ち空間Sが樹脂で充填される)。樹脂の硬化後、樹脂モールド部70が形成される。尚、樹脂の硬化後は、モールド治具900が外される(樹脂モールド部70が型から抜かれる)。
ところで、コイル24、特にコイルエンド26及び27を効率的に冷却するためには、コイルエンド26及び27を形成する各コイル線間の隙間にも、冷却油を流通させる方が有利となる。樹脂の充填時に樹脂がステータコア22の軸方向の端面上に流出すると、コイルエンド26及び27を形成する各コイル線間の隙間を樹脂が埋めてしまい(コイルエンド26及び27を形成する各コイル線間の隙間にも、冷却油が流通できなくなり)、コイルエンド26及び27の冷却効率が悪化する。
この点、本実施例によれば、絶縁部材40(絶縁部材42についても同様)が突起部402を備えるので、樹脂の充填時に、樹脂がスロット222の軸方向の端部を超えて、ステータコア22の端面226及び227上に流出してしまうことを低減又は防止できる。即ち、突起部402がスロット222の軸方向の開口を塞ぐので、樹脂の充填時に、樹脂がステータコア22の軸方向の端面上に流出してしまうことを低減又は防止できる。従って、本実施例によれば、絶縁部材40(絶縁部材42についても同様)が突起部402を備えるので、コイルエンド26及び27を形成する各コイル線間の隙間を樹脂が埋めてしまうことを低減又は防止でき、コイルエンド26及び27の冷却効率を高めることができる。
次に、図1を再度参照して、モータ100の冷却構造について説明する。
モータ100は、油が収容される油室80を備える。油室80は、ステータコア22及びコイル24の全体を内部に含む。油室80には、好ましくは、油が隙間なく収容される。即ち、油室80には、ステータコア22及びコイル24の全体が油に浸されるように、油が隙間なく収容される。尚、「油が隙間なく」とは、油室80内に気泡などの微細な空気を含む構成を除外するものではない。かかる好ましい実施例では、コイル24周辺が油で浸されるので、コイル24周辺に空気層が存在する場合に生じる部分放電を低減又は防止できる。この結果、コイル24の被膜を薄くすることも可能となり、被膜厚を低減してコイル24の冷却の効率化を図ることも可能となる。また、かかる好ましい実施例では、油の絶縁機能を利用してコイル24に対する周辺部品の離間距離を短くできるので、ユニット全体の小型化を図ることが可能となる。
図1に示す例では、油室80は、ステータコア22の端面226及び227よりもコイルエンド26及び27側と、ステータコア22の径方向外側とに形成される。油室80は、全体として円環状の形態である。但し、油室80におけるステータコア22の径方向外側の部分は、省略されてもよい(即ち、ステータコア22の外周面とケース50とが近接する構成であってもよい)。
油室80は、油室形成部材により形成され、油室形成部材は、絶縁部材40及び42と、樹脂モールド部70と、ケース50とを含む。ケース50は、モータ100を収容する空間を形成する。ケース50は、複数のケース部材の組み合わせにより形成されてもよい。図1に示す例では、モータ100は、トランスミッションを形成するユニットの一部として組み込まれており、ケース50は、当該ユニットのケースを形成する。
ケース50は、絶縁部材40及び42における径方向のロータ10側の周面、即ちロータ10に対向する側の周面に、径方向で油密に接続される。図1に示す例では、ケース50は、径方向で対向する部位51及び52(以下、「ケース油室形成部位51及び52」と称する)を含む。尚、ケース油室形成部位51及び52は、ケース50の他の部位と一体に形成されてもよいし、ケース50の他の部位とは別体に形成されて当該他の部位に結合されてもよい。
図1に示す例では、ケース油室形成部位51及び52は、それぞれ、絶縁部材40及び42に対して設けられる。ケース油室形成部位51及び52は、それぞれ、円筒状の形態であり、絶縁部材40及び42における径方向内側の周面に径方向で対向する。径方向で、ケース油室形成部位51と、絶縁部材40における径方向内側の周面との間には、当該径方向の隙間を埋めるシール部材60が設けられる。同様に、径方向で、ケース油室形成部位52と、絶縁部材42における径方向内側の周面との間には、当該径方向の隙間を埋めるシール部材62が設けられる。シール部材60及び62のそれぞれは、例えばOリングにより形成され、周方向全体にわたって設けられる。このようにして、ケース油室形成部位51及び52は、径方向で絶縁部材40及び42にシール部材60及び62を介して油密に接続される。
