JP2016206499A - 間欠光ファイバテープ心線の製造装置および製造方法 - Google Patents
間欠光ファイバテープ心線の製造装置および製造方法 Download PDFInfo
- Publication number
- JP2016206499A JP2016206499A JP2015089720A JP2015089720A JP2016206499A JP 2016206499 A JP2016206499 A JP 2016206499A JP 2015089720 A JP2015089720 A JP 2015089720A JP 2015089720 A JP2015089720 A JP 2015089720A JP 2016206499 A JP2016206499 A JP 2016206499A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- cutting
- manufacturing
- intermittent
- blades
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000013307 optical fiber Substances 0.000 title claims abstract description 108
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 64
- 238000005520 cutting process Methods 0.000 claims abstract description 113
- 239000011248 coating agent Substances 0.000 claims abstract description 33
- 238000000576 coating method Methods 0.000 claims abstract description 33
- 238000003780 insertion Methods 0.000 claims abstract description 10
- 230000037431 insertion Effects 0.000 claims abstract description 10
- 238000000926 separation method Methods 0.000 description 29
- 230000008878 coupling Effects 0.000 description 9
- 238000010168 coupling process Methods 0.000 description 9
- 238000005859 coupling reaction Methods 0.000 description 9
- 238000000034 method Methods 0.000 description 8
- 239000011247 coating layer Substances 0.000 description 7
- 238000010586 diagram Methods 0.000 description 6
- 239000010410 layer Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
Images





Abstract
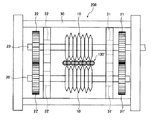
【解決手段】互いに接する状態で並列させた複数本の光ファイバ心線の外面を、共通被覆により一体化させたテープ心線に対して、隣接する光ファイバ心線間の共通被覆の長手方向に間欠的な切込みを入れる切断装置200を備える。切断装置200は、外周の一部に切刃を設けた円盤状の丸刃10、10’であって軸挿通部の軸方向の厚みが光ファイバ心線の外径の整数倍の厚みを有する複数の丸刃10、10’と、平行な2本の回転軸20、20’を備え、2本の回転軸20、20’のそれぞれに、複数の丸刃10、10’の切刃を対向させて隣接配置している。複数の対向する切刃間に光ファイバテープ心線100’が挿通される。
【選択図】図3
Description
該2本の回転軸のそれぞれに、複数の前記丸刃をその前記切刃を対向させて隣接配置し、複数の対向する前記切刃間に前記光ファイバテープ心線を挿通可能とした間欠光ファイバテープ心線の製造装置である。
本願の間欠テープ心線の製造装置に係る発明は、(1)互いに接する状態で並列させた複数本の光ファイバ心線の外面を共通被覆により一体化させた光ファイバテープ心線に対して、隣接する前記光ファイバ心線の接触部分で前記共通被覆に長手方向に間欠的な切込みを入れる切断装置を備えた間欠光ファイバテープ心線の製造装置であって、前記切断装置は、外周の一部に切刃を設けた円盤状の丸刃であって軸挿通部の軸方向の厚みが前記光ファイバ心線の外径の整数倍の厚みを有する複数の丸刃と、平行な2本の回転軸を備え、該2本の回転軸のそれぞれに、複数の前記丸刃をその前記切刃を対向させて隣接配置し、複数の対向する前記切刃間に前記光ファイバテープ心線を挿通可能とした間欠光ファイバテープ心線の製造装置である。これにより、テープ心線を挟んで配置された2本の回転軸に設けた丸刃によって、全ての隣合う光ファイバ心線の接触部分で、光ファイバ心線の並列面の上下からテープ心線を長さ方向に間欠的に切れ込みを入れることができ、切れ込みを入れるだけで光ファイバ心線に分離し易く、捻ったり曲げたりするのに取り扱い易い間欠テープ心線を得ることができる。
