JP2016198700A - 散気部材、散気板及び散気装置 - Google Patents
散気部材、散気板及び散気装置 Download PDFInfo
- Publication number
- JP2016198700A JP2016198700A JP2015079121A JP2015079121A JP2016198700A JP 2016198700 A JP2016198700 A JP 2016198700A JP 2015079121 A JP2015079121 A JP 2015079121A JP 2015079121 A JP2015079121 A JP 2015079121A JP 2016198700 A JP2016198700 A JP 2016198700A
- Authority
- JP
- Japan
- Prior art keywords
- diffuser
- air
- bubbles
- diffuser plate
- pleat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W10/00—Technologies for wastewater treatment
- Y02W10/10—Biological treatment of water, waste water, or sewage
Landscapes
- Aeration Devices For Treatment Of Activated Polluted Sludge (AREA)
Abstract
【課題】給気圧を上昇させることなく、気泡の放出量を増加させることに適した散気部材を提供する。【解決手段】散気装置1は、液中に気泡を分散させる散気部材2と、散気部材2に装着され、加圧気体を散気部材2に供給する給気部材3と、を備えている。散気部材2は、散気板4と、支持体5と、を有している。支持体5は、壁部5aと、壁部5aに形成され加圧気体を気泡として放出する開口5cと、壁部5aに形成され加圧気体を開口5cへと供給する孔5bと、を有している。散気板4は、開口5cを塞ぐように支持体5に装着され、開口5cを塞ぐ部分に山部4aと谷部4bとが交互に並ぶプリーツ形状を有している。散気板4は、多孔質樹脂により構成されている。【選択図】図1
Description
本発明は、液中に気泡を分散させる散気部材、散気部材に用いるための散気板及び散気部材を用いた散気装置に関する。
下水に代表される有機性排水の生物学的処理は、好気性処理と嫌気性処理とに大別される。好気性処理では、酸素を排水中に溶解して好気性微生物に供給するために、曝気槽内において排水中に気泡を分散させる曝気(エアレーション)を行う散気装置が使用される。また、散気装置は、槽内の流れの改善を目的として使用されることもある。散気装置は、例えば、魚介類等を養殖する養殖槽、植物や微生物等を培養する培養槽等においても使用されている。
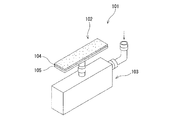
特許文献1には、図7に示す板状の散気部材102を用いた散気装置101が開示されている。散気装置101は、曝気槽中に配置され、気泡を分散する散気部材102と、散気部材102に加圧空気を供給する給気部材103と、を備えている。散気部材102は、散気板104と、散気板104を支持する支持体として機能するとともに給気部材103から供給された加圧空気を散気板104に送気するための送気板105と、を有している。特許文献1には、散気板104が、多孔質セラミックス材料、多孔質材料等により形成された平板状部材であることが開示されている。
散気装置から放出される気泡の量を増すには、給気圧を増加させるとよい。しかし、給気圧を増加させると、散気に要するエネルギー消費量が増大し、散気のコストが上昇する。
本発明は、このような事情に鑑み、給気圧を上昇させることなく、気泡の放出量を増加させることに適した散気部材を提供することを目的とする。
本発明は、
液中に気泡を分散させる散気部材であって、
壁部と、前記壁部に形成され加圧気体を前記気泡として放出する開口と、前記壁部に形成され前記加圧気体を前記開口へと供給する孔と、を有する支持体と、
前記開口を塞ぐように前記支持体に装着され、前記開口を塞ぐ部分に山部と谷部とが交互に並ぶプリーツ形状を有する多孔質樹脂製の散気板と、
を備える、散気部材を提供する。
液中に気泡を分散させる散気部材であって、