本実施例では、油室80内の油のステータ20の径方向内側への流通(例えば、径方向でステータ20とロータ10との間の空間への流出)は、絶縁部材40及び42と、樹脂モールド部70とにより制限される。例えば、油室80内の油がコイルエンド26及び27内(各コイル線間の隙間)を通ってコイルエンド26及び27の径方向内側の周面に至ると、当該油の更なる径方向内側への移動は、絶縁部材40及び42により制限される。また、油室80内の油がスロット222内のコイル24内(各コイル線間の隙間)を通ってスロット222内のコイル24の径方向内側に至ると、当該油の更なる径方向内側への移動は、スロット222の径方向の開口を塞ぐ樹脂モールド部70(又は突起部402)により制限される。このように、絶縁部材40及び42、及び、樹脂モールド部70は、油室80内の油が、径方向でステータ20とロータ10との間の空間への流出してしまうことを低減又は防止する(シール機能を果たす)。これにより、径方向でステータ20とロータ10との間の油に起因した引き摺り損失を低減又は防止できる。また、油室80に油が隙間なく収容されることによる上述の効果をより確実に得ることができる。
特に、本実施例では、スロット222の径方向の開口が樹脂モールド部70により塞がれるので、例えば突起部402を軸方向に延長してスロット222の径方向の開口を突起部402により塞ぐ構成に比べて、スロット222の径方向の開口でのシール性(油密性)を高めることができる。尚、ステータコア22に絶縁部材40を組み付けた状態では、各突起部402と、対応するスロット222の周方向両側の壁面との間には、公差等に起因したわずかな隙間が形成されうるが、かかる隙間は、樹脂モールド部70を形成するための樹脂の充填により埋められる。これにより、ステータコア22への絶縁部材40の組み付け性を良好に維持しつつ、各突起部402と、対応するスロット222の周方向両側の壁面との間のシール性が高められる。
また、本実施例では、上述の如く、樹脂モールド部70が各スロット222内への樹脂の充填により形成されるので、モールド治具900を用いて樹脂モールド部70を各スロット222の径方向内側にはみ出さないように形成できる。これにより、樹脂モールド部70がステータコア22よりもロータ10に径方向で近くならず、樹脂モールド部70に起因してステータコア22とロータ10との径方向の隙間を増加させる必要が生じてしまうこと(及びひいてはモータ100の性能の悪化)を防止できる。
また、本実施例によれば、上述の如く、樹脂モールド部70がスロット222内への樹脂の充填により形成されるので、絶縁部材40(絶縁部材42についても同様)の突起部402の軸方向の端面と樹脂モールド部70の軸方向の端面とを直接的に結合させることができる。これにより、絶縁部材40と樹脂モールド部70との間の軸方向のシール性を高めることができる。
以上、各実施例について詳述したが、特定の実施例に限定されるものではなく、特許請求の範囲に記載された範囲内において、種々の変形及び変更が可能である。また、前述した実施例の構成要素を全部又は複数を組み合わせることも可能である。
例えば、上述では、好ましい実施例として、絶縁部材40(絶縁部材42も同様)は、突起部402を有しているが、突起部402は省略されてもよい。この場合、各スロット222内の樹脂モールド部70は、ステータコア22の端面226及び227を超えて形成されうる。従って、この場合、各スロット222内の樹脂モールド部70は、ステータコア22の端面226及び227を超えた軸方向の位置で、互いに接続されうる。
また、上述では、好ましい実施例として、冷却用の油は、油室80に隙間なく収容されるが、これに限定されない。例えば、冷却用の油は、管やケース内の油路などを介して油室80に供給され、コイルエンド26及び27に向けて噴出又は落下される構成であってもよい。
また、上述した実施例は、インナロータタイプに対する適用例であるが、アウタロータタイプに適用することも可能である。アウタロータタイプの場合、基本的に、径方向の内外が逆になるだけであるためである。
また、上述した実施例では、ケース50の部位(ケース油室形成部位51及び52)を利用して油室80が形成されるが、ケース油室形成部位51及び52の一方又は双方は、省略されてもよい。この場合、コイルエンド26及び/又は27全体をカバーするように、絶縁部材40及び/又は絶縁部材42を形成することとしてよい。即ち、絶縁部材40及び/又は42によってステータコア22の端面226及び/又は227に対してコイルエンド26及び/又は27の全体を油密に覆うこととしてもよい。
また、上述した実施例では、ケース50のケース油室形成部位51及び52は、径方向内側から絶縁部材40及び42に対向しているが、逆であってもよい。即ち、ケース50のケース油室形成部位51及び52は、径方向外側から絶縁部材40及び42に対向しててもよい。但し、この場合、絶縁部材40及び42の軸方向外側の端部は、コイルエンド26及び27よりも軸方向外側へと延長される。
なお、以上の実施例に関し、さらに以下を開示する。尚、以下で記載する効果は、必ずしも常に奏するものでない場合もある。また、従属形式の特徴に関する効果は、その特徴に係る効果であり、付加的な効果である。