本発明に係る間欠テープ心線の製造装置および製造方法の好適な実施の形態を、以下に図面を参照しつつ説明する。なお、本発明はこれらの例示に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内ですべての変更が含まれる。また、以下の説明において、異なる図面においても同じ符号を付した構成は同様のものであるとして、その説明を省略する場合がある。
図3に示す切断装置200は、軸受部材31、32および31’、32’を支持する本体部30を備えており、軸受部材31、32および31’、32’はそれぞれ第1回転軸20および第2回転軸20’を回転可能に軸支している。第1回転軸20と第2回転軸20’とは平行に配置されており、第1回転軸20の回転が軸方向両端に設けた歯車21、22を介して、第2回転軸20’の歯車21’、22’に伝達されるようになっている。このため、第1回転軸20と第2回転軸20’とは回転方向が逆になるように構成されている。
隣接する丸刃に設けられた切刃が、丸刃が取り付けられた回転軸の方向から見た場合に丸刃の周方向にずれた配置とすることができる。その結果、例えば図3に示すように、ある丸刃(例えば図5で右端の丸刃)がテープ心線の共通被覆を切断するときにその隣(左隣)の丸刃はテープ心線を切断しない。テープ心線は分離部Aと結合部Bが隣合うことになる。
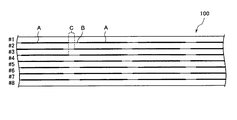
図6は、本発明の実施形態に係る間欠テープ心線の製造装置および製造方法により製造された間欠テープ心線の他の例を示す図である。本実施形態により得られた間欠テープ心線100は、間欠テープ心線100を幅方向に見たときに、結合部Bが重なる部分Cを有している。このため、切断装置200では、第1回転軸20、第2回転軸20’の方向から見た場合に、隣接する丸刃10、10’の切刃を設けていない部分である切刃なし部分13、13’が、重なる位置に来るように配置している。
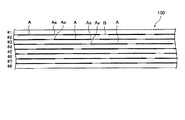
図7は、本発明の実施形態に係る間欠テープ心線の製造装置および製造方法により製造された間欠テープ心線のさらに他の例を示す図である。本実施形態により得られた間欠テープ心線100は、間欠テープ心線100の隣合う光ファイバ心線1の接触部分について、一方の接触部分では分離部Aが終点Aeとなっている位置と長さ方向に同じ位置で他方の接触部分では分離部Aが始点Asとなっている。このため、切断装置200では、隣接する丸刃10、10’の切刃12、12’を周方向に見た場合に、一方の切刃12の始点が隣接する切刃12の終点に一致するように配置している。
以上、1対の丸刃10、10’間にテープ心線100’を挿通可能とした1台の切断装置200によって間欠テープ心線100を製造する場合について説明したが、複数台の切断装置を用いて、間欠テープ心線を作製することも可能である。
図8は、本発明の実施形態に係る間欠テープ心線の製造装置の他の例を模式的に示す図である。図8(A)は平面図を、図8(B)は軸方向から見た図を示している。本実施形態では、テープ心線100’は、矢印で示すように紙面の右方向から左方向に向けて走行しているとすると、このテープ心線100’の走行ラインに対して2台の切断装置201、202が並設されている。個々の切断装置201、202は、図3で説明した切断装置200とは後述するように丸刃の厚みと枚数が異なっているが、その他の構成についてはほぼ同様のものであるので、以下、図3も参照しつつ異なる点について説明する。
Claims (8)
- 互いに接する状態で並列させた複数本の光ファイバ心線の外面を共通被覆により一体化させた光ファイバテープ心線に対して、隣接する前記光ファイバ心線の接触部分で前記共通被覆に長手方向に間欠的な切込みを入れる切断装置を備えた間欠光ファイバテープ心線の製造装置であって、
前記切断装置は、外周の一部に切刃を設けた円盤状の丸刃であって軸挿通部の軸方向の厚みが前記光ファイバ心線の外径の整数倍の厚みを有する複数の丸刃と、
平行な2本の回転軸を備え、
該2本の回転軸のそれぞれに、複数の前記丸刃をその前記切刃を対向させて隣接配置し、
複数の対向する前記切刃間に前記光ファイバテープ心線を挿通可能とした間欠光ファイバテープ心線の製造装置。 - 前記切刃が、前記丸刃の外周の5/6から10/11の範囲で設けられている請求項1に記載の間欠光ファイバテープ心線の製造装置。
- 前記切刃が片刃である請求項1または2に記載の間欠光ファイバテープ心線の製造装置。
- 隣接する前記丸刃に設けられた前記切刃が、前記回転軸の方向から見た場合に前記丸刃の周方向にずれた配置とした請求項1〜3に記載のいずれか1に記載の間欠光ファイバテープ心線の製造装置。
- 隣接する前記丸刃の前記切刃を設けていない部分が、前記回転軸の方向から見た場合に重なる部分を有する配置とした請求項1〜4のいずれか1に記載の間欠光ファイバテープ心線の製造装置。
- 前記丸刃の前記切刃を周方向に見た場合、前記切刃の始点が隣接する前記切刃の終点に一致する請求項1〜4のいずれか1に記載の間欠光ファイバテープ心線の製造装置。
- 請求項1〜4のいずれか1に記載の製造装置の切断装置をn(nは2以上の整数)台、製造ライン方向にずらせて配設し、各前記切断装置の前記丸刃の軸挿通部の厚みを前記光ファイバ心線の外径のn倍とした間欠光ファイバテープ心線の製造装置。
