JP2016189462A - 異方性ボンド磁石の製造方法及び製造装置並びに異方性ボンド磁石 - Google Patents
異方性ボンド磁石の製造方法及び製造装置並びに異方性ボンド磁石 Download PDFInfo
- Publication number
- JP2016189462A JP2016189462A JP2016060688A JP2016060688A JP2016189462A JP 2016189462 A JP2016189462 A JP 2016189462A JP 2016060688 A JP2016060688 A JP 2016060688A JP 2016060688 A JP2016060688 A JP 2016060688A JP 2016189462 A JP2016189462 A JP 2016189462A
- Authority
- JP
- Japan
- Prior art keywords
- magnet
- stacking
- magnetic
- anisotropic bonded
- bonded magnet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 61
- 239000000203 mixture Substances 0.000 claims abstract description 56
- 239000006247 magnetic powder Substances 0.000 claims abstract description 48
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 34
- 238000003475 lamination Methods 0.000 claims abstract description 26
- 238000010030 laminating Methods 0.000 claims abstract description 19
- 230000004907 flux Effects 0.000 claims description 30
- 238000010438 heat treatment Methods 0.000 claims description 27
- 229920005989 resin Polymers 0.000 claims description 26
- 239000011347 resin Substances 0.000 claims description 26
- 238000000034 method Methods 0.000 claims description 18
- 238000004898 kneading Methods 0.000 claims description 3
- BGPVFRJUHWVFKM-UHFFFAOYSA-N N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] Chemical compound N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] BGPVFRJUHWVFKM-UHFFFAOYSA-N 0.000 abstract description 15
- 238000000465 moulding Methods 0.000 description 13
- 239000000463 material Substances 0.000 description 12
- 238000001125 extrusion Methods 0.000 description 9
- 239000000696 magnetic material Substances 0.000 description 9
- 239000004677 Nylon Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 229920001778 nylon Polymers 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 229910001047 Hard ferrite Inorganic materials 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 238000010146 3D printing Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 229910001172 neodymium magnet Inorganic materials 0.000 description 3
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 229910000859 α-Fe Inorganic materials 0.000 description 3
- 229910000976 Electrical steel Inorganic materials 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000011960 computer-aided design Methods 0.000 description 2
- 230000005415 magnetization Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 229910000565 Non-oriented electrical steel Inorganic materials 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910001105 martensitic stainless steel Inorganic materials 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images








Landscapes
- Powder Metallurgy (AREA)