(1)
ロータ(10)と、
ロータ(10)の径方向内側又は外側に設けられるステータコア(22)と、
ステータコア(22)に組み付けられ、ステータコア(22)の軸方向の両端面(226、227)から露出するコイルエンド(26、27)を形成するコイル(24)と、
コイルエンド(26、27)のそれぞれに対してそれぞれ設けられ、コイルエンド(26、27)における径方向のロータ(10)の側の周面を、ステータコア(22)の軸方向の端面(226、227)から軸方向の所定範囲にわたり且つ周方向の全体にわたってカバーする円筒状の絶縁部材(40、42)と、
ステータコア(22)の各ティース(220)間の各スロット(222)内の開口側に形成され、ステータコア(22)の軸方向で絶縁部材(40、42)間に延在する樹脂モールド部(70)とを含む、モータ(100)。
(1)
ロータ(10)と、
ロータ(10)の径方向内側又は外側に設けられるステータコア(22)と、
ステータコア(22)に組み付けられ、ステータコア(22)の軸方向の両端面(226、227)から露出するコイルエンド(26、27)を形成するコイル(24)と、
コイルエンド(26、27)のそれぞれに対してそれぞれ設けられ、コイルエンド(26、27)における径方向のロータ(10)の側の周面を、ステータコア(22)の軸方向の端面(226、227)から軸方向の所定範囲にわたり且つ周方向の全体にわたってカバーする円筒状の絶縁部材(40、42)と、
ステータコア(22)の各ティース(220)間の各スロット(222)内の開口側に形成され、ステータコア(22)の軸方向で絶縁部材(40、42)間に延在する樹脂モールド部(70)とを含む、モータ(100)。
(1)に記載の構成によれば、樹脂モールド部(70)と絶縁部材(40、42)とによりステータ20の径方向のロータ(10)側のシール性を高めることができる。具体的には、コイルエンド(26、27)のそれぞれの径方向のロータ(10)側のシール性が絶縁部材(40、42)により高めることができ、ステータコア(22)の径方向のロータ(10)側のシール性が樹脂モールド部(70)により高めることができる。樹脂モールド部(70)は、各ティース(220)間の各スロット(222)内の開口側に形成されるので、ステータコア(22)の周面全体がシール部材(例えば樹脂モールド部(70))で覆われることがない。このようにして、ステータコア(22)の周面全体がシール部材で覆われることなく、ステータ20の径方向のロータ(10)側のシール性が高められたモータ(100)が得られる。
(2)
油室形成部材により形成され、ステータコア(22)及びコイル(24)の全体を内部に含み、油が隙間なく収容される油室(80)を備え、
油室形成部材は、絶縁部材(40、42)と、樹脂モールド部(70)と、ステータコア(22)の径方向で絶縁部材(40、42)に油密に接続される部材とを含む、(1)に記載のモータ(100)。
(2)
油室形成部材により形成され、ステータコア(22)及びコイル(24)の全体を内部に含み、油が隙間なく収容される油室(80)を備え、
油室形成部材は、絶縁部材(40、42)と、樹脂モールド部(70)と、ステータコア(22)の径方向で絶縁部材(40、42)に油密に接続される部材とを含む、(1)に記載のモータ(100)。
(2)に記載の構成によれば、ステータコア(22)及びコイル(24)の全体が、油が隙間なく収容される油室(80)内に配置されるので、部分放電の可能性を低減できる。この結果、例えばコイル(24)の被膜を薄くでき、冷却効率を高めることができる。
(3)
部材は、車両駆動ユニットのカバー又はケース(50)を含む、(2)に記載のモータ(100)。
(3)
部材は、車両駆動ユニットのカバー又はケース(50)を含む、(2)に記載のモータ(100)。
(3)に記載の構成によれば、車両駆動ユニットのカバー又はケース(50)を利用して、油室(80)を形成できる。これにより、例えば絶縁部材(40、42)によってステータコア(22)の端面(226、227)に対してコイルエンド(26、27)の全体を油密に覆う必要が無くなる。
(4)
絶縁部材(40、42)のそれぞれは、コイルエンド(26、27)における径方向のロータ(10)の側の周面をカバーする円筒状の本体部(400)と、本体部(400)から形成され、各スロット(222)の開口側の軸方向の端部に挿入される突起部(402,422)とを含む、(1)〜(3)のうちのいずれか1項に記載のモータ(100)。
(4)
絶縁部材(40、42)のそれぞれは、コイルエンド(26、27)における径方向のロータ(10)の側の周面をカバーする円筒状の本体部(400)と、本体部(400)から形成され、各スロット(222)の開口側の軸方向の端部に挿入される突起部(402,422)とを含む、(1)〜(3)のうちのいずれか1項に記載のモータ(100)。