壁部と、前記壁部に形成され加圧気体を前記気泡として放出する開口と、前記壁部に形成され前記加圧気体を前記開口へと供給する孔と、を有する支持体と、
前記開口を塞ぐように前記支持体に装着され、前記開口を塞ぐ部分に山部と谷部とが交互に並ぶプリーツ形状を有する多孔質樹脂製の散気板と、
を備える、散気部材を提供する。
多孔質樹脂は、超高分子量ポリエチレンの微粒子が互いに結着して構成されていることが好ましい。
また、本発明は、
一方の主面に供給された加圧気体を前記主面と反対側の主面から気泡として液中に分散させる多孔質樹脂製の散気板であって、
前記多孔質樹脂は、超高分子量ポリエチレンの微粒子が互いに結着して構成され、山部と谷部とが交互に並ぶプリーツ形状を有する散気板を提供する。
一方の主面に供給された加圧気体を前記主面と反対側の主面から気泡として液中に分散させる多孔質樹脂製の散気板であって、
前記多孔質樹脂は、超高分子量ポリエチレンの微粒子が互いに結着して構成され、山部と谷部とが交互に並ぶプリーツ形状を有する散気板を提供する。
また、本発明は、
本発明の散気部材と、
前記孔に連通するように前記散気部材に接続され、前記加圧気体を前記孔に供給する給気部材と、
を備える、散気装置を提供する。
本発明の散気部材と、
前記孔に連通するように前記散気部材に接続され、前記加圧気体を前記孔に供給する給気部材と、
を備える、散気装置を提供する。
本発明によれば、給気圧を上昇させることなく、また散気部材を大型化することなく、気泡の放出量を増加させることができる。
以下、添付の図面を参照しつつ本発明の実施形態について説明する。
図1は本実施形態の散気装置1の断面図であり、図2は散気装置1の平面図である。
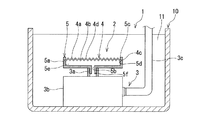
散気装置1は、排水等の処理液11が貯槽される曝気槽10内に設置され、処理液11中に気泡を分散させるエアレーションを行う装置である。散気装置1は、液中に気泡を分散させる散気部材2と、散気部材2に装着され、加圧気体を散気部材2に供給する給気部材3と、を備えている。散気部材2は、散気板4と支持体5とを有している。支持体5は、壁部5aと、壁部5aに形成され加圧気体を気泡として放出する開口5cと、壁部5aに形成され、加圧気体を散気部材2の内部空間を通過させて開口5cへと供給する孔5bと、を有している。壁部5aは、気密な材料により構成されている。散気板4は、開口5cを塞ぐように支持体5に装着され、開口5cを塞ぐ部分に山部4aと谷部4bとが交互に並ぶプリーツ形状を有している。散気板4は、多孔質樹脂により構成されている。
給気部材3は、孔5bに連通するように散気部材2に接続され、加圧気体を孔5bに供給する。加圧気体は、曝気槽10外に設置された図示しない曝気ブロアから給気部材3を介して送気される。加圧気体は、その種類が特に制限されるわけではないが、例えば圧縮空気である。給気部材3は、接続管3aと支持台3bと給気管3cとを有している。接続管3a及び給気管3cは、内部に加圧気体が通過可能な管路を有する管である。支持台3bは、曝気槽10の底部に設置され、接続管3aを介して散気部材2を支持する。支持台3bは、内部に加圧気体が貯留される貯留空間を有する中空体である。給気管3cは、一端が曝気ブロアに接続され、他端が貯留空間に連通するように支持台3bの側部に接続されている。接続管3aは、一端が孔5bに連通し、他端が支持台3b内の貯留空間に連通するように支持台3bの上部に接続されている。接続管3aの内周部には、雌ねじが形成され、支持体5の孔5bの周縁部において下方に突出した突出部5fの外周部には、雄ねじが形成されている。接続管3aの雌ねじに突出部5fの雄ねじを螺合させることによって、支持体5が給気部材3に固定される。ただし、接続管3aと突出部5fとの固定の形態は、螺合に限らない。
散気板4は、プリーツ形状を有する散気部4dと、散気部4dの両端部に形成され、プリーツ形状を有していない平坦な部分である固定部4cと、を有している。支持体5は、壁部5aの内周部において、固定部4cが挿入される溝部5dを有している。溝部5dに固定部4cが挿入され、この状態で接着剤を用いて固定部4cが溝部5dに接着されている。ただし、散気板4と支持体5との固定の形態は、上記に限らず、例えば、散気部4dを壁部5aの内周部に直接接合することにより固定してもよい。散気板4は、加熱溶着、超音波溶着、接着剤、コーキング剤等を用いた接合により、壁部5aに固定することが好ましい。