- Hard Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Abstract
【課題】金型を用いることなく任意の形状をなす種々の異方性ボンド磁石を、容易かつ精度良く製造できる異方性ボンド磁石の製造方法及び製造装置、並びに該製造方法により製造した異方性ボンド磁石を提供する。
【解決手段】積層台1の上面の積層空間Lを囲む位置に磁界形成用永久磁石3,3を、積層空間Lを挟んで同極(N極)が対向するように配置するとともに、積層台1の下面に磁界形成用永久磁石4を、積層台1を挟んで磁界形成用永久磁石3,3の積層空間L側の磁極(N極)と積層台1近位側の磁極(S極)が異なるように配置してあり、ノズル6及び積層台1を相対的に三次元で移動させながら、磁性粉末と溶融された熱可塑性樹脂との混合物をノズル6から積層台1の積層空間Lに押出し、積層させて、異方性ボンド磁石Mを製造する。
【選択図】図1
【解決手段】積層台1の上面の積層空間Lを囲む位置に磁界形成用永久磁石3,3を、積層空間Lを挟んで同極(N極)が対向するように配置するとともに、積層台1の下面に磁界形成用永久磁石4を、積層台1を挟んで磁界形成用永久磁石3,3の積層空間L側の磁極(N極)と積層台1近位側の磁極(S極)が異なるように配置してあり、ノズル6及び積層台1を相対的に三次元で移動させながら、磁性粉末と溶融された熱可塑性樹脂との混合物をノズル6から積層台1の積層空間Lに押出し、積層させて、異方性ボンド磁石Mを製造する。
【選択図】図1
Description
本発明は、異方性ボンド磁石を製造する方法及び装置、並びに該方法により製造された異方性ボンド磁石に関する。
磁性粉末と、該磁性粉末のバインダーとしての樹脂とを固化成形してなるボンド磁石は、焼結磁石に比べて、形状自由度が高いという利点がある。ボンド磁石には、磁性粉末として磁気異方性がない等方性材料を用いた等方性ボンド磁石と、磁性粉末として磁気異方性を有する材料を用いた異方性ボンド磁石とが存在する。磁性粉末の磁化方向を一定の向きに揃えている異方性ボンド磁石は、等方性ボンド磁石よりも磁気特性が比較的優れている。
異方性ボンド磁石を製造する手法として、種々のものが提案されている(例えば、特許文献1から3など)。
特許文献1では、磁性粉末と熱硬化性樹脂との混合物を成形用の金型に充填した後、その金型を磁界中に維持させた状態で、混合物の圧縮成形により、所望の形状を有した異方性ボンド磁石を製造する。
特許文献2では、射出口に磁場印加用コイルを配置した射出成型機を用いて、異方性磁性粉末と樹脂との混合物を磁界を印加しながら押出成形することにより、異方性ボンド磁石を製造する。
特許文献3では、押出口に磁場印加用コイルを配置した押出成型機を用いて、異方性磁性粉末と樹脂との混合物を磁界を印加しながら押出成形することにより、異方性ボンド磁石を製造する。
特許文献3では、押出口に磁場印加用コイルを配置した押出成型機を用いて、異方性磁性粉末と樹脂との混合物を磁界を印加しながら押出成形することにより、異方性ボンド磁石を製造する。
しかしながら、特許文献1にあっては、製造される異方性ボンド磁石の形状が変化するたびに新たな金型が必要になるという問題がある。また、金型による成形のために磁性粉末の配向が乱れるという問題もある。
一方、特許文献2、3にあっては、成形し得る形状が限定されるという問題がある。また、押出成形により磁性粉末の配向が乱れるという問題もある。
本発明は斯かる事情に鑑みてなされたものであり、三次元成形機の手法を利用することにより、金型が不要であって形状が変わるたびに新たな金型を作製する必要がなく、任意の形状をなす異方性ボンド磁石を容易に製造でき、また、磁性粉末の配向の乱れも生じない異方性ボンド磁石の製造方法及び製造装置、並びに該製造方法により製造した異方性ボンド磁石を提供することを目的とする。
本発明に係る異方性ボンド磁石の製造方法は、磁性粉末と溶融された熱可塑性樹脂との混合物をノズルから板状の積層台に押出し、積層させて、異方性ボンド磁石を製造する方法であって、前記積層台の上面の積層空間を囲む位置に、前記積層台の上下面に平行な方向に磁極を有する第1磁石を、前記積層空間を挟んで同極が対向するように配置するとともに、前記積層台の下面に、前記積層台の上下面に垂直な方向に磁極を有する第2磁石を、前記積層台を挟んで前記第1磁石の積層空間側の磁極と前記第2磁石の積層台近位側の磁極が異なるように配置しておき、前記ノズル及び前記積層台を相対的に三次元で移動させながら、前記混合物を前記ノズルから前記積層台の前記積層空間に押出することを特徴とする。
本発明に係る異方性ボンド磁石の製造装置は、磁性粉末と溶融された熱可塑性樹脂との混合物を押出するノズルと、該ノズルから押出される前記混合物を受けて積層させる積層台と、該積層台の上面で積層空間を囲む位置に、前記積層台の上下面に平行な方向に磁極を有し、前記積層空間を挟んで同極が対向するように設けられた第1磁石と、前記第1磁石の積層空間側の磁極と積層台近位側の磁極が異なるように前記積層台の下面に設けられ、前記積層台の上下面に垂直な方向に磁極を有する第2磁石と、前記ノズル及び前記積層台を相対的に三次元で移動させる移動手段とを備えることを特徴とする。
本発明に係る異方性ボンド磁石は、磁性粉末と溶融された熱可塑性樹脂との混合物をノズルから板状の積層台に押出し、積層させて製造される異方性ボンド磁石であって、前記積層台の上面の積層空間を囲む位置に、前記積層台の上下面に平行な方向に磁極を有する第1磁石を、前記積層空間を挟んで同極が対向するように配置するとともに、前記積層台の下面に、前記積層台の上下面に垂直な方向に磁極を有する第2磁石を、前記積層台を挟んで前記第1磁石の積層空間側の磁極と前記第2磁石の積層台近位側の磁極が異なるように配置しておき、前記ノズル及び前記積層台を相対的に三次元で移動させながら、前記混合物を前記ノズルから前記積層台の前記積層空間に押出させて製造されることを特徴とする。
本発明にあっては、磁性粉末と溶融された熱可塑性樹脂との混合物をノズルから板状の積層台に押出し、積層させて、異方性ボンド磁石を製造する。積層台の上面には積層空間を囲む態様で、積層空間を挟んで同極が対向するように積層台の上下面に平行な方向に磁極を有する第1磁石を配置してある。また、積層台の下面には、積層台を挟んで第1磁石の積層空間側の磁極と第2磁石の積層台近位側の磁極が異なるように、積層台の上下面に垂直な方向に磁極を有する第2磁石を配置してある。ノズル及び積層台を相対的に三次元で移動させながら、前記混合物をノズルから積層台の積層空間に押出し、積層して、所望の形状をなす異方性ボンド磁石を製造する。