- 互いに接する状態で並列させた複数本の光ファイバ心線の外面を共通被覆により一体化させた光ファイバテープ心線に、長手方向に間欠的な切込みを入れる間欠光ファイバテープ心線の製造方法であって、
外周の一部に切刃を設けた円盤状の丸刃であって軸挿通部の軸方向の厚みが前記光ファイバ心線の外径の整数倍の厚みを有する複数の丸刃を、平行な2本の回転軸にそれぞれの前記切刃が対向するように隣接配置した切断装置を用い、
複数の対向する前記切刃間に前記光ファイバテープ心線を挿通して、隣接する前記光ファイバ心線の接触部分で前記共通被覆に長手方向に間欠的な切込みを入れる間欠光ファイバテープ心線の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015089720A JP2016206499A (ja) | 2015-04-24 | 2015-04-24 | 間欠光ファイバテープ心線の製造装置および製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015089720A JP2016206499A (ja) | 2015-04-24 | 2015-04-24 | 間欠光ファイバテープ心線の製造装置および製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016206499A true JP2016206499A (ja) | 2016-12-08 |
Family
ID=57487127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015089720A Pending JP2016206499A (ja) | 2015-04-24 | 2015-04-24 | 間欠光ファイバテープ心線の製造装置および製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016206499A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018106098A (ja) * | 2016-12-28 | 2018-07-05 | 株式会社フジクラ | 間欠固定テープ心線の製造方法 |
| JP2018180553A (ja) * | 2018-07-12 | 2018-11-15 | 株式会社フジクラ | 間欠固定テープ心線の製造方法 |
| WO2020208816A1 (ja) | 2019-04-12 | 2020-10-15 | 住友電気工業株式会社 | 光ファイバテープ心線、ダイス、および、光ファイバテープ心線の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4179964A (en) * | 1976-01-27 | 1979-12-25 | K-G Devices Corporation | Ribbon cable splitting device |
| JPH0875929A (ja) * | 1994-09-01 | 1996-03-22 | Sumitomo Electric Ind Ltd | 多心光ファイバテープ心線の分離用工具 |
| JP2003131041A (ja) * | 2001-10-22 | 2003-05-08 | Showa Electric Wire & Cable Co Ltd | 光ファイバテープ心線の単心分離方法及び装置 |
| JP2013167753A (ja) * | 2012-02-15 | 2013-08-29 | Swcc Showa Cable Systems Co Ltd | 光ファイバテープ心線の製造方法および光ファイバテープ心線の製造装置 |
| CN203217141U (zh) * | 2013-05-05 | 2013-09-25 | 江苏亨通光电股份有限公司 | 一种易剥离光纤带 |
-
2015
- 2015-04-24 JP JP2015089720A patent/JP2016206499A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4179964A (en) * | 1976-01-27 | 1979-12-25 | K-G Devices Corporation | Ribbon cable splitting device |
| JPH0875929A (ja) * | 1994-09-01 | 1996-03-22 | Sumitomo Electric Ind Ltd | 多心光ファイバテープ心線の分離用工具 |
| JP2003131041A (ja) * | 2001-10-22 | 2003-05-08 | Showa Electric Wire & Cable Co Ltd | 光ファイバテープ心線の単心分離方法及び装置 |
| JP2013167753A (ja) * | 2012-02-15 | 2013-08-29 | Swcc Showa Cable Systems Co Ltd | 光ファイバテープ心線の製造方法および光ファイバテープ心線の製造装置 |
| CN203217141U (zh) * | 2013-05-05 | 2013-09-25 | 江苏亨通光电股份有限公司 | 一种易剥离光纤带 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018106098A (ja) * | 2016-12-28 | 2018-07-05 | 株式会社フジクラ | 間欠固定テープ心線の製造方法 |