散気板4は、散気部4dが開口5cを塞ぐように壁部5aに装着される。散気部材2の内部には、散気板4と壁部5aとに囲まれる内部空間5eが形成される。内部空間5eには、孔5bから加圧気体が供給され、この加圧気体は、プリーツ形状を有する散気部4dを通過し、気泡となって液中に放出される。
散気板4には、山部4aと谷部4bとが交互に並ぶように、散気フィルムを交互に折り曲げるプリーツ加工が施されている。プリーツ形状を有する散気板4は、平板状の散気板と比較して、拡大された散気面積を有する。また、プリーツ形状を有する散気板4は、平板状の散気板よりも気泡の放出量を増加させる上で有利である。したがって、散気板4は、給気圧を上昇させることなく、また散気部材2を大型化することなく、気泡の放出量を増加させることに適している。
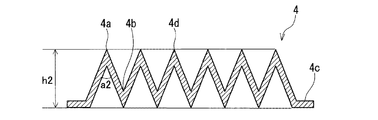
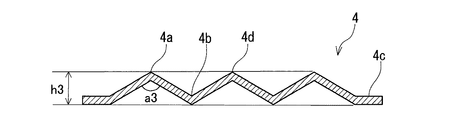
図3A〜図3Cに示すように、散気板4のプリーツ角度a1〜a3は、山部4a及び谷部4bが並ぶ方向に沿ったプリーツ形状の断面における谷部4b側の山部4aの折り込み角度又は山部4a側の谷部4bの折り込み角度である。プリーツ角度a1〜a3は、各山部4a及び各谷部4bの折り込み角度を等しくした状態で特定される角度である。後述するプリーツの山高さh1〜h3も、この状態で特定される。プリーツ角度a1〜a3は、30°以上150°以下が好ましく、45°以上120°以下がより好ましい。上記の範囲のプリーツ角度a1〜a3は、気泡の泡離れ性を向上させながら、気泡の放出量を増加させることに適している。なお、プリーツ角度a1は60°であり、プリーツ角度a2は45°であり、プリーツ角度a3は120°である。
散気板4のプリーツの山高さh1〜h3は、山部4aの外側(気泡が放出される側)の山線(図3A〜図3Cの上側の頂点)含む平面と、谷部4bの内側(内部空間5eに面する側)の谷線(図3A〜図3Cの下側の頂点)を含む平面との間の距離である。プリーツの山高さh1〜h3は、5mm以上、特に10mm以上が好ましく、場合によっては15mm以上であってもよい。
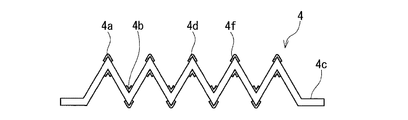
図4A〜図4Cに示すように、山部4a及び谷部4bの頂部を構成するプリーツ形状の折れ曲がり部分は、封孔処理されていてもよい。封孔処理は、散気板4の細孔をこのまま封止して通気性を消失させることである。プリーツ形状の折れ曲がり部分では、多孔質樹脂の孔径が拡大し、気泡が放出されやすくなる傾向がある。気泡の集中的な放出は、散気面積を拡大した効果を減じることがある。しかし、プリーツ形状の折れ曲がり部分を封孔処理すれば、折れ曲がり部分からの気泡の集中的な放出を防ぐことができる。封孔処理は、例えば、接着剤4eを塗付することによって行うことができる。接着剤4eとしては、エポキシ樹脂等の熱硬化性樹脂系接着剤等が適している。封孔処理は、散気板4のプリーツの折り目(山線及び谷線)に沿って切り込み溝を形成し、この切り込み溝に接着剤4eを流し込んで行うことが好ましい。この好ましい例によれば、散気面積を実質的に維持しながら、封孔処理を実施できる。ただし、封孔処理は、封孔処理を施すべき部分の超高分子量ポリエチレン樹脂を溶融させ、細孔を封止することにより行ってもよい。なお、封孔処理は、図4Aに示すように、プリーツ形状の折れ曲がり部分において、通気方向の全体にわたって細孔を封止してもよいし、図4Bに示すように、通気方向の一部のみを塞ぐように細孔を封止してもよい。また、封孔処理は、図4Cに示すように、山部4aの外側の主面及び谷部4bの内側の主面に、非通気性を有する粘着テープ4fを貼着することにより行ってもよい。
散気板4は、多孔質樹脂により構成された散気フィルムによって形成される。散気フィルムは、超高分子量ポリエチレンの微粒子が互いに結着して構成された超高分子量ポリエチレン多孔質樹脂によって形成される。超高分子量ポリエチレン多孔質樹脂は、市販品を用いてもよいし、独自に作製したものを用いてもよい。以下に作製方法の一例を説明する。
