JP2016207277A - 電極体 - Google Patents
電極体 Download PDFInfo
- Publication number
- JP2016207277A JP2016207277A JP2015083299A JP2015083299A JP2016207277A JP 2016207277 A JP2016207277 A JP 2016207277A JP 2015083299 A JP2015083299 A JP 2015083299A JP 2015083299 A JP2015083299 A JP 2015083299A JP 2016207277 A JP2016207277 A JP 2016207277A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- layer
- containing layer
- electrode
- separator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Cell Separators (AREA)
- Secondary Cells (AREA)
Abstract
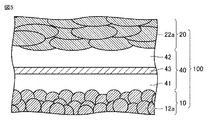
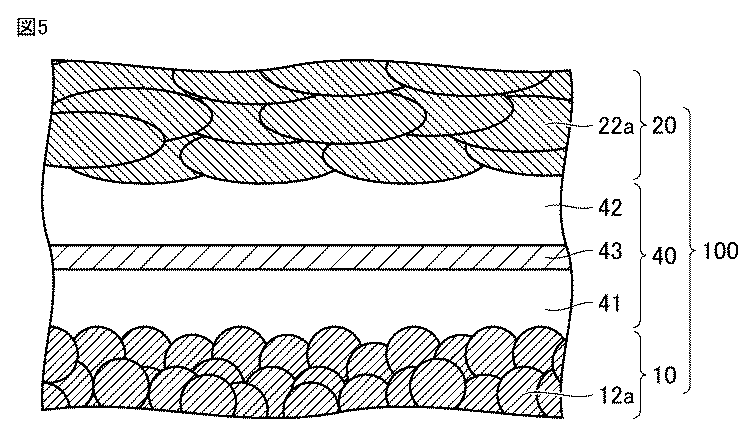
【解決手段】電極体は、セパレータ40を挟んで、正極10と負極20とを積層した積層単位100を備える。セパレータ40は、正極10と接する第1樹脂含有層41と、負極と接する第2樹脂含有層42と、第1樹脂含有層41と第2樹脂含有層42との間に介在する無機含有層43と、を含む。無機含有層43は、無機フィラーを含有する。第1樹脂含有層41および第2樹脂含有層42は、樹脂を50質量%以上含有する。
【選択図】図5
Description
図1は本実施形態に係る電極体の構成の一例を示す概略図である。図1に示される電極体80は、巻回式の電極体である。電極体80は、セパレータを挟んで、正極と負極とを積層した積層単位を備える。電極体80は次のようにして製造される。
図5に示されるようにセパレータ40は、正極10と接する第1樹脂含有層41と、負極20と接する第2樹脂含有層42と、第1樹脂含有層41と第2樹脂含有層42との間に介在する無機含有層43とを含む。本実施形態において、第1樹脂含有層41および第2樹脂含有層42は、樹脂を50質量%以上含有する。これにより正極10および負極20の凹部に樹脂が流れ込み、正極10および負極20と、セパレータ40とが隙間なく密着できる。セパレータの空孔率は、たとえば20〜70%程度でもよいし、30〜60%程度でもよい。
本実施形態に係る樹脂含有層は多孔質層である。樹脂含有層は単層でもよいし複層でもよい。樹脂含有層の厚さは、たとえば0.1μm以上20μm以下でもよい。樹脂含有層は、樹脂を50質量%以上含有する。樹脂含有層において樹脂以外の残部は、たとえば、後述する無機フィラーでもよい。樹脂含有層における樹脂の含有量は、75質量%以上でもよいし、100質量%でもよい。樹脂の含有量が多いほど、アンカー効果ならびに分子間力の向上が期待できる。
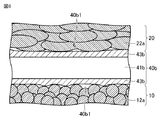
本実施形態に係る無機含有層は多孔質層である。無機含有層は単層でもよいし複層でもよい。無機含有層は、第1樹脂含有層と第2樹脂含有層との間に介在する限り、複数設けられていてもよい。セパレータが複数の無機含有層を含む場合、たとえば第1無機含有層と第2無機含有層との間に、第3樹脂含有層が設けられていてもよい。こうした第3樹脂含有層には、前述した第1樹脂含有層および第2樹脂含有層と同様の構成を採用できる。
αアルミナ(D50:0.2〜1.2μm、BET:1.3〜50m2/g)
ベーマイト(D50:0.2〜1.8μm、BET:2.8〜50m2/g)
チタニア (D50:0.2〜1.0μm、BET:2.0〜50m2/g)
ジルコニア(D50:0.2〜1.0μm、BET:2.0〜50m2/g)
マグネシア(D50:0.2〜1.0μm、BET:2.0〜50m2/g)。
