JP2016198722A - エアフィルタ - Google Patents
エアフィルタ Download PDFInfo
- Publication number
- JP2016198722A JP2016198722A JP2015080644A JP2015080644A JP2016198722A JP 2016198722 A JP2016198722 A JP 2016198722A JP 2015080644 A JP2015080644 A JP 2015080644A JP 2015080644 A JP2015080644 A JP 2015080644A JP 2016198722 A JP2016198722 A JP 2016198722A
- Authority
- JP
- Japan
- Prior art keywords
- monofilament
- sectional shape
- air filter
- cross
- bulging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Filtering Materials (AREA)
Abstract
Description
Claims (4)
- 熱可塑性樹脂からなる複数のモノフィラメントを全部又は一部に織り込んで形成されたフィルタ本体を備え、
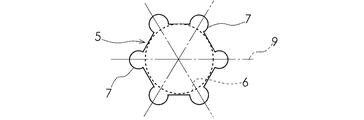
前記モノフィラメントの横断面形状は、真円又は楕円形状の基本領域部と、該基本領域部から外方に膨らんでいる膨出領域部とからなる異形断面形状を有していることを特徴とするエアフィルタ。 - 前記異形断面形状は、線対称図形であり、少なくとも2本の対称軸を有していることを特徴とする請求項1に記載のエアフィルタ。
- 前記膨出領域部の外縁は、湾曲して形成されていることを特徴とする請求項1又は2に記載のエアフィルタ。
- 前記基本領域部又は前記膨出領域部から、前記熱可塑性樹脂からなる糸形状の起毛部が複数突出していることを特徴とする請求項1〜3のいずれかに記載のエアフィルタ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015080644A JP2016198722A (ja) | 2015-04-10 | 2015-04-10 | エアフィルタ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015080644A JP2016198722A (ja) | 2015-04-10 | 2015-04-10 | エアフィルタ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016198722A true JP2016198722A (ja) | 2016-12-01 |
Family
ID=57422166
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015080644A Pending JP2016198722A (ja) | 2015-04-10 | 2015-04-10 | エアフィルタ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016198722A (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0835168A (ja) * | 1994-07-19 | 1996-02-06 | Unitika Ltd | 起毛布帛およびその製造方法 |
| JPH08224414A (ja) * | 1995-02-22 | 1996-09-03 | Sanyo Electric Co Ltd | エアフィルタ及びこのエアフィルを備えた空気調和機 |
| JPH10168661A (ja) * | 1996-12-02 | 1998-06-23 | Toray Ind Inc | ポリエステル組成物、モノフィラメントおよび工業用織物 |
| JP2006257561A (ja) * | 2005-03-15 | 2006-09-28 | Teijin Fibers Ltd | 成形加工用織編物および複合体および成形体および繊維製品 |
| JP2007308822A (ja) * | 2006-05-17 | 2007-11-29 | Toray Monofilament Co Ltd | ニードルフェルト基布用繊維およびニードルフェルト |
| JP2008184696A (ja) * | 2007-01-26 | 2008-08-14 | Toray Ind Inc | 熱接着性複合ポリエステルモノフィラメントおよびフィルター用メッシュ織物 |
| JP2010522067A (ja) * | 2007-03-23 | 2010-07-01 | ソルヴェイ アドバンスド ポリマーズ リミテッド ライアビリティ カンパニー | 石炭燃焼煙道ガスフィルタ |
| WO2011019022A1 (ja) * | 2009-08-10 | 2011-02-17 | 旭化成せんい株式会社 | 集じん機用ろ過布 |
| JP2014073443A (ja) * | 2012-10-03 | 2014-04-24 | Daiwabo Holdings Co Ltd | 静電フィルター |
-
2015
- 2015-04-10 JP JP2015080644A patent/JP2016198722A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0835168A (ja) * | 1994-07-19 | 1996-02-06 | Unitika Ltd | 起毛布帛およびその製造方法 |
| JPH08224414A (ja) * | 1995-02-22 | 1996-09-03 | Sanyo Electric Co Ltd | エアフィルタ及びこのエアフィルを備えた空気調和機 |
| JPH10168661A (ja) * | 1996-12-02 | 1998-06-23 | Toray Ind Inc | ポリエステル組成物、モノフィラメントおよび工業用織物 |
| JP2006257561A (ja) * | 2005-03-15 | 2006-09-28 | Teijin Fibers Ltd | 成形加工用織編物および複合体および成形体および繊維製品 |
| JP2007308822A (ja) * | 2006-05-17 | 2007-11-29 | Toray Monofilament Co Ltd | ニードルフェルト基布用繊維およびニードルフェルト |
| JP2008184696A (ja) * | 2007-01-26 | 2008-08-14 | Toray Ind Inc | 熱接着性複合ポリエステルモノフィラメントおよびフィルター用メッシュ織物 |
| JP2010522067A (ja) * | 2007-03-23 | 2010-07-01 | ソルヴェイ アドバンスド ポリマーズ リミテッド ライアビリティ カンパニー | 石炭燃焼煙道ガスフィルタ |
| WO2011019022A1 (ja) * | 2009-08-10 | 2011-02-17 | 旭化成せんい株式会社 | 集じん機用ろ過布 |
| JP2014073443A (ja) * | 2012-10-03 | 2014-04-24 | Daiwabo Holdings Co Ltd | 静電フィルター |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11338473B2 (en) | Filament, structural body, and method for manufacturing same | |
| US8795403B2 (en) | Filter cloth for dust collector | |
| KR20060021286A (ko) | 두 개의 이종 사조 함유 직편 포백 및 그것을 포함하는의복 | |
| TWI675135B (zh) | 複合型纖維及其製造方法 | |
| JP6844533B2 (ja) | 流路材 | |
| US6886369B2 (en) | Flat multifilament yarn knitted fabric | |
| JP2019502832A (ja) | ラッシェル機、網、及び、網を製作するためのラッシェル機の使用 | |
| JP3582854B2 (ja) | 糸状又は帯状塑性変形性ポリエチレン材料及びその製造方法 | |
| WO2013088649A1 (ja) | 位置合わせ機能に優れたループ面ファスナー | |
| JP2010131483A (ja) | 液体分離用流路形成材およびその製法 | |
| US20130183480A1 (en) | Fabrics Containing Multi-Groove Fibers | |
| JP2016198722A (ja) | エアフィルタ | |
| KR102007314B1 (ko) | 차광용 용융압출식 편평사 제조방법 | |
| US20170342675A1 (en) | Submersible turf reinforcement mats | |
| JP4859962B2 (ja) | 空気調和機用フィルター及びその製造方法 | |
| JP5859697B1 (ja) | 平織又はからみ織の薄葉化処理された織物の製造方法 | |
| JP6095052B2 (ja) | 樹脂フィルタ | |
| JP6411922B2 (ja) | 高強力異型ポリエステルマルチフィラメント | |
| KR101590231B1 (ko) | 연사효과를 가지는 폴리에스테르 멀티필라멘트 섬유 및 그 제조방법 | |
| KR101031213B1 (ko) | 건설공사 가설용 안전망 | |
| JP2007330425A (ja) | X線造影糸付きガーゼ | |
| JPH02446B2 (ja) | ||
| KR930000237B1 (ko) | 삼각단면 중공섬유 제조용 방사구금 | |
| JP6411923B2 (ja) | 異型合成繊維マルチフィラメント | |
| CN212800709U (zh) | 一种抗撕裂的透气面料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180404 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190402 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191021 |