平均粒子径が30〜200μmの超高分子量ポリエチレンの微粒子を金型に充填する。ここで、「超高分子量ポリエチレンの微粒子」は、一般のポリエチレンの分子量(約10万以下)の約5倍以上(約50万以上)の分子量を有するポリエチレンからなる粉末を意味する。超高分子量ポリエチレンの微粒子の市販品の一例を挙げると、たとえば三井石油化学工業社製の「ハイゼックス・ミリオン」、ヘキスト社製の「ホスタレンGUR」等がある。上記超高分子量ポリエチレンの微粒子の平均粒子径が大きいほど、作製する散気フィルムの微孔の孔径が大きくなって、散気フィルムの気孔率が高くなる。
上記金型の開口部から加熱水蒸気を導入した上で、当該加熱水蒸気を超高分子量ポリエチレンの融点以上に加熱して超高分子量ポリエチレンの微粒子を焼結する。かかる焼結により、超高分子量ポリエチレンの微粒子が融点以上に加熱されるが、超高分子量ポリエチレンの微粒子は溶融粘度が高いので液状になって流動するわけではなく、微粒子の形状の一部ないし大部分を維持したまま、隣接する粉末の接触部位のみが熱融着される。このようにして超高分子量ポリエチレンの微粒子が結着されて、それらの非接触部が微孔となる多孔質のブロック状成形体を得ることができる。
上記焼結時において、水蒸気は昇温されて加圧状態となるので、超高分子量ポリエチレンの微粒子の隙間に水蒸気が侵入しやすく、焼結も比較的効率よく進みやすい。さらに焼結効率を高めるために、金型に水蒸気を導入する前に、予め金型を耐圧容器に入れて金型内部を減圧してもよい。減圧により、水蒸気が超高分子量ポリエチレンの微粒子の隙間に侵入しやすくなる。減圧は、耐圧容器の水蒸気導入管から空気を脱気することにより行う。減圧と加熱水蒸気導入の工程の順序は、金型内を脱気した後に加熱水蒸気を導入することが好ましいが、金型内を脱気しながら加熱水蒸気を導入してもよい。減圧の度合いは特に限定されないが、約1〜100mmHgが好ましい。上記焼結に要する時間は、粉末の充填量や水蒸気の温度等に応じて適宜選択されるが、通常約1〜12時間程度である。また、焼結時に超高分子量ポリエチレンの微粒子を加圧してもよい。超高分子量ポリエチレンの微粒子を加圧することにより、またその圧力を高めるほど、作製する散気フィルムの微孔の孔径が小さく、つまり気孔率が低くなる。加圧度合いは、約10kg/cm2以下とするのが好ましい。
上記で作製したブロック状成形体を冷却する。冷却は、金型にブロック状成形体を入れたまま行ってもよいし、金型からブロック状成形体を取り出して個別に行ってもよい。ブロック状成形体に亀裂が発生するのを防止するという観点から、急冷を避けることが好ましく、例えば、室温に放置して冷却することが好ましい。冷却を終えたブロック状成形体を、旋盤等を用いて所定厚さに切削することにより、散気フィルムを得ることができる。
ただし、散気板4を構成する多孔質樹脂は、超高分子量ポリエチレン多孔質樹脂に限定されるものではない。
散気板4の気泡が放出される主面(処理液11に接触する主面)は、親水化処理されていてもよい。親水化処理することにより、気泡の泡離れ性を向上させるとともに、均一な気泡を放出させることができる。
親水化処理の方法は、特に限定されず、通常の方法で行うことができる。例えば、スパッタリングコート処理、電子線グラフト重合処理、化学グラフト重合処理、ポリマーコート処理、ブラスト処理、プラズマ処理、化学処理、コロナ処理及びオゾン処理から選ばれる1種類の処理、又はこれらの組み合わせによる複数の処理を行うことができる。また、親水化処理を施す方法として、散気板4を構成する多孔質樹脂が超高分子量ポリエチレン多孔質樹脂である場合には、超高分子量ポリエチレンの微粒子に帯電防止剤を加えて焼結してもよいし、散気板4に帯電防止剤含有液を接触(浸漬、塗布等を含む)させてもよい。
散気板4に含まれる帯電防止剤の割合は、特に限定されないが、通常、散気板4の総重量に対し、0.1〜2重量%の帯電防止剤を含むことが好ましい。帯電防止剤は、「エレクノンORW(ニューファインケミカル株式会社製)」、「エレクトロストリッパーF(花王株式会社製)」等の市販品を用いることができる他、カーボンブラック粉末、金属粉末等の無機質導電性材料を用いてもよい。
散気板4を構成する多孔質樹脂の気孔率は、20%以上60%以下が好ましく、30%以上55%以下がより好ましい。気孔率が小さすぎると散気板4の散気量が低下するおそれがある。気孔率が大きすぎると散気板4の強度が低下することがある。また、散気板4の厚みは、0.1mm以上2.0mm以下が好ましく、0.2mm以上1.0mm以下であることがより好ましい。散気板4の膜厚が小さすぎると、散気板4の強度が不足するおそれがある。散気板4の膜厚が大きすぎると、プリーツ形状を有する散気板4の加工性が低下することがある。