上記のような第1磁石及び第2磁石の配置関係により、第1磁石と第2磁石との間で、積層台の上下面に垂直な方向(言い換えるとノズルからの混合物の押出方向)に向かう一定の磁束の流れが生じるため、積層される成形体は磁気異方性を有することになり、異方性ボンド磁石を製造できる。
この際、製造すべき形状になるようにノズル及び積層台を相対的に三次元で移動させることにより、金型を用いることなく、所望の形状を有する異方性ボンド磁石を簡単に製造できる。また、三次元印刷の手法を用いており、従来のような金型成形または押出成形ではないため、配向が乱れることは起こり得ない。
本発明に係る異方性ボンド磁石の製造方法は、前記混合物において、前記磁性粉末が磁気異方性を有することを特徴とする。
本発明にあっては、ノズルから押出する混合物の磁性粉末が磁気異方性を有している。よって、積層空間での磁束密度が小さくても磁気特性が良好である異方性ボンド磁石を製造できる。
本発明に係る異方性ボンド磁石の製造方法は、前記ノズルからの前記混合物の押出し、積層により成形された成形体に熱処理を施すことを特徴とする。
本発明にあっては、押出し、積層により成形された成形体である異方性ボンド磁石にさらに熱処理を施す。この熱処理により、成形体で層状になっている構造が押しつぶされて、処理後の異方性ボンド磁石の密度が大きくなって、磁気特性が向上する。
本発明に係る異方性ボンド磁石の製造装置は、前記積層台の上面の前記第1磁石を囲む位置に設けられたヨークを備えることを特徴とする。
本発明にあっては、積層台の上面に第1磁石を囲むようにヨークを設けている。よって、積層空間を挟んで同極が対向するように配置させた第1磁石にて斥力が発生しても、ヨークによって第1磁石の移動が抑止されるので、安定して異方性ボンド磁石の製造を行える。
本発明に係る異方性ボンド磁石の製造装置は、磁性粉末と熱可塑性樹脂とを混錬した樹脂成形体を加熱して該熱可塑性樹脂を溶融させ、溶融後の前記混合物を前記ノズルに供給する加熱ヒータを備えることを特徴とする。
本発明にあっては、磁性粉末と熱可塑性樹脂とを混錬した樹脂成形体を加熱ヒータにて加熱して熱可塑性樹脂を溶融させて、ノズルから押出させる溶融混合物を作成する。よって、積層に適した混合物をノズルから押出することができ、精度良く異方性ボンド磁石を製造できる。
本発明に係る異方性ボンド磁石の製造装置は、前記第1磁石の上方に該第1磁石に対向させて設けられた軟磁性体を備えることを特徴とする。
本発明にあっては、第1磁石より漏れる磁束が下方の第2磁石だけでなく上方の軟磁性体にも向かうので、第1磁石からの磁束は積層台の上下面に垂直な方向に精度よく向く。よって、積層空間で積層成形される異方性ボンド磁石は、より安定した磁気異方性を得ることができる。
本発明に係る異方性ボンド磁石の製造方法は、磁性粉末と溶融された熱可塑性樹脂との混合物をノズルから板状の積層台に押出し、積層させて、異方性ボンド磁石を製造する方法であって、前記積層台の上面の積層空間に一定方向の磁束の流れを形成させるとともに、前記ノズル及び前記積層台を相対的に三次元で移動させながら、前記混合物を前記ノズルから前記積層台の前記積層空間に押出することを特徴とする。
本発明にあっては、磁性粉末と溶融された熱可塑性樹脂との混合物をノズルから板状の積層台に押出し、積層させて、異方性ボンド磁石を製造する。一定方向の磁束の流れを積層空間に形成させながら、かつ、ノズル及び積層台を相対的に三次元で移動させながら、前記混合物をノズルから積層台の積層空間に押出し、積層して、所望の形状をなす異方性ボンド磁石を製造する。
本発明によれば、金型が不要であって形状が変わるたびに新たな金型を作製する必要がなく、任意の形状をなす異方性ボンド磁石を短期間で容易に製造することができる。また、三次元印刷の手法を用いており、従来のような金型成形または押出成形を利用していないので、配向の乱れを防止できて、高精度の磁気特性を有する異方性ボンド磁石を製造できる。
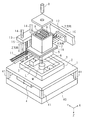
以下、本発明をその実施の形態を示す図面に基づいて詳述する。図1は、本発明に係る異方性ボンド磁石の製造装置の全体構成を示す斜視図である。図1にあって、40は矩形状をなすベースである。ベース40の四隅には支柱41が立設されており、この支柱41により矩形板状の積層台1が支持されている。この積層台1上にて、後述するように異方性ボンド磁石Mが製造される。なお、図1では、積層台1の直交する2辺方向をX方向及びY方向とし、積層台1の厚さ方向をZ方向としている。
積層台1の上面の中央部に矩形枠状のヨーク2が設けられている。ヨーク2は、例えばアルミニウム製であり、その内部空間が異方性ボンド磁石Mを積層成形により製造する積層空間Lとなっている。
積層台1の上面の積層空間L内に、ヨーク2に接触させた態様でY方向に離隔させて第1磁石としての磁界形成用永久磁石3,3が設けられている。磁界形成用永久磁石3,3(第1磁石)は、積層台1の上下面に平行な方向に磁極を有する。磁界形成用永久磁石3,3は何れも、積層空間Lの内側の磁極がN極であり、外側の磁極がS極である。よって、磁界形成用永久磁石3,3の対向する側の磁極は同極のN極である。
また、積層台1の下面には積層空間Lに対応する位置に、第2磁石としての磁界形成用永久磁石4が設けられている。磁界形成用永久磁石4(第2磁石)は、積層台1の上下面に垂直な方向に磁極を有する。磁界形成用永久磁石4は、積層台1近位側がS極であって、遠位側がN極である。よって、磁界形成用永久磁石3,3の積層空間L側の磁極と磁界形成用永久磁石4の積層台1近位側の磁極はN極、S極となって互いに異極である。
積層空間Lの中央の上方には、基端が加熱ヒータ5に接続されたノズル6の先端部が位置決めされている。加熱ヒータ5の上部は遮熱板7を介して保温筒8に連通しており、保温筒8の上面部には、表面に凹凸がある一対のローラ9が設けられている。