図7は正極10の構成の一例を示す概略図である。図7に示されるように、正極10は、正極集電箔11と、正極集電箔11の両主面上に形成された正極合材層12とを含む。正極集電箔11は、たとえばアルミニウム(Al)箔である。正極集電箔の厚さは、たとえば5〜25μm程度でよい。正極集電箔11が露出した箔露出部Epは、外部端子との接続のために設けられている。
図8は負極20の構成の一例を示す概略図である。図8に示されるように、負極20は、負極集電箔21と、負極集電箔21の両主面上に形成された負極合材層22とを含む。負極集電箔21は、たとえば銅(Cu)箔である。負極集電箔の厚さは、たとえば5〜25μm程度でよい。負極集電箔21が露出した箔露出部Epは、外部端子との接続のために設けられている。
次に本実施形態の変形例について説明する。変形例では、各部材の積層方法、平面形状を除き、上記で説明した構成と同様の構成が採用され得る。
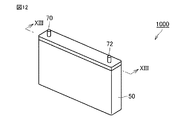
本実施形態は、上記の電極体を備える非水電解質二次電池にも係る。図12は当該非水電解質二次電池の構成の一例を示す概略図である。図12に示されるように、電池1000は、外装ケース50を備える。外装ケースの材質は、たとえばAl合金である。外装ケース50には、正極端子70および負極端子72が設けられている。外装ケースには、注液口、安全弁、電流遮断機構(いずれも図示せず)等が設けられていてもよい。なお本実施形態は、いわゆるラミネート外装を有するラミネート電池にも適用できる。
電解液は、非水溶媒に支持塩を溶解させた電解質溶液である。電解液は、たとえば外装ケース50に設けられた注液口から、外装ケース50の内部に注入され、電極体80に含浸される。本実施形態では、電解液に代えて、たとえばゲル状の電解質を用いてもよい。
実験1ではコインサイズの積層単位を作製し、電極とセパレータとの密着性を評価した。ここでは試料X1〜X3が比較例に相当し、試料X4およびX5が実施例に相当する。この実験では、正極の代用として負極を用いた。すなわち積層単位は、セパレータを2枚の負極で挟んだものとした。
1.セパレータの作製
1−1.第1樹脂含有層(基材)の準備
第1樹脂含有層として、PEの微多孔層を準備した。微多孔層の平面形状は長尺帯状とした。微多孔層の厚さは20μmとした。
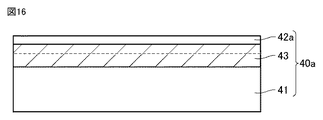
αアルミナ(96質量部)およびPAN(4質量部)をNMP中に分散させることにより、無機含有層となるべき塗料を作製した。分散機には、M・テクニック社製の乳化分散機「クレアミックス」を用いた。グラビアコータを用いて、微多孔層の一方の主面上に塗料を塗工し、乾燥することにより、無機含有層を形成した。無機含有層の厚さは4μmとした。こうして図14に示すセパレータ40を得た。
黒鉛(98質量部)、CMC(1質量部)およびSBR(1質量部)を水中で混練することにより、負極合材塗料を作製した。混練装置にはプラネタリミキサを用いた。ダイコータを用いて、Cu箔上に負極合材塗料を塗工し、乾燥した。これにより負極合材層を形成した。ロール圧延機を用いて、負極合材層を所定の厚さに圧縮した。こうして負極を得た。円筒形の打ち抜きポンチを用いて、負極から直径17.0mmの電極試料を採取した。
図15は、密着試験の方法を図解する概略図である。プレスヘッド191の直径は20mmとした。台座192上に、テフロン(登録商標)製の下地シート193を配置した。図15に示すように、第1電極試料221と第2電極試料222との間に、セパレータ試料240を挟み込んで積層単位300を形成した。室温環境(24℃程度)において、積層方向Dに沿って積層単位300に荷重を印可した。荷重の大きさは表1に示す大きさとした。プレス時間は60秒間とした。その後、荷重を解放し、セパレータ試料と電極試料との密着状態を確認した。密着状態は、次のA、BおよびCの3水準で評価した。評価結果を表1に示す
A:セパレータ試料の全面が電極試料と一様に密着した
B:セパレータ試料の面内に電極試料と密着していない部分が確認された
C:セパレータ試料と電極試料とが密着しなかった。
L2=L1×(S2÷S1)・・・(i)