(実施例1)
散気フィルムとして、日東電工株式会社製の超高分子量ポリエチレン多孔質フィルム「サンマップLC−T」(厚さ0.5mm、気孔率30%)を準備した。また、花王株式会社製の帯電防止剤「エレクトロストリッパーF」を0.5重量%の濃度となるように水で希釈して親水化処理水溶液を調製した。散気フィルムを親水化処理水溶液中に30秒間含浸し、100℃の乾燥炉内で5分間加熱処理を行い、親水化処理を行った。親水化処理を行った散気フィルムの一方側の主面に、山線及び谷線に沿って溝幅0.2mmの切り込み溝を形成し、山部と谷部とが交互に並ぶプリーツ形状を有するように、プリーツの山高さが28mm、プリーツ幅が23mm、山線の数が4、プリーツ角度が45°になるように、プリーツ加工機を用いて散気フィルムを交互に折り曲げた。プリーツ加工した散気フィルムの切り込み溝に、コニシ株式会社製の接着剤「ウルトラ多用途S−Uプレミアムソフト」を流し込んで封孔処理を行い、散気板を得た。平面視における外形の一辺が100mmの正方形となるよう散気板を切断し、切断した散気板を支持体の壁部の内周部に装着した。散気板の外側面の周縁部と壁部の内周部との間において散気板の外形に沿ってコーキング剤(幅7.5mm)を塗付することにより散気板を壁部に接着し、散気面積が約12861mm2であって、平面視における外形の一辺が85mmの正方形となる散気部を有する散気部材を得た。
散気フィルムとして、日東電工株式会社製の超高分子量ポリエチレン多孔質フィルム「サンマップLC−T」(厚さ0.5mm、気孔率30%)を準備した。また、花王株式会社製の帯電防止剤「エレクトロストリッパーF」を0.5重量%の濃度となるように水で希釈して親水化処理水溶液を調製した。散気フィルムを親水化処理水溶液中に30秒間含浸し、100℃の乾燥炉内で5分間加熱処理を行い、親水化処理を行った。親水化処理を行った散気フィルムの一方側の主面に、山線及び谷線に沿って溝幅0.2mmの切り込み溝を形成し、山部と谷部とが交互に並ぶプリーツ形状を有するように、プリーツの山高さが28mm、プリーツ幅が23mm、山線の数が4、プリーツ角度が45°になるように、プリーツ加工機を用いて散気フィルムを交互に折り曲げた。プリーツ加工した散気フィルムの切り込み溝に、コニシ株式会社製の接着剤「ウルトラ多用途S−Uプレミアムソフト」を流し込んで封孔処理を行い、散気板を得た。平面視における外形の一辺が100mmの正方形となるよう散気板を切断し、切断した散気板を支持体の壁部の内周部に装着した。散気板の外側面の周縁部と壁部の内周部との間において散気板の外形に沿ってコーキング剤(幅7.5mm)を塗付することにより散気板を壁部に接着し、散気面積が約12861mm2であって、平面視における外形の一辺が85mmの正方形となる散気部を有する散気部材を得た。
(実施例2)
プリーツの山高さが26mm、プリーツ幅が30mm、山線の数が3、プリーツ角度が60°になるように、散気フィルムを交互に折り曲げたこと以外は、実施例1と同様の手順により、散気面積が約11271mm2である散気部材を得た。
プリーツの山高さが26mm、プリーツ幅が30mm、山線の数が3、プリーツ角度が60°になるように、散気フィルムを交互に折り曲げたこと以外は、実施例1と同様の手順により、散気面積が約11271mm2である散気部材を得た。
(実施例3)
プリーツの山高さが15mm、プリーツ幅が52mm、山線の数が1、プリーツ角度が120°になるように、散気フィルムを交互に折り曲げたこと以外は、実施例1と同様の手順により、散気面積が約8020mm2である散気部材を得た。
プリーツの山高さが15mm、プリーツ幅が52mm、山線の数が1、プリーツ角度が120°になるように、散気フィルムを交互に折り曲げたこと以外は、実施例1と同様の手順により、散気面積が約8020mm2である散気部材を得た。
(比較例1)
親水化処理を行った散気フィルムを折り曲げないで平板状の散気板を得たこと以外は、実施例1と同様の手順により、散気面積が7225mm2である散気部材を得た。
親水化処理を行った散気フィルムを折り曲げないで平板状の散気板を得たこと以外は、実施例1と同様の手順により、散気面積が7225mm2である散気部材を得た。
実施例1〜3及び比較例1の散気部材につき、次のようにして、散気部材から放出される単位時間当たりの気泡の放出量を調べた。