磁性粉末と熱可塑性樹脂との成形体である樹脂成形体Rが、回転するローラ9によって、保温筒8を介して加熱ヒータ5に導入される。加熱ヒータ5は、導入される樹脂成形体Rを加熱して熱可塑性樹脂を溶融させ、溶融後の混合物をノズル6に供給する。ノズル6は、供給された混合物を、その先端部から押出して順次積層することにより、異方性ボンド磁石Mを製造する。遮熱板7は、加熱ヒータ5からの熱が放散されることを防止し、保温筒8は、樹脂成形体Rが外気温にて冷却されることを防止する。なお、樹脂成形体Rの形成機構については後述する。
加熱ヒータ5には、X方向に延在するガイド10が貫設されており、また、一端がモータ(図示せず)に接続されたベルト11が架設されている。そして、ベルト11のX方向の移動によって、加熱ヒータ5及びノズル6が一体的にX方向に移動できるようになっている。ガイド10は、ボールねじ(図示せず)の回転駆動により、Y方向に移動可能な台座12に接続されている。そして、台座12のY方向の移動によって、加熱ヒータ5及びノズル6が一体的にY方向に移動できるようになっている。このような駆動手段により、ノズル6はX方向及びY方向への任意の移動が可能である。
積層台1には、中途が台座13に貫通されている一対のガイド14が、Z方向に延在して固設されている。また、台座13にはボールネジ15が設けられており、ボールネジ15の回転駆動により、積層台1がZ方向に移動できるようになっている。
上述したような駆動機構により、積層台1及びノズル6が相対的に三次元で移動できるようになっている。
なお、上述した実施の形態では、ノズル6がX方向及びY方向に移動し、積層台1がZ方向に移動する構成としたが、この構成は一例であり、ノズル6が積層台1に対して相対的に三次元方向に移動可能であれば良く、例えば積層台1は固定であってノズル6がX方向、Y方向及びZ方向に移動可能である構成でも良く、積層台1及びノズル6の間で相対的な三次元移動が行えれば任意の駆動機構を採用可能である。
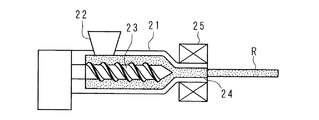
図2は、樹脂成形体Rの形成機の構成を示す断面図である。形成機は、シリンダ21と、シリンダ21の基端部に設けられたホッパー22と、シリンダ21内に設けられたスクリュー23と、シリンダ21の先端に連なる金型24と、金型24の周囲に配された配向コイル25とを有している。
この形成機では、押出成形によって樹脂成形体Rが形成される。ホッパー22を介して、樹脂成形体Rの材料となる磁性粉末(例えば粉末状のハードフェライト)と熱可塑性樹脂(例えばナイロン)とが、シリンダ21内に投入される。スクリュー23は、磁性粉末及び熱可塑性樹脂を混合させて先端側に押し出して金型24へ供給する。そして、金型24から所定の径を有する樹脂成形体Rが押し出される。この際、金型24を通過する際に、混合物が配向コイル25から磁界を印加されて、磁気異方性を有する磁性粉末を含む樹脂成形体Rが得られる。
なお、配向コイル25は本発明に必須の構成要素ではなく、図1に示した製造装置を用いた異方性ボンド磁石Mの製造時に十分な配向処理を行えれば、樹脂成形体Rでの配向処理は特には必要でない。
以下、本発明に係る異方性ボンド磁石の製造方法の工程について説明する。この製造方法は、図2に示した形成機を用いて材料となる樹脂成形体Rを形成する工程と、図1に示した製造装置を用いて異方性ボンド磁石Mを製造する工程と、製造された異方性ボンド磁石Mに熱処理を施す工程とを有する。
(樹脂成形体Rの形成工程)
図2に示した形成機のホッパー22を介して、樹脂成形体Rの材料となる磁性粉末と熱可塑性樹脂とを、シリンダ21内に投入する。磁性粉末として使用する磁性体は、ハードフェライト、Nd−Fe−B系磁性体、Sm−Fe−N系磁性体、Sm−Co系磁性体である。ハードフェライトは、比較的低い磁界強度にて異方性ボンド磁石Mを製造できる。Nd−Fe−B系磁性体は、異方性を得るために高い磁界強度が必要であるが、磁気特性により優れた異方性ボンド磁石Mを製造できる。本発明では、何れの系磁性体も使用できる。磁性体は、予め粉砕して粉末状にしておく。
図2に示した形成機のホッパー22を介して、樹脂成形体Rの材料となる磁性粉末と熱可塑性樹脂とを、シリンダ21内に投入する。磁性粉末として使用する磁性体は、ハードフェライト、Nd−Fe−B系磁性体、Sm−Fe−N系磁性体、Sm−Co系磁性体である。ハードフェライトは、比較的低い磁界強度にて異方性ボンド磁石Mを製造できる。Nd−Fe−B系磁性体は、異方性を得るために高い磁界強度が必要であるが、磁気特性により優れた異方性ボンド磁石Mを製造できる。本発明では、何れの系磁性体も使用できる。磁性体は、予め粉砕して粉末状にしておく。
材料となる熱可塑性樹脂は、融点が低くて、強靭性及び耐衝撃性を有するものを使用する。このような条件を満たすものとして、ナイロンなどのポリアミド合成繊維が好ましい。
材料となる磁性粉末と熱可塑性樹脂とをシリンダ21内に投入し、スクリュー23の回転によって、磁性粉末及び熱可塑性樹脂の混合物を先端側に押し出して金型24へ供給し、所定の径(1mm程度)の磁気異方性を有する磁性粉末を含む樹脂成形体Rを金型24から押し出す。配向コイル25から混合物に印加される金型24の空間の磁束密度は、0.2T以上である。
(異方性ボンド磁石Mの製造工程)
上述した工程で形成した樹脂成形体Rを、図1に示した回転するローラ9によって、保温筒8を介して加熱ヒータ5に導入する。加熱ヒータ5は、導入された樹脂成形体Rを加熱する。この際の加熱温度は、使用した熱可塑性樹脂の融点以上に設定する。加熱ヒータ5は、熱可塑性樹脂が溶融した混合物をノズル6に供給する。
上述した工程で形成した樹脂成形体Rを、図1に示した回転するローラ9によって、保温筒8を介して加熱ヒータ5に導入する。加熱ヒータ5は、導入された樹脂成形体Rを加熱する。この際の加熱温度は、使用した熱可塑性樹脂の融点以上に設定する。加熱ヒータ5は、熱可塑性樹脂が溶融した混合物をノズル6に供給する。
製造すべき異方性ボンド磁石Mの形状に対応して、ノズル6及び積層台1を相対的に三次元で移動させながら、供給された混合物をノズル6から押出して順次積層することにより、異方性ボンド磁石Mを製造する。
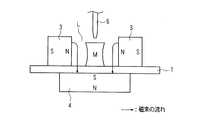