(ただし式中、L1はコインサイズの積層単位に印加した荷重を示し、L2は実電池サイズの電極体に印加されるべき荷重を示し、S1はコインサイズの積層単位の面積を示し、S2は実電池サイズの巻回式の電極体の平面部分の面積を示す。)
より算出した。
S1=0.25π×20mm×20mm・・・(ii)
より314mm2である。
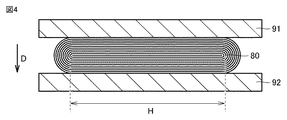
S2=116.5mm(幅W)×56.5mm(高さH)・・・(iii)
より6582mm2である。ここで幅Wおよび高さHは、図4および図13に示される各寸法を示している。
上記「1−2.無機含有層の形成」において、αアルミナ(90質量部)およびPAN(10質量部)をNMP中に分散させることにより、塗料を作製することを除いては、試料X1と同様にして、積層単位を作製した。さらに表1に示す各荷重において積層単位をプレスし、密着状態を評価した。結果を表1に示す。
上記「1−2.無機含有層の形成」において、αアルミナ(70質量部)およびPAN(30質量部)をNMP中に分散させることにより、塗料を作製することを除いては、試料X1と同様にして、積層単位を作製した。さらに表1に示す各荷重において積層単位をプレスし、密着状態を評価した。結果を表1に示す。
上記「1−2.無機含有層の形成」において、αアルミナ(50質量部)およびPAN(50質量部)をNMP中に分散させることにより、塗料を作製することを除いては、試料X1と同様にして、積層単位を作製した。さらに表1に示す各荷重において積層単位をプレスし、密着状態を評価した。結果を表1に示す。
1−3.樹脂塗工層の形成
PANをNMPに溶解させて樹脂溶液を調整した。該樹脂溶液を、試料X1の無機含有層の表面に塗工し、乾燥することにより、樹脂塗工層を形成した。塗工質量は1.4g/m2とした。乾燥後の樹脂塗工層の厚さは、0.82μmであった。試料X1と同様にして、積層単位を作製した。さらに表1に示す各荷重において積層単位をプレスし、密着状態を評価した。結果を表1に示す。
表1に示されるように、第2電極試料と接する第2樹脂含有層の樹脂の含有量が50質量%未満である試料X1〜X3では、大きな荷重を印可しても、電極とセパレータとを密着させることはできなかった。
実験1の結果を踏まえ、実験2では実電池サイズの電極体(25Ah級)を作製し、プレス加工して膨化の有無を確認した。ここでは試料Y1が比較例、試料Y4が実施例に相当する。
1.セパレータの準備
実験1の試料X1と同様の積層構成を有し、かつ長尺帯状のセパレータ40を準備した。
LiNi1/3Co1/3Mn1/3O2(90質量部)、アセチレンブラック(8質量部)およびPVDF(2質量部)をNMP中で混練することにより、正極合材塗料を作製した。混練装置にはプラネタリミキサを用いた。ダイコータを用いて、Al箔上に正極合材塗料を塗工し、乾燥した。これにより正極合材層を形成した。ロール圧延機を用いて、正極合材層を所定の厚さに圧縮した。正極合材層およびAl箔を所定の寸法に加工した。こうして図7に示す長尺帯状のシート部材である正極10を準備した。
上記「2.負極の作製」において作製した負極を所定の寸法に加工して、図8に示す長尺帯状のシート部材である負極20を準備した。
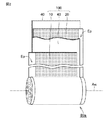
図2に示されるように、セパレータ40を挟んで正極10と負極20とを積層することにより、積層単位100とした。さらに積層単位100を巻回することにより、巻回体80aとした。
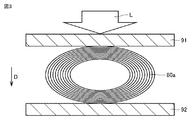
室温環境において、図3および図4に示されるように、巻回体80aに荷重Lを印可して押圧することにより、扁平状の外形を有する電極体80とした。プレス時間は5秒間とした。実験2での荷重の大きさを表2に示す。
A:荷重を解放してから7日後でも殆ど膨化していなかった
B:荷重を解放した後、時間の経過とともに僅かに膨化した
C:荷重を解放した直後に膨化した。
実験1の試料X4と同様の積層構成を有し、かつ長尺帯状のセパレータを準備することを除いては、試料Y1と同様にして電極体を作製し、電極体の膨化を評価した。結果を表2に示す。