(4)に記載の構成によれば、絶縁部材(40、42)が突起部(402,422)を備えるので、樹脂モールド部(70)を形成する際に樹脂の充填時に、樹脂がコイルエンド(26、27)まで到達することを低減又は防止できる。この結果、樹脂がコイルエンド(26、27)まで到達した場合に不都合(即ち、樹脂がコイルエンド(26、27)のコイル線間の隙間を埋めて油が該隙間を通らなくなり、コイルエンド(26、27)の冷却効率が落ちる)ことを低減又は防止できる。
(5)
突起部(402,422)の軸方向の端面は、樹脂モールド部(70)の軸方向の端面に直接結合される、(4)に記載のモータ(100)。
(5)
突起部(402,422)の軸方向の端面は、樹脂モールド部(70)の軸方向の端面に直接結合される、(4)に記載のモータ(100)。
(5)に記載の構成によれば、突起部(402,422)の軸方向の端面は、樹脂モールド部(70)の軸方向の端面に直接結合されるので、突起部(402,422)と樹脂モールド部(70)との間の軸方向のシール性が高まる。この結果、ステータ20の径方向のロータ(10)側のシール性を更に高めることができる。尚、かかる構成は、樹脂モールド部(70)を形成する際の樹脂の充填により容易に実現できる。
(6)
樹脂モールド部(70)は、各スロット(222)から径方向にはみ出さない態様で形成される、(1)〜(5)のうちのいずれか1項に記載のモータ(100)。
(6)
樹脂モールド部(70)は、各スロット(222)から径方向にはみ出さない態様で形成される、(1)〜(5)のうちのいずれか1項に記載のモータ(100)。
(6)に記載の構成によれば、樹脂モールド部(70)がステータコア(22)よりも径方向でロータ(10)に近くなってしまうことを防止できる。これにより、樹脂モールド部(70)がステータコア(22)よりも径方向でロータ(10)に近くなってしまうことによる弊害(例えば、ステータコア(22)とロータ(10)との径方向のクリアランスを増加させる必要が生じ、モータ(100)の径方向の大型化を招くという弊害)を防止できる。
10 ロータ
12 ロータコア
13 永久磁石
20 ステータ
22 ステータコア
220 ティース
222 スロット
226、227 端面
24 コイル
26、27 コイルエンド
40、42 絶縁部材
401 端面
400 本体部
402 突起部
422 突起部
50 ケース
51、52 ケース油室形成部位
60、62 シール部材
70 樹脂モールド部
80 油室
100 モータ
12 ロータコア
13 永久磁石
20 ステータ
22 ステータコア
220 ティース
222 スロット
226、227 端面
24 コイル
26、27 コイルエンド
40、42 絶縁部材
401 端面
400 本体部
402 突起部
422 突起部
50 ケース
51、52 ケース油室形成部位
60、62 シール部材
70 樹脂モールド部
80 油室
100 モータ
Claims (6)
- ロータと、
前記ロータの径方向内側又は外側に設けられるステータコアと、
前記ステータコアに組み付けられ、前記ステータコアの軸方向の両端面から露出するコイルエンドを形成するコイルと、
前記コイルエンドのそれぞれに対してそれぞれ設けられ、前記コイルエンドにおける径方向の前記ロータの側の周面を、前記ステータコアの軸方向の端面から軸方向の所定範囲にわたり且つ周方向の全体にわたってカバーする円筒状の絶縁部材と、
前記ステータコアの各ティース間の各スロット内の開口側に形成され、前記ステータコアの軸方向で前記絶縁部材間に延在する樹脂モールド部とを含む、モータ。 - 油室形成部材により形成され、前記ステータコア及び前記コイルの全体を内部に含み、油が隙間なく収容される油室を備え、
前記油室形成部材は、前記絶縁部材と、前記樹脂モールド部と、前記ステータコアの径方向で前記絶縁部材に油密に接続される部材とを含む、請求項1に記載のモータ。 - 前記部材は、車両駆動ユニットのカバー又はケースを含む、請求項2に記載のモータ。
- 前記絶縁部材のそれぞれは、前記コイルエンドにおける径方向の前記ロータの側の周面をカバーする円筒状の本体部と、前記本体部から形成され、前記各スロットの開口側の軸方向の端部に挿入される突起部とを含む、請求項1〜3のうちのいずれか1項に記載のモータ。
- 前記突起部の軸方向の端面は、前記樹脂モールド部の軸方向の端面に直接結合される、請求項4に記載のモータ。