図3は、本発明に係る異方性ボンド磁石の製造装置における磁石の配置と磁束の流れとを示す模式図である。図3において、図1と同一部分には、同一の符号を付している。
本発明の製造装置における磁気回路構成では、積層台1の上面の積層空間L内でY方向に離隔させて配置した磁界形成用永久磁石3,3(第1磁石)の対向する側の磁極は同極のN極である。磁界形成用永久磁石3,3(第1磁石)は、積層台1の上下面に平行な方向に磁極を有する。また、積層台1の下面に配置した磁界形成用永久磁石4(第2磁石)の磁界形成用永久磁石3,3(第1磁石)と対向する側の磁極はS極である。磁界形成用永久磁石4(第2磁石)は、積層台1の上下面に垂直な方向に磁極を有する。積層台1を挟んで磁界形成用永久磁石3,3(第1磁石)の積層空間L側の磁極(N極)と磁界形成用永久磁石4(第2磁石)の積層台1近位側の磁極(S極)が異なるように配置している。したがって、積層空間L内における磁束の流れは、上部の磁界形成用永久磁石3,3→積層空間L→下部の磁界形成用永久磁石4となり、積層空間L内では積層台1に垂直な方向に磁束が向かう。この結果、積層空間L内では一定方向の安定した磁界が形成されるため、この積層空間L内で積層成形される異方性ボンド磁石Mも安定した磁気異方性を得ることができる。
また、積層空間L直下の積層台1の下面に磁界形成用永久磁石4を配置しているため、熱可塑性樹脂が溶融している混合物中の磁性粉末がこの磁界形成用永久磁石4に吸引されることになり、ノズル6から押出された混合物が積層台1の中心部に集まりやすくなって周りに飛び散ることを防止でき、効率良く積層成形を行っていくことができる。
なお、使用する磁性粉末がハードフェライトである場合には、磁性粉末を異方性ボンド磁石にするために、積層空間L(磁界発生空間)の磁束密度は0.4T程度以上必要である。磁化が高いNd−Fe−B系磁性粉末を使用する場合には、これよりも高い磁束密度が必要である。
(異方性ボンド磁石Mの熱処理工程)
上述した工程で製造した異方性ボンド磁石Mに熱処理を施してもよい。例えば、200℃以上240℃以下で3時間以上の熱処理を、異方性ボンド磁石Mに施す。異方性ボンド磁石M内で層状になっている構造に対して層を押しつぶして、異方性ボンド磁石Mの密度を大きくするために、この熱処理を行う。密度を大きくすることにより、磁気特性の向上を図ることができる。
上述した工程で製造した異方性ボンド磁石Mに熱処理を施してもよい。例えば、200℃以上240℃以下で3時間以上の熱処理を、異方性ボンド磁石Mに施す。異方性ボンド磁石M内で層状になっている構造に対して層を押しつぶして、異方性ボンド磁石Mの密度を大きくするために、この熱処理を行う。密度を大きくすることにより、磁気特性の向上を図ることができる。
本発明では、上述したように、金型を作製することなく、様々な形状の異方性ボンド磁石を製造することができる。本発明では、CAD(Computer Aided Design)にて積層図面を作成しておけば、その積層図面に応じてノズル6及び積層台1を相対的に三次元移動させながら、磁性粉末及び溶融した熱可塑性樹脂の混合物を押出し、積層することにより、所望の形状をなす異方性ボンド磁石を容易に製造できる。例えば、太鼓型形状のように一部が括れたような形状の異方性ボンド磁石でも、簡単に製造できる。長時間を要する金型の作製が不要となるため、短時間にて異方性ボンド磁石の製造が可能となる。
また、本発明では三次元印刷の手法を利用しており、従来のような金型成形または押出成形を用いていないので、配向の乱れが防止できて、高精度の磁気特性を有する異方性ボンド磁石を製造できる。
磁界形成用永久磁石3,3はヨーク2にて囲まれているので、対向するN極同士の斥力を受けても磁界形成用永久磁石3,3が移動することはない。なお、このような斥力の影響を受けない程度に磁界形成用永久磁石3,3が強固に積層台1に設けられている場合には、このヨーク2は必ずしも必須の部材ではない。
なお、上述した例では、磁界形成用永久磁石3,3の対向する側の磁極を同極のN極とし、磁界形成用永久磁石4の積層台1近位側の磁極をS極としたが、この例とは磁極性を全く逆にしても同様に異方性ボンド磁石Mを製造できる。また、上述した例では、磁界形成用永久磁石3,3を積層台1の上面のY方向に離隔させて設ける構成としたが、磁界形成用永久磁石3,3をX方向に離隔させて設けるように構成しても良い。
上述した例では、第1磁石として、Y方向に離隔配置した2個の直方体状の磁界形成用永久磁石3,3を用いたが、これは一例であり、磁気回路は他の構成であっても良い。以下、第1磁石(磁気回路)の他の構成例について説明する。
図4は、第1磁石の他の構成例を示す平面図である。積層台1の上面の中央部には、図1と同様な四角枠状のヨーク2が設けられ、このヨーク2に内接する態様で四角枠状の磁界形成用永久磁石30が、第1磁石として設けられている。磁界形成用永久磁石30の磁極は、内側が全域にわたってN極であり、外側が全域にわたってS極である。よって、この例でも、積層空間Lを挟んで磁界形成用永久磁石30(第1磁石)の対向する磁極は同極(N極)である。また、積層台1の下面には、積層台1近位側がS極であって、遠位側がN極である図1の例と同様な磁界形成用永久磁石が、第2磁石として設けられている。この構成例にあっても、上部の磁界形成用永久磁石30→積層空間L→下部の磁界形成用永久磁石となる一定方向の磁束の流れが積層空間L内に安定的にできるため、安定した磁気異方性を有する異方性ボンド磁石を製造することができる。
図5は、第1磁石のさらに他の構成例を示す平面図である。積層台1の上面の中央部には、円環状のヨーク20が設けられ、このヨーク20に内接する態様で円環状の磁界形成用永久磁石31が、第1磁石として設けられている。磁界形成用永久磁石31の磁極は、内周側が全域にわたってN極であり、外周側が全域にわたってS極である。よって、この例でも、積層空間Lを挟んで磁界形成用永久磁石31(第1磁石)の対向する磁極は同極(N極)である。また、積層台1の下面には、積層台1近位側がS極であって、遠位側がN極である図1の例と同様な磁界形成用永久磁石が、第2磁石として設けられている。この構成例にあっても、上部の磁界形成用永久磁石31→積層空間L→下部の磁界形成用永久磁石となる一定方向の磁束の流れが積層空間L内に安定的にできるため、安定した磁気異方性を有する異方性ボンド磁石を製造することができる。なお、図5の例とは異なり、対向する円環の一部からなる一対の磁界形成用永久磁石にて、第1磁石を構成するようにしても良い。