図5に示すような、曝気槽10を模した水槽40(水量13l、水深150mm)を準備した。水槽40内に、散気部材2及び給気部材3を備えた散気装置1を設置し、水41を貯槽した。給気部材3に、上流側から下流側に向かって、図示しない曝気ブロア、1次圧力調整弁31、2次圧力調整弁32、第1微圧計33、流量計34及び第2微圧計35の各機器を順に接続した。
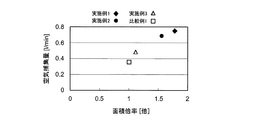
次に、第2微圧計35で測定される圧力、すなわち、給気部材3に供給される圧縮空気の圧力が、5kPaになるように、1次圧力調整弁31及び2次圧力調整弁32を調整した。散気部材2から1分間放出された気泡を、水中に配置した図示しない捕集瓶にて捕集し、散気部材から放出される単位時間当たりの気泡の放出量(空気捕集量)を計測した。実施例1における空気捕集量は、0.76l/minであり、実施例2における空気捕集量は、0.69l/minであり、実施例3における空気捕集量は、0.48l/minであった。比較例1における空気捕集量は、0.36l/minであった。
また、比較例1の散気面積(7225mm2)を1倍としたときの、実施例1〜3の面積倍率を算出した。実施例1の散気面積(約12861mm2)は、比較例1の散気面積の約1.78倍であり、実施例2の散気面積(約11271mm2)は、比較例1の散気面積の約1.56倍であり、実施例3の散気面積(約8092mm2)は、比較例1の散気面積の約1.11倍であった。なお、各実施例の散気面積は、封孔処理した領域の面積を差し引いた値である。
実施例1〜3及び比較例1の散気部材につき、実施例1〜3及び比較例1の面積倍率に対する、散気部材から放出される単位時間当たりの気泡の放出量(空気捕集量)の測定結果を図6に示す。
また、比較例1の空気捕集量(0.36l/min)を1倍としたときの、実施例1〜3の空気捕集倍率を算出した。実施例1の空気捕集量(0.76l/min)は、比較例1の空気捕集量の2.11倍であり、実施例2の空気捕集量(0.69l/min)は、比較例1の空気捕集量の1.92倍であり、実施例3の空気捕集量(0.48l/min)は、比較例1の空気捕集量の1.33倍であった。
実施例1〜3の散気部材では、比較例1の散気部材に比べて、散気部材から放出される単位時間当たりの気泡の放出量が増加した。実施例1〜3の散気部材では、散気板がプリーツ加工されることによって、比較例1の散気部材に比べて、散気面積が拡大したためである。従って、実施例1〜3の散気部材は、給気圧を上昇させることなく、また散気部材を大型化することなく、気泡の放出量を増加させることができたといえる。
本発明の散気板及び散気部材は、散気装置に好適に使用できる。具体的には、曝気槽、養殖槽、培養槽等に設置される散気装置に好適に使用できる。
1 散気装置
2 散気部材
3 給気部材
3a 接続管
3b 支持台
3c 給気管
4 散気板
4a 山部
4b 谷部
4c 固定部
4d 散気部
4e 接着剤
4f 粘着テープ
5 支持体
5a 壁部
5b 孔
5c 開口
5d 溝部
5e 内部空間
5f 突出部
10 曝気槽
11 処理液
2 散気部材
3 給気部材
3a 接続管
3b 支持台
3c 給気管
4 散気板
4a 山部
4b 谷部
4c 固定部
4d 散気部
4e 接着剤
4f 粘着テープ
5 支持体
5a 壁部
5b 孔
5c 開口
5d 溝部
5e 内部空間
5f 突出部
10 曝気槽
11 処理液
Claims (12)
- 液中に気泡を分散させる散気部材であって、
壁部と、前記壁部に形成され加圧気体を前記気泡として放出する開口と、前記壁部に形成され前記加圧気体を前記開口へと供給する孔と、を有する支持体と、
前記開口を塞ぐように前記支持体に装着され、前記開口を塞ぐ部分に山部と谷部とが交互に並ぶプリーツ形状を有する多孔質樹脂製の散気板と、
を備える、散気部材。 - 前記散気板の前記気泡が放出される主面が、親水化処理されている、請求項1に記載の散気部材。
- 前記山部及び前記谷部の頂部を構成する前記プリーツ形状の折れ曲がり部分が、封孔処理されている、請求項1又は2に記載の散気部材。
- 前記散気板のプリーツ角度が、30°以上150°以下である、請求項1〜3のいずれか1項に記載の散気部材。
- 前記散気板のプリーツの山高さが、5mm以上である、請求項1〜4のいずれか1項に記載の散気部材。