- 前記樹脂モールド部は、前記各スロットから径方向にはみ出さない態様で形成される、請求項1〜5のうちのいずれか1項に記載のモータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015060120A JP2016181966A (ja) | 2015-03-23 | 2015-03-23 | モータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015060120A JP2016181966A (ja) | 2015-03-23 | 2015-03-23 | モータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016181966A true JP2016181966A (ja) | 2016-10-13 |
Family
ID=57132252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015060120A Pending JP2016181966A (ja) | 2015-03-23 | 2015-03-23 | モータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016181966A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112136265A (zh) * | 2018-05-17 | 2020-12-25 | 松下知识产权经营株式会社 | 模制马达 |
| CN112771767A (zh) * | 2018-09-28 | 2021-05-07 | 日本电产伺服有限公司 | 马达装置 |
-
2015
- 2015-03-23 JP JP2015060120A patent/JP2016181966A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112136265A (zh) * | 2018-05-17 | 2020-12-25 | 松下知识产权经营株式会社 | 模制马达 |
| CN112136265B (zh) * | 2018-05-17 | 2023-10-03 | 松下知识产权经营株式会社 | 模制马达 |
| CN112771767A (zh) * | 2018-09-28 | 2021-05-07 | 日本电产伺服有限公司 | 马达装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5134064B2 (ja) | 回転電機 | |
| US9369010B2 (en) | Stator of electric motor including resin injected by injection molding | |
| CN102906969B (zh) | 旋转机械 | |
| US6653758B2 (en) | Stator structure for rotary electric machine | |
| US6495936B2 (en) | Rotating electrical machine | |
| US9954415B2 (en) | Rotor for brushless motor | |
| TWI678054B (zh) | 軸向間隙型旋轉電機及其製造方法 | |
| US20150028711A1 (en) | Rotor for a Rotating Electric Machine | |
| JP2004297924A (ja) | 回転電機の冷却構造 | |
| KR101887186B1 (ko) | 스테이터 | |
| JP2019515642A (ja) | 電気機械用フランジ | |
| US20170257001A1 (en) | Stator | |
| US10291105B2 (en) | Cooling structure of drive motor | |
| JP2014108009A (ja) | 回転電機 | |
| JP6815872B2 (ja) | モータおよびモータの製造方法 | |
| JP6197462B2 (ja) | ステータコイルの冷却構造及びステータコイルの冷却構造の製造方法 | |
| JP5910590B2 (ja) | ブラシレスモータの回転子 | |
| JP2016181966A (ja) | モータ | |
| JP2009027836A (ja) | 回転電機 | |
| JP2013099048A (ja) | 永久磁石式回転電機の回転子、及び永久磁石式回転電機 | |
| JP5009219B2 (ja) | 電動モータ | |
| JP5957803B2 (ja) | 回転電機 | |
| JPWO2016047310A1 (ja) | 回転電機 | |
| CN113572279A (zh) | 电机定子组件、电机及电动工具 | |
| KR20210071340A (ko) | 구동모터의 고정자 조립 유닛 |