なお、上述した例では、第1磁石及び第2磁石として、永久磁石を用いる場合について説明したが、積層台の上下面に平行な方向に磁極を有する第1磁石の積層空間を挟んで対向する磁極が同極であって、積層台を挟んで対向する第1磁石の積層空間側の磁極及び第2磁石の積層台近位側の磁極が異極となるようにする場合には、第1磁石及び第2磁石の少なくとも一方が電磁石であっても良い。
本発明において、優れた磁気特性の異方性ボンド磁石を得るためには、製造される異方性ボンド磁石の密度を大きくする必要がある。密度を大きくする手法として、前述したように製造後の異方性ボンド磁石に熱処理を施す手法、磁性粉末及び溶融した熱可塑性樹脂の混合物を積層する際のピッチを小さくする手法がある。
図6は、熱処理における熱処理温度と熱処理前後の異方性ボンド磁石の密度との関係を示すグラフである。ここで、磁性粉末としてSrフェライト粉を使用し、熱可塑性樹脂として12ナイロンバインダーを使用した。図6の横軸は熱処理時の熱処理温度(℃)であり、縦軸は密度(g/cm3 )である。また、図中Aは熱処理前の異方性ボンド磁石の密度、図中Bは熱処理後の異方性ボンド磁石の密度をそれぞれ表している。なお、熱処理温度は200℃〜240℃に設定し、加熱時間は3時間である。
図6に示すように、例えば熱処理温度を220℃にした場合には、熱処理前で2.51g/cm3 であったのが、熱処理後で2.72g/cm3 であった。熱処理前後で密度が8%程度大きくなっている。熱処理前後の異方性ボンド磁石の断面を顕微鏡にて観察したところ、熱処理によって層が押しつぶされて、10%程度間隔が狭くなったことを確認できた。
本発明にあっては、積層された積層成形体に熱処理を施すことにより、製造する異方性ボンド磁石の密度を大きくすることができ、優れた磁気特性を有する異方性ボンド磁石の製造が可能となる。
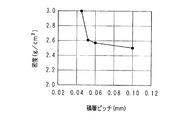
図7は、磁性粉末及び溶融した熱可塑性樹脂の混合物を積層する際のピッチと製造される異方性ボンド磁石の密度との関係を示すグラフである。図7の横軸は積層ピッチ(mm)であり、縦軸は密度(g/cm3 )であり、積層ピッチを0.045mm〜0.1mmまで変化させた場合の密度の変化を示している。
図7に示すように、積層ピッチを狭くするほど密度は大きくなっており、積層ピッチを0.045mmとした場合には、素材の密度(3.0g/cm3 )に対して100%の高密度を実現できている。
本発明にあっては、積層ピッチを狭くすることにより、製造する異方性ボンド磁石の密度を大きくすることができ、優れた磁気特性を有する異方性ボンド磁石の製造が可能となる。
図1に構成を示す製造装置を用いて、磁束密度を0.4Tにして異方性ボンド磁石を製造し、製造した異方性ボンド磁石の特性を測定した。以下、その結果について説明する。
具体的には、磁性粉末としてSrフェライト粉を使用し、熱可塑性樹脂として12ナイロンバインダーを使用した。これらのSrフェライト粉及び12ナイロンバインダーを50体積%ずつ図2に示した形成機に投入して、直径10mm×高さ7mmである円柱状の樹脂成形体を形成した。形成した樹脂成形体を、図1に示した製造装置に導入して異方性ボンド磁石を製造した。この際の積層ピッチは0.045mmであり、積層空間における磁束密度は0.4Tとした。
異方性ボンド磁石の特性(密度、最大エネルギー積((BH)max )、磁束密度(Br )、保磁力(HcJ)を測定した。その測定結果を図8に示す。また、比較例として、同じ材料を用いて、同じ形状の等方性ボンド磁石を製造した。この等方性ボンド磁石の特性の測定結果も図8に併せて示す。
図8に示す結果から、本発明にて製造された異方性ボンド磁石は、金型成形や押出成形を行わずに作製されたボンド磁石であるが、等方性ボンド磁石に比べて優れた磁気特性を有していることが分かる。よって、本発明によれば磁気特性に優れた異方性ボンド磁石を製造できることが立証できた。
以下、本発明の他の実施の形態について説明する。図9は、本発明に係る他の異方性ボンド磁石の製造装置の全体構成を示す斜視図である。図9にあって、図1と同様な部分には同一番号を付している。
図9に示す異方性ボンド磁石の製造装置にあっては、遮熱板7の下面に鉄板等の軟磁性体16が配置されている。この板状の軟磁性体16の材料として、JIS規格 JIS G 3101の一般構造用圧延鋼材であるSS400を使用できる。また、無方向性電磁鋼帯(JIS規格 JIS C 2552-1986)または方向性電磁鋼帯(JIS規格 JIS C 2553-1986)である珪素鋼板を使用できる。これら以外に、磁性ステンレスであるフェライト系ステンレス、マルテンサイト系ステンレスを使用してもよい。この板状の軟磁性体16は、厚さが0.5mm〜15mmであり、製造される異方性ボンド磁石に対向する面の面積が3cm2 〜30cm2 である。
図10は、図9に示した本発明に係る他の異方性ボンド磁石の製造装置における磁石及び磁性体の配置と磁束の流れとを示す模式図である。図10において、図9と同一部分には、同一の符号を付している。軟磁性体16が、磁界形成用永久磁石3,3の上方に磁界形成用永久磁石3,3に対向して設けられている。
この例でも、磁界形成用永久磁石3,3及び磁界形成用永久磁石4の配置により、図3で説明した場合と同様に、積層台1に垂直な方向に磁束が向かう。この例では、磁界形成用永久磁石3,3より漏れる磁束が、磁界形成用永久磁石4だけでなく軟磁性体16にも向かう。よって、磁界形成用永久磁石3,3より漏れる磁束が、積層台1により垂直な方向に向かう。この結果、積層空間L内で積層成形される異方性ボンド磁石Mは、より安定した磁気異方性を得ることができる。
図9に構成を示す製造装置を用いて、異方性ボンド磁石を製造し、製造した異方性ボンド磁石の特性を測定した。板状の軟磁性体16の材料としてSS400を使用し、軟磁性体16の寸法は縦40mm×横40mm×厚さ2mmであって、磁界形成用永久磁石4の厚さに対して8%の厚さとした。また、製造される異方性ボンド磁石Mに対向する軟磁性体16の面の面積は16cm2 であった。なお、軟磁性体16以外の製造条件は、前述した図1に構成を示す製造装置を用いた場合と同じ製造条件とした。測定結果を図11に示す。