表2に示されるように、正極と接する第1樹脂含有層、および負極と接する第2樹脂含有層の樹脂の含有量がいずれも50質量%以上である試料Y4では、小さい荷重で電極体の膨化を抑制できた。これに対して、第2樹脂含有層の樹脂の含有量が50質量%未満である試料Y1では、電極体の膨化を抑制できなかった。電極体の膨化の有無は、前述したコインサイズの積層単位における電極とセパレータとの密着性を反映したものと考えられる。
Claims (5)
- セパレータを挟んで、正極と負極とを積層した積層単位を備え、
前記セパレータは、前記正極と接する第1樹脂含有層と、前記負極と接する第2樹脂含有層と、前記第1樹脂含有層と前記第2樹脂含有層との間に介在する無機含有層と、を含み、
前記無機含有層は、無機フィラーを含有し、
前記第1樹脂含有層および前記第2樹脂含有層は、樹脂を50質量%以上含有する、電極体。 - 前記第1樹脂含有層および前記第2樹脂含有層の少なくともいずれかは、樹脂塗工層である、請求項1に記載の電極体。
- 前記第1樹脂含有層および前記第2樹脂含有層の少なくともいずれかは、樹脂ラミネート層である、請求項1に記載の電極体。
- 前記積層単位をさらに巻回してなる、請求項1〜請求項3のいずれか1項に記載の電極体。
- 複数の前記積層単位を積層してなる、請求項1〜請求項3のいずれか1項に記載の電極体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015083299A JP2016207277A (ja) | 2015-04-15 | 2015-04-15 | 電極体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015083299A JP2016207277A (ja) | 2015-04-15 | 2015-04-15 | 電極体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016207277A true JP2016207277A (ja) | 2016-12-08 |
Family
ID=57488023
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015083299A Pending JP2016207277A (ja) | 2015-04-15 | 2015-04-15 | 電極体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016207277A (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010537387A (ja) * | 2007-08-21 | 2010-12-02 | エイ 123 システムズ,インク. | 電気化学セル用セパレータおよびその製造方法 |
| JP2012022911A (ja) * | 2010-07-15 | 2012-02-02 | Toray Ind Inc | 積層セパレータおよび蓄電デバイス |
| JP2013020769A (ja) * | 2011-07-08 | 2013-01-31 | Teijin Ltd | 非水電解質電池用セパレータ及び非水電解質電池 |
| JP2013145693A (ja) * | 2012-01-16 | 2013-07-25 | Toyota Motor Corp | セパレータ及びリチウムイオン二次電池 |
| JP2014137985A (ja) * | 2013-01-18 | 2014-07-28 | Toyota Motor Corp | 二次電池 |
| WO2014157414A1 (ja) * | 2013-03-26 | 2014-10-02 | 日産自動車株式会社 | 非水電解質二次電池 |
-
2015
- 2015-04-15 JP JP2015083299A patent/JP2016207277A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010537387A (ja) * | 2007-08-21 | 2010-12-02 | エイ 123 システムズ,インク. | 電気化学セル用セパレータおよびその製造方法 |