- 前記多孔質樹脂が、超高分子量ポリエチレンの微粒子が互いに結着して構成されている、請求項1〜5のいずれか1項に記載の散気部材。
- 一方の主面に供給された加圧気体を前記主面と反対側の主面から気泡として液中に分散させる多孔質樹脂製の散気板であって、
前記多孔質樹脂は、超高分子量ポリエチレンの微粒子が互いに結着して構成され、山部と谷部とが交互に並ぶプリーツ形状を有する散気板。 - 前記気泡が放出される主面が、親水化処理されている、請求項7に記載の散気板。
- 前記プリーツ形状の折れ曲がり部分が、封孔処理されている、請求項7又は8に記載の散気板。
- プリーツ角度が、30°以上150°以下である、請求項7〜9のいずれか1項に記載の散気板。
- プリーツの山高さが、5mm以上である、請求項7〜10のいずれか1項に記載の散気板。
- 請求項1〜6のいずれか1項に記載の散気部材と、
前記孔に連通するように前記散気部材に接続され、前記加圧気体を前記孔に供給する給気部材と、
を備える、散気装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015079121A JP2016198700A (ja) | 2015-04-08 | 2015-04-08 | 散気部材、散気板及び散気装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015079121A JP2016198700A (ja) | 2015-04-08 | 2015-04-08 | 散気部材、散気板及び散気装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016198700A true JP2016198700A (ja) | 2016-12-01 |
Family
ID=57423297
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015079121A Pending JP2016198700A (ja) | 2015-04-08 | 2015-04-08 | 散気部材、散気板及び散気装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016198700A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107673465A (zh) * | 2017-11-16 | 2018-02-09 | 南宁众创空间科技有限公司 | 一种提高曝气效率的污水处理用曝气池 |
| JP2020505217A (ja) * | 2017-01-18 | 2020-02-20 | アクセプテンス グループ ゲゼルシャフト ミット ベシュレンクテル ハフツングAqseptence Group Gmbh | 通気素子 |
| JP2021049499A (ja) * | 2019-09-25 | 2021-04-01 | 三機工業株式会社 | 散気装置 |
| CN114368846A (zh) * | 2022-01-11 | 2022-04-19 | 北京四良科技有限公司 | 一种可过滤沼液中渣质的防堵曝气头 |
-
2015
- 2015-04-08 JP JP2015079121A patent/JP2016198700A/ja active Pending
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020505217A (ja) * | 2017-01-18 | 2020-02-20 | アクセプテンス グループ ゲゼルシャフト ミット ベシュレンクテル ハフツングAqseptence Group Gmbh | 通気素子 |
| JP7224084B2 (ja) | 2017-01-18 | 2023-02-17 | パッサファント-ガイガー ゲゼルシャフト ミット ベシュレンクテル ハフツング | 通気素子 |
| CN107673465A (zh) * | 2017-11-16 | 2018-02-09 | 南宁众创空间科技有限公司 | 一种提高曝气效率的污水处理用曝气池 |
| JP2021049499A (ja) * | 2019-09-25 | 2021-04-01 | 三機工業株式会社 | 散気装置 |
| WO2021060417A1 (ja) * | 2019-09-25 | 2021-04-01 | 三機工業株式会社 | 散気装置 |