図11に示す測定結果と図8に示す測定結果とを比較した場合、軟磁性体16を設けた図9に示す製造装置を用いて製造した異方性ボンド磁石では、軟磁性体16を設けない図1に示す製造装置を用いて製造した異方性ボンド磁石に比べて、磁束密度(Br )が向上していることが分かる。
図12は、本発明に係るさらに他の異方性ボンド磁石の製造装置の全体構成を示す斜視図である。前述した図1または図9に示す製造装置では、配向用の一定方向の磁束の流れを形成するために永久磁石及びヨークにて磁気回路を構成している。これに対して、図12に示す製造装置は、電磁石を用いて配向用の一定方向の磁束の流れを形成する構成である。なお、図12にあって、図1と同様な部分には同一番号を付している。
図12に構成を示す製造装置では、ヨーク2、磁界形成用永久磁石3,3及び磁界形成用永久磁石4は存在せず、加熱ヒータ5の下方であって、ノズル6を中心としてノズル6から一定距離を隔てて、コイル17が捲回されている。図示しない電源からコイル17に直流電流を通電することにより、異方性ボンド磁石Mを製造する場である積層空間Lに、積層台1に垂直な一定方向の磁束が形成される。なお、通電する電流は直流以外にパルスを含めた交流電流でもよい。
製造すべき異方性ボンド磁石Mの形状に対応してノズル6及び積層台1を相対的に三次元で移動させるとともに、コイル17に通電させながら、供給された混合物(磁性粉末及び溶融した熱可塑性樹脂の混合物)をノズル6から押出して順次積層することにより、異方性ボンド磁石Mを製造する。
このような電磁石を用いた製造装置を使用した場合でも、優れた特性を有する異方性ボンド磁石を製造できることを確認した。電磁石を用いる場合には、コイル17に通電する電流の大きさを制御することにより、積層空間Lでの磁束密度を容易に調整することができる。また、電流の流れる方向を調整することにより、積層空間Lでの一定方向の磁束の流れを容易に調整することができる。
なお、開示された実施の形態は、全ての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上述の説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内での全ての変更が含まれることが意図される。
1 積層台
2,20 ヨーク
3,30,31 磁界形成用永久磁石(第1磁石)
4 磁界形成用永久磁石(第2磁石)
5 加熱ヒータ
6 ノズル
16 軟磁性体
17 コイル
L 積層空間
M 異方性ボンド磁石
R 樹脂成形体
2,20 ヨーク
3,30,31 磁界形成用永久磁石(第1磁石)
4 磁界形成用永久磁石(第2磁石)
5 加熱ヒータ
6 ノズル
16 軟磁性体
17 コイル
L 積層空間
M 異方性ボンド磁石
R 樹脂成形体
Claims (9)
- 磁性粉末と溶融された熱可塑性樹脂との混合物をノズルから板状の積層台に押出し、積層させて、異方性ボンド磁石を製造する方法であって、
前記積層台の上面の積層空間を囲む位置に、前記積層台の上下面に平行な方向に磁極を有する第1磁石を、前記積層空間を挟んで同極が対向するように配置するとともに、前記積層台の下面に、前記積層台の上下面に垂直な方向に磁極を有する第2磁石を、前記積層台を挟んで前記第1磁石の積層空間側の磁極と前記第2磁石の積層台近位側の磁極が異なるように配置しておき、
前記ノズル及び前記積層台を相対的に三次元で移動させながら、前記混合物を前記ノズルから前記積層台の前記積層空間に押出する
ことを特徴とする異方性ボンド磁石の製造方法。 - 前記混合物において、前記磁性粉末が磁気異方性を有することを特徴とする請求項1に記載の異方性ボンド磁石の製造方法。
- 前記ノズルからの前記混合物の押出し、積層により成形された成形体に熱処理を施すことを特徴とする請求項1または2に記載の異方性ボンド磁石の製造方法。
- 磁性粉末と溶融された熱可塑性樹脂との混合物を押出するノズルと、
該ノズルから押出される前記混合物を受けて積層させる積層台と、
該積層台の上面で積層空間を囲む位置に、前記積層台の上下面に平行な方向に磁極を有し、前記積層空間を挟んで同極が対向するように設けられた第1磁石と、
前記第1磁石の積層空間側の磁極と積層台近位側の磁極が異なるように前記積層台の下面に設けられ、前記積層台の上下面に垂直な方向に磁極を有する第2磁石と、
前記ノズル及び前記積層台を相対的に三次元で移動させる移動手段と
を備えることを特徴とする異方性ボンド磁石の製造装置。 - 前記積層台の上面の前記第1磁石を囲む位置に設けられたヨークを備えることを特徴とする請求項4に記載の異方性ボンド磁石の製造装置。
- 磁性粉末と熱可塑性樹脂とを混錬した樹脂成形体を加熱して該熱可塑性樹脂を溶融させ、溶融後の前記混合物を前記ノズルに供給する加熱ヒータを備えることを特徴とする請求項4または5に記載の異方性ボンド磁石の製造装置。
- 前記第1磁石の上方に該第1磁石に対向させて設けられた軟磁性体を備えることを特徴とする請求項4〜6の何れかに記載の異方性ボンド磁石の製造装置。
- 磁性粉末と溶融された熱可塑性樹脂との混合物をノズルから板状の積層台に押出し、積層させて製造される異方性ボンド磁石であって、
前記積層台の上面の積層空間を囲む位置に、前記積層台の上下面に平行な方向に磁極を有する第1磁石を、前記積層空間を挟んで同極が対向するように配置するとともに、前記積層台の下面に、前記積層台の上下面に垂直な方向に磁極を有する第2磁石を、前記積層台を挟んで前記第1磁石の積層空間側の磁極と前記第2磁石の積層台近位側の磁極が異なるように配置しておき、前記ノズル及び前記積層台を相対的に三次元で移動させながら、前記混合物を前記ノズルから前記積層台の前記積層空間に押出させて製造されることを特徴とする異方性ボンド磁石。 - 磁性粉末と溶融された熱可塑性樹脂との混合物をノズルから板状の積層台に押出し、積層させて、異方性ボンド磁石を製造する方法であって、
前記積層台の上面の積層空間に一定方向の磁束の流れを形成させるとともに、前記ノズル及び前記積層台を相対的に三次元で移動させながら、前記混合物を前記ノズルから前記積層台の前記積層空間に押出する