| WO2018123871A1 (ja) * | 2016-12-28 | 2018-07-05 | 株式会社フジクラ | 間欠固定テープ心線の製造方法 |
| CN110023807A (zh) * | 2016-12-28 | 2019-07-16 | 株式会社藤仓 | 间歇固定光纤带芯线的制造方法 |
| TWI683146B (zh) * | 2016-12-28 | 2020-01-21 | 日商藤倉股份有限公司 | 間斷固定帶芯線的製造方法 |
| AU2017386623B2 (en) * | 2016-12-28 | 2020-04-30 | Fujikura Ltd. | Method for manufacturing intermittently-fixed optical fiber ribbon |
| US10705304B2 (en) | 2016-12-28 | 2020-07-07 | Fujikura Ltd. | Method for manufacturing intermittently-fixed optical fiber ribbon |
| JP2018180553A (ja) * | 2018-07-12 | 2018-11-15 | 株式会社フジクラ | 間欠固定テープ心線の製造方法 |
| WO2020208816A1 (ja) | 2019-04-12 | 2020-10-15 | 住友電気工業株式会社 | 光ファイバテープ心線、ダイス、および、光ファイバテープ心線の製造方法 |
| US11209605B2 (en) | 2019-04-12 | 2021-12-28 | Sumitomo Electric Industries, Ltd. | Optical fiber ribbon, die, and method of manufacturing optical fiber ribbon |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5450687B2 (ja) | 光ファイバテープ心線の製造方法および光ファイバテープ心線の製造装置 | |
| EP3407107B1 (en) | Method and device for manufacturing optical fiber ribbon | |
| CA2911402C (en) | Optical fiber ribbon and optical fiber cable | |
| JP5779940B2 (ja) | 光ファイバテープ心線の製造装置および製造方法 | |
| JP5291042B2 (ja) | 光ファイバテープ心線の製造方法及び光ファイバテープ心線の製造装置 | |
| JP2015052704A (ja) | 光ファイバテープ心線、光ケーブル、光ファイバコード、及びテープ心線接続方法 | |
| JP6632544B2 (ja) | 光ファイバ、光ファイバの調芯方法およびその接続構造、テープ心線の製造方法 | |
| JP2016206499A (ja) | 間欠光ファイバテープ心線の製造装置および製造方法 | |
| WO2016027896A1 (ja) | 光ファイバ | |
| WO2018123871A1 (ja) | 間欠固定テープ心線の製造方法 | |
| JP6391508B2 (ja) | 光ファイバテープ心線 | |
| JP6310522B2 (ja) | 光ファイバユニットおよび光ファイバケーブル | |
| JP2012022061A (ja) | 光ファイバユニットの製造方法及び製造装置 | |
| JP2013205557A (ja) | 光ファイバ、及び光ファイバを製造する方法 | |
| JP6083803B2 (ja) | テープ心線 | |
| JP2015132682A (ja) | 間欠切込み光ファイバテープ心線の製造装置及び製造方法 | |
| JP2012001425A (ja) | 光ファイバ製造方法、光ファイバ及び光ファイバ母材 | |
| JP5816776B1 (ja) | 光ファイバ束の製造方法 | |
| JP2020076916A (ja) | 光ファイバテープ心線の製造装置および製造方法 | |
| JP2016075918A (ja) | 光ファイバ、及び光ファイバを製造する方法 | |
| JP2023028559A (ja) | 間欠接着型光ファイバテープ心線、光ファイバケーブル | |
| JP2021033118A (ja) | 光ファイバテープ心線の製造方法および製造装置 | |
| JP6105451B2 (ja) | 光ファイバ多心構造の接続端部構造 | |
| JP2016172657A (ja) | 光ファイバ製造方法および光ファイバ | |
| JP2014142495A (ja) | マルチコア光ファイバの接続構造及び接続方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181016 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181213 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190402 |