| JP2012022911A (ja) * | 2010-07-15 | 2012-02-02 | Toray Ind Inc | 積層セパレータおよび蓄電デバイス |
| JP2013020769A (ja) * | 2011-07-08 | 2013-01-31 | Teijin Ltd | 非水電解質電池用セパレータ及び非水電解質電池 |
| JP2013145693A (ja) * | 2012-01-16 | 2013-07-25 | Toyota Motor Corp | セパレータ及びリチウムイオン二次電池 |
| JP2014137985A (ja) * | 2013-01-18 | 2014-07-28 | Toyota Motor Corp | 二次電池 |
| WO2014157414A1 (ja) * | 2013-03-26 | 2014-10-02 | 日産自動車株式会社 | 非水電解質二次電池 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102771572B1 (ko) | 비수계 이차 전지용 세퍼레이터 및 비수계 이차 전지 | |
| CN103155220B (zh) | 非水系二次电池用隔膜及非水系二次电池 | |
| JP5328034B2 (ja) | 電気化学素子用セパレータ、電気化学素子およびその製造方法 | |
| CN103155217B (zh) | 非水系二次电池用隔膜及非水系二次电池 | |
| KR101888740B1 (ko) | 비수전해질 이차 전지용 세퍼레이터 및 그 제조 방법 | |
| JP6183398B2 (ja) | 非水電解液二次電池およびその製造方法 | |
| KR101944443B1 (ko) | 비수 전해질 이차 전지, 상기 비수 전해질 이차 전지에 사용되는 전극체, 및 상기 전극체의 제조방법 | |
| WO2020004205A1 (ja) | 微細パタンを有するセパレータ、捲回体および非水電解質電池 | |
| JPWO2017047576A1 (ja) | 電気化学素子用セパレータ、その製造方法および電気化学素子の製造方法 | |
| JP2016100135A (ja) | 非水電解質二次電池 | |
| JP2013178952A (ja) | 非水電解質二次電池 | |
| JP6288015B2 (ja) | 非水電解液二次電池 | |
| JP2016181324A (ja) | 電気化学素子用セパレータ | |
| US10944086B2 (en) | Separator for battery, laminated separator, lithium ion secondary battery, and battery pack | |
| KR20190005946A (ko) | 비수전해질 이차 전지 | |
| WO2017212595A1 (ja) | 非水電解質二次電池 | |
| JP5999433B2 (ja) | 非水電解液二次電池及びその製造方法 | |
| JP2016081711A (ja) | セパレータ、及びそれを用いたリチイウムイオン二次電池 | |
| JP5692605B2 (ja) | 非水電解液二次電池 | |
| JP5979299B1 (ja) | 積層多孔質フィルム、蓄電デバイス用セパレータおよび蓄電デバイス | |
| JP2016207277A (ja) | 電極体 | |
| JP2017050064A (ja) | 非水電解液二次電池の電極積層体 | |
| JP2017045567A (ja) | リチウムイオン二次電池およびその製造方法 | |
| JP2016081710A (ja) | セパレータ、及びそれを用いたリチウムイオン二次電池 | |
| JP2016139475A (ja) | 非水電解質二次電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170421 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181002 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190402 |