ことを特徴とする異方性ボンド磁石の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015067177 | 2015-03-27 | ||
| JP2015067177 | 2015-03-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016189462A true JP2016189462A (ja) | 2016-11-04 |
Family
ID=57240464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016060688A Pending JP2016189462A (ja) | 2015-03-27 | 2016-03-24 | 異方性ボンド磁石の製造方法及び製造装置並びに異方性ボンド磁石 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016189462A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021187080A (ja) * | 2020-06-01 | 2021-12-13 | 株式会社大林組 | 造形装置 |
| JP2022150689A (ja) * | 2021-03-26 | 2022-10-07 | 株式会社デンソー | ボンド磁石およびその製造方法 |
| JP2023060516A (ja) * | 2021-10-18 | 2023-04-28 | 株式会社デンソー | 磁石製造装置 |
-
2016
- 2016-03-24 JP JP2016060688A patent/JP2016189462A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021187080A (ja) * | 2020-06-01 | 2021-12-13 | 株式会社大林組 | 造形装置 |
| JP2022150689A (ja) * | 2021-03-26 | 2022-10-07 | 株式会社デンソー | ボンド磁石およびその製造方法 |
| US12073993B2 (en) | 2021-03-26 | 2024-08-27 | Denso Corporation | Bond magnet and manufacturing method of the same |
| JP7543963B2 (ja) | 2021-03-26 | 2024-09-03 | 株式会社デンソー | ボンド磁石およびその製造方法 |
| JP2023060516A (ja) * | 2021-10-18 | 2023-04-28 | 株式会社デンソー | 磁石製造装置 |
| US12080477B2 (en) | 2021-10-18 | 2024-09-03 | Denso Corporation | Magnet manufacturing device |
| JP7574774B2 (ja) | 2021-10-18 | 2024-10-29 | 株式会社デンソー | 磁石製造装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080218007A1 (en) | Rotor for Motor and Method for Producing the Same | |
| JP2017183726A (ja) | 異方性ボンド磁石の製造方法及び製造システム | |
| JP6920812B2 (ja) | 複数磁化ユニット永久磁石、その製造方法、金型、及び磁気回路 | |
| JP6870356B2 (ja) | 異方性ボンド磁石の成形用金型及びこれを用いた製造方法 | |
| JP2017183726A5 (ja) | ||
| CN105280324B (zh) | 磁铁单元和磁铁单元的制造方法 | |
| JP2016189462A (ja) | 異方性ボンド磁石の製造方法及び製造装置並びに異方性ボンド磁石 | |
| TW201709228A (zh) | 稀土類磁鐵及使用該磁鐵的線性馬達 | |
| CN107993830B (zh) | 一种3d打印磁性材料的装置与方法 | |
| JP6414505B2 (ja) | ボンド磁石の製造方法およびボンド磁石 | |
| WO2007069454A1 (ja) | ラジアル異方性磁石の製造方法 | |
| WO2020006102A1 (en) | Production of permanent magnets using electrophoretic deposition | |
| JP6822519B2 (ja) | 界磁ユニット及びそれを構成するボンド磁石並びに当該ボンド磁石の製造方法 | |
| WO2010029642A1 (ja) | 希土類異方性ボンド磁石の製造方法、磁石成形体の配向処理方法および磁場中成形装置 | |
| JP2020156203A (ja) | 磁石部材の製造装置およびその製造方法 | |
| JPH11176682A (ja) | ボンド(登録商標)磁石の製造方法 | |
| JP2013172585A (ja) | シャフト型リニアモータ可動子、永久磁石、リニアモータ、磁場中成形装置、シャフト型リニアモータ可動子の製造方法 | |
| JP2018142635A (ja) | 異方性ボンド磁石の成形用金型及びこれを用いた製造方法 | |
| CN111602212A (zh) | 用于制造软磁成形件的方法和软磁成形件 | |
| JP2005101437A (ja) | 磁場中押出し成形装置および磁石の製造方法 | |
| JP5870523B2 (ja) | ボンド磁石およびその製造方法並びにボンド磁石の製造装置 | |
| JP6056141B2 (ja) | 円筒状ボンド磁石の製造方法およびその製造装置 | |
| JP7131890B2 (ja) | 異方性磁石の成形用金型及びこれを用いた異方性磁石の製造方法 | |
| JP2016220286A (ja) | 埋込磁石型ロータの製造装置および埋込磁石型ロータの製造方法 | |
| JP2006261236A (ja) | 異方性磁石成形用金型、異方性磁石の製造方法、異方性磁石およびそれを用いたモータ |