| KR20220075311A (ko) * | 2019-09-25 | 2022-06-08 | 산키 고교 가부시키가이샤 | 산기 장치 |
| AU2020353550B2 (en) * | 2019-09-25 | 2023-07-27 | Aquaconsult Anlagenbau Gmbh | Air diffuser |
| KR102601504B1 (ko) * | 2019-09-25 | 2023-11-14 | 산키 고교 가부시키가이샤 | 산기 장치 |
| AU2020353550B9 (en) * | 2019-09-25 | 2023-11-23 | Aquaconsult Anlagenbau Gmbh | Air diffuser |
| JP7769464B2 (ja) | 2019-09-25 | 2025-11-13 | 三機工業株式会社 | 散気装置 |
| CN114368846A (zh) * | 2022-01-11 | 2022-04-19 | 北京四良科技有限公司 | 一种可过滤沼液中渣质的防堵曝气头 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016198700A (ja) | 散気部材、散気板及び散気装置 | |
| CA2031827C (en) | Process for producing multilayer polytetrafluoroethylene porous membrane | |
| US9708110B2 (en) | Venting liner and method | |
| US6719947B1 (en) | Composite porous media | |
| CN101432061B (zh) | 气体分离膜 | |
| MX2010008756A (es) | Forro de ventilacion y metodo. | |
| WO2017117527A1 (en) | Porous devices made by laser additive manufacturing | |
| US20130087246A1 (en) | Fluid distributor unit | |
| CN101501113A (zh) | 氟树脂薄膜、氟树脂复合体和多孔氟树脂复合体、它们的制法、以及分离膜元件 | |
| CN102958587A (zh) | 多孔的多层过滤器 | |
| JP6624081B2 (ja) | 水処理システム及び水処理方法 | |
| CN101056759B (zh) | 复合金属多孔体及其制造方法 | |
| WO2002013954A1 (fr) | Membrane filtrante d'immersion | |
| KR101758185B1 (ko) | 미다공 폴리올레핀 수지 시트의 제조 장치 및 제조 방법 | |
| CN117897459A (zh) | 罩构件、双面粘合片、密封构件以及构件供给用片 | |
| US20160115057A1 (en) | Filtration device and filtration method using the same | |
| CN102470548A (zh) | 封孔蜂窝结构体的制造方法 | |
| CN107847838A (zh) | 赋予了拒油性的通气过滤器 | |
| US20210001289A1 (en) | Slurry storing and mixing device | |
| CN108697995B (zh) | 平膜型分离膜元件、元件单元、平膜型分离膜模块及平膜型分离膜模块的运转方法 | |
| Choi et al. | Fabrication of PDMS through-holes using the MIMIC method and the surface treatment by atmospheric-pressure CH4/He RF plasma | |
| CN104826498B (zh) | 一种多用途分离膜评价装置 | |
| CN117858792A (zh) | 具有可控孔隙率的多孔透气成型体的增材制造方法 | |
| JP2023025511A (ja) | 積層膜 | |
| CN204582976U (zh) | 一种多用途分离膜评